You might also like
- Electrician's Troubleshooting and Testing Pocket Guide, Third EditionFrom EverandElectrician's Troubleshooting and Testing Pocket Guide, Third EditionRating: 5 out of 5 stars5/5 (1)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
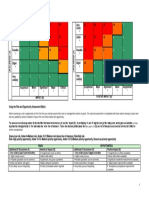
- Risk Assessment and Opportunity Assessment Matrix TableDocument1 pageRisk Assessment and Opportunity Assessment Matrix TableWin AsharNo ratings yet
- Risk Assessment and Opportunity Assessment Matrix TableDocument1 pageRisk Assessment and Opportunity Assessment Matrix TableWin AsharNo ratings yet
- Airtrek ManualDocument34 pagesAirtrek Manualedersonamgarten3000100% (1)
- Measure Uncertainity in Torque WrenchDocument11 pagesMeasure Uncertainity in Torque WrenchAnonymous uXdS9Y7100% (2)
- Manual TMEA 2-EN PDFDocument35 pagesManual TMEA 2-EN PDFfacundo100% (1)
- Testing and CalibrationDocument36 pagesTesting and CalibrationBruno FurukawaNo ratings yet
- Is My Machine OK?: A Field Guide to Assessing Process MachineryFrom EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryNo ratings yet
- Differential Equations:: Cagayan State University-Carig CampusDocument3 pagesDifferential Equations:: Cagayan State University-Carig Campusjohn dave rivasNo ratings yet
- Dr. Ayman Abd El-Hamid - Performance Based Design of StructuresDocument58 pagesDr. Ayman Abd El-Hamid - Performance Based Design of Structuresعبدالرحمن النجدي100% (1)
- Indiabix ThermodynamicsDocument41 pagesIndiabix Thermodynamicsjuswa pirizNo ratings yet
- BS 7882Document23 pagesBS 7882Curtis Keller100% (2)
- SKF TMEA2manualDocument378 pagesSKF TMEA2manualLeon Montana100% (2)
- IISER Paper 1Document14 pagesIISER Paper 1Ravi VadivelNo ratings yet
- Federalstandard: Screw-Threadstandardsfor Federalservices Section19 MiscellaneousthreaosDocument17 pagesFederalstandard: Screw-Threadstandardsfor Federalservices Section19 MiscellaneousthreaosWin AsharNo ratings yet
- Iec 62059-11Document11 pagesIec 62059-11César Andrés Barrios ArroyoNo ratings yet
- Vibration Monitoring 2Document3 pagesVibration Monitoring 2Anonymous DKv8vpNo ratings yet
- General Instrumentation 21.22Document23 pagesGeneral Instrumentation 21.22sanusi bello bakuraNo ratings yet
- Iso 2372Document10 pagesIso 2372WulaNda Rika75% (4)
- 003 Torque Wrench16486-2017Document22 pages003 Torque Wrench16486-2017DiptiNo ratings yet
- Article Overall Vibration Values For Reliable Wind TurbinesDocument4 pagesArticle Overall Vibration Values For Reliable Wind TurbinesManel Montesinos100% (1)
- Extracto ISO 10816Document10 pagesExtracto ISO 10816clroyo9475No ratings yet
- Iso 67892003Document5 pagesIso 67892003Sebar48No ratings yet
- BS 7882 - 2008 PaperDocument25 pagesBS 7882 - 2008 PaperMohamed Naser0% (1)
- 5fb10-30 Repair Manual Ce308Document262 pages5fb10-30 Repair Manual Ce308Сергей Сергей100% (1)
- Machine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningFrom EverandMachine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningRating: 4.5 out of 5 stars4.5/5 (2)
- Procedimento Calibração TorquimetroDocument4 pagesProcedimento Calibração TorquimetroRonaldo SilvaNo ratings yet
- Articolo 202 PDFDocument16 pagesArticolo 202 PDFAntmavrNo ratings yet
- EA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Document20 pagesEA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Tiago GuimarãesNo ratings yet
- Gi PDFDocument34 pagesGi PDFdunesNo ratings yet
- Module 4. Induction Type Indicating InstrumentsDocument4 pagesModule 4. Induction Type Indicating InstrumentsAmit Kr GodaraNo ratings yet
- General Information: To IndexDocument9 pagesGeneral Information: To IndexandriNo ratings yet
- Measuring The Torque of A Combustion Engine.: ICMSC 2018Document5 pagesMeasuring The Torque of A Combustion Engine.: ICMSC 2018Hanafi AjahNo ratings yet
- Grp. 5 QuestionnaireDocument1 pageGrp. 5 QuestionnaireGlenmor QuilalaNo ratings yet
- Lab ReportDocument20 pagesLab ReportRounak Mehta0% (1)
- P1lobfka 4n0Document194 pagesP1lobfka 4n0man wai ChanNo ratings yet
- Comparators Group No 3 ReportDocument13 pagesComparators Group No 3 ReportME16 Krunal DeshmukhNo ratings yet
- Assignment No 2 CMSDocument7 pagesAssignment No 2 CMSAreeba MujtabaNo ratings yet
- 6M7 - Gr00 JMLDocument30 pages6M7 - Gr00 JMLPyae Win MaungNo ratings yet
- Assignment No 2 CMSDocument6 pagesAssignment No 2 CMSAreeba MujtabaNo ratings yet
- Imeko WC 2015 TC3 076Document5 pagesImeko WC 2015 TC3 076Edgar MartinezNo ratings yet
- Vibrationsmessungen An Motor Und GeneratorDocument1 pageVibrationsmessungen An Motor Und GeneratorDjoko PurnomoNo ratings yet
- Clamp On Power Hitester: Instruction ManualDocument84 pagesClamp On Power Hitester: Instruction ManualVian Odie AlfredNo ratings yet
- Torque Measuremen T: MQC SeminarDocument17 pagesTorque Measuremen T: MQC SeminarVaibhavNo ratings yet
- TB 9-5210-207-24 - Micrometer ISDocument16 pagesTB 9-5210-207-24 - Micrometer ISJose Hernandez DiazNo ratings yet
- A 837 eDocument2 pagesA 837 eKhalida MuddasserNo ratings yet
- The Uncertainty Evaluation of NPL'S Hardness Facility: G.C. Stanbury and F.A. DavisDocument6 pagesThe Uncertainty Evaluation of NPL'S Hardness Facility: G.C. Stanbury and F.A. DavisOmar OdNo ratings yet
- 44zi3vzh RLHDocument120 pages44zi3vzh RLHman wai ChanNo ratings yet
- GR00000700 00Document36 pagesGR00000700 00Van GAPNo ratings yet
- Module 2 - Automotive Shop EquipmentDocument13 pagesModule 2 - Automotive Shop EquipmentacecreamNo ratings yet
- Non Contact Vibration Measurement of RotorDocument5 pagesNon Contact Vibration Measurement of RotorslOwpOke13No ratings yet
- Clamp On Ac/Dc Hitester: Instruction ManualDocument90 pagesClamp On Ac/Dc Hitester: Instruction ManualAlex MontezaniNo ratings yet
- UT312 English ManualDocument7 pagesUT312 English ManualleivajNo ratings yet
- Tle g8 Automotive Week-2Document8 pagesTle g8 Automotive Week-2Kristell Lyka LasmariasNo ratings yet
- Government Tool Room and Training CentreDocument24 pagesGovernment Tool Room and Training CentreNiranjan DsNo ratings yet
- Report Group1Document23 pagesReport Group1Sigmund SiyNo ratings yet
- Torque Testing Machine OMDocument18 pagesTorque Testing Machine OMChristopher VergaraNo ratings yet
- 1548003988631-Unit - IIA Precision MeasurementDocument19 pages1548003988631-Unit - IIA Precision MeasurementSaikumar reddyNo ratings yet
- Unit V (BME 201) Question With Answer For CT 2 (Fundamentals of Mechanical Engineering ) 170223Document28 pagesUnit V (BME 201) Question With Answer For CT 2 (Fundamentals of Mechanical Engineering ) 170223rishabhrajput245304No ratings yet
- Measuring Cutting Forces PDFDocument14 pagesMeasuring Cutting Forces PDFprof_panneerNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Fed STD H28 - 19Document6 pagesFed STD H28 - 19Win AsharNo ratings yet
- Tenarishydril Blue Near Flush Connection: ScopeDocument14 pagesTenarishydril Blue Near Flush Connection: ScopeWin AsharNo ratings yet
- Compression Load CellDocument4 pagesCompression Load CellWin AsharNo ratings yet
- O-Rings For Low-Pressure Service: Machine DesignDocument7 pagesO-Rings For Low-Pressure Service: Machine DesignWin AsharNo ratings yet
- Logo or Company Name Here: Meeting MinutesDocument1 pageLogo or Company Name Here: Meeting MinutesWin AsharNo ratings yet
- Torque and Makeup Loss ImperialDocument7 pagesTorque and Makeup Loss ImperialWin AsharNo ratings yet
- SGP MCQ Part02Document5 pagesSGP MCQ Part02Rohini HaridasNo ratings yet
- Wire Rope LubricationDocument11 pagesWire Rope LubricationneksfyrisNo ratings yet
- Rao (2022) - A Course in Time Series AnalysisDocument527 pagesRao (2022) - A Course in Time Series AnalysisEduardo Schirmer FinnNo ratings yet
- StudentGradeHistory 21MAE0053Document2 pagesStudentGradeHistory 21MAE0053Piyush BidwaiNo ratings yet
- Cambridge IGCSE: Combined Science 0653/62Document16 pagesCambridge IGCSE: Combined Science 0653/62Hin Wa LeungNo ratings yet
- Control of A Heat Exchanger Using Takagi-Sugeno Fuzzy ModelDocument6 pagesControl of A Heat Exchanger Using Takagi-Sugeno Fuzzy ModelLuis ZapataNo ratings yet
- System ModelingDocument110 pagesSystem ModelingYouness AITOUNYNo ratings yet
- CBSE-Class 8 Physics Notes-Part 5Document3 pagesCBSE-Class 8 Physics Notes-Part 5kapsarcNo ratings yet
- Steel Lecture - 1Document131 pagesSteel Lecture - 1vinodh159No ratings yet
- D12 User Manual - 1 Phase OutputDocument31 pagesD12 User Manual - 1 Phase OutputReverse EngineeringNo ratings yet
- A. P. Sheptulin - Marxist-Leninist PhilosophyDocument518 pagesA. P. Sheptulin - Marxist-Leninist PhilosophyCharles TeixeiraNo ratings yet
- Gradient Intercept FormDocument3 pagesGradient Intercept FormsaadNo ratings yet
- AbstractDocument13 pagesAbstractSomraj LaskarNo ratings yet
- LMA11 01 Que 20190531Document24 pagesLMA11 01 Que 20190531Amey BurnNo ratings yet
- Lagrange Mechanics I: Presented By: Amir Patel PHD (Mechatronics) Cape TownDocument29 pagesLagrange Mechanics I: Presented By: Amir Patel PHD (Mechatronics) Cape TownDaniel JonesNo ratings yet
- Folic Cokic - GNP2020Document18 pagesFolic Cokic - GNP2020Kenan KajosevicNo ratings yet
- MegaShor Technical DataDocument83 pagesMegaShor Technical Datadcp40322No ratings yet
- Force and Pressure Student Notes (With Hidden Answers)Document7 pagesForce and Pressure Student Notes (With Hidden Answers)3.4 (2022) LAU JING XUAN DESTINEENo ratings yet
- Materials Science: Abhijit Chatterjee Jayesh BellareDocument19 pagesMaterials Science: Abhijit Chatterjee Jayesh BellareAbhishekNo ratings yet
- AP1201 - CH - 1 - PPT - 01 - VectorsV2013Document16 pagesAP1201 - CH - 1 - PPT - 01 - VectorsV2013Anson ChanNo ratings yet
- Chapter 1 - Mece5104 - Mechanical VibrationDocument22 pagesChapter 1 - Mece5104 - Mechanical VibrationCedricNo ratings yet
- 4.1 Understanding Thermal EquilibriumDocument18 pages4.1 Understanding Thermal Equilibriumsuper_boyz898405No ratings yet
- Linear Algebra by Prof. R. Vittal Rao: Integral DomainDocument5 pagesLinear Algebra by Prof. R. Vittal Rao: Integral Domainrahul nehraNo ratings yet
- ISC Engineering Science 2026Document5 pagesISC Engineering Science 2026asNo ratings yet
- MODULE 6 - THE LAWS OF PHYSICS-WPS OfficeDocument5 pagesMODULE 6 - THE LAWS OF PHYSICS-WPS OfficePsychopompNo ratings yet
- Unit-1 M.tech (Vector Space) Dec. 2017Document22 pagesUnit-1 M.tech (Vector Space) Dec. 2017Naveen DubeyNo ratings yet