You might also like
- Hardware Basics: Peripherals: Multiple Choice: 1Document17 pagesHardware Basics: Peripherals: Multiple Choice: 1Tsaqif Alfatan NugrahaNo ratings yet
- Magnetic Particle Testing Level 2 Course OutlineDocument7 pagesMagnetic Particle Testing Level 2 Course OutlinezulzainalNo ratings yet
- Code for Design of Concrete Structures GuideDocument243 pagesCode for Design of Concrete Structures Guiderahman fatah60% (5)
- Demister CalculationDocument3 pagesDemister Calculationramiro_siles_1100% (1)
- ANSI-ESD S4.1-2006 Worksurfaces - Resistance MeasurementsDocument17 pagesANSI-ESD S4.1-2006 Worksurfaces - Resistance MeasurementsDavino Martinez100% (1)
- Chapter 9 Coal Properties PDFDocument26 pagesChapter 9 Coal Properties PDFAudhinna ZuffyNo ratings yet
- Aluminium Recycling Process SimulationDocument15 pagesAluminium Recycling Process SimulationWillian Bella RosaNo ratings yet
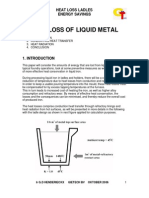
- Heat Loss of Liquid MetalDocument7 pagesHeat Loss of Liquid Metalmarcotulio123No ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- MgO - SiO2 - H2ODocument12 pagesMgO - SiO2 - H2Oaemp2009100% (1)
- A Comprehensive Review On Wheat Flour Dough RheologyDocument19 pagesA Comprehensive Review On Wheat Flour Dough RheologyAlexandra SoaresNo ratings yet
- 4140 High Tensile Steel PDFDocument3 pages4140 High Tensile Steel PDFFikri SiplhoNo ratings yet
- Diffusion Aluminide Coatings For TiAl Intermetallic Turbine BladesDocument4 pagesDiffusion Aluminide Coatings For TiAl Intermetallic Turbine BladesAna Maria NiculescuNo ratings yet
- Aluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-AlalloyDocument12 pagesAluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-Alalloybrunoab89No ratings yet
- High Temperature Air Oxidation Resistance of Tialcr-Y Coated Ti45Al8Nb Between 750 C - 950 CDocument10 pagesHigh Temperature Air Oxidation Resistance of Tialcr-Y Coated Ti45Al8Nb Between 750 C - 950 Cyunus_mohammed1641No ratings yet
- Effect of Alumina-Coated Graphite (ACG) On The Microstructure and Mechanical Properties of Al2O3-C RefractoriesDocument8 pagesEffect of Alumina-Coated Graphite (ACG) On The Microstructure and Mechanical Properties of Al2O3-C RefractoriesFrancis LinNo ratings yet
- 1 Selection of Heat Treatment and Aluminizing Sequence For Rene 77 SuperalloyDocument4 pages1 Selection of Heat Treatment and Aluminizing Sequence For Rene 77 SuperalloyEnary SalernoNo ratings yet
- Annealing of Thermally Sprayed Ti Alc Coatings: Jenny FrodeliusDocument11 pagesAnnealing of Thermally Sprayed Ti Alc Coatings: Jenny FrodeliusVijay KaushikNo ratings yet
- 2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolDocument4 pages2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolMahmood KhanNo ratings yet
- Short-Term Oxidation Resistance and Degradation of CR AlC Coating On M38G Superalloy at 900-1100 C 2Document8 pagesShort-Term Oxidation Resistance and Degradation of CR AlC Coating On M38G Superalloy at 900-1100 C 2Miruna PetriaNo ratings yet
- EAP816018Document6 pagesEAP816018hakimNo ratings yet
- Kepa 2020Document8 pagesKepa 2020bensNo ratings yet
- Sinterability Properties of A Ceramic Synthesized From Algerian Kaolin and Spent Magnesia-Carbon Refractory BricksDocument12 pagesSinterability Properties of A Ceramic Synthesized From Algerian Kaolin and Spent Magnesia-Carbon Refractory BricksMohamedNo ratings yet
- Direct Nitridation of Molten Al (MG, Si) Alloy To AlNDocument7 pagesDirect Nitridation of Molten Al (MG, Si) Alloy To AlNRaluca FloreaNo ratings yet
- 2016-2 Influence ofTi3AlC2 On MicrostructureandthermalmechanicalDocument9 pages2016-2 Influence ofTi3AlC2 On MicrostructureandthermalmechanicalJunfeng ChenNo ratings yet
- Processing, Microstructure and Mechanical Properties of Vacuum-Brazed Al2O3-Ti6Al4V JointsDocument6 pagesProcessing, Microstructure and Mechanical Properties of Vacuum-Brazed Al2O3-Ti6Al4V JointsMarcionilo NeriNo ratings yet
- Gamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738Document8 pagesGamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738claire_26No ratings yet
- Ti and Al Oxide Coatings Reduce Carbon Deposition and Sulfidation on Inconel 718 from Heated Jet FuelDocument3 pagesTi and Al Oxide Coatings Reduce Carbon Deposition and Sulfidation on Inconel 718 from Heated Jet FuelNiraj_Singh_988No ratings yet
- Brief Science PaperDocument7 pagesBrief Science PaperTrần NamNo ratings yet
- Low-Temperature Aluminide CoatingsDocument7 pagesLow-Temperature Aluminide CoatingskarimNo ratings yet
- Plasma Nitriding of Al 99.5: H.-Y. Chen, H.-R. Stock, P. MayrDocument10 pagesPlasma Nitriding of Al 99.5: H.-Y. Chen, H.-R. Stock, P. MayrSujay NahaldeNo ratings yet
- The Aluminizing in Powder Technology of AISI 304 S PDFDocument5 pagesThe Aluminizing in Powder Technology of AISI 304 S PDFdwiNo ratings yet
- 2008 0054 PDFDocument7 pages2008 0054 PDFAero NaveenNo ratings yet
- Intermetallics PDFDocument4 pagesIntermetallics PDFgurudev001No ratings yet
- Results in PhysicsDocument5 pagesResults in PhysicsRazieNo ratings yet
- PT Aluminide CoatingsDocument6 pagesPT Aluminide Coatingsrondulf goNo ratings yet
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Document5 pages2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNo ratings yet
- Salt Spray ChamberDocument6 pagesSalt Spray Chamberazize hosseinjanyNo ratings yet
- Materials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HeDocument7 pagesMaterials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HelucasNo ratings yet
- AnodikDocument12 pagesAnodikPutra Temas ToyebNo ratings yet
- Oxygen Impurities Suppress AlN FormationDocument6 pagesOxygen Impurities Suppress AlN FormationMahmood KhanNo ratings yet
- BDocument9 pagesBsoumiaNo ratings yet
- Low-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyDocument10 pagesLow-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyRyanto SitanggangNo ratings yet
- Corrosion Behaviour of Ni and Nickel Aluminide Coatings Exposed in A Biomass Fired Power Plant For Two YearsDocument11 pagesCorrosion Behaviour of Ni and Nickel Aluminide Coatings Exposed in A Biomass Fired Power Plant For Two YearsmanishtubNo ratings yet
- 2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SprayDocument7 pages2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SpraySIVAJI TADISETTYNo ratings yet
- CVD of Al2O3 Thin Films Using Aluminum Tri-IsopropoxideDocument5 pagesCVD of Al2O3 Thin Films Using Aluminum Tri-IsopropoxidethuronNo ratings yet
- 2016-1 Influence of Ti3AlC2on Corrosion Resistance and Microstructure ofAl2O3-Ti3AlC2-C Refractories in Contact With Ladle SlagDocument7 pages2016-1 Influence of Ti3AlC2on Corrosion Resistance and Microstructure ofAl2O3-Ti3AlC2-C Refractories in Contact With Ladle SlagJunfeng ChenNo ratings yet
- Art 3A10.1023 2FA 3A1006734902538Document5 pagesArt 3A10.1023 2FA 3A1006734902538Danesh AzNo ratings yet
- Journal of Materials Processing Technology Volume 55 Issue 3-4 1995 (Doi 10.1016/0924-0136 (95) 02012-8) A.I. RybniDocument8 pagesJournal of Materials Processing Technology Volume 55 Issue 3-4 1995 (Doi 10.1016/0924-0136 (95) 02012-8) A.I. RybniiraNo ratings yet
- Nano Sized Ti3AlC2Document8 pagesNano Sized Ti3AlC2islem bellizimNo ratings yet
- Protection of Titanium Alloy Components Against High Temperature CorrosionDocument9 pagesProtection of Titanium Alloy Components Against High Temperature CorrosionGiustNo ratings yet
- Corrosion Protection of AZ31 Magnesium Alloy by A TiO2 Coating Prepared by LPD MethodDocument4 pagesCorrosion Protection of AZ31 Magnesium Alloy by A TiO2 Coating Prepared by LPD MethodRahul MadanNo ratings yet
- Sinterizare Zirconiu Si Carbura 2Document10 pagesSinterizare Zirconiu Si Carbura 2Iulia IuliaaNo ratings yet
- High Temperature Corrosion Exh ValvesDocument6 pagesHigh Temperature Corrosion Exh ValvesCvita CvitićNo ratings yet
- Investigations On Composition and Morphology of Electrochemical Alumina and Alumina Yttria Stabilised Zirconia DepositsDocument9 pagesInvestigations On Composition and Morphology of Electrochemical Alumina and Alumina Yttria Stabilised Zirconia Depositssurresh07No ratings yet
- Characterization and Activity of CopperDocument9 pagesCharacterization and Activity of CopperNAJAT EL KHAOUANo ratings yet
- Journal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerDocument7 pagesJournal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerElif ArancıNo ratings yet
- Preparation of Al-5Ti Master Alloys For The In-Situ Processing of Al-Tic Metal Matrix CompositesDocument6 pagesPreparation of Al-5Ti Master Alloys For The In-Situ Processing of Al-Tic Metal Matrix CompositesmohdkahnNo ratings yet
- Corrosion of Refractory Aggregates by Molten Aluminum: AbstractDocument14 pagesCorrosion of Refractory Aggregates by Molten Aluminum: AbstractJoshua PerryNo ratings yet
- Shuhui 2013Document9 pagesShuhui 2013MahenderNo ratings yet
- 10 1016@j Micromeso 2013 11 012Document12 pages10 1016@j Micromeso 2013 11 012david andres sandi ovaresNo ratings yet
- Material IN939Document12 pagesMaterial IN939J SaadatNo ratings yet
- Composites Part B: 2 3 2 3 W.S. Barakat, A. Wagih, Omayma A. Elkady, A. Abu-Oqail, A. Fathy, A. EL-NikhailyDocument9 pagesComposites Part B: 2 3 2 3 W.S. Barakat, A. Wagih, Omayma A. Elkady, A. Abu-Oqail, A. Fathy, A. EL-NikhailyKamel FedaouiNo ratings yet
- Capdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsDocument10 pagesCapdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsElliot AmadiNo ratings yet
- Phase Composition of Bauxite-Based Refractory CastablesDocument8 pagesPhase Composition of Bauxite-Based Refractory CastablesDick ManNo ratings yet
- Heat Treatments Improve Corrosion Resistance of 319 Al AlloyDocument4 pagesHeat Treatments Improve Corrosion Resistance of 319 Al AlloyevelynNo ratings yet
- RR3000和CMSX 4单晶高温合金的高温氧化行为 PDFDocument9 pagesRR3000和CMSX 4单晶高温合金的高温氧化行为 PDFhk esatonNo ratings yet
- Effect of Aluminum on Hot Corrosion Resistance of MCrAlY CoatingsDocument5 pagesEffect of Aluminum on Hot Corrosion Resistance of MCrAlY CoatingsGrace De León NopeNo ratings yet
- ST Add On Adaptive DynamicsDocument220 pagesST Add On Adaptive Dynamicsirawati khasanahNo ratings yet
- Potential Use of Banana and Its By-Products: A ReviewDocument7 pagesPotential Use of Banana and Its By-Products: A Reviewirawati khasanahNo ratings yet
- Rroland Berger Future of SteelmakingDocument16 pagesRroland Berger Future of Steelmakingirawati khasanahNo ratings yet
- Banana Biomass Potential Renewable Energy SourceDocument8 pagesBanana Biomass Potential Renewable Energy SourceSTAN KING YOHANNo ratings yet
- BGR Energy Study 2019Document202 pagesBGR Energy Study 2019irawati khasanahNo ratings yet
- Germanium Nanotubes Prepared by Using The Kirkendall EffectDocument4 pagesGermanium Nanotubes Prepared by Using The Kirkendall Effectirawati khasanahNo ratings yet
- SGS MIN TP2002 23 Column Flotation For Plant DesignDocument10 pagesSGS MIN TP2002 23 Column Flotation For Plant DesignPedro PabloNo ratings yet
- Copper Molybdenum OresDocument1 pageCopper Molybdenum Oresirawati khasanahNo ratings yet
- Cost and Exergy Analysis For Optimization of Charging Materials For Steelmaking in Eaf and LF As A SystemDocument11 pagesCost and Exergy Analysis For Optimization of Charging Materials For Steelmaking in Eaf and LF As A Systemirawati khasanahNo ratings yet
- SGS MIN TP2002 23 Column Flotation For Plant DesignDocument10 pagesSGS MIN TP2002 23 Column Flotation For Plant DesignPedro PabloNo ratings yet
- Ferrous at The LMEDocument4 pagesFerrous at The LMEericmNo ratings yet
- Deeds - Steel IronDocument7 pagesDeeds - Steel Ironirawati khasanahNo ratings yet
- Openmodelica User'S Guide: Release V1.9.4-Dev-455-Ge96237FDocument261 pagesOpenmodelica User'S Guide: Release V1.9.4-Dev-455-Ge96237Firawati khasanahNo ratings yet
- Capex FormatDocument1 pageCapex Formatirawati khasanahNo ratings yet
- Iron and Steel Industry Report 2018 enDocument28 pagesIron and Steel Industry Report 2018 enAlexei AlinNo ratings yet
- Deeds - Steel IronDocument7 pagesDeeds - Steel Ironirawati khasanahNo ratings yet
- Tutorial Bab 10 PDFDocument12 pagesTutorial Bab 10 PDFirawati khasanahNo ratings yet
- Capex FormatDocument1 pageCapex Formatirawati khasanahNo ratings yet
- Basic Electronics Tutorial 2Document4 pagesBasic Electronics Tutorial 2Susheel SrinivasNo ratings yet
- Thesis Optical Fiber Communication PDFDocument7 pagesThesis Optical Fiber Communication PDFAaron Anyaakuu100% (2)
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityShivam PanchalNo ratings yet
- 1 - Thermal Conductivity of Rocks and Its Variation With Uniaxial and Triaxial StressDocument6 pages1 - Thermal Conductivity of Rocks and Its Variation With Uniaxial and Triaxial StressIfan AzizNo ratings yet
- Refra EnergíaDocument6 pagesRefra EnergíaRicardor123No ratings yet
- Waelz Kiln LiningDocument4 pagesWaelz Kiln LiningCeyhun Tatar100% (1)
- DLL G5 Science Q3 W2Document9 pagesDLL G5 Science Q3 W2Aljon Andol OrtegaNo ratings yet
- FACC AGDocument49 pagesFACC AGPeti Kovács100% (1)
- Free EnergyDocument17 pagesFree EnergyDolih GozaliNo ratings yet
- Experiment 3 FinalDocument13 pagesExperiment 3 FinalRvin OngNo ratings yet
- Klueberbio ALO 32-4000 009019 PI GB enDocument2 pagesKlueberbio ALO 32-4000 009019 PI GB enMuhammad SaputraNo ratings yet
- Zoeppritz EquationsDocument3 pagesZoeppritz EquationsriyadiNo ratings yet
- StatesDocument5 pagesStatesoffenberg1No ratings yet
- Settle3D: Settlement and Consolidation AnalysisDocument60 pagesSettle3D: Settlement and Consolidation AnalysisChristian Mesa CorreaNo ratings yet
- Ipc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForDocument12 pagesIpc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForOswaldo MontenegroNo ratings yet
- Hydrodynamic Effects During Earthquakes On Dams and Retaining WallsDocument6 pagesHydrodynamic Effects During Earthquakes On Dams and Retaining WallsAndres CaroNo ratings yet
- Flexural Fatigue Characteristics of Pervious Concrete StatisticalDocument15 pagesFlexural Fatigue Characteristics of Pervious Concrete Statisticalangie chaparroNo ratings yet
- General Chemistry q2 Week 7Document64 pagesGeneral Chemistry q2 Week 7Keisha Mae Custodio100% (1)
- Virtual Test AbaqusDocument13 pagesVirtual Test AbaqusMohit ShuklaNo ratings yet
- Idosr JST 41 81 105 2019. PuDocument25 pagesIdosr JST 41 81 105 2019. Pujamiu1175No ratings yet
- Determination of Effective Stiffness Properties of Multilayered Composite BeamsDocument10 pagesDetermination of Effective Stiffness Properties of Multilayered Composite Beamsraja_rajan123No ratings yet
- Exer ADocument2 pagesExer AFranklinVargheseNo ratings yet