You might also like
- Flash Fiction Set A (2014 File)Document4 pagesFlash Fiction Set A (2014 File)jakeyNo ratings yet
- How To Do A Simple RDLC Report Using Visual StudioDocument25 pagesHow To Do A Simple RDLC Report Using Visual StudioInspired Nonsense100% (1)
- Engineering Metrology and Measurements NotesDocument131 pagesEngineering Metrology and Measurements NotesBALAMUGUNDAN91% (32)
- Physics Practical Report 1Document13 pagesPhysics Practical Report 1NatashaAnneNo ratings yet
- tt130 Ultrasonic Wall Thickness Material Thickness Gauge Instruction Manual PDFDocument20 pagestt130 Ultrasonic Wall Thickness Material Thickness Gauge Instruction Manual PDFelmek jayaNo ratings yet
- TG Math Grade2 PDFDocument517 pagesTG Math Grade2 PDFcatherinerenante88% (25)
- Gen Phy. Module 2Document14 pagesGen Phy. Module 2Ronin100% (1)
- Matrices: Ece120L - Introduction To Matlab Laboratory Activity #2Document7 pagesMatrices: Ece120L - Introduction To Matlab Laboratory Activity #2Jaymee DelfinadoNo ratings yet
- Calibration of Platform Scales and Calibration and Use of Pressure and Thermometer EquipmentsDocument7 pagesCalibration of Platform Scales and Calibration and Use of Pressure and Thermometer EquipmentsErik BaltssNo ratings yet
- Module 1 Introduction To Metrology PDFDocument10 pagesModule 1 Introduction To Metrology PDFhegdemachaNo ratings yet
- Practice Workbook: Performing A Seismic Response History AnalysisDocument24 pagesPractice Workbook: Performing A Seismic Response History AnalysisclarkgaguiNo ratings yet
- Application of IntegrationDocument16 pagesApplication of IntegrationAmer NajmiNo ratings yet
- 1 Introduction To MetrologyDocument9 pages1 Introduction To MetrologyRumman Ul AhsanNo ratings yet
- Dimensioning, Scaling, SectioningDocument7 pagesDimensioning, Scaling, SectioningMikhael Glen Lataza100% (1)
- Practice Workbook: Modeling Structural MembersDocument44 pagesPractice Workbook: Modeling Structural MembersclarkgaguiNo ratings yet
- Roles and Responsibilities of The General ManagerDocument3 pagesRoles and Responsibilities of The General Managerstarvindsouza91No ratings yet
- 03 EGD Dimensioning TechniquesDocument50 pages03 EGD Dimensioning TechniquesKaran KannojiyaNo ratings yet
- Port Concession Regime in Nigeria Issues and ChallengesDocument11 pagesPort Concession Regime in Nigeria Issues and ChallengesAdefisayo HaastrupNo ratings yet
- Chapter 7Document37 pagesChapter 7kirubel AlemuNo ratings yet
- Lec4-Diffusion Bonding&Powder MetallurgyDocument18 pagesLec4-Diffusion Bonding&Powder Metallurgyguru prasadNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsleventkilicNo ratings yet
- Automotive ResistancesDocument13 pagesAutomotive ResistancesSweetiSharmaNo ratings yet
- AUTOCOLLIMATORDocument6 pagesAUTOCOLLIMATORAhmed Almujabber100% (1)
- Units of MeasurementDocument8 pagesUnits of MeasurementLiney Carrillo ContrerasNo ratings yet
- Strength of Material - Stress and StrainDocument20 pagesStrength of Material - Stress and StrainXman Man100% (1)
- Fluid Mechanics and Machinery NotesDocument137 pagesFluid Mechanics and Machinery NotesapsrtsNo ratings yet
- Week 13 Second LawDocument32 pagesWeek 13 Second LawFernando OsorioNo ratings yet
- Unit-5 Unconventional Manufacturing ProcessesDocument12 pagesUnit-5 Unconventional Manufacturing Processesbrijkishor201783% (6)
- Pure SubstanceDocument40 pagesPure Substanceamit rajNo ratings yet
- Business Math Linear Equation (2003-2007)Document53 pagesBusiness Math Linear Equation (2003-2007)Nazir Ahmed ZihadNo ratings yet
- AE 2202 THERMOdynamics - 2 Mark QuestionsDocument56 pagesAE 2202 THERMOdynamics - 2 Mark QuestionsthanikavelNo ratings yet
- Strength of MaterialsDocument21 pagesStrength of MaterialsrssdpmNo ratings yet
- Bachelor of Science in Marine EngineeringDocument36 pagesBachelor of Science in Marine EngineeringzeynNo ratings yet
- Lecture 2 Kinematics Principles Formula Problem-1Document101 pagesLecture 2 Kinematics Principles Formula Problem-1Kitkat AlorroNo ratings yet
- Confidence Interval EstimationDocument62 pagesConfidence Interval EstimationVikrant LadNo ratings yet
- Friction in Pipes Aim:: FM&HM LabDocument7 pagesFriction in Pipes Aim:: FM&HM Labashoku2No ratings yet
- Comparator:: Essential Parts of A ComparatorDocument5 pagesComparator:: Essential Parts of A ComparatorAnonymous bl0G8KNo ratings yet
- 1-Stress &Strain-Mechanics of MaterialsDocument55 pages1-Stress &Strain-Mechanics of MaterialsFelix Wahyu UtomoNo ratings yet
- Mechanical Measurement and MetrologyDocument111 pagesMechanical Measurement and MetrologyDandally RoopaNo ratings yet
- Venky Unit-IVDocument5 pagesVenky Unit-IVVenkateshYadavCivarlaNo ratings yet
- Unit 1Document23 pagesUnit 1Udayakumar MohanNo ratings yet
- SMEA1301Document137 pagesSMEA1301Nandha Gopal SenthilnathanNo ratings yet
- EIM PPT 1Document17 pagesEIM PPT 1rahul0% (1)
- Standard Is A Value of Some Quantity Which Is Setup and Established by Authority As A Rule ForDocument50 pagesStandard Is A Value of Some Quantity Which Is Setup and Established by Authority As A Rule Forjhalu004No ratings yet
- Outcomes: UnderstandDocument18 pagesOutcomes: UnderstandHundaol FekaduNo ratings yet
- SMR1302Document286 pagesSMR1302Mr. RAVI KUMAR INo ratings yet
- Introduction To MetrologyDocument55 pagesIntroduction To MetrologyAnand RamkumarNo ratings yet
- Engineering Metrology and Measurements Unit 1 2Document82 pagesEngineering Metrology and Measurements Unit 1 2scorpionarnold100% (1)
- 3.18ME505 M&M Teaching NotesDocument232 pages3.18ME505 M&M Teaching Noteskuppani abhiNo ratings yet
- Measurement and MetrologyDocument84 pagesMeasurement and Metrologyjalim yadavNo ratings yet
- Introduction To MetrologyDocument54 pagesIntroduction To MetrologydspNo ratings yet
- Measurement & MetrologyDocument106 pagesMeasurement & MetrologyMURSELIM ALINo ratings yet
- SPR 1202 Engineering Metrology: Technical TermsDocument23 pagesSPR 1202 Engineering Metrology: Technical TermsBHOOMINo ratings yet
- Engineering Metrology and MeasurementsDocument128 pagesEngineering Metrology and MeasurementsArvind Bhosale100% (7)
- Manufacturing Technology (ME 361) - Lecture 20: Engineering MetrologyDocument35 pagesManufacturing Technology (ME 361) - Lecture 20: Engineering MetrologySahil SundaNo ratings yet
- Introduction To MetrologyDocument55 pagesIntroduction To Metrologypatel ketan92% (36)
- The Importance of MetrologyDocument7 pagesThe Importance of MetrologyElmahdi OumiaNo ratings yet
- Metrology and MeasurementsDocument69 pagesMetrology and MeasurementsVishal PatilNo ratings yet
- Module 1Document5 pagesModule 1sathiaNo ratings yet
- RevisionDocument6 pagesRevisionSaleh AlgdaryNo ratings yet
- 18ME505 M&M Teaching Notes Unit-1 &2Document112 pages18ME505 M&M Teaching Notes Unit-1 &2kuppani abhiNo ratings yet
- Chapter 1Document21 pagesChapter 1Anthony AbourahalNo ratings yet
- 1 Measurement System and Basic Concepts of Measurement MethodsDocument20 pages1 Measurement System and Basic Concepts of Measurement MethodsSam prabhakarNo ratings yet
- Instrumention Group Assignmnt1Document6 pagesInstrumention Group Assignmnt1Craig JamuNo ratings yet
- 05-03-2021.. Dme.Document7 pages05-03-2021.. Dme.Sam prabhakarNo ratings yet
- Case Study ProblemDocument5 pagesCase Study ProblemSam prabhakarNo ratings yet
- 04-30-2021.. DmeDocument7 pages04-30-2021.. DmeSam prabhakarNo ratings yet
- 04-28-2021Document5 pages04-28-2021Sam prabhakarNo ratings yet
- 05-04-2021.. DmeDocument4 pages05-04-2021.. DmeSam prabhakarNo ratings yet
- Micro Market - North BangaloreDocument7 pagesMicro Market - North BangaloreSam prabhakarNo ratings yet
- Coi 662466807121841Document2 pagesCoi 662466807121841Sam prabhakarNo ratings yet
- Hrushikesh Wagh - 03MAY24Document2 pagesHrushikesh Wagh - 03MAY24Sam prabhakarNo ratings yet
- Vishveshwarya Technical University Belagavi: Bachelor of EngineeringDocument10 pagesVishveshwarya Technical University Belagavi: Bachelor of EngineeringSam prabhakarNo ratings yet
- Pulse Tube Refrigerator-An Alternative Cryocooler?: R.N. RichardsonDocument10 pagesPulse Tube Refrigerator-An Alternative Cryocooler?: R.N. RichardsonSam prabhakarNo ratings yet
- Team A: Awareness of Swachh Bharat in Rural AreasDocument17 pagesTeam A: Awareness of Swachh Bharat in Rural AreasSam prabhakar0% (1)
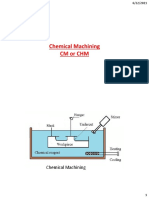
- Chemical Machining CM or CHMDocument18 pagesChemical Machining CM or CHMSam prabhakarNo ratings yet
- Model Question Paper - With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationDocument8 pagesModel Question Paper - With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationSam prabhakarNo ratings yet
- Uwh Assignment 1 1at18me038Document13 pagesUwh Assignment 1 1at18me038Sam prabhakarNo ratings yet
- Spur and Gear Trains KOM PDFDocument18 pagesSpur and Gear Trains KOM PDFSam prabhakarNo ratings yet
- Constitution Final ppr2019-12-23 17.03.46 PDFDocument8 pagesConstitution Final ppr2019-12-23 17.03.46 PDFSam prabhakarNo ratings yet
- 15ME42 - Kinematics-of-Machines - 2 PDFDocument38 pages15ME42 - Kinematics-of-Machines - 2 PDFSam prabhakarNo ratings yet
- Welcome To The Course On: Metal Cutting and FormingDocument3 pagesWelcome To The Course On: Metal Cutting and FormingSam prabhakarNo ratings yet
- 1 Measurement System and Basic Concepts of Measurement MethodsDocument20 pages1 Measurement System and Basic Concepts of Measurement MethodsSam prabhakarNo ratings yet
- New Doc 2020-04-23 17.31.26Document1 pageNew Doc 2020-04-23 17.31.26Sam prabhakarNo ratings yet
- MM&M Assignment 01 PDFDocument3 pagesMM&M Assignment 01 PDFSam prabhakarNo ratings yet
- 3 PDFDocument46 pages3 PDFSam prabhakarNo ratings yet
- Lesson 29 Fourier Sine and Cosine TransformDocument6 pagesLesson 29 Fourier Sine and Cosine TransformSam prabhakarNo ratings yet
- LMS Content IVth Sem Module 3 PDFDocument16 pagesLMS Content IVth Sem Module 3 PDFSam prabhakarNo ratings yet
- AN END OF A SEARCH Qississ K. Shaliach PDFDocument25 pagesAN END OF A SEARCH Qississ K. Shaliach PDFSam prabhakarNo ratings yet
- Data Structure and Its Applications: 2 Assignment QuestionsDocument2 pagesData Structure and Its Applications: 2 Assignment QuestionsSam prabhakarNo ratings yet
- Chap 1Document20 pagesChap 1Nor Rafidah Che YusofNo ratings yet
- Measurements and InstrumentationDocument33 pagesMeasurements and InstrumentationAbi Dem100% (1)
- Short Essay About EducationDocument7 pagesShort Essay About Educationafhbebseg100% (2)
- Generalized Measurement SystemDocument3 pagesGeneralized Measurement SystemJeba ChristoNo ratings yet
- Solution Manual For Physics Laboratory Manual 4Th Edition Loyd 1133950639 9781133950639 Full Chapter PDFDocument28 pagesSolution Manual For Physics Laboratory Manual 4Th Edition Loyd 1133950639 9781133950639 Full Chapter PDFangela.cuneo472100% (16)
- Standard Practice For Applying Statistical Quality Assurance and Control Charting Techniques To Evaluate Analytical Measurement System PerformanceDocument35 pagesStandard Practice For Applying Statistical Quality Assurance and Control Charting Techniques To Evaluate Analytical Measurement System PerformanceLuisEduardoRomeroNo ratings yet
- ZEISS COMET-L3D-2 Roadshow 2016 EN ExternDocument22 pagesZEISS COMET-L3D-2 Roadshow 2016 EN ExternscpolloNo ratings yet
- Biology Laboratory Manual 10th Edition by Vodopich and Moore ISBN Solution ManualDocument10 pagesBiology Laboratory Manual 10th Edition by Vodopich and Moore ISBN Solution Manualedna100% (24)
- Ceng 125 Learning Hand Out 2Document11 pagesCeng 125 Learning Hand Out 2edmar limNo ratings yet
- Physics Atp TipsDocument2 pagesPhysics Atp TipsFehmeed Alchemy78% (9)
- AGBE0223-Surveying Learning Module 1-Course Packet 1 Name: Erwin John O. Bautista Date Submitted:6/1/2021 Section:BSABE 1-B ScoreDocument11 pagesAGBE0223-Surveying Learning Module 1-Course Packet 1 Name: Erwin John O. Bautista Date Submitted:6/1/2021 Section:BSABE 1-B ScoreMaurine SampangNo ratings yet
- Math LitDocument1 pageMath LithlukileNo ratings yet
- Activity 1 - Comparison of Metric and English SystemsDocument4 pagesActivity 1 - Comparison of Metric and English SystemsFractile GTNo ratings yet
- GEC 4 Module 4 Final TermDocument86 pagesGEC 4 Module 4 Final TermMaria Ainor Jane BaldadoNo ratings yet
- Appendix 9 - Turnkey-Dust-MonitorsDocument10 pagesAppendix 9 - Turnkey-Dust-MonitorsSamiNo ratings yet
- Datchiki Urovnya Sick Rukovodstvo Po Ekspluatatsii enDocument100 pagesDatchiki Urovnya Sick Rukovodstvo Po Ekspluatatsii enAnderson SabatineNo ratings yet
- Om-B Be20Document152 pagesOm-B Be20loicfrevilleNo ratings yet
- Prelim Exam CalculusDocument15 pagesPrelim Exam CalculusAriam Sorepsin50% (2)
- Positive and Negative Impacts of Non-Standard Practices in Construction Projects: Case of Quantity SurveyorsDocument14 pagesPositive and Negative Impacts of Non-Standard Practices in Construction Projects: Case of Quantity SurveyorsDina ArifianthyNo ratings yet
- PhysicsDocument111 pagesPhysicsAashish Dubey0% (1)
- Class 9 KPK Board Conceptual Questions: Chapter # 1Document3 pagesClass 9 KPK Board Conceptual Questions: Chapter # 1WARIS KHANNo ratings yet
- 5 Steps To Implement ISO 17025 Decision Rule - How To Apply The Decision Rule in A Calibration Results - Calibration AwarenessDocument39 pages5 Steps To Implement ISO 17025 Decision Rule - How To Apply The Decision Rule in A Calibration Results - Calibration AwarenessLuis Alberto VillacrecesNo ratings yet
- Multi 350iDocument108 pagesMulti 350ikalamjNo ratings yet
- Sci PPT q3 WK 2 Day 1-5Document82 pagesSci PPT q3 WK 2 Day 1-5Mej Landayan - CayananNo ratings yet
- Incubator Analyzer Using Bluetooth AndroidDocument7 pagesIncubator Analyzer Using Bluetooth AndroidIlyes KHOUILDINo ratings yet
- Chapter 6: Measurement of Variables: Operational DefinitionDocument3 pagesChapter 6: Measurement of Variables: Operational DefinitionRasha BasetNo ratings yet