You might also like
- Consumo de Caucho en EafDocument9 pagesConsumo de Caucho en EafKatherine TamayoNo ratings yet
- ECV 513 AssignmentDocument15 pagesECV 513 AssignmentCarolineMwitaMoseregaNo ratings yet
- Myb3 2013 CHDocument29 pagesMyb3 2013 CHMauricioBernalRamosNo ratings yet
- SNAP Material Properties DatabaseDocument82 pagesSNAP Material Properties DatabaseMahmoud Ahmed AlyNo ratings yet
- PHYS 235 Formula BookDocument8 pagesPHYS 235 Formula BookSimranjitNo ratings yet
- CES-1(1)Document5 pagesCES-1(1)p2703936No ratings yet
- Changing From Element WT% To Oxide WT%Document11 pagesChanging From Element WT% To Oxide WT%Reuben De BruynNo ratings yet
- Nalco Sound SpeedDocument27 pagesNalco Sound SpeedTule WilliamsNo ratings yet
- Normalization v17Document11 pagesNormalization v17prayag527No ratings yet
- Aerospace Materials: High-Strength Alloy Steels for Aircraft Structural ComponentsDocument55 pagesAerospace Materials: High-Strength Alloy Steels for Aircraft Structural ComponentsJASHANPREET SinghNo ratings yet
- Engineering Material PropertiesDocument8 pagesEngineering Material PropertiesJoe147No ratings yet
- Abundance of Elements in Earth's CrustDocument4 pagesAbundance of Elements in Earth's CrustFreddy LarenasNo ratings yet
- Abundance of Elements in Earth's CrustDocument4 pagesAbundance of Elements in Earth's CrustWaluyo Jati SoemowidagdoNo ratings yet
- Inconel Alloy 617 (UNS N06617) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument5 pagesInconel Alloy 617 (UNS N06617) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebJosué Emmanuel Blásquez ContrerasNo ratings yet
- Cast Alloys for Advanced Ultra Supercritical Steam TurbinesDocument14 pagesCast Alloys for Advanced Ultra Supercritical Steam TurbinesAnonymous lmCR3SkPrKNo ratings yet
- Es7b05442 Si 002Document20 pagesEs7b05442 Si 002Mehdi AminiNo ratings yet
- E SolDocument7 pagesE SolPeter ZubarikNo ratings yet
- Density of Materials & Comparison of Ss 304 Vs Ss316LDocument4 pagesDensity of Materials & Comparison of Ss 304 Vs Ss316LShino UlahannanNo ratings yet
- Lecture 17Document5 pagesLecture 17HARIPRASATH PNo ratings yet
- Quality Check KI K2 K3 Sample Molwt Charge (MG/L) (Mmol/l) (MG/L) (Mmol/l (MG/L) (Mmol/l)Document6 pagesQuality Check KI K2 K3 Sample Molwt Charge (MG/L) (Mmol/l) (MG/L) (Mmol/l (MG/L) (Mmol/l)CarolineMwitaMoseregaNo ratings yet
- USGS Mineral Yearbook 2003Document1 pageUSGS Mineral Yearbook 2003KennNo ratings yet
- Inconel 1Document3 pagesInconel 1dileepNo ratings yet
- Matmatch trusted by 2M engineersDocument6 pagesMatmatch trusted by 2M engineersbksinghsNo ratings yet
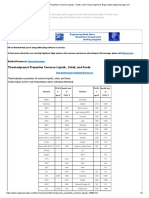
- Table of Fruit PropertiesDocument2 pagesTable of Fruit PropertiesRoberto JacintoNo ratings yet
- Extension of Stainless Steel Refining Complex by Twin Tank VOD UnitDocument6 pagesExtension of Stainless Steel Refining Complex by Twin Tank VOD UnitJJNo ratings yet
- Tang 2010Document7 pagesTang 2010Abdelrahman NabawyNo ratings yet
- Sound Speed & Pipe Size Data: (For Ultrasonic Flowmeters)Document50 pagesSound Speed & Pipe Size Data: (For Ultrasonic Flowmeters)sherio amrousyNo ratings yet
- Experiment ObservationsDocument8 pagesExperiment ObservationsMus'ab UsmanNo ratings yet
- AISI 1040 Carbon Steel OverviewDocument4 pagesAISI 1040 Carbon Steel Overviewعابد زاهدNo ratings yet
- Thermal Conductivity of SolidsDocument6 pagesThermal Conductivity of SolidsmohanrtamNo ratings yet
- Dasco HvacDocument35 pagesDasco HvacrafaelNo ratings yet
- Rail Specifications and Corrosion GuideDocument94 pagesRail Specifications and Corrosion GuideGowthami Priya HanumuthuNo ratings yet
- A Study of Cavitation Erosion of Cast IronDocument16 pagesA Study of Cavitation Erosion of Cast Ironrkkumarcpri0% (1)
- Effect of Usage of Sinter in BOF Steelmaking as a Replacement to Iron Ore as Coolant for Thermal BalanceDocument11 pagesEffect of Usage of Sinter in BOF Steelmaking as a Replacement to Iron Ore as Coolant for Thermal BalanceKanan SahooNo ratings yet
- Attsu RL en 8p 1312 8 enDocument8 pagesAttsu RL en 8p 1312 8 enplennyNo ratings yet
- Westermann Tables: Specific Weights, Melting Points, Coefficients of Thermal Expansion and ShrinkageDocument1 pageWestermann Tables: Specific Weights, Melting Points, Coefficients of Thermal Expansion and Shrinkagemuhd.qasimNo ratings yet
- Material Alloy KHR32CDocument2 pagesMaterial Alloy KHR32CKHNo ratings yet
- Sarver Effect of Temperature Alloy Composition and Surface Treatment On The Steamside OxidationDocument12 pagesSarver Effect of Temperature Alloy Composition and Surface Treatment On The Steamside OxidationRuth KremerNo ratings yet
- Weight Loss in Corrosion CouponDocument2 pagesWeight Loss in Corrosion CouponAnyanele Nnamdi Felix100% (3)
- Rockwool 159: 2.2 Insulation ProductsDocument1 pageRockwool 159: 2.2 Insulation ProductsZouhair AIT-OMARNo ratings yet
- Carbon Electrodes eDocument8 pagesCarbon Electrodes eElafanNo ratings yet
- Materials for packed-bed thermal energy storageDocument1 pageMaterials for packed-bed thermal energy storagepollyNo ratings yet
- Mine Tailings Recovery in TurkeyDocument26 pagesMine Tailings Recovery in TurkeyGeorgi Mitkov SavovNo ratings yet
- Coal To Hotmetal YeildDocument2 pagesCoal To Hotmetal YeildRajan BhandariNo ratings yet
- Copper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument7 pagesCopper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. Webboydoc inspectionNo ratings yet
- Full CatalogDocument36 pagesFull Cataloglearsipi061No ratings yet
- Soft Magnetic Iron-Cobalt Alloy Hiperco 27: Xi'An Gangyan Special Alloy Co.,LtdDocument10 pagesSoft Magnetic Iron-Cobalt Alloy Hiperco 27: Xi'An Gangyan Special Alloy Co.,LtdMohammadehsan SalarpourNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- Advance Release: September 18, 2017Document9 pagesAdvance Release: September 18, 2017Danyel Hidalgo BrunaNo ratings yet
- Chemical Metallurgy Student PapersDocument3 pagesChemical Metallurgy Student PapersParesh SaksenaNo ratings yet
- Chemical and Physical Properties of Fluxes For SAW of Low-Carbon SteelsDocument20 pagesChemical and Physical Properties of Fluxes For SAW of Low-Carbon SteelsAdam Al AufaNo ratings yet
- Wirelines and Well-Service StrandsDocument5 pagesWirelines and Well-Service StrandsJimmyNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- Myb3 2015 IsDocument5 pagesMyb3 2015 IspramirezNo ratings yet
- Ferrous and Nonferrous Alloys: Issues To CoverDocument20 pagesFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeNo ratings yet
- Heat BalanceDocument33 pagesHeat BalanceIrshad Hussain100% (2)
- Inconel 690Document8 pagesInconel 690Ronak shahNo ratings yet
- ST Add On Adaptive DynamicsDocument220 pagesST Add On Adaptive Dynamicsirawati khasanahNo ratings yet
- Germanium Nanotubes Prepared by Using The Kirkendall EffectDocument4 pagesGermanium Nanotubes Prepared by Using The Kirkendall Effectirawati khasanahNo ratings yet
- BGR Energy Study 2019Document202 pagesBGR Energy Study 2019irawati khasanahNo ratings yet
- Effects of Pack Aluminizing Temperatures a2-Ti3AlgDocument8 pagesEffects of Pack Aluminizing Temperatures a2-Ti3Algirawati khasanahNo ratings yet
- Potential Use of Banana and Its By-Products: A ReviewDocument7 pagesPotential Use of Banana and Its By-Products: A Reviewirawati khasanahNo ratings yet
- Rroland Berger Future of SteelmakingDocument16 pagesRroland Berger Future of Steelmakingirawati khasanahNo ratings yet
- SGS MIN TP2002 23 Column Flotation For Plant DesignDocument10 pagesSGS MIN TP2002 23 Column Flotation For Plant DesignPedro PabloNo ratings yet
- Copper Molybdenum OresDocument1 pageCopper Molybdenum Oresirawati khasanahNo ratings yet
- Banana Biomass Potential Renewable Energy SourceDocument8 pagesBanana Biomass Potential Renewable Energy SourceSTAN KING YOHANNo ratings yet
- Iron and Steel Industry Report 2018 enDocument28 pagesIron and Steel Industry Report 2018 enAlexei AlinNo ratings yet
- SGS MIN TP2002 23 Column Flotation For Plant DesignDocument10 pagesSGS MIN TP2002 23 Column Flotation For Plant DesignPedro PabloNo ratings yet
- Ferrous at The LMEDocument4 pagesFerrous at The LMEericmNo ratings yet
- Capex FormatDocument1 pageCapex Formatirawati khasanahNo ratings yet
- Openmodelica User'S Guide: Release V1.9.4-Dev-455-Ge96237FDocument261 pagesOpenmodelica User'S Guide: Release V1.9.4-Dev-455-Ge96237Firawati khasanahNo ratings yet
- Capex FormatDocument1 pageCapex Formatirawati khasanahNo ratings yet
- Deeds - Steel IronDocument7 pagesDeeds - Steel Ironirawati khasanahNo ratings yet
- Deeds - Steel IronDocument7 pagesDeeds - Steel Ironirawati khasanahNo ratings yet
- Hardware Basics: Peripherals: Multiple Choice: 1Document17 pagesHardware Basics: Peripherals: Multiple Choice: 1Tsaqif Alfatan NugrahaNo ratings yet
- Tutorial Bab 10 PDFDocument12 pagesTutorial Bab 10 PDFirawati khasanahNo ratings yet
- 1.7225 Material 42CrMo4 +QT Steel Chemical Composition, Equivalent, PropertiesDocument7 pages1.7225 Material 42CrMo4 +QT Steel Chemical Composition, Equivalent, PropertiesAdrian D.RazvanNo ratings yet
- Fae Unit 4Document19 pagesFae Unit 4u2b11517No ratings yet
- Materials Balance in Bessemer SteelmakingDocument3 pagesMaterials Balance in Bessemer SteelmakingZarin Rafa Shaitee0% (1)
- Nickel-Chromium Brazing Alloy AMS 4776 Technical Data SheetDocument2 pagesNickel-Chromium Brazing Alloy AMS 4776 Technical Data SheetJ. BangjakNo ratings yet
- TALAT Lecture 2711: AppendixDocument81 pagesTALAT Lecture 2711: AppendixCORE MaterialsNo ratings yet
- Oxford Instruments - PMI-MASTER Pro2Document4 pagesOxford Instruments - PMI-MASTER Pro2NAdreaNo ratings yet
- Sculpture (Art Appreciation)Document42 pagesSculpture (Art Appreciation)Collins RetadaNo ratings yet
- Diamondspark - 52 - BC - C Tehnical DataDocument1 pageDiamondspark - 52 - BC - C Tehnical DataLuka DrascicNo ratings yet
- Efficient Hard Finishing of Asymmetric Tooth ProfilesDocument1 pageEfficient Hard Finishing of Asymmetric Tooth ProfilesgioNo ratings yet
- International Standards Comparison Chart for Structural SteelDocument4 pagesInternational Standards Comparison Chart for Structural SteelnguyenquanghiepNo ratings yet
- Astm A 307-2014 (Latest) PDFDocument6 pagesAstm A 307-2014 (Latest) PDFakashdruva892No ratings yet
- Metric Version Catalog 2012 GROOVE-TURN TOOLSDocument413 pagesMetric Version Catalog 2012 GROOVE-TURN TOOLSbrusilicaNo ratings yet
- Interpretation of Electrochemical Measurements Made During Micro Scale Abrasion CorrosionDocument10 pagesInterpretation of Electrochemical Measurements Made During Micro Scale Abrasion CorrosionJesus ZilchNo ratings yet
- Materials and Qualification Procedures For Ships: Book ADocument15 pagesMaterials and Qualification Procedures For Ships: Book AJavier del AngelNo ratings yet
- TAPARIIA Price List Nov 2018Document24 pagesTAPARIIA Price List Nov 2018abhaysharma184No ratings yet
- 11 - WELDING POSITIONS (1) .PPT (Compatibility Mode)Document20 pages11 - WELDING POSITIONS (1) .PPT (Compatibility Mode)Kumawat Prakash75% (4)
- HardfacingDocument15 pagesHardfacingYahya IsiedNo ratings yet
- Copper Alloy C95500Document12 pagesCopper Alloy C95500keuboNo ratings yet
- MANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)Document18 pagesMANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)TsihatesfaNo ratings yet
- PIA Training Centre Tools GuideDocument99 pagesPIA Training Centre Tools GuideInterogator5No ratings yet
- Copper Alloy Guide EnglishDocument2 pagesCopper Alloy Guide Englishdesc82No ratings yet
- Steel Castings, General Requirements, For Pressure-Containing PartsDocument14 pagesSteel Castings, General Requirements, For Pressure-Containing PartsJerry BeanNo ratings yet
- Proses Sheet MetalDocument66 pagesProses Sheet MetalAnonymous B6NOrvoxRhNo ratings yet
- Sobre o Alu6061Document2 pagesSobre o Alu6061Lais RanieleNo ratings yet
- Geh Quality PDFDocument2 pagesGeh Quality PDFHendrik WaltherNo ratings yet
- Production ESE GATE 2020Document500 pagesProduction ESE GATE 2020NAMAN GARG CO18139No ratings yet
- Types of Forging ProcessesDocument9 pagesTypes of Forging ProcessesAryan Singh100% (1)
- Dynaxe - W201: Product Data SheetDocument3 pagesDynaxe - W201: Product Data SheetKristinNo ratings yet
- Crouse-Hinds Catalog 2015 PDFDocument375 pagesCrouse-Hinds Catalog 2015 PDFwillian renee carrion aguileraNo ratings yet