You might also like
- Administer WSH Policy - Written Assignment 1Document5 pagesAdminister WSH Policy - Written Assignment 1Rias Sahul58% (19)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Site Planning Siemens Biograph MCTDocument12 pagesSite Planning Siemens Biograph MCTCarlos Larraín CastroNo ratings yet
- Chapter 21Document27 pagesChapter 21Jkun gamingNo ratings yet
- Machining Processes Used To Produce Various Shapes: MillingDocument28 pagesMachining Processes Used To Produce Various Shapes: MillingSuleiman SaidNo ratings yet
- SiemensEnergy IndustrialHeatPumpsDocument25 pagesSiemensEnergy IndustrialHeatPumpsHélder FernandoNo ratings yet
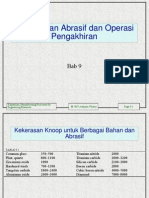
- Abrasive Machining and Finishing OperationsDocument40 pagesAbrasive Machining and Finishing OperationsbabutyNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingAnonymous rYwUkp100% (1)
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingSaurabh ChoudhariNo ratings yet
- 4 - Ch21 - Fundamental of MachiningDocument30 pages4 - Ch21 - Fundamental of MachiningCham Amirruddin100% (1)
- Abrasive MachiningDocument40 pagesAbrasive Machiningsuka baca bukuNo ratings yet
- BE ME 6th Sem Milling Machine Cutter Operations Shivam SharmaDocument30 pagesBE ME 6th Sem Milling Machine Cutter Operations Shivam SharmaTinashe IrvoNo ratings yet
- Machining Centers, Advanced Machining Concepts and Structures, and Machining EconomicsDocument19 pagesMachining Centers, Advanced Machining Concepts and Structures, and Machining EconomicsQuốc HoàngNo ratings yet
- Abrasive Machining and Finishing OperationsDocument40 pagesAbrasive Machining and Finishing OperationsBody NassifNo ratings yet
- Rapid-Prototyping OperationsDocument18 pagesRapid-Prototyping OperationsAlexandru Stefan AndriesNo ratings yet
- Sheet Metal Forming (Presentation) PDFDocument60 pagesSheet Metal Forming (Presentation) PDFbedo39No ratings yet
- Ch16 - Sheet-Metal Forming Processes and EquipmentDocument42 pagesCh16 - Sheet-Metal Forming Processes and Equipmentlam minhNo ratings yet
- Ch26 - Grinding - Abrasive - Machining - Finishing - Operations-Part 1Document42 pagesCh26 - Grinding - Abrasive - Machining - Finishing - Operations-Part 1Muhammad YusufNo ratings yet
- CH 15Document23 pagesCH 15Shaimah Rinda SariNo ratings yet
- Quality Assurance, Testing, and InspectionDocument17 pagesQuality Assurance, Testing, and Inspectionengineer86No ratings yet
- 2 - General IntroductioDocument27 pages2 - General IntroductioMohd Firdaus HusainNo ratings yet
- Fabrication of Microelectronic DevicesDocument32 pagesFabrication of Microelectronic Devicesshashankmay18No ratings yet
- Metal Casting: Design, Materials, and EconomicsDocument15 pagesMetal Casting: Design, Materials, and EconomicsIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- Brazing, Soldering, Adhesive-Bonding, and Mechanical-Fastening ProcessesDocument23 pagesBrazing, Soldering, Adhesive-Bonding, and Mechanical-Fastening ProcessesQuốc HoàngNo ratings yet
- Ch14 - Metal-Forging Processes and EquipmentDocument26 pagesCh14 - Metal-Forging Processes and Equipmentlam minhNo ratings yet
- Forming and Shaping Plastic and Composites MaterialsDocument33 pagesForming and Shaping Plastic and Composites MaterialsManjit SinghNo ratings yet
- 2 - Week - 1 - Meeting - 2 General Introduction (2019)Document71 pages2 - Week - 1 - Meeting - 2 General Introduction (2019)hungNo ratings yet
- Manufacturing ProcessesDocument26 pagesManufacturing ProcessesVinit AhluwaliaNo ratings yet
- Manufacturing Engineering and TechnologDocument17 pagesManufacturing Engineering and TechnologGilank GunawanNo ratings yet
- L10-Casting DesignDocument42 pagesL10-Casting DesignKhayrulIslam100% (2)
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985No ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingIhsanGandentAprilioNo ratings yet
- Machining Processes for Shapes: Milling, Broaching & SawingDocument32 pagesMachining Processes for Shapes: Milling, Broaching & SawingCh TalhaNo ratings yet
- Milling MachineDocument65 pagesMilling Machinevijayans_1No ratings yet
- Product Design and Process Selection in A Competitive EnvironmentDocument16 pagesProduct Design and Process Selection in A Competitive EnvironmenthasbyNo ratings yet
- Ch09 ME 406 Grinding and NTM With ProblemsDocument44 pagesCh09 ME 406 Grinding and NTM With ProblemsKhaled HassanNo ratings yet
- Ch09-2008.Abrasive N Finishing - Kalpakjian-. InaDocument35 pagesCh09-2008.Abrasive N Finishing - Kalpakjian-. InaGilang HermawanNo ratings yet
- Advanced Engineering Mathematics With MatlabDocument15 pagesAdvanced Engineering Mathematics With MatlabFauzi MahdyNo ratings yet
- Manufacturing, Engineering & Technology, Fifth Edition Chapter 13Document21 pagesManufacturing, Engineering & Technology, Fifth Edition Chapter 13曾宥淇No ratings yet
- Machining Processes Used to Produce Various ShapesDocument37 pagesMachining Processes Used to Produce Various ShapesAseem Goyal100% (1)
- Machine Tool Practices SECTION A - Introduction Shop Drawing BasicsDocument32 pagesMachine Tool Practices SECTION A - Introduction Shop Drawing BasicsMartin Torres CastilloNo ratings yet
- Machining Process Used To Produce Various ShapesDocument19 pagesMachining Process Used To Produce Various ShapesRamanujam RadhakrishnanNo ratings yet
- MilingDocument8 pagesMilingAviral SansiNo ratings yet
- CH 30Document28 pagesCH 30fdcarazoNo ratings yet
- Processing of Ceramics, Glass, and SuperconductorsDocument17 pagesProcessing of Ceramics, Glass, and SuperconductorsQuốc HoàngNo ratings yet
- CH 21Document45 pagesCH 21lamia97No ratings yet
- Machining GrooverDocument45 pagesMachining GrooverShiVek SaiNiNo ratings yet
- Abrasive Machining and Finishing OperationsDocument53 pagesAbrasive Machining and Finishing OperationssengcanNo ratings yet
- Sheet-Metal Forming ProcessesDocument60 pagesSheet-Metal Forming Processesharishkumar.ravichandran100% (1)
- CH 15Document20 pagesCH 15Son TranNo ratings yet
- The Mill: 2. Types of Milling MachineDocument10 pagesThe Mill: 2. Types of Milling MachineTegar MuhammadNo ratings yet
- Shaping MachineDocument50 pagesShaping Machineمحمد عادلNo ratings yet
- A Project of Volunteers in AsiaDocument24 pagesA Project of Volunteers in AsiaPat BomilleNo ratings yet
- CH 16Document47 pagesCH 16marihomenonNo ratings yet
- Mechanics and Dynamics of General Milling Cutters. Part I: Helical End MillsDocument19 pagesMechanics and Dynamics of General Milling Cutters. Part I: Helical End MillstomoNo ratings yet
- Machining Process Used To Produce Various ShapesDocument33 pagesMachining Process Used To Produce Various ShapesAamer MohammedNo ratings yet
- Cutting Tool Angles SignificanceDocument37 pagesCutting Tool Angles SignificanceHeineken Ya PraneetpongrungNo ratings yet
- A New Dynamic Model For Drilling and Reaming Processes Yang2002Document13 pagesA New Dynamic Model For Drilling and Reaming Processes Yang2002RihabChommakhNo ratings yet
- Fajar S I (11DQ) - 004202005050Document5 pagesFajar S I (11DQ) - 004202005050FAJAR Syahrulhaj ILMIYATULLOHNo ratings yet
- Legal NotesDocument2 pagesLegal NotesFAJAR Syahrulhaj ILMIYATULLOHNo ratings yet
- COST ANALYSIS OF 3 PRODUCTS ACROSS 3 TERRITORIESDocument9 pagesCOST ANALYSIS OF 3 PRODUCTS ACROSS 3 TERRITORIESFAJAR Syahrulhaj ILMIYATULLOHNo ratings yet
- Quiz/Pretest/Written Exam Answer Sheet Template: Answer To Question No 1Document4 pagesQuiz/Pretest/Written Exam Answer Sheet Template: Answer To Question No 1FAJAR Syahrulhaj ILMIYATULLOHNo ratings yet
- Printer Drivers: Installation GuideDocument44 pagesPrinter Drivers: Installation GuideHONEYWELL VIETNAMNo ratings yet
- AK2000 Manual enDocument29 pagesAK2000 Manual enjoao xavierNo ratings yet
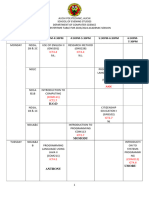
- Timetable First Semester 2023-2024Document12 pagesTimetable First Semester 2023-2024promiseikosimi43No ratings yet
- ESD BAAINBw 2018 WebDocument72 pagesESD BAAINBw 2018 Webkhaerul jannah100% (1)
- Nemo File Format 2.30Document532 pagesNemo File Format 2.30bclarke113No ratings yet
- Cisco 2621 Gateway-PBX Interoperability: Ericsson MD-110 With T1 PRI SignalingDocument11 pagesCisco 2621 Gateway-PBX Interoperability: Ericsson MD-110 With T1 PRI Signalinginr0000zhaNo ratings yet
- PPAP ChecklistDocument4 pagesPPAP ChecklistHirbod HirmandNo ratings yet
- Objectives: Answer: B, D, EDocument10 pagesObjectives: Answer: B, D, EPawan KumarNo ratings yet
- Power Electronics & SCRDocument55 pagesPower Electronics & SCRsoumyaranjan_kar34No ratings yet
- 9.2.1.6 Lab - Using Wireshark To Observe The TCP 3-Way HandshakeDocument7 pages9.2.1.6 Lab - Using Wireshark To Observe The TCP 3-Way HandshakeshanieceNo ratings yet
- Fdas765 Data SheetDocument2 pagesFdas765 Data SheettanadfNo ratings yet
- Research Paper in Computer Science PDFDocument6 pagesResearch Paper in Computer Science PDFefkm3yz9100% (1)
- 03 IoT Technical Sales Training Industrial Wireless Deep DiveDocument35 pages03 IoT Technical Sales Training Industrial Wireless Deep Divechindi.comNo ratings yet
- Close Out ReportDocument16 pagesClose Out ReportAriff MuhamadNo ratings yet
- Brochure Club V SeriesDocument8 pagesBrochure Club V SeriesAlberto PanameñoNo ratings yet
- TAP100 - Teltonika Networks WikiDocument3 pagesTAP100 - Teltonika Networks WikileonardoeddysonNo ratings yet
- Awia-Requirements 20201216175858Document2 pagesAwia-Requirements 20201216175858Pablo CartesNo ratings yet
- Device Expert Credentials TutorialDocument12 pagesDevice Expert Credentials TutorialMuhammadNurIqbalNo ratings yet
- Tda 7250Document11 pagesTda 7250tica007No ratings yet
- Medical RoboticsDocument5 pagesMedical Roboticsapi-355890357No ratings yet
- ADMS USer ManualDocument42 pagesADMS USer Manualindra astNo ratings yet
- Toshiba-Digital-Inverter SystemDocument24 pagesToshiba-Digital-Inverter SystemMuhidin KozicaNo ratings yet
- OOM Module 4Document66 pagesOOM Module 4narendraupNo ratings yet
- Chat SystemDocument4 pagesChat SystemDeepak VermaNo ratings yet
- Certificate of Calibration: Instruction ManualDocument2 pagesCertificate of Calibration: Instruction ManualLuis Alberto Garcia Caycho0% (2)
- Towards Reactor inDocument3 pagesTowards Reactor inJAMIE ALYANNA LEGASPINo ratings yet
- Asterisk Installation On Centos 5Document3 pagesAsterisk Installation On Centos 5kumargupt117No ratings yet