You might also like
- Astm D3212.380331 1Document3 pagesAstm D3212.380331 1anish_am2005No ratings yet
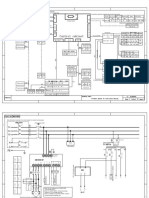
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Document23 pagesWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
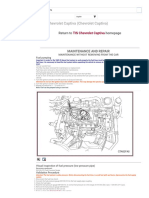
- Chevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.Document57 pagesChevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.krisdiarto@gmail.com96% (23)
- FM Approvals CN 1613Document0 pagesFM Approvals CN 1613Marcelo PeixotoNo ratings yet
- Cement Manufacturing ProcessDocument36 pagesCement Manufacturing ProcessMuhammad Irfan MalikNo ratings yet
- Cement Manufacturing ProcessDocument81 pagesCement Manufacturing ProcessAryabhatt ThakurNo ratings yet
- A. Indira National Power Training InstituteDocument80 pagesA. Indira National Power Training InstituteAyan MajiNo ratings yet
- Magical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesFrom EverandMagical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesRating: 4 out of 5 stars4/5 (4)
- Optimization of Rawmix design..NCCBMDocument9 pagesOptimization of Rawmix design..NCCBMParamananda SinghNo ratings yet
- Catálogo EC200DDocument912 pagesCatálogo EC200DCasa da Madeira100% (1)
- Muhammad Akif Naeem Open Ended Lab Signals and SystemDocument20 pagesMuhammad Akif Naeem Open Ended Lab Signals and SystemMuhammad Akif NaeemNo ratings yet
- Calcination of LimestoneDocument8 pagesCalcination of LimestoneAmitav MishraNo ratings yet
- Tata Steel Report SubmittedDocument32 pagesTata Steel Report SubmittedSnehasisDasNo ratings yet
- CementDocument65 pagesCementHayimanot YirgaNo ratings yet
- Cement Testing - Chemical AnalysisDocument33 pagesCement Testing - Chemical Analysiss_prasy6540100% (1)
- BS en 50483 6 2009Document27 pagesBS en 50483 6 2009Shara LogisticNo ratings yet
- 08.00 Raju Goyal CTO UltraTech CementDocument11 pages08.00 Raju Goyal CTO UltraTech CementParamananda SinghNo ratings yet
- CementDocument24 pagesCementanshuldoc9100% (2)
- Clinker Burning Ordonez 2006Document63 pagesClinker Burning Ordonez 2006mustafNo ratings yet
- Sponge Iron PlantDocument11 pagesSponge Iron PlantLi GaryNo ratings yet
- Profitable Calcining of Non-Calcinable Pet Coke PDFDocument4 pagesProfitable Calcining of Non-Calcinable Pet Coke PDFDedik DermadyNo ratings yet
- Manufacture of Portland Cement: Inorganic Chemistry Paper Iv: Applied Chemistry (Unit I)Document4 pagesManufacture of Portland Cement: Inorganic Chemistry Paper Iv: Applied Chemistry (Unit I)Gautam RanaNo ratings yet
- IEC Systems Manual - SCRDocument102 pagesIEC Systems Manual - SCRgabriel100% (3)
- Production Technology of Cement IndustriesDocument33 pagesProduction Technology of Cement IndustriesBereket TadesseNo ratings yet
- Cement PPT-BMC PDFDocument120 pagesCement PPT-BMC PDFAdhyyan JoshiNo ratings yet
- Department of Chemical Engineering: Analysis & Comparison of Cheaper Binder For Coal FinesDocument26 pagesDepartment of Chemical Engineering: Analysis & Comparison of Cheaper Binder For Coal FinesVijaya GosuNo ratings yet
- Cement Course: Mohamed AbuelseoudDocument40 pagesCement Course: Mohamed AbuelseoudMin Zayar100% (1)
- Sponge Iron PlantDocument12 pagesSponge Iron PlantASHISH MOHAPATRANo ratings yet
- Cement and LimeDocument39 pagesCement and LimeGurdeep SinghNo ratings yet
- Cement Manufacturing ProcessDocument26 pagesCement Manufacturing ProcessZubair KhanNo ratings yet
- Grups Cement: Pend - Kimia A Industrial ChemistryDocument39 pagesGrups Cement: Pend - Kimia A Industrial ChemistryMaya Monica DwianggraeniNo ratings yet
- Коротк Нотатки Про Хемiю ЦементiвDocument33 pagesКоротк Нотатки Про Хемiю ЦементiвCementarNo ratings yet
- Cement Testig NotesDocument28 pagesCement Testig NotesSatish KumarNo ratings yet
- 18 - High Density Processing of Coal - J de KorteDocument16 pages18 - High Density Processing of Coal - J de KorteJohn DavisNo ratings yet
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDocument16 pagesTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- Cement Manufacturing ProcessDocument37 pagesCement Manufacturing ProcessAtif MehfoozNo ratings yet
- Iv Report Malabar CementsDocument12 pagesIv Report Malabar CementsSafanaNo ratings yet
- Cement & RefractoryDocument36 pagesCement & RefractoryJunaid MushtaqNo ratings yet
- Manufacture Process of Cement: 1. Mixing of Raw MaterialDocument11 pagesManufacture Process of Cement: 1. Mixing of Raw MaterialLhance BabacNo ratings yet
- Portland CementDocument17 pagesPortland CementChandrasekhar DevarapuNo ratings yet
- Department of Chemical EngineeringDocument19 pagesDepartment of Chemical EngineeringPandia RajanNo ratings yet
- A Brief Outline of Iron Making NotesDocument27 pagesA Brief Outline of Iron Making NotesEzronMasekoNo ratings yet
- CH 2 Cement ChemistryDocument11 pagesCH 2 Cement ChemistryGaurav GuptaNo ratings yet
- Concrete Fundamentals: Stages in Cement DevelopmentDocument9 pagesConcrete Fundamentals: Stages in Cement DevelopmentAafan ShahidNo ratings yet
- Cement: Is A Complex Mixture of Dicalcium Silicate (C2S)Document18 pagesCement: Is A Complex Mixture of Dicalcium Silicate (C2S)Pratik AgajNo ratings yet
- Ndejje University: Faculty of EngineeringDocument5 pagesNdejje University: Faculty of EngineeringCivil KittieNo ratings yet
- CO&CCPDocument43 pagesCO&CCPTHAMMANABOINA SHIVANo ratings yet
- CementDocument9 pagesCementIndi GiftNo ratings yet
- Cement Industry: DefinationDocument13 pagesCement Industry: DefinationAbdullahJavedNo ratings yet
- Manufactureof Ordinary Portland CementDocument3 pagesManufactureof Ordinary Portland CementReshma RatheeshNo ratings yet
- CEC2160-Cement-24.11.2021Document32 pagesCEC2160-Cement-24.11.2021Mohammad SalmanNo ratings yet
- 3-Classification and Properties of Fuels-11-Jul-2019Material I 11-Jul-2019 Module 1-Classification and Properties of FuelsDocument67 pages3-Classification and Properties of Fuels-11-Jul-2019Material I 11-Jul-2019 Module 1-Classification and Properties of FuelsSanket Gandhi100% (2)
- Cementppt Nov13Document75 pagesCementppt Nov13Gabriel AyauNo ratings yet
- Cement: Dr. Prashant Mehta Assistant Professor, National Law University, JodhpurDocument26 pagesCement: Dr. Prashant Mehta Assistant Professor, National Law University, JodhpurkominfoNo ratings yet
- Cement Manufacturing ProcessDocument42 pagesCement Manufacturing Processkanishkkrishna7No ratings yet
- Cement Industry: Mentor: Usman KhalidDocument13 pagesCement Industry: Mentor: Usman KhalidZain ul AbideenNo ratings yet
- Cement (Chapter 3)Document13 pagesCement (Chapter 3)teweleNo ratings yet
- Cement Is A Hydraulic Binder and Is Defined As A Finely Ground Inorganic Material WhichDocument2 pagesCement Is A Hydraulic Binder and Is Defined As A Finely Ground Inorganic Material WhichJyoti Ranjan PatnaikNo ratings yet
- Industrial Inorganic Chemistry Chem427 For PrintDocument184 pagesIndustrial Inorganic Chemistry Chem427 For Printmennaame52No ratings yet
- Coro CleanDocument18 pagesCoro Cleanlaminar ersNo ratings yet
- Manufacture of CementDocument3 pagesManufacture of CementvaleidshafikNo ratings yet
- Unit I Requirements of Ingredients For Mortar/ ConcreteDocument18 pagesUnit I Requirements of Ingredients For Mortar/ ConcretedaraNo ratings yet
- CementDocument8 pagesCementjahanzeb aliNo ratings yet
- SumitDocument15 pagesSumitrahulthapa403No ratings yet
- Raining Report at Acc CementsDocument52 pagesRaining Report at Acc CementsRahulNo ratings yet
- Cement IndustryDocument8 pagesCement IndustrykefzNo ratings yet
- Home Science UGC NETDocument6 pagesHome Science UGC NETjnsenguptaNo ratings yet
- 09.30 Bruno Fux INSEE EcocycleDocument19 pages09.30 Bruno Fux INSEE EcocycleParamananda SinghNo ratings yet
- 11.00 Paul Roger Exane BNP ParibasDocument41 pages11.00 Paul Roger Exane BNP ParibasParamananda SinghNo ratings yet
- 12.00 Kare Helge Karstensen SINTEFDocument137 pages12.00 Kare Helge Karstensen SINTEFParamananda SinghNo ratings yet
- 11.30 Imran Akram IA CementDocument12 pages11.30 Imran Akram IA CementParamananda SinghNo ratings yet
- 09.00 Hiroyuki Egawa Taiheiyo Cement CorporationDocument24 pages09.00 Hiroyuki Egawa Taiheiyo Cement CorporationParamananda SinghNo ratings yet
- Indonesia Cement Industry Updates 2020-2021: June 21 2021, Asosiasi Semen Indonesia Widodo SantosoDocument20 pagesIndonesia Cement Industry Updates 2020-2021: June 21 2021, Asosiasi Semen Indonesia Widodo SantosoParamananda SinghNo ratings yet
- S. Testing of Raw Materials: Method-1 (Using 0.5N Hci and 0.25N Naoh Solutions)Document5 pagesS. Testing of Raw Materials: Method-1 (Using 0.5N Hci and 0.25N Naoh Solutions)Paramananda SinghNo ratings yet
- Maxstar140str (KK013519)Document52 pagesMaxstar140str (KK013519)mrtans0% (1)
- NC100HDocument2 pagesNC100HDouglas GilbNo ratings yet
- Digital Signal Processing R13 Previous PapersDocument5 pagesDigital Signal Processing R13 Previous PapersPrasannaKumar KaraNam100% (1)
- Babies of 2010Document16 pagesBabies of 2010Sierra Nevada Media GroupNo ratings yet
- Asida Distance Relay Adr-239aDocument27 pagesAsida Distance Relay Adr-239aRitesh JaiswalNo ratings yet
- B.tech Regular Examination Fee Registration FormDocument1 pageB.tech Regular Examination Fee Registration FormvishwasNo ratings yet
- Yousif Alotaibi 01 CVDocument3 pagesYousif Alotaibi 01 CVyousefx20No ratings yet
- Plastic Coatings: Advanced Polymer Technologies ForDocument13 pagesPlastic Coatings: Advanced Polymer Technologies ForFazlul HoqueNo ratings yet
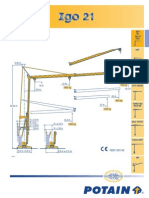
- Potain Igo 21 PDFDocument4 pagesPotain Igo 21 PDFMarco CruzNo ratings yet
- A340-Elec Emer ConfigDocument13 pagesA340-Elec Emer ConfigGerhard StorbeckNo ratings yet
- Fatwa Darul Uloom Deoband - Vol 1Document276 pagesFatwa Darul Uloom Deoband - Vol 1Ahlehaq100% (3)
- Pages From 0625 - w15 - QP - 33-06Document2 pagesPages From 0625 - w15 - QP - 33-06lelon ongNo ratings yet
- (Pasig) Certificate of OccupancyDocument12 pages(Pasig) Certificate of OccupancyAndrew MarasiganNo ratings yet
- Electroplating of Silver, Zinc and IronDocument13 pagesElectroplating of Silver, Zinc and IronTahira AzamNo ratings yet
- TCRT5000 PDFDocument9 pagesTCRT5000 PDFmazhar940No ratings yet
- CS1 Course OutlineDocument2 pagesCS1 Course Outlineapi-27149177No ratings yet
- Repair Kit Hitachi PlasmaDocument4 pagesRepair Kit Hitachi Plasmacolman123456789100% (1)
- Final ProjectDocument4 pagesFinal Projectsajad soleymanzadeNo ratings yet
- MH16 Series ROOFTOP AC Manual REV 2013Document19 pagesMH16 Series ROOFTOP AC Manual REV 2013caleb perezNo ratings yet
- Fabshield Offshore 71ni-1Document2 pagesFabshield Offshore 71ni-1Anonymous ejnktktkY7No ratings yet
- Pyroelectric Array CameraDocument7 pagesPyroelectric Array Cameraziggie_lenzNo ratings yet
- Concrete Mix Design 10Document1 pageConcrete Mix Design 10Rexter UnabiaNo ratings yet