You might also like
- CINVA RAM For Making Adobe Building Blocks 1999Document26 pagesCINVA RAM For Making Adobe Building Blocks 1999readerwrite100% (1)
- Water Saturation & Productivity Estimates From Old Electrical Survey Logs of Clean & ShalyDocument6 pagesWater Saturation & Productivity Estimates From Old Electrical Survey Logs of Clean & Shalyotis-a6866No ratings yet
- An Algorithm For Robust Gear Modifications DesignDocument16 pagesAn Algorithm For Robust Gear Modifications DesignAbhijeet DeshmukhNo ratings yet
- Applied Mathematical Modelling: Viorel BadescuDocument23 pagesApplied Mathematical Modelling: Viorel BadescuDEEPESH KUMARNo ratings yet
- A Time-Domain Surface Grinding Model For Dynamic SimulationDocument6 pagesA Time-Domain Surface Grinding Model For Dynamic SimulationHossein VahediNo ratings yet
- Evaluate What If ScenariosDocument13 pagesEvaluate What If ScenariosCủa Tôi Thần TuợngNo ratings yet
- Gear - Dynamic Factors KVDocument11 pagesGear - Dynamic Factors KVTungNo ratings yet
- A Review On Design and Efficiency Improvement of WDocument19 pagesA Review On Design and Efficiency Improvement of WMeda RajeshNo ratings yet
- Mesh Force Modelling and Parametric Studies For Compound Oscillatory Roller ReducerDocument18 pagesMesh Force Modelling and Parametric Studies For Compound Oscillatory Roller ReducerdimtecNo ratings yet
- Advances in Engineering Software: Hui Lü, Dejie YuDocument11 pagesAdvances in Engineering Software: Hui Lü, Dejie YuDiego JimenezNo ratings yet
- A Theoretical and Experimental Procedure For Design Optimization of CVT BeltsDocument8 pagesA Theoretical and Experimental Procedure For Design Optimization of CVT Beltsmikael bezerra cotias dos santosNo ratings yet
- Influence of Gear Surface Roughness, Lubricant Viscosity and Quality Level On ISO 6336 Calculation of Surface DurabilityDocument25 pagesInfluence of Gear Surface Roughness, Lubricant Viscosity and Quality Level On ISO 6336 Calculation of Surface Durabilitypablo_stzNo ratings yet
- Modification of Root Fillet Profile For Optimum Gear LifeDocument11 pagesModification of Root Fillet Profile For Optimum Gear Lifeah waNo ratings yet
- Ijsrdv3i110164 PDFDocument6 pagesIjsrdv3i110164 PDFRyadh OtmaneTelbaNo ratings yet
- Design of A High-Efficiency Hydrofoil Through The Use of Computational Fluid Dynamics and Multiobjective OptimizationDocument13 pagesDesign of A High-Efficiency Hydrofoil Through The Use of Computational Fluid Dynamics and Multiobjective OptimizationKarlaHolzmeisterNo ratings yet
- Honkalas 2021 J. Phys. Conf. Ser. 1969 012023Document19 pagesHonkalas 2021 J. Phys. Conf. Ser. 1969 012023Meda RajeshNo ratings yet
- Journal of Mechanical Design Volume 125 Issue 4 2003 (Doi 10.1115/1.1625403) Achtmann, J. Bär, G. - Optimized Bearing Ellipses of Hypoid GearsDocument7 pagesJournal of Mechanical Design Volume 125 Issue 4 2003 (Doi 10.1115/1.1625403) Achtmann, J. Bär, G. - Optimized Bearing Ellipses of Hypoid GearsFrank WhittleNo ratings yet
- Mechanical Testing: Common Modes of Gear FailureDocument17 pagesMechanical Testing: Common Modes of Gear FailureTheerayootNo ratings yet
- Machines 11 00775Document20 pagesMachines 11 00775Travis WoodrowNo ratings yet
- A Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangeDocument14 pagesA Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangevijaykumarnNo ratings yet
- 08 2009 128 Nikollic 04Document12 pages08 2009 128 Nikollic 04Lorena DávilaNo ratings yet
- Mechanism and Machine Theory: Miryam B. Sánchez, Miguel Pleguezuelos, José I. PedreroDocument15 pagesMechanism and Machine Theory: Miryam B. Sánchez, Miguel Pleguezuelos, José I. PedreroJuanNo ratings yet
- VehicleDriveabilityDynamicAnalysisofPowertrainSystemComponents Wrev Formatted Final RGDocument9 pagesVehicleDriveabilityDynamicAnalysisofPowertrainSystemComponents Wrev Formatted Final RGTiếngHátĐêmNo ratings yet
- Comparative Analysis of Tooth Root StrenDocument18 pagesComparative Analysis of Tooth Root StrenErik DannunzioNo ratings yet
- Zhou 2018Document9 pagesZhou 2018R Prabhu SekarNo ratings yet
- AGMA Technical PaperDocument14 pagesAGMA Technical PaperLuis TestaNo ratings yet
- The Rating of Abrasive Cutoff Wheels: M. C. ShawDocument9 pagesThe Rating of Abrasive Cutoff Wheels: M. C. ShawBasavaraj G LNo ratings yet
- A New Methodology To Optimize Spiral Bevel Gear TopographyDocument4 pagesA New Methodology To Optimize Spiral Bevel Gear TopographyBiden LeNo ratings yet
- Measurement: Rakesh Kolhapure, Vasudev Shinde, Vijay KambleDocument7 pagesMeasurement: Rakesh Kolhapure, Vasudev Shinde, Vijay KambleVijay KambleNo ratings yet
- Minerals Engineering: Paul W. Cleary, Phil OwenDocument21 pagesMinerals Engineering: Paul W. Cleary, Phil OwenJuan Pablo Delgado PomachaguaNo ratings yet
- Article 14Document11 pagesArticle 14sami Tub ftNo ratings yet
- Helical Gears, Effects of Tooth Deviations and Tooth Modifications On Load Sharing and Fillet StressesDocument14 pagesHelical Gears, Effects of Tooth Deviations and Tooth Modifications On Load Sharing and Fillet StressesChetan PrajapatiNo ratings yet
- Asymmetric Cylindrical GearsDocument6 pagesAsymmetric Cylindrical Gearsकृष्णकुमार दत्तात्रेय जोशीNo ratings yet
- 3IJMPERDAPR20193Document18 pages3IJMPERDAPR20193TJPRC PublicationsNo ratings yet
- Concept Design of Twist Beam Rear AxlesDocument5 pagesConcept Design of Twist Beam Rear AxlesArunKumarNo ratings yet
- Sae Technical Paper Series: Mohan D. Rao and Scott GruenbergDocument8 pagesSae Technical Paper Series: Mohan D. Rao and Scott Gruenbergbasaj12396No ratings yet
- Suspension Optimization For Reducing Body RollDocument16 pagesSuspension Optimization For Reducing Body RollJ-56 Krishna p hollaNo ratings yet
- Design Optimization of Friction Clutch: K Tripathi, Member DR M D Agrawal, FellowDocument5 pagesDesign Optimization of Friction Clutch: K Tripathi, Member DR M D Agrawal, FellowmeameyaNo ratings yet
- The Advantages of Dynamic Stiffness Parameters Over Classical Bearing CoefficientsDocument6 pagesThe Advantages of Dynamic Stiffness Parameters Over Classical Bearing Coefficientssalkan_rahmanovic810No ratings yet
- Mechanism and Machine Theory: M. Kolivand, S. Li, A. KahramanDocument15 pagesMechanism and Machine Theory: M. Kolivand, S. Li, A. KahramanM. A. SHADAB SIDDIQUI 1703002No ratings yet
- Gerst Mayr 2013Document12 pagesGerst Mayr 2013Jarvis BlueNo ratings yet
- Application of Optimization Techniques To Weight Reduction of Automobile BodiesDocument6 pagesApplication of Optimization Techniques To Weight Reduction of Automobile BodiesTibebu MerideNo ratings yet
- Applsci 12 07003 v3Document12 pagesApplsci 12 07003 v3avv81419No ratings yet
- Structural Analysis of A Commercial Vehicle Disc Brake CaliperDocument10 pagesStructural Analysis of A Commercial Vehicle Disc Brake Caliperhimanshu AroraNo ratings yet
- A Particle Swarm Optimization Tool For Decoupling Automotive Powertrain Torque Roll AxisDocument8 pagesA Particle Swarm Optimization Tool For Decoupling Automotive Powertrain Torque Roll AxisDavid NeihgukNo ratings yet
- 10.4271@2010 01 0094Document14 pages10.4271@2010 01 0094Ivan Frazzon TeixeiraNo ratings yet
- Static and Transient Analysis of Radial Tires Using ANSYS: Tgiurgiu@acttm - Ro Fciortan@acttm - Ro Cristinapupaza@yahoo - Co.ukDocument5 pagesStatic and Transient Analysis of Radial Tires Using ANSYS: Tgiurgiu@acttm - Ro Fciortan@acttm - Ro Cristinapupaza@yahoo - Co.uknaderNo ratings yet
- Synchronous Reluctance Motor: Design, Optimization and ValidationDocument6 pagesSynchronous Reluctance Motor: Design, Optimization and Validationmr. dossNo ratings yet
- A Fully Analytical Nonlinear Dynamic Model of Spindle-holder-Tool System Considering Contact Characteristics of Joint InterfacesDocument30 pagesA Fully Analytical Nonlinear Dynamic Model of Spindle-holder-Tool System Considering Contact Characteristics of Joint InterfacesThaiHuynhNgocNo ratings yet
- Prediction and Validation of The Energy Dissipation of A Friction DamperDocument15 pagesPrediction and Validation of The Energy Dissipation of A Friction DamperClímaco Andrés Hernández MontesNo ratings yet
- Functional Tolerancing of A Gearbox: January 2003Document9 pagesFunctional Tolerancing of A Gearbox: January 2003Vijet BhandiwadNo ratings yet
- Validation of Combined Analytical Methods To Predict Slip in Cylindrical Rollwe BearingsDocument34 pagesValidation of Combined Analytical Methods To Predict Slip in Cylindrical Rollwe BearingskiranmittisilaNo ratings yet
- Potential of Sintered Friction Linings in Synchronizers - enDocument15 pagesPotential of Sintered Friction Linings in Synchronizers - enPedro Ivo Meirinho GalvãoNo ratings yet
- Research Paper 165577Document13 pagesResearch Paper 165577alberto garciaNo ratings yet
- Analyzing Bevel Gear Damage Prediction Over Operating LifeDocument3 pagesAnalyzing Bevel Gear Damage Prediction Over Operating LifesaurabhNo ratings yet
- Reconciliation of RotordynamicDocument6 pagesReconciliation of RotordynamicjmhNo ratings yet
- Parametric Stress Analysis of Spiral Bevel Gear Using Ansys PDFDocument8 pagesParametric Stress Analysis of Spiral Bevel Gear Using Ansys PDFJuanCa BarbosaNo ratings yet
- Spin Bearing Retainer Design OptimizationDocument18 pagesSpin Bearing Retainer Design OptimizationankitsarvaiyaNo ratings yet
- A Small Perturbation CFD Method For Calculation of Seal Rotordynamic CoefficientsDocument12 pagesA Small Perturbation CFD Method For Calculation of Seal Rotordynamic CoefficientsBa1313yNo ratings yet
- A Parametric Modeling Method For The Pose-Dependent Dynamics of Bi-Rotary Milling HeadDocument20 pagesA Parametric Modeling Method For The Pose-Dependent Dynamics of Bi-Rotary Milling HeadLeonardo CremoniNo ratings yet
- J.Stefanovic, Milovancevic PDFDocument6 pagesJ.Stefanovic, Milovancevic PDFJelena Stefanovic MarinovicNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Datis Cataloug-1Document8 pagesDatis Cataloug-1mohamadreza1368No ratings yet
- John Living Noxious Earth Energies DowsingDocument27 pagesJohn Living Noxious Earth Energies DowsingEva Tuá100% (3)
- NC Sanding Sealer HB: General DescriptionDocument1 pageNC Sanding Sealer HB: General DescriptionWynn MallareNo ratings yet
- Newton-Raphson Vs BroydenDocument6 pagesNewton-Raphson Vs Broydencorreita77No ratings yet
- BS en 80079-34Document63 pagesBS en 80079-34hisaj4u0% (1)
- 5746956Document21 pages5746956Wajid HussainNo ratings yet
- Lesson PlanDocument3 pagesLesson PlanbinukirubaNo ratings yet
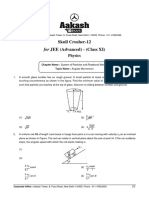
- Skull Crusher-12 - Class XI - JEE (Adv) - PhysicsDocument7 pagesSkull Crusher-12 - Class XI - JEE (Adv) - Physicslootera715No ratings yet
- L13 070314Document10 pagesL13 070314Srikanth BatnaNo ratings yet
- Class Notes: Distance - Time Graphs (D - T Graph)Document2 pagesClass Notes: Distance - Time Graphs (D - T Graph)Hush PereraNo ratings yet
- Synthetic Fiber Reinforced ConcreteDocument13 pagesSynthetic Fiber Reinforced ConcreteSahir Abas0% (1)
- Solids, Liquids and Gases2Document8 pagesSolids, Liquids and Gases2Satish BhadaniNo ratings yet
- EE-330 Digital Signal Processing (Lec-5)Document11 pagesEE-330 Digital Signal Processing (Lec-5)Atif NawazNo ratings yet
- Studies On Black Cotton Soil Stabilization Using RBI Grade-81Document6 pagesStudies On Black Cotton Soil Stabilization Using RBI Grade-81maran2326No ratings yet
- Eurachem 2019 Metrological TraceabilityDocument2 pagesEurachem 2019 Metrological TraceabilityaloediyahNo ratings yet
- NPTEL Mechanical Engineering Video Lecture Online Study MaterialDocument38 pagesNPTEL Mechanical Engineering Video Lecture Online Study MaterialAniruddha JasuNo ratings yet
- FCGuide-pre4 2 0Document124 pagesFCGuide-pre4 2 0José MiguelNo ratings yet
- TCPM - Ikue Consulting Co - , LTD - Specification DispatchDocument30 pagesTCPM - Ikue Consulting Co - , LTD - Specification DispatchSPACELINK AERO SERVICESNo ratings yet
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanNo ratings yet
- Research of The Efficiency of High-Level Water Collecting Cooling Tower With TheDocument10 pagesResearch of The Efficiency of High-Level Water Collecting Cooling Tower With TheSimoncarter LawNo ratings yet
- Basic Understanding of Clean Rooms.232223009Document15 pagesBasic Understanding of Clean Rooms.232223009van tung NguyenNo ratings yet
- Elementary ApplicationsDocument3 pagesElementary ApplicationsMECHANICAL ENGINEERINGNo ratings yet
- Waves and Sound WorksheetDocument11 pagesWaves and Sound WorksheetLailaNo ratings yet
- 2015 JC1 H2 Promotional Exam Paper 2 Question PaperDocument17 pages2015 JC1 H2 Promotional Exam Paper 2 Question Paperhmm hehe0% (1)
- Machine Elements L2Document31 pagesMachine Elements L2Julie Ann D. GaboNo ratings yet
- CTS HandbookDocument786 pagesCTS HandbookRicky Vil100% (4)
- Unsteady CSTRs and Semibatch ReactorsDocument8 pagesUnsteady CSTRs and Semibatch ReactorssiegherrNo ratings yet
- E450 456Document4 pagesE450 456Miguel CanoNo ratings yet