You might also like
- Ultrasonic Inspection of Pressure Vessel Construction Welds Using Phased ArraysDocument17 pagesUltrasonic Inspection of Pressure Vessel Construction Welds Using Phased ArraystbmariNo ratings yet
- Ultrasonic TestingDocument34 pagesUltrasonic TestingLeon Heart FCNo ratings yet
- 02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - BrasilDocument16 pages02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - Brasilfranklin84No ratings yet
- Phased Array - GeneralDocument192 pagesPhased Array - GeneralAndy MariscalNo ratings yet
- Hased Array Ultrasonic Testing, Sectorial ScanDocument7 pagesHased Array Ultrasonic Testing, Sectorial Scanநந்த குமார் சம்பத் நாகராஜன்100% (1)
- PAUT - Full Notes PDFDocument118 pagesPAUT - Full Notes PDFRamesh mudunuri100% (5)
- Pressure Vessel Inspections Using Ultrasonic Phased ArraysDocument13 pagesPressure Vessel Inspections Using Ultrasonic Phased ArraysCemal NergizNo ratings yet
- Phased Array Ultrasonic TechnologyDocument23 pagesPhased Array Ultrasonic Technologyd00bright100% (1)
- White Paper Phased Array Technology OlympusDocument28 pagesWhite Paper Phased Array Technology Olympusborja garcia sastreNo ratings yet
- Ultrasonic Phased ArrayDocument2 pagesUltrasonic Phased ArrayMahade Hasan DipuNo ratings yet
- Astm E2491 06Document13 pagesAstm E2491 06phanthanhhungNo ratings yet
- PAUT - Full NotesDocument118 pagesPAUT - Full NotesRamesh mudunuri75% (4)
- Phased Array Ultrasonic Testing-BLUESTARDocument93 pagesPhased Array Ultrasonic Testing-BLUESTARLương Hồ Vũ100% (3)
- It0404 20 PDFDocument5 pagesIt0404 20 PDFIvan MauricioNo ratings yet
- AUT For Pipeline Girth Welds 2nd Edition - SampleDocument4 pagesAUT For Pipeline Girth Welds 2nd Edition - SampleMarciel AmorimNo ratings yet
- Phase Array Ultrasonic PrincipleDocument13 pagesPhase Array Ultrasonic PrinciplealexmontellNo ratings yet
- Phased Array Presentation - GeneralDocument194 pagesPhased Array Presentation - GeneralAgustín Molina Ibáñez100% (1)
- Astm E2491-06Document13 pagesAstm E2491-06Andi DaudNo ratings yet
- Introducción A La Tecnología de Ultrasonidos Phased ArrayDocument7 pagesIntroducción A La Tecnología de Ultrasonidos Phased ArrayClemente Rafael Marval EscalonaNo ratings yet
- NDT - Phased Array Ultrasonic Testing (PAUT)Document15 pagesNDT - Phased Array Ultrasonic Testing (PAUT)Ashwini SinghNo ratings yet
- PAUTDocument7 pagesPAUTDeepakNo ratings yet
- Portable Phased Array ApplicationsDocument18 pagesPortable Phased Array ApplicationsEur-Ing Nicola GalluzziNo ratings yet
- Guided Wave TestingDocument4 pagesGuided Wave TestingalphadingNo ratings yet
- IOP Conference: Finite element simulation of ultrasonic phased arrayDocument8 pagesIOP Conference: Finite element simulation of ultrasonic phased arrayBenjoy JohnNo ratings yet
- Introduction To PAUTDocument25 pagesIntroduction To PAUTndtitc100% (3)
- Manual Phased Array Ultrasonic Technique For Weld ApplicationDocument7 pagesManual Phased Array Ultrasonic Technique For Weld ApplicationphanthanhhungNo ratings yet
- Inspect Flange Joints for Corrosion Using Phased ArrayDocument54 pagesInspect Flange Joints for Corrosion Using Phased ArrayDeepak100% (2)
- Ultrasonics Examination Part 3Document3 pagesUltrasonics Examination Part 3JlkKumarNo ratings yet
- 1 03 14Document9 pages1 03 14koib789No ratings yet
- ECAT NAMS Paper by Raju GDocument10 pagesECAT NAMS Paper by Raju GanishNo ratings yet
- Omnidirectional Guided Wave Inspection of Large Metallic Plate Structures Using An EMAT ArrayDocument13 pagesOmnidirectional Guided Wave Inspection of Large Metallic Plate Structures Using An EMAT ArraySiddharth ShankarNo ratings yet
- S-scan Coverage Modeling Shows Number of Scans Needed for WeldsDocument17 pagesS-scan Coverage Modeling Shows Number of Scans Needed for WeldsJ.Carrasco100% (2)
- Calibration Methods and Reference Standards in Ultrasonic TestingDocument4 pagesCalibration Methods and Reference Standards in Ultrasonic TestingKevin HuangNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- Ut Job Knowledge - TwiDocument10 pagesUt Job Knowledge - TwiBhanu Pratap ChoudhuryNo ratings yet
- Basic Phased Array Introduction (V1)Document31 pagesBasic Phased Array Introduction (V1)ngmthongNo ratings yet
- 005.how Phased Arrays Work - FCBDocument34 pages005.how Phased Arrays Work - FCBShravanKumar JingarNo ratings yet
- Encoded Phased Array Bridge Pin Inspection: Product Function and FormDocument9 pagesEncoded Phased Array Bridge Pin Inspection: Product Function and FormAhmad FawzeNo ratings yet
- PAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsDocument20 pagesPAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsRupam BaruahNo ratings yet
- Uu 30 2009Document5 pagesUu 30 2009Eka Panji SaptaprasetyaNo ratings yet
- Phased Array Intro AdvancedDocument59 pagesPhased Array Intro Advancedjustin davis100% (5)
- Phased Array - StudiesDocument48 pagesPhased Array - Studiespandimr100% (1)
- Section113 042214 PDFDocument24 pagesSection113 042214 PDFJonathon EdgingtonNo ratings yet
- ISO 9001 2015 TrainingDocument242 pagesISO 9001 2015 TrainingDurgamadhaba MishraNo ratings yet
- Par V6Document25 pagesPar V6Kubilay ÖcelNo ratings yet
- DWDM TestDocument20 pagesDWDM TestPasham ShivaNo ratings yet
- Phased Array Ultrasonic Testing of Welds - 101-120Document20 pagesPhased Array Ultrasonic Testing of Welds - 101-120Kevin HuangNo ratings yet
- PA Technical Guidelines Extract - enDocument10 pagesPA Technical Guidelines Extract - enRizwan Jamil0% (1)
- Paut Total ProcedureDocument25 pagesPaut Total ProcedureMassimo Fumarola100% (1)
- PAR PresentationDocument25 pagesPAR PresentationKubilay ÖcelNo ratings yet
- General Phased Array Questions PDFDocument7 pagesGeneral Phased Array Questions PDFMarcus AntoniusNo ratings yet
- Handbook of Ultra-Wideband Short-Range Sensing: Theory, Sensors, ApplicationsFrom EverandHandbook of Ultra-Wideband Short-Range Sensing: Theory, Sensors, ApplicationsNo ratings yet
- Dense Wavelength Division Multiplexed (DWDM) Testing: Figure 1. Overview of A DWDM SystemDocument19 pagesDense Wavelength Division Multiplexed (DWDM) Testing: Figure 1. Overview of A DWDM SystemCamilo R.Ortega M.No ratings yet
- E S A W M N U C A: Xploiting Mart Ntennas in Ireless ESH Etworks Sing Ontention CcessDocument12 pagesE S A W M N U C A: Xploiting Mart Ntennas in Ireless ESH Etworks Sing Ontention CcessV'nod Rathode BNo ratings yet
- Simulation and experiments of tandem ultrasonic techniquesDocument10 pagesSimulation and experiments of tandem ultrasonic techniquesAbd Rahman AliasNo ratings yet
- Phased Array and ToFD - V - Radiography PDFDocument14 pagesPhased Array and ToFD - V - Radiography PDFdarouich100% (1)
- PAUT - Phased Array and ToFD - V - Radiography PDFDocument14 pagesPAUT - Phased Array and ToFD - V - Radiography PDFdarouichNo ratings yet
- Radio Control for Model Ships, Boats and AircraftFrom EverandRadio Control for Model Ships, Boats and AircraftRating: 5 out of 5 stars5/5 (1)
- 1-s2.0-S2452321623003487-mainDocument6 pages1-s2.0-S2452321623003487-mainJose Marval RodriguezNo ratings yet
- CCM INTRODUCCION POLACADocument9 pagesCCM INTRODUCCION POLACAJose Marval RodriguezNo ratings yet
- Alcotac FE14 TI EVH 0020-1Document2 pagesAlcotac FE14 TI EVH 0020-1Jose Marval RodriguezNo ratings yet
- PROGRAMA SIDERURGIADocument18 pagesPROGRAMA SIDERURGIAJose Marval RodriguezNo ratings yet
- ALTO HORNO LITERATURADocument11 pagesALTO HORNO LITERATURAJose Marval RodriguezNo ratings yet
- SVPWM Using Sic Gan Power Driven MotorsDocument12 pagesSVPWM Using Sic Gan Power Driven MotorsJose Marval RodriguezNo ratings yet
- Alcotac FE14 TI EVH 0020-1Document2 pagesAlcotac FE14 TI EVH 0020-1Jose Marval RodriguezNo ratings yet
- The Useof Deep Learningfor Sticker Detection During Continuous CastingDocument7 pagesThe Useof Deep Learningfor Sticker Detection During Continuous CastingJose Marval RodriguezNo ratings yet
- Benefits of induction heating for metal forging applicationsDocument4 pagesBenefits of induction heating for metal forging applicationsdhruvNo ratings yet
- Study of The Deskulling Problem of Tundishes in Continuous CastingDocument14 pagesStudy of The Deskulling Problem of Tundishes in Continuous CastingJose Marval RodriguezNo ratings yet
- Induction Furnace A EviewDocument9 pagesInduction Furnace A EviewsandipanNo ratings yet
- 08 Rietow AISTech08 Nailboard Paper PostDocument11 pages08 Rietow AISTech08 Nailboard Paper PostJose Marval RodriguezNo ratings yet
- Organic Binders Used To Agglomerate A Wide Variety of Mineral SubstratesDocument1 pageOrganic Binders Used To Agglomerate A Wide Variety of Mineral SubstratesJose Marval RodriguezNo ratings yet
- Electromagnetic Stirring in Continuous Casting ProcessDocument4 pagesElectromagnetic Stirring in Continuous Casting ProcessJose Marval RodriguezNo ratings yet
- WGC Akin 22080Document7 pagesWGC Akin 22080Jose Marval RodriguezNo ratings yet
- Optimization of Strand and Final Electromagnetic Stirrers of Round Bloom Casters With Multiple SectionsDocument2 pagesOptimization of Strand and Final Electromagnetic Stirrers of Round Bloom Casters With Multiple SectionsJose Marval RodriguezNo ratings yet
- Viscosity Reduction of Extra Heavy Crude Oil by MaDocument23 pagesViscosity Reduction of Extra Heavy Crude Oil by MaJose Marval RodriguezNo ratings yet
- FCC Anlisis 2Document13 pagesFCC Anlisis 2Jose Marval RodriguezNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- Api Performing A Storage Tank Risk Assessment v2Document3 pagesApi Performing A Storage Tank Risk Assessment v2Jose Marval RodriguezNo ratings yet
- LT1 DRI MarketDocument12 pagesLT1 DRI MarketJose Marval RodriguezNo ratings yet
- Shell Like Fractures in Continuously Cast SlabsDocument7 pagesShell Like Fractures in Continuously Cast SlabsJose Marval RodriguezNo ratings yet
- Polvo Escpria GapDocument15 pagesPolvo Escpria GapJose Marval RodriguezNo ratings yet
- Mold Powders Continuous CastingDocument6 pagesMold Powders Continuous CastingJose Marval RodriguezNo ratings yet
- Powder Waste Capitulo 8Document4 pagesPowder Waste Capitulo 8Jose Marval RodriguezNo ratings yet
- Shear Wave PDFDocument6 pagesShear Wave PDFcutefrenzyNo ratings yet
- Secondary Steelmaking Refractories: A Practical Training SeminarDocument4 pagesSecondary Steelmaking Refractories: A Practical Training SeminarJose Marval RodriguezNo ratings yet
- Quik BoreDocument2 pagesQuik BoreJose Marval RodriguezNo ratings yet
- API Equipment Inventory List For QUTE Phased Array Examinations - 01-2011.ashxDocument1 pageAPI Equipment Inventory List For QUTE Phased Array Examinations - 01-2011.ashxJose Marval RodriguezNo ratings yet
- Impact of Government Expenditure On Human Capital Development (1990-2022)Document55 pagesImpact of Government Expenditure On Human Capital Development (1990-2022)malijessica907No ratings yet
- An Approach To Predict The Failure of Water Mains Under Climatic VariationsDocument16 pagesAn Approach To Predict The Failure of Water Mains Under Climatic VariationsGeorge, Yonghe YuNo ratings yet
- ST5DB Skylake U Platform Block Diagram TitleDocument82 pagesST5DB Skylake U Platform Block Diagram TitleJOSE PAZNo ratings yet
- Speed, Velocity and FrictionDocument10 pagesSpeed, Velocity and FrictionCristie Ann GuiamNo ratings yet
- PTE - Template - Essay All TypesDocument8 pagesPTE - Template - Essay All TypeskajalNo ratings yet
- Net CallDocument2 pagesNet CallFerdinand Monte Jr.100% (2)
- POLE FOUNDATION ANALYSIS EXCEL TOOLDocument18 pagesPOLE FOUNDATION ANALYSIS EXCEL TOOLJosue HasbunNo ratings yet
- Advantages of Chain Grate Stokers: Dept of Mechanical Engg, NitrDocument3 pagesAdvantages of Chain Grate Stokers: Dept of Mechanical Engg, NitrRameshNo ratings yet
- PricelistDocument2,276 pagesPricelistadilcmsNo ratings yet
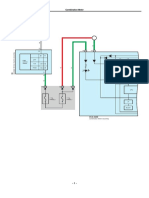
- Combination Meter: D1 (A), D2 (B)Document10 pagesCombination Meter: D1 (A), D2 (B)PeterNo ratings yet
- Equipment & Piping Layout T.N. GopinathDocument88 pagesEquipment & Piping Layout T.N. Gopinathhirenkumar patelNo ratings yet
- Economical Operation of Nuclear PlantsDocument10 pagesEconomical Operation of Nuclear PlantsArun PatilNo ratings yet
- StuffIt Deluxe Users GuideDocument100 pagesStuffIt Deluxe Users Guidesergio vieiraNo ratings yet
- Netprobe 2000Document351 pagesNetprobe 2000Jordon CampbellNo ratings yet
- Analyzing Reality vs Fantasy in English LessonsDocument7 pagesAnalyzing Reality vs Fantasy in English Lessonsjerico gaspanNo ratings yet
- Effect of In-Store Shelf Spacing On PurchaseDocument20 pagesEffect of In-Store Shelf Spacing On Purchasesiddeshsai54458No ratings yet
- Human Rights PDFDocument18 pagesHuman Rights PDFRohitNo ratings yet
- History of CAD - CAE CompaniesDocument5 pagesHistory of CAD - CAE CompaniesAntonio C. KeithNo ratings yet
- Catalan NumbersDocument17 pagesCatalan NumbersVishal GuptaNo ratings yet
- IEC Developer version 6.n compiler error F1002Document6 pagesIEC Developer version 6.n compiler error F1002AnddyNo ratings yet
- Physics 8 - EnergyDocument54 pagesPhysics 8 - EnergyHakim AbbasNo ratings yet
- CMO Olympiad Book For Class 3Document13 pagesCMO Olympiad Book For Class 3Srividya BaiNo ratings yet
- Full Download Ebook Ebook PDF Oracle 12c SQL 3rd Edition by Joan Casteel PDFDocument41 pagesFull Download Ebook Ebook PDF Oracle 12c SQL 3rd Edition by Joan Casteel PDFdaniel.morones654100% (35)
- Lamosa CatalogoDocument51 pagesLamosa CatalogoSofi SamareitesNo ratings yet
- Pump Card Analysis Simplified and ImprovedDocument14 pagesPump Card Analysis Simplified and ImprovedOsmund MwangupiliNo ratings yet
- Next Generation Mobile Network PosterDocument1 pageNext Generation Mobile Network PosterTarik Kazaz100% (2)
- Babylonian Mathematics (Also Known As Assyro-BabylonianDocument10 pagesBabylonian Mathematics (Also Known As Assyro-BabylonianNirmal BhowmickNo ratings yet
- Mass TransportationDocument20 pagesMass Transportationyoyo_8998No ratings yet
- CBSE KV Class VIII SA I Maths Sample Question Paper 2015Document3 pagesCBSE KV Class VIII SA I Maths Sample Question Paper 2015Amrita SenNo ratings yet
- Quality OrientationDocument2 pagesQuality OrientationResearcherNo ratings yet