You might also like
- Hot Rolled China SteelDocument43 pagesHot Rolled China Steeledgarc999No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsseptian dwi cahyoNo ratings yet
- Astm A 227 A227m 2006Document4 pagesAstm A 227 A227m 2006Aadhya engineering ServicesNo ratings yet
- Astm A227Document4 pagesAstm A227Luis Eduardo PlazasNo ratings yet
- API 2hgr50Document3 pagesAPI 2hgr50Jym GensonNo ratings yet
- E 3134 - 17Document12 pagesE 3134 - 17Jacky LeongNo ratings yet
- Screw Conveyor O&M ManualDocument20 pagesScrew Conveyor O&M Manualjay b100% (1)
- Astm A36 A36m 14 PDFDocument3 pagesAstm A36 A36m 14 PDFWah Khaing0% (1)
- 51 CR V4Document4 pages51 CR V4armin_kunosic9871No ratings yet
- Construction Standard Specification Section 05120 Structural SteelDocument11 pagesConstruction Standard Specification Section 05120 Structural SteelRahul KatreNo ratings yet
- Piping FabricationDocument36 pagesPiping Fabricationmurali100% (1)
- High Strength Fine Grained Structural Steel, Quenched and TemperedDocument6 pagesHigh Strength Fine Grained Structural Steel, Quenched and TemperedkazdanoNo ratings yet
- High Strength Fine Grained Structural Steel Quenched and TemperedDocument6 pagesHigh Strength Fine Grained Structural Steel Quenched and TemperedAugusto BerdetteNo ratings yet
- Dilli Max 690Document4 pagesDilli Max 690Fernando Alonso Troncos MendivesNo ratings yet
- 20240124091141-Dillimax 890 01 2024 eDocument4 pages20240124091141-Dillimax 890 01 2024 enguyễn vanhuan211No ratings yet
- 42CrMo4 10083Document5 pages42CrMo4 10083DavindRa SoniNo ratings yet
- S355G10 GBDocument4 pagesS355G10 GBH41GAMINGNo ratings yet
- 20201002114953-DIWETEN 355+M 08 2020 E-AktuellDocument6 pages20201002114953-DIWETEN 355+M 08 2020 E-AktuellHAINo ratings yet
- C55EDocument2 pagesC55EniranjanbmazireNo ratings yet
- DI-MC 355: Product DescriptionDocument4 pagesDI-MC 355: Product DescriptionvinodNo ratings yet
- Data Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enDocument2 pagesData Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enkanteron6443No ratings yet
- Tata Steel - ASTM A193 B7 - A320 L7 DatasheetDocument2 pagesTata Steel - ASTM A193 B7 - A320 L7 DatasheetHolmer MorenoNo ratings yet
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNo ratings yet
- ASTM A514 Grade S: General Product DescriptionDocument2 pagesASTM A514 Grade S: General Product DescriptionAGUSTINNo ratings yet
- Data Sheet ASTM A517 Grade E 2020-06-26Document2 pagesData Sheet ASTM A517 Grade E 2020-06-26FAUSTINO SOLANO SUAREZNo ratings yet
- Weldox SteelDocument2 pagesWeldox SteelHugo RodriguezNo ratings yet
- Caracteristicas API 2HGr50 PDFDocument3 pagesCaracteristicas API 2HGr50 PDFFernandoBarreraDominguezNo ratings yet
- 18nicrmo14-6: Steel GradeDocument4 pages18nicrmo14-6: Steel Gradesmith willNo ratings yet
- MS 264Document15 pagesMS 264Felipe De la cruzNo ratings yet
- Bar STDDocument8 pagesBar STDtushk20100% (1)
- CuAg0,1P PDFDocument8 pagesCuAg0,1P PDFirajfarji2481No ratings yet
- Astm A517 GR B: General Product DescriptionDocument2 pagesAstm A517 GR B: General Product Descriptionjuan vargas tarazonaNo ratings yet
- Bohler Ars 5 - e 71 T-1 C (M) H8Document1 pageBohler Ars 5 - e 71 T-1 C (M) H8Mario MolinaNo ratings yet
- SensoMatic Cataloge 2009Document8 pagesSensoMatic Cataloge 2009pradipiitgNo ratings yet
- Sample Calculating For Piping Wall Thickness CalculationDocument8 pagesSample Calculating For Piping Wall Thickness CalculationsubhashNo ratings yet
- CEWELD - 308LSi TIGDocument1 pageCEWELD - 308LSi TIGFilipe CordeiroNo ratings yet
- 100 CR 62Document4 pages100 CR 62dadNo ratings yet
- Data Sheet Strenx 650 MCDocument3 pagesData Sheet Strenx 650 MCRoger BandeiraNo ratings yet
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoNo ratings yet
- B Chiew SP - RSA - SymposiumDocument35 pagesB Chiew SP - RSA - SymposiumAung SoneNo ratings yet
- Data SAF2205 04Document8 pagesData SAF2205 04il_yoo_1No ratings yet
- UPVC Pipe DIN 8062 TdsDocument3 pagesUPVC Pipe DIN 8062 TdsAdany AdenNo ratings yet
- CC - GCCM Data SheetDocument2 pagesCC - GCCM Data SheetLarizza TesicoNo ratings yet
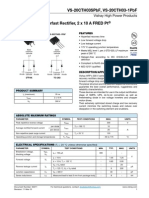
- Vs-20Cth03Spbf, Vs-20Cth03-1Pbf: Vishay High Power ProductsDocument9 pagesVs-20Cth03Spbf, Vs-20Cth03-1Pbf: Vishay High Power ProductsrrebollarNo ratings yet
- Repsol Maker Super TauroDocument2 pagesRepsol Maker Super Tauroibrahim maulanaNo ratings yet
- Iso 13715 PDFDocument2 pagesIso 13715 PDFnovkovic1984No ratings yet
- Duplex Stainless SteelsDocument25 pagesDuplex Stainless Steelspym1506gmail.comNo ratings yet
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNo ratings yet
- Fire Piping Astm A135Document2 pagesFire Piping Astm A135sinahimsNo ratings yet
- AWS A5.20 E71T-1C BS EN ISO 17632-T42 2 P C 1 H10 Jis Z3313 Yfw-C50Dr CSA W48-01 E491T-1-H8 GB/T 10045 E501T-1Document2 pagesAWS A5.20 E71T-1C BS EN ISO 17632-T42 2 P C 1 H10 Jis Z3313 Yfw-C50Dr CSA W48-01 E491T-1-H8 GB/T 10045 E501T-1Andre Brama AlvariNo ratings yet
- Astm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed SteelsDocument3 pagesAstm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed Steelsssip officeNo ratings yet
- Astm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed SteelsDocument3 pagesAstm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed SteelsSuresh NairNo ratings yet
- 51CrV4 10083 06 ENG 01Document1 page51CrV4 10083 06 ENG 01ashkansoheylNo ratings yet
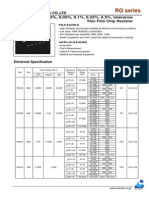
- RG RM RGH DatasheetDocument3 pagesRG RM RGH DatasheetMomogi ForeverhappyNo ratings yet
- RG RM RGH Datasheet PDFDocument3 pagesRG RM RGH Datasheet PDFNNMSANo ratings yet
- Alloy 6005A: We Are AluminumDocument2 pagesAlloy 6005A: We Are AluminumLeo PardNo ratings yet
- ASTM A633 Grade C: General Product DescriptionDocument2 pagesASTM A633 Grade C: General Product DescriptionOmar Amilcar BonasifNo ratings yet
- Maxfil 42BDocument1 pageMaxfil 42BMurali YNo ratings yet
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6Jonas AnderssonNo ratings yet
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
- 304 - X5CrNi18 10 Nr.1.4301 ENG PDFDocument2 pages304 - X5CrNi18 10 Nr.1.4301 ENG PDFGaurav AggarwalNo ratings yet
- CZLLCW511L TN enDocument4 pagesCZLLCW511L TN endrgilleNo ratings yet
- Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageCovered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesXQNo ratings yet
- Pressure Points: Nuclear Certificate Holder Scope Expansion For Metallic Division 5Document6 pagesPressure Points: Nuclear Certificate Holder Scope Expansion For Metallic Division 5XQNo ratings yet
- Super 116E Brochure - FinalDocument4 pagesSuper 116E Brochure - FinalXQNo ratings yet
- Aluminium Plugs PSPA FAQ EA31-WEB-PDocument1 pageAluminium Plugs PSPA FAQ EA31-WEB-PXQNo ratings yet
- PW POS Training MIGMAG ENDocument1 pagePW POS Training MIGMAG ENXQNo ratings yet
- Agenda: B16 Subcommittee C Steel Flanges and Flanged FittingsDocument23 pagesAgenda: B16 Subcommittee C Steel Flanges and Flanged FittingsXQNo ratings yet
- Exposure Time Chart in Curie - Minutes For IRIDIUM - 192 For Agfa D7 FilmDocument1 pageExposure Time Chart in Curie - Minutes For IRIDIUM - 192 For Agfa D7 FilmmohamedNo ratings yet
- ESABDocument1 pageESABXQNo ratings yet
- ReddDocument183 pagesReddXQNo ratings yet
- Recent Developments in High Temperature Heat Exchangers: A ReviewDocument14 pagesRecent Developments in High Temperature Heat Exchangers: A ReviewdfvgdfvdfvdsvsfsdasdvNo ratings yet
- SPINDODocument7 pagesSPINDOAgeng CahayaNo ratings yet
- Wire Welded Fabric Mesh PDFDocument2 pagesWire Welded Fabric Mesh PDFHarish RajaramNo ratings yet
- Ferrite Number PDFDocument27 pagesFerrite Number PDFCepi Sindang KamulanNo ratings yet
- Filler Metals Chemical Industry enDocument16 pagesFiller Metals Chemical Industry enrakeshbablooNo ratings yet
- Australian Steel Detailing ChartDocument1 pageAustralian Steel Detailing Chartvinodh100% (1)
- NSWE Company ProfileDocument9 pagesNSWE Company ProfileJuan RodriguezNo ratings yet
- Me PreboardsDocument8 pagesMe PreboardsJohn Kenneth CorsinoNo ratings yet
- 200 TOP MECHANICAL Engineering Interview Questions and AnswersDocument28 pages200 TOP MECHANICAL Engineering Interview Questions and AnswersjaiNo ratings yet
- Pneumatic Actuators Act-0040Document4 pagesPneumatic Actuators Act-0040cvfNo ratings yet
- 130508-100817-EVertical Multistage Centrifugal Electric Pumps Available in Various Versions: Cast Iron (EVMG), AISI 304 Stainless Steel (EVM), AISI 316 Stainless Steel (EVML) .VM - EngDocument35 pages130508-100817-EVertical Multistage Centrifugal Electric Pumps Available in Various Versions: Cast Iron (EVMG), AISI 304 Stainless Steel (EVM), AISI 316 Stainless Steel (EVML) .VM - Engaco1970No ratings yet
- Thermally Insulated Balcony Connectors PDFDocument36 pagesThermally Insulated Balcony Connectors PDFAlok MehtaNo ratings yet
- Saep 1105 PDFDocument7 pagesSaep 1105 PDFbalajiNo ratings yet
- Electrode Equivalaent NumbersDocument2 pagesElectrode Equivalaent NumbersRamdas100% (2)
- Nitrogen Purging For Stainless SteelDocument4 pagesNitrogen Purging For Stainless Steelmahmoud_allam3No ratings yet
- Pdvsa - Ir-S-02 Criterios Analisis de RiesgoDocument6 pagesPdvsa - Ir-S-02 Criterios Analisis de RiesgoRaul Humberto Mora VillamizarNo ratings yet
- 1.4404 Material & Low Carbon Austenite Stainless SteelDocument5 pages1.4404 Material & Low Carbon Austenite Stainless SteelSM Waqas ImamNo ratings yet
- TriMarkCatalog Filler MaterialDocument50 pagesTriMarkCatalog Filler MaterialSuphi YükselNo ratings yet
- Arita KatalogDocument58 pagesArita KatalogAhmed Beaet83% (6)
- Fora 450Document4 pagesFora 450PeterWayNo ratings yet
- P Number in Welding Application: Welding Procedure Specification Welding Performance QualificationDocument4 pagesP Number in Welding Application: Welding Procedure Specification Welding Performance QualificationAlok SinghNo ratings yet
- X210CR12 GradeDocument3 pagesX210CR12 GradekartsoftNo ratings yet
- Hammer Wing Union Adapters - Rev. 11012022Document12 pagesHammer Wing Union Adapters - Rev. 11012022William EvansNo ratings yet