You might also like
- Borgnakke Fundamentals of Thermodynamics 8th Solution ManualDocument3,301 pagesBorgnakke Fundamentals of Thermodynamics 8th Solution ManualBaran Yalçın76% (21)
- Solution Manual of Theory of Machines by R S KhurmiDocument2 pagesSolution Manual of Theory of Machines by R S KhurmiJasim Almuhandis19% (88)
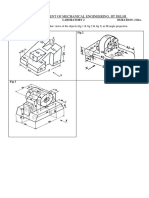
- Isometric View F.V.: SR No. SR NoDocument1 pageIsometric View F.V.: SR No. SR NoMayur Panchal100% (1)
- Fabrication and Analysis of Portable Spot Welding MachineDocument7 pagesFabrication and Analysis of Portable Spot Welding MachineCrispNo ratings yet
- XR5 Data SheetDocument7 pagesXR5 Data SheetReeta DuttaNo ratings yet
- MATERIALS SOLUTIONSDocument8 pagesMATERIALS SOLUTIONSwtss123100% (4)
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingAnonymous rYwUkp100% (1)
- IdraDocument39 pagesIdrasobheysaidNo ratings yet
- Wire EDM Lab ReportDocument5 pagesWire EDM Lab ReportEdgar ThorpeNo ratings yet
- Casting AssignmentDocument2 pagesCasting AssignmentAyush BaliNo ratings yet
- Forging Math ProblemsDocument6 pagesForging Math ProblemsRashef Mahbub100% (1)
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Materials Selection in Mechanical Design - AshbyDocument1 pageMaterials Selection in Mechanical Design - AshbysalgoraNo ratings yet
- Sheet Metalworking 1 - Chapter 19Document99 pagesSheet Metalworking 1 - Chapter 19xharpreetxNo ratings yet
- BS Weld SymbolsDocument6 pagesBS Weld SymbolsPham Duc HoaNo ratings yet
- Ch31 Solid-State WeldingDocument28 pagesCh31 Solid-State WeldingNaveen KumarNo ratings yet
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocument52 pagesChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangNo ratings yet
- Cumulative Effect of TolereanceDocument7 pagesCumulative Effect of Tolereancecoolcrab89No ratings yet
- Sudipta Nath: Materials EngineeringDocument19 pagesSudipta Nath: Materials EngineeringSudipta NathNo ratings yet
- Manufacturing Technology-Fundamentals of MachiningDocument33 pagesManufacturing Technology-Fundamentals of MachiningDhanis ParamaguruNo ratings yet
- Principles of Foundry Technology-1Document479 pagesPrinciples of Foundry Technology-1Patil Amol PandurangNo ratings yet
- Epicyclic Gear TrainDocument5 pagesEpicyclic Gear TrainRachan PancheNo ratings yet
- Aluminum Die Casting Process FlowDocument13 pagesAluminum Die Casting Process FlowPrabish KumarNo ratings yet
- Mechanical Vibration PDFDocument51 pagesMechanical Vibration PDFEric Kerr100% (1)
- NMRV Worm Gear Motor CatalogueDocument39 pagesNMRV Worm Gear Motor CatalogueIbrahim Hadi0% (1)
- LVDT Lab ManualDocument3 pagesLVDT Lab Manualguruabhay100% (2)
- Machine Drawing Through Cad LaboratoryDocument3 pagesMachine Drawing Through Cad LaboratorykrishnaNo ratings yet
- CH 19Document11 pagesCH 19Vûmmïttî ChañðĥâñNo ratings yet
- SheetDocument3 pagesSheetBarun BeheraNo ratings yet
- Drawing ProcessDocument47 pagesDrawing ProcessMetalAnand Chelliah75% (4)
- Chapter 03 - Transducers and Their ResponseDocument42 pagesChapter 03 - Transducers and Their ResponsehlkjjkNo ratings yet
- Forcipol - ForcimatDocument12 pagesForcipol - ForcimatRepresentaciones y Distribuciones FALNo ratings yet
- Milling Machine LectureDocument46 pagesMilling Machine LectureAnnieMalik100% (1)
- IJME - Design and Analysis of - UmamaheswararaoDocument8 pagesIJME - Design and Analysis of - Umamaheswararaoiaset123No ratings yet
- Electrical Actuation SystemDocument8 pagesElectrical Actuation SystemShriyash KamatNo ratings yet
- drwing-IIT Que-1 PDFDocument14 pagesdrwing-IIT Que-1 PDFNur Alam100% (1)
- ME8491 Engineering Metallurgy COURSE PLANDocument4 pagesME8491 Engineering Metallurgy COURSE PLANKarthick NNo ratings yet
- MP II - Lecture 5 - Tool Failure and Tool LifeDocument45 pagesMP II - Lecture 5 - Tool Failure and Tool LifeArif Hossain100% (1)
- Research Paper Optimization of Shaft Design Under Fatigue Loading Using Goodman MethodDocument5 pagesResearch Paper Optimization of Shaft Design Under Fatigue Loading Using Goodman MethodIshwar PatilNo ratings yet
- Vector Adhesive Spray ApplicatorDocument2 pagesVector Adhesive Spray ApplicatorITWDynatecNo ratings yet
- Electrode Maintenance For Resistance Spot WeldingDocument3 pagesElectrode Maintenance For Resistance Spot Weldingottou812No ratings yet
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghNo ratings yet
- 6 Metal FormingDocument302 pages6 Metal FormingBarun BeheraNo ratings yet
- Welcome to Diagonal CADD PLM ConceptsDocument21 pagesWelcome to Diagonal CADD PLM ConceptsjoyalNo ratings yet
- Failure Analysis of ShaftDocument15 pagesFailure Analysis of ShaftHAmza AliNo ratings yet
- Resistance WeldingDocument13 pagesResistance Weldingpavithra222No ratings yet
- Hydraulic Symbols: Lines Miscellaneous Units Hydraulic PumpsDocument2 pagesHydraulic Symbols: Lines Miscellaneous Units Hydraulic PumpsShawn WaltzNo ratings yet
- Mdesign TutorialDocument48 pagesMdesign TutorialmanimeczNo ratings yet
- Origo - Mig - 410-510 - 0349 301 159Document49 pagesOrigo - Mig - 410-510 - 0349 301 159capacitacionNo ratings yet
- The Use of Link Motion On Mechanical PressesDocument6 pagesThe Use of Link Motion On Mechanical Presseszeynell70No ratings yet
- Assign I MD IDocument3 pagesAssign I MD IAtharva KNo ratings yet
- 5.MaterialTestingLab Erichson Cupping Test ME493Document3 pages5.MaterialTestingLab Erichson Cupping Test ME493krishnaNo ratings yet
- Design For Analysis of A Welded Hydraulic CylinderDocument3 pagesDesign For Analysis of A Welded Hydraulic CylindertahirNo ratings yet
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniNo ratings yet
- Homework2 PotenciaDocument15 pagesHomework2 PotenciaMilton Quintana100% (2)
- 4 - Ch21 - Fundamental of MachiningDocument30 pages4 - Ch21 - Fundamental of MachiningCham Amirruddin100% (1)
- 2 - Week - 1 - Meeting - 2 General Introduction (2019)Document71 pages2 - Week - 1 - Meeting - 2 General Introduction (2019)hungNo ratings yet
- CH 16Document47 pagesCH 16marihomenonNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingIhsanGandentAprilioNo ratings yet
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985No ratings yet
- Ch24-Machining Processes Used To Produce Various Shapes Milling, Broaching, Sawing, and Filing - Gear ManufacturingDocument51 pagesCh24-Machining Processes Used To Produce Various Shapes Milling, Broaching, Sawing, and Filing - Gear ManufacturingFAJAR Syahrulhaj ILMIYATULLOHNo ratings yet
- Machining Centers, Advanced Machining Concepts and Structures, and Machining EconomicsDocument19 pagesMachining Centers, Advanced Machining Concepts and Structures, and Machining EconomicsQuốc HoàngNo ratings yet
- Rapid-Prototyping OperationsDocument18 pagesRapid-Prototyping OperationsAlexandru Stefan AndriesNo ratings yet
- Homework 7 SolutionsDocument11 pagesHomework 7 SolutionsJkun gamingNo ratings yet
- E 9 Â " 89a R00 RTK - PDFDocument9 pagesE 9 Â " 89a R00 RTK - PDFEstebanSánchezNo ratings yet
- Chapter 04Document243 pagesChapter 04HussainNo ratings yet
- CH 7Document43 pagesCH 7Hossam AliNo ratings yet
- Fundamentals of Thermodynamics: Borgnakke SonntagDocument47 pagesFundamentals of Thermodynamics: Borgnakke SonntagJkun gamingNo ratings yet
- CH 04Document29 pagesCH 04Jkun gamingNo ratings yet
- Lectures in Thermodynamics Claus BorgnakkeDocument28 pagesLectures in Thermodynamics Claus BorgnakkeJkun gamingNo ratings yet
- Lecture 3 PDFDocument13 pagesLecture 3 PDFNavneeth GummalaNo ratings yet
- Transient Conduction: Spatial Effects, Semi-Infinite Solids, and Finite-Difference MethodsDocument58 pagesTransient Conduction: Spatial Effects, Semi-Infinite Solids, and Finite-Difference MethodsJkun gamingNo ratings yet
- Thermodynamic Cycles GuideDocument38 pagesThermodynamic Cycles GuideJkun gamingNo ratings yet
- Transient Conduction MethodsDocument31 pagesTransient Conduction MethodsJkun gaming100% (1)
- CH 09Document26 pagesCH 09Jkun gamingNo ratings yet
- Arduino ME Training 1Document14 pagesArduino ME Training 1Jkun gamingNo ratings yet
- EE3950 Class Notes Chapter 14Document23 pagesEE3950 Class Notes Chapter 14Jkun gamingNo ratings yet
- Introduction To Convection: Flow and Thermal Considerations: Chapter Six Sections 6.1-6.6 6.8Document58 pagesIntroduction To Convection: Flow and Thermal Considerations: Chapter Six Sections 6.1-6.6 6.8Jkun gamingNo ratings yet
- EE3950 Class Notes Chapter 14Document23 pagesEE3950 Class Notes Chapter 14Jkun gamingNo ratings yet
- UART Component Examples and Interrupt-Driven Serial CommunicationDocument5 pagesUART Component Examples and Interrupt-Driven Serial CommunicationCarlos Morales CarbajalNo ratings yet
- RemList EPSS Generator 2010Document3 pagesRemList EPSS Generator 2010Hugo Ramon Saravia CampelliNo ratings yet
- Management Information System Rensi-VillaDocument3 pagesManagement Information System Rensi-VillaVilla SantikaNo ratings yet
- GPlay Setup 16745Document7 pagesGPlay Setup 16745Ciurlic IulianNo ratings yet
- Lista de Partes y Dibujos Sop de Hollin D5E Cal BA-502 Pta Hidros 1 - RIADJDocument6 pagesLista de Partes y Dibujos Sop de Hollin D5E Cal BA-502 Pta Hidros 1 - RIADJjavierNo ratings yet
- KVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONDocument2 pagesKVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONChidiebere Samuel OkogwuNo ratings yet
- Students Monitoring System Using Rfid With Sms Notification of Junior High School in Colegio de KidapawanDocument5 pagesStudents Monitoring System Using Rfid With Sms Notification of Junior High School in Colegio de KidapawanBaby Laica RicafortNo ratings yet
- Grades 1 To 12 Daily Lesson Log: Mu2Tx-Ivd-F-2 A2Pr-Ivd Pe2Pf-Iv-Ah-2 H2Is-Ivj-19Document7 pagesGrades 1 To 12 Daily Lesson Log: Mu2Tx-Ivd-F-2 A2Pr-Ivd Pe2Pf-Iv-Ah-2 H2Is-Ivj-19Chris Abaniel TorresNo ratings yet
- Dental Composite Guide: History, Properties, Curing & ApplicationsDocument35 pagesDental Composite Guide: History, Properties, Curing & ApplicationsAthith DNo ratings yet
- PTT205 Heat and Mass Transfer: EvaporatorDocument43 pagesPTT205 Heat and Mass Transfer: Evaporatorkkk100% (1)
- Drill Pipe Flow Chart PDFDocument1 pageDrill Pipe Flow Chart PDFairlinemembershipNo ratings yet
- Viking: Product ManualDocument26 pagesViking: Product ManualCristian RobiconNo ratings yet
- Scheduling in SAS 9.4Document78 pagesScheduling in SAS 9.4danielhidalgopNo ratings yet
- Assignment On Satellite Transponder MD Saif H2016124031 Mounesh H2016124024 Department of Electronics and Communication BITS Pilani Hyderabad CampusDocument26 pagesAssignment On Satellite Transponder MD Saif H2016124031 Mounesh H2016124024 Department of Electronics and Communication BITS Pilani Hyderabad CampusMounesh PanchalNo ratings yet
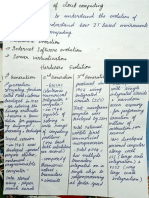
- Evolution of Cloud ComputingDocument3 pagesEvolution of Cloud ComputingVaishnavi ChockalingamNo ratings yet
- Autofrettage in Pressure VesselsDocument28 pagesAutofrettage in Pressure Vesselssran1986No ratings yet
- Autosys commands guideDocument39 pagesAutosys commands guidesantosh_panditpurNo ratings yet
- Introduction To Innovation - UNIT 1Document42 pagesIntroduction To Innovation - UNIT 1Manoj Kumar Joshi100% (1)
- SID-CPD-03 Rev 02 Self DirectedDocument2 pagesSID-CPD-03 Rev 02 Self DirectedJeff Tingin MarceloNo ratings yet
- Lexmark C950Document1,034 pagesLexmark C950BrankoNo ratings yet
- Python Date TimeDocument6 pagesPython Date TimeNataliaNo ratings yet
- Bk3500 BrochureDocument6 pagesBk3500 Brochurewillyg2k5No ratings yet
- B221Document13 pagesB221Pradeep SureshNo ratings yet
- Heat Exchangers: Thermal Activity and Fluid MotionDocument14 pagesHeat Exchangers: Thermal Activity and Fluid Motionishu vohraNo ratings yet
- Literature Review of Power HacksawDocument4 pagesLiterature Review of Power Hacksawc5r3aep1100% (1)
- 802 11ah Overview Comm Soc r1Document15 pages802 11ah Overview Comm Soc r1l386543No ratings yet
- Service Impacting Alarm ClassificationDocument15 pagesService Impacting Alarm ClassificationNaftaliNo ratings yet
- Iron Remover Instruction ManualDocument13 pagesIron Remover Instruction ManualTenebrareNo ratings yet