You might also like
- Proposal 10KVA Project ON GRIDDocument5 pagesProposal 10KVA Project ON GRIDPankaj Lohani100% (2)
- TYCO Sprinkler Application Chart PDFDocument1 pageTYCO Sprinkler Application Chart PDFRomyrNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Thermodynamics First Law Practice QuestionsDocument4 pagesThermodynamics First Law Practice QuestionsRamis RafayNo ratings yet
- Main Function of EspDocument6 pagesMain Function of EspcmcNo ratings yet
- Gas Emission Flow SheetDocument6 pagesGas Emission Flow SheetWendra HakaNo ratings yet
- D7G2 SN 7MB05536Document2 pagesD7G2 SN 7MB05536nurdinzaiNo ratings yet
- (TDB) DVM S IDU For Middle East (50Hz, R410A, ID) - Ver.3.1 Indoor UnitsDocument449 pages(TDB) DVM S IDU For Middle East (50Hz, R410A, ID) - Ver.3.1 Indoor UnitsGanesh SarcoNo ratings yet
- Vaccum PumpDocument1 pageVaccum PumpBu BilalNo ratings yet
- Ar Kenwood KRC 794Document28 pagesAr Kenwood KRC 794tsdcnNo ratings yet
- Block DiagramDocument1 pageBlock DiagramTajTajNo ratings yet
- KRC-778 Manual ServiceDocument22 pagesKRC-778 Manual ServicedomisoftNo ratings yet
- WEG Part Number Configuration Weg Motors Usapnconf Quick Guide EnglishDocument1 pageWEG Part Number Configuration Weg Motors Usapnconf Quick Guide EnglishGustavo Gaibar0% (1)
- HY Hanyoung Series CatalogueDocument2 pagesHY Hanyoung Series CatalogueTrần NguyênNo ratings yet
- Ex e Lighting Explosion Proof Hazardous Area Technor EVF P Fluorescent LightingDocument4 pagesEx e Lighting Explosion Proof Hazardous Area Technor EVF P Fluorescent Lightingsrt57No ratings yet
- Preisliste SF 25 C-2019. EDocument3 pagesPreisliste SF 25 C-2019. EJG DEVETINo ratings yet
- Fan Tool Kit - Ad Hoc Group - V4ddDocument121 pagesFan Tool Kit - Ad Hoc Group - V4ddhmaza shakeelNo ratings yet
- ARY90TLC3 Service Manual PDFDocument26 pagesARY90TLC3 Service Manual PDFRicardo Morán SilvaNo ratings yet
- BE Spec Flash EconomizerDocument4 pagesBE Spec Flash Economizeronkarrathee100% (1)
- Product Information Update GrillesDocument16 pagesProduct Information Update Grillesdin_thorpe3248No ratings yet
- Aperval101 Brochure ENGDocument8 pagesAperval101 Brochure ENGMoon ServiceNo ratings yet
- Radiateur Cat 320c - Sisweb - Servlet - Cat - Cis.sis - PController.CSSISCDocument3 pagesRadiateur Cat 320c - Sisweb - Servlet - Cat - Cis.sis - PController.CSSISCMehdi ChakrouneNo ratings yet
- AEG AC Motor AMME 80Z BA2Document14 pagesAEG AC Motor AMME 80Z BA2TonyNo ratings yet
- Tps-Sch-Bd-Me-Ge-El-0001-A - Cable ScheduleDocument5 pagesTps-Sch-Bd-Me-Ge-El-0001-A - Cable ScheduleBalamurugan ArumugamNo ratings yet
- Quick Purchasing Guide 2017Document11 pagesQuick Purchasing Guide 2017boroumandNo ratings yet
- Weekly PlanDocument4 pagesWeekly PlanOsama KheadryNo ratings yet
- Catalog of Replacement Parts: Ft1000 Series DishwashersDocument224 pagesCatalog of Replacement Parts: Ft1000 Series Dishwashershernan espitiaNo ratings yet
- TDB DVM S Indoor Big Duct S 2015Document12 pagesTDB DVM S Indoor Big Duct S 2015Helen EnkhboldNo ratings yet
- Tyco Fire Sprinkler Selection Chart v1 PDFDocument1 pageTyco Fire Sprinkler Selection Chart v1 PDFcarlos vasquezNo ratings yet
- TL780Document14 pagesTL780Akram AlwahibiNo ratings yet
- TL 780Document12 pagesTL 780kami samaNo ratings yet
- 001-VFD Installation Pellet MillDocument4 pages001-VFD Installation Pellet MillZubaeer Bin ShamsNo ratings yet
- F-8834 Presion de Tanques NitrogenoDocument2 pagesF-8834 Presion de Tanques NitrogenoMartinNo ratings yet
- FKSM 71-8 May 2011 BFSB UpdateDocument26 pagesFKSM 71-8 May 2011 BFSB Updateghasdga0% (1)
- 004-VFD Installation Pulverize FanDocument4 pages004-VFD Installation Pulverize FanZubaeer Bin ShamsNo ratings yet
- Despiece Estanque CombustibleDocument3 pagesDespiece Estanque CombustibleRicardo HarringtonNo ratings yet
- 002-VFD Installation PulverizeDocument4 pages002-VFD Installation PulverizeZubaeer Bin ShamsNo ratings yet
- New Shaft CoordinationDocument1 pageNew Shaft CoordinationFaizal MohammedNo ratings yet
- Signia Lotus Hearing Aids Fast P BteDocument8 pagesSignia Lotus Hearing Aids Fast P BteSoumya MaheshNo ratings yet
- WD (Y421) Wo 10791Document14 pagesWD (Y421) Wo 10791Ardhana ArdhanaNo ratings yet
- Cembre Insulated Cable Crimp Terminals Halogen Free VP RP BP GPDocument2 pagesCembre Insulated Cable Crimp Terminals Halogen Free VP RP BP GP孔庆龙No ratings yet
- Turbine Vibration: Description Alarm Setpoint (Mils) Trip Setpoint (Mils)Document4 pagesTurbine Vibration: Description Alarm Setpoint (Mils) Trip Setpoint (Mils)Alejandro Lopez RamirezNo ratings yet
- Operator'S Manual PD20X-XXX-XXX-BDocument8 pagesOperator'S Manual PD20X-XXX-XXX-BPol Cesar Vega ChavezNo ratings yet
- Rekapan PMTDocument33 pagesRekapan PMTGI Padang Sidempuan100% (1)
- McGraw-Edison SPI Lighting SPI-F Floodlight Series Brochure 1985Document6 pagesMcGraw-Edison SPI Lighting SPI-F Floodlight Series Brochure 1985Alan MastersNo ratings yet
- 00 FEO Catalog p252 254Document3 pages00 FEO Catalog p252 254Humberto1986No ratings yet
- Ambient Crude Oil StorageDocument1 pageAmbient Crude Oil Storageanto3harrish3fdoNo ratings yet
- 8 Way Single Bus Bar DB Power DB (DB P) For Substation Natc 3PH, 415V, 50Hz 40A TP MCCBDocument1 page8 Way Single Bus Bar DB Power DB (DB P) For Substation Natc 3PH, 415V, 50Hz 40A TP MCCBArshad KhanNo ratings yet
- PT Panca Amara Utama 1900 MTPD Ammonia Plant Central Sulawesi, IndonesiaDocument40 pagesPT Panca Amara Utama 1900 MTPD Ammonia Plant Central Sulawesi, IndonesiaJan Richardo GultomNo ratings yet
- Technical Manual Fancoil MCW-FWW 50HzDocument43 pagesTechnical Manual Fancoil MCW-FWW 50HzCristian AlvarezNo ratings yet
- 003-VFD Installation High Speed HammerDocument4 pages003-VFD Installation High Speed HammerZubaeer Bin ShamsNo ratings yet
- LT1 00059 1 PDFDocument35 pagesLT1 00059 1 PDFOleg080No ratings yet
- Dennison PumpsDocument35 pagesDennison Pumpssmanju291702No ratings yet
- Ua 7812Document12 pagesUa 7812Roberto MagañaNo ratings yet
- Antenna Aj4e3 PDFDocument2 pagesAntenna Aj4e3 PDFArhimandritul Siluan Serghei TelechiNo ratings yet
- Https - 127 0 0 1-Sisweb-Servlet-Cat Cis Sis PController CSSISCDocument4 pagesHttps - 127 0 0 1-Sisweb-Servlet-Cat Cis Sis PController CSSISCMiguel FloresNo ratings yet
- J1184 TPL Noise Study ModelDocument39 pagesJ1184 TPL Noise Study ModelShruti JoshiNo ratings yet
- Bomba de InyeccionDocument3 pagesBomba de InyeccionMarvin Melendez VanegasNo ratings yet
- Transistores PDFDocument15 pagesTransistores PDFCarlos DíazNo ratings yet
- Ficha Tecnica Am060hxmdbcDocument3 pagesFicha Tecnica Am060hxmdbcFabian GuapisacaNo ratings yet
- Ficha Tecnica Am060hxmdbcDocument3 pagesFicha Tecnica Am060hxmdbcFabian GuapisacaNo ratings yet
- Quotation 1000 LPHDocument1 pageQuotation 1000 LPHGnani ChaitanyaNo ratings yet
- Fire Pumps CalculationDocument31 pagesFire Pumps CalculationArun DMK0% (1)
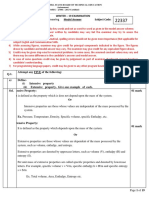
- Model Answer Winter 2019Document19 pagesModel Answer Winter 2019Mohit D MoreNo ratings yet
- Catalog Focare Romotop 20216831Document21 pagesCatalog Focare Romotop 20216831Angelikos12No ratings yet
- ICAL VRLA AGM Deep Cycle Gel - 23032017Document2 pagesICAL VRLA AGM Deep Cycle Gel - 23032017Juzt AdhitNo ratings yet
- FLUID MECHANICS AND HYDRAULIC MACHINERY PapersDocument8 pagesFLUID MECHANICS AND HYDRAULIC MACHINERY PapersAshok KumarNo ratings yet
- WPS 300 03Document17 pagesWPS 300 03Amar MistryNo ratings yet
- 4E - NCA 43-34 GSD Technical Spec SheetDocument1 page4E - NCA 43-34 GSD Technical Spec Sheetdani sanNo ratings yet
- Abdul AzizDocument4 pagesAbdul AzizAbdul AzizNo ratings yet
- Solar Based RefrigeratorDocument15 pagesSolar Based RefrigeratorBack BenchersNo ratings yet
- Parabolic Trough Collectors For Solar Thermal Power - Powered by The SunDocument4 pagesParabolic Trough Collectors For Solar Thermal Power - Powered by The SunmuhammedNo ratings yet
- Transfer Pump-2Document21 pagesTransfer Pump-2sunii19847908100% (1)
- MPE Laboratory Sheet For Fluid Mechanics: 1.0 TitleDocument6 pagesMPE Laboratory Sheet For Fluid Mechanics: 1.0 TitleМухаммад АбдуллатифNo ratings yet
- Nuclear BatteryDocument21 pagesNuclear BatteryLavkeshKumarNo ratings yet
- Boroscope Inspection For Gas TurbinesDocument6 pagesBoroscope Inspection For Gas TurbinesJJ50% (2)
- Best Choice BENSON BOILER. Excellent Performance Features Make The Benson Boiler The Most Widely Used Type of Once-Through BoilerDocument5 pagesBest Choice BENSON BOILER. Excellent Performance Features Make The Benson Boiler The Most Widely Used Type of Once-Through BoilerStefanos DiamantisNo ratings yet
- System Wise Piping Status 27042013Document3 pagesSystem Wise Piping Status 27042013SajeshKumarNo ratings yet
- HRSG Design UpdateDocument38 pagesHRSG Design UpdateShameer Majeed100% (1)
- University of Khartoum: CFD Simulation of Axial Flow TurbineDocument80 pagesUniversity of Khartoum: CFD Simulation of Axial Flow TurbineephremNo ratings yet
- 05 Radial Piston Pumps - 1RP2Document3 pages05 Radial Piston Pumps - 1RP2kamalNo ratings yet
- Digital PresentationDocument9 pagesDigital Presentationapi-639340248No ratings yet
- Victron Energy - Project References in Sub-Saharan Africa (2020)Document29 pagesVictron Energy - Project References in Sub-Saharan Africa (2020)RANAIVOARIMANANANo ratings yet
- Williams Milton Roy W Series PumpsDocument8 pagesWilliams Milton Roy W Series PumpsiqmpslabNo ratings yet
- NTU-Effectiveness Method For Heat Exchangers: ContinuedDocument24 pagesNTU-Effectiveness Method For Heat Exchangers: ContinuedFarhad MalikNo ratings yet
- Daikin FTN-J Series (Wall Mount)Document62 pagesDaikin FTN-J Series (Wall Mount)khant kyaw khaingNo ratings yet
- Sulfur PipelineDocument26 pagesSulfur Pipelinerahul_pratapNo ratings yet
- Chapter - 3 - Hydraulic TurbinesDocument78 pagesChapter - 3 - Hydraulic TurbinesLauria LavdaNo ratings yet
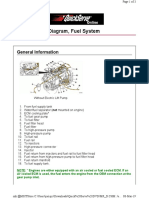
- 200-001 Flow Diagram, Fuel System: General InformationDocument3 pages200-001 Flow Diagram, Fuel System: General InformationbejoythomasNo ratings yet