You might also like
- A MEMS Ultrasonic Transducer For Monitoring of Steel StructuresDocument9 pagesA MEMS Ultrasonic Transducer For Monitoring of Steel StructuresJacqueline DidierNo ratings yet
- Radio Control for Model Ships, Boats and AircraftFrom EverandRadio Control for Model Ships, Boats and AircraftRating: 5 out of 5 stars5/5 (1)
- Guided Wave TestingDocument4 pagesGuided Wave TestingalphadingNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- 3-D Finite Element Modeling of Nanostructure Enhanced SAW SensorDocument6 pages3-D Finite Element Modeling of Nanostructure Enhanced SAW SensornitinsriniwasNo ratings yet
- 02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - BrasilDocument16 pages02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - Brasilfranklin84No ratings yet
- Emat CusDocument9 pagesEmat CusNakarin PotidokmaiNo ratings yet
- Ultrasonic Inspection of Pressure Vessel Construction Welds Using Phased ArraysDocument17 pagesUltrasonic Inspection of Pressure Vessel Construction Welds Using Phased ArraystbmariNo ratings yet
- Testing of Buried Pipelines Using Guided Waves: A. Demma, D. Alleyne, B. PavlakovicDocument7 pagesTesting of Buried Pipelines Using Guided Waves: A. Demma, D. Alleyne, B. PavlakovicNordin SuhadatNo ratings yet
- MFL Compendium 002Document59 pagesMFL Compendium 002kingston67% (3)
- Application of ACFM TechniqueDocument13 pagesApplication of ACFM Techniqueramakant9594No ratings yet
- A Vision-Based Broken Strand Detection Method For A Power-Line Maintenance RobotDocument8 pagesA Vision-Based Broken Strand Detection Method For A Power-Line Maintenance RobotAlluri Appa RaoNo ratings yet
- LRUT - Guided Wave Inspection TechniqueDocument40 pagesLRUT - Guided Wave Inspection TechniqueVijay Max100% (1)
- Ali Et Al - 2022 - Recent Developments and Challenges On Beam Steering Characteristics ofDocument24 pagesAli Et Al - 2022 - Recent Developments and Challenges On Beam Steering Characteristics ofadamhong0109No ratings yet
- Phased Array Ultrasonic TechnologyDocument23 pagesPhased Array Ultrasonic Technologyd00bright100% (1)
- AUT For Pipeline Girth Welds 2nd Edition - SampleDocument4 pagesAUT For Pipeline Girth Welds 2nd Edition - SampleMarciel AmorimNo ratings yet
- Mechanical Systems and Signal ProcessingDocument16 pagesMechanical Systems and Signal ProcessingMarina GamaNo ratings yet
- Periodic Leaky-Wave Antenna For Millimeter Wave Applications Based On Substrate Integrated WaveguideDocument8 pagesPeriodic Leaky-Wave Antenna For Millimeter Wave Applications Based On Substrate Integrated Waveguideel khamlichi dahbiNo ratings yet
- Ref 43Document10 pagesRef 43Tahir AbbasNo ratings yet
- Guided-Wave and Leakage Characteristics of Substrate Integrated WaveguideDocument8 pagesGuided-Wave and Leakage Characteristics of Substrate Integrated WaveguideSabirSayedNo ratings yet
- Pieraccini 2008Document7 pagesPieraccini 2008Mete DanışmanNo ratings yet
- Simulation of Ultrasonic Guided Wave Inspection in CIVA Software PlatformDocument10 pagesSimulation of Ultrasonic Guided Wave Inspection in CIVA Software PlatformMohsin IamNo ratings yet
- ACES BougheddaDocument8 pagesACES Bougheddadhayalan rNo ratings yet
- MFL Compendium - 001Document26 pagesMFL Compendium - 001kingston100% (2)
- Inspection of Rocket Engine Components Using Laser-Based UltrasoundDocument2 pagesInspection of Rocket Engine Components Using Laser-Based UltrasoundPavithranNo ratings yet
- ArticleText 19105 1 10 20200501Document16 pagesArticleText 19105 1 10 20200501rallabhandiSKNo ratings yet
- NDT Phased Array Ultrasonic TestingDocument54 pagesNDT Phased Array Ultrasonic TestingDeepak100% (2)
- 27 251s PDFDocument6 pages27 251s PDFDurgamadhaba MishraNo ratings yet
- Study of A Space-Time Monitoring of High-Speed Railway Underline Structure Using Distributed Optical Vibration Sensing TechnologyDocument16 pagesStudy of A Space-Time Monitoring of High-Speed Railway Underline Structure Using Distributed Optical Vibration Sensing TechnologyThe mighty DIOUFNo ratings yet
- Fabrication and Calibration of Search Coils: M. BuzioDocument35 pagesFabrication and Calibration of Search Coils: M. BuzioGeorge AcostaNo ratings yet
- Efficient Analysis of Novel SIWDocument4 pagesEfficient Analysis of Novel SIWSaad GulfamNo ratings yet
- Electromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarDocument8 pagesElectromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarVuong Tran VanNo ratings yet
- Phased ArrayDocument13 pagesPhased ArrayCemal NergizNo ratings yet
- ISO 9001 2015 TrainingDocument242 pagesISO 9001 2015 TrainingDurgamadhaba MishraNo ratings yet
- SPE 168606 A New Method For Fracture Diagnostics Using Low Frequency Electromagnetic InductionDocument11 pagesSPE 168606 A New Method For Fracture Diagnostics Using Low Frequency Electromagnetic Inductionamramazon88No ratings yet
- PAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsDocument20 pagesPAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsRupam BaruahNo ratings yet
- EMAT Ultrasonic Guided Wave Inspection of Simple Pipe SupportsDocument4 pagesEMAT Ultrasonic Guided Wave Inspection of Simple Pipe SupportsVuong Tran VanNo ratings yet
- OMTDocument9 pagesOMTkiroonsiNo ratings yet
- By Michael Moles, Ph. DDocument8 pagesBy Michael Moles, Ph. DJose Marval RodriguezNo ratings yet
- Recent Developments in Ultrasonic NDT Modelling in CIVADocument7 pagesRecent Developments in Ultrasonic NDT Modelling in CIVAcal2_uniNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- Heat ExchangerDocument11 pagesHeat ExchangerTita Tokcher SnheuenNo ratings yet
- Transmission Line Signature AnalysisDocument6 pagesTransmission Line Signature AnalysisLalit KumarNo ratings yet
- Acce Ler Ometer 2Document6 pagesAcce Ler Ometer 2sanaz shoaieNo ratings yet
- Ijita21-02-p05.Wireless Data Transmission Options in Rotary In-Drilling Alignment (R-Ida) Setups For Multilateral Oil Drilling ApplicationsDocument8 pagesIjita21-02-p05.Wireless Data Transmission Options in Rotary In-Drilling Alignment (R-Ida) Setups For Multilateral Oil Drilling Applicationszouke2002No ratings yet
- Screen-Printed, Flexible, Parasitic Beam-Switching Millimeter-Wave Antenna Array For Wearable ApplicationsDocument9 pagesScreen-Printed, Flexible, Parasitic Beam-Switching Millimeter-Wave Antenna Array For Wearable Applicationsantonio ScacchiNo ratings yet
- Guided Wave Diffraction Tomography Within The Born ApproximationDocument14 pagesGuided Wave Diffraction Tomography Within The Born ApproximationTahir AbbasNo ratings yet
- Simulation of Acoustic Wave Devices Using MatlabDocument4 pagesSimulation of Acoustic Wave Devices Using MatlabAndrew JonesNo ratings yet
- IET Microwaves Antenna Prop - 2022 - Wu - A Low Cost Phased Array Antenna With Axially Loaded Dielectric LaminasDocument7 pagesIET Microwaves Antenna Prop - 2022 - Wu - A Low Cost Phased Array Antenna With Axially Loaded Dielectric Laminas20kq1a0486eceNo ratings yet
- 1 - Paul Doru Barsanescu PDFDocument8 pages1 - Paul Doru Barsanescu PDF冰冰No ratings yet
- Theory and Analysis of Leaky Coaxial Cables With Periodic SlotsDocument10 pagesTheory and Analysis of Leaky Coaxial Cables With Periodic SlotsSamruddha ThakurNo ratings yet
- McMillan Etal Sensors 2023 Design and Manufacture of An Optimised Side Shifted PPM 2 EMAT ArrayDocument18 pagesMcMillan Etal Sensors 2023 Design and Manufacture of An Optimised Side Shifted PPM 2 EMAT ArrayTATI TorresNo ratings yet
- Challenges in Improving The PerformanceDocument19 pagesChallenges in Improving The PerformanceMohammad MiralaNo ratings yet
- Application of Tandem Techniques With Contact Mono-Elements or Phased Array Probes: Simulation and ExperimentsDocument10 pagesApplication of Tandem Techniques With Contact Mono-Elements or Phased Array Probes: Simulation and ExperimentsAbd Rahman AliasNo ratings yet
- Planar Band-Notched Ultra-Wideband Antenna With Square-Looped and End-Coupled ResonatorDocument7 pagesPlanar Band-Notched Ultra-Wideband Antenna With Square-Looped and End-Coupled ResonatorNidhi PanditNo ratings yet
- Kim 2004Document3 pagesKim 2004Aqib AliNo ratings yet
- Half Mode Waveguide Design Based On SIW Technology: April 2014Document6 pagesHalf Mode Waveguide Design Based On SIW Technology: April 2014pedro1fonzecaNo ratings yet
- ECT Signal AnalysisDocument92 pagesECT Signal AnalysisMuhammad Noor Fadhli100% (8)
- It0404 20 PDFDocument5 pagesIt0404 20 PDFIvan MauricioNo ratings yet
- Ultrasonic Prediction of R-Value in Deep Drawing SteelsDocument7 pagesUltrasonic Prediction of R-Value in Deep Drawing SteelsSiddharth ShankarNo ratings yet
- Quality and Satisfaction Analysis in A Sporting Event: Harshni SreedharDocument6 pagesQuality and Satisfaction Analysis in A Sporting Event: Harshni SreedharSiddharth ShankarNo ratings yet
- Blanchard'S Theory of Situational Leadership & Transactional AnalysisDocument11 pagesBlanchard'S Theory of Situational Leadership & Transactional AnalysisSiddharth ShankarNo ratings yet
- The Homeless World Cup AcitivityDocument12 pagesThe Homeless World Cup AcitivitySiddharth ShankarNo ratings yet
- Marketing Plan For TentreeDocument32 pagesMarketing Plan For TentreeSiddharth ShankarNo ratings yet
- Case Study of A Sporting EventDocument6 pagesCase Study of A Sporting EventSiddharth ShankarNo ratings yet
- Management Skills Applied To An Ethical Issue in SportDocument6 pagesManagement Skills Applied To An Ethical Issue in SportSiddharth ShankarNo ratings yet
- Chapter 7Document25 pagesChapter 7Alesha ZahraNo ratings yet
- Literature Survey: 2.1 Review On Machine Learning Techniques For Stock Price PredictionDocument15 pagesLiterature Survey: 2.1 Review On Machine Learning Techniques For Stock Price Predictionritesh sinhaNo ratings yet
- Alfa Laval MOPX310SDocument64 pagesAlfa Laval MOPX310SvaleriyNo ratings yet
- A GCE Physics B 2865 01 January 2006 Question PaperDocument24 pagesA GCE Physics B 2865 01 January 2006 Question PaperMitul KaziNo ratings yet
- T014108e PDFDocument5 pagesT014108e PDFSilvester KolicNo ratings yet
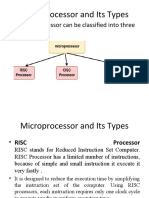
- Microprocessor and Its TypesDocument16 pagesMicroprocessor and Its TypesAisha SarinNo ratings yet
- Chemical Feed Tank Levels - Birkenberger - 122908Document2 pagesChemical Feed Tank Levels - Birkenberger - 122908Brian McMorrisNo ratings yet
- Chalmlite Tutorials CompleteDocument10 pagesChalmlite Tutorials CompleteabidekNo ratings yet
- Splitting Large Volume BIP Report Output Into Multiple Output FilesDocument5 pagesSplitting Large Volume BIP Report Output Into Multiple Output Fileschandan_infotechNo ratings yet
- T450 - T650E-T650EF T650-T650F: Use and Maintenance ManualDocument56 pagesT450 - T650E-T650EF T650-T650F: Use and Maintenance ManualimaginshieldNo ratings yet
- Loading and HaulDocument27 pagesLoading and HaulAUGEN AMBROSENo ratings yet
- Struttura Uomo - enDocument304 pagesStruttura Uomo - enNekro TopsNo ratings yet
- Modeling of A Gasifier Using Cycle-Tempo For SOFC ApplicationsDocument8 pagesModeling of A Gasifier Using Cycle-Tempo For SOFC ApplicationsFerdy KurniawanNo ratings yet
- Third Term Examination, July, 2022: Horizon College InternationalDocument6 pagesThird Term Examination, July, 2022: Horizon College InternationalA BoiNo ratings yet
- 20-Statisticsandprobability11 q4 Mod20 IdentifyingthedependentandindependentvariableDocument27 pages20-Statisticsandprobability11 q4 Mod20 IdentifyingthedependentandindependentvariableLerwin Garinga67% (3)
- VEP-Series Threaded Flushface: Quick Release CouplingsDocument1 pageVEP-Series Threaded Flushface: Quick Release CouplingsrweidlingNo ratings yet
- 17428Document34 pages17428Amit GhadeNo ratings yet
- LM338K Regulador de VoltageDocument12 pagesLM338K Regulador de Voltagealexjcc10No ratings yet
- Brush Seal Application As Replacement of Labyrinth SealsDocument15 pagesBrush Seal Application As Replacement of Labyrinth SealsGeorge J AlukkalNo ratings yet
- Basic Calculus: 4 Antiderivatives of Trigonometric FunctionsDocument10 pagesBasic Calculus: 4 Antiderivatives of Trigonometric FunctionsLancy Cidro100% (1)
- Chemistry Picture Vocabulary - BondingDocument35 pagesChemistry Picture Vocabulary - Bondingapi-2545145130% (1)
- KST ConveyorTech 51 enDocument57 pagesKST ConveyorTech 51 enOscar Jiménez gilNo ratings yet
- Biophysical Techniques in Photosynthesis PDFDocument424 pagesBiophysical Techniques in Photosynthesis PDFAbdelhakim HarchaouiNo ratings yet
- Viper12A-E: Low Power Offline Switched-Mode Power Supply Primary SwitcherDocument21 pagesViper12A-E: Low Power Offline Switched-Mode Power Supply Primary SwitcherChristianBellNo ratings yet
- A Case StudyDocument10 pagesA Case StudynourooziNo ratings yet
- IEEETPCTutorial Sag TensionCalcsDocument11 pagesIEEETPCTutorial Sag TensionCalcsjoelduparNo ratings yet
- Organic ChemistryDocument11 pagesOrganic ChemistryHebah TanveerNo ratings yet
- Netstat TutorialDocument6 pagesNetstat TutorialAlex Moki100% (1)
- Lab 1 Introduction To Linux Environment and C CompilerDocument6 pagesLab 1 Introduction To Linux Environment and C CompilerRabiatul AdawiahNo ratings yet
- Projections of Plane: Prepared By: Mr. Hiren Prajapati Asst. Professor, Institute of Technology, Nirma UniversityDocument24 pagesProjections of Plane: Prepared By: Mr. Hiren Prajapati Asst. Professor, Institute of Technology, Nirma UniversityKirtan PatelNo ratings yet
- Computer Networking: The Complete Beginner's Guide to Learning the Basics of Network Security, Computer Architecture, Wireless Technology and Communications Systems (Including Cisco, CCENT, and CCNA)From EverandComputer Networking: The Complete Beginner's Guide to Learning the Basics of Network Security, Computer Architecture, Wireless Technology and Communications Systems (Including Cisco, CCENT, and CCNA)Rating: 4 out of 5 stars4/5 (4)
- FTTx Networks: Technology Implementation and OperationFrom EverandFTTx Networks: Technology Implementation and OperationRating: 5 out of 5 stars5/5 (1)
- AWS Certified Solutions Architect Study Guide: Associate SAA-C01 ExamFrom EverandAWS Certified Solutions Architect Study Guide: Associate SAA-C01 ExamRating: 4 out of 5 stars4/5 (1)
- ITIL® 4 Create, Deliver and Support (CDS): Your companion to the ITIL 4 Managing Professional CDS certificationFrom EverandITIL® 4 Create, Deliver and Support (CDS): Your companion to the ITIL 4 Managing Professional CDS certificationRating: 5 out of 5 stars5/5 (2)
- Cybersecurity: The Beginner's Guide: A comprehensive guide to getting started in cybersecurityFrom EverandCybersecurity: The Beginner's Guide: A comprehensive guide to getting started in cybersecurityRating: 5 out of 5 stars5/5 (2)
- The Compete Ccna 200-301 Study Guide: Network Engineering EditionFrom EverandThe Compete Ccna 200-301 Study Guide: Network Engineering EditionRating: 5 out of 5 stars5/5 (4)
- Evaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsFrom EverandEvaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsRating: 5 out of 5 stars5/5 (1)
- ITIL® 4 Drive Stakeholder Value (DSV): Your companion to the ITIL 4 Managing Professional DSV certificationFrom EverandITIL® 4 Drive Stakeholder Value (DSV): Your companion to the ITIL 4 Managing Professional DSV certificationNo ratings yet
- Microsoft Azure Infrastructure Services for Architects: Designing Cloud SolutionsFrom EverandMicrosoft Azure Infrastructure Services for Architects: Designing Cloud SolutionsNo ratings yet
- AWS Certified Solutions Architect Study Guide: Associate SAA-C02 ExamFrom EverandAWS Certified Solutions Architect Study Guide: Associate SAA-C02 ExamNo ratings yet
- Cybersecurity: A Simple Beginner’s Guide to Cybersecurity, Computer Networks and Protecting Oneself from Hacking in the Form of Phishing, Malware, Ransomware, and Social EngineeringFrom EverandCybersecurity: A Simple Beginner’s Guide to Cybersecurity, Computer Networks and Protecting Oneself from Hacking in the Form of Phishing, Malware, Ransomware, and Social EngineeringRating: 5 out of 5 stars5/5 (40)
- Open Radio Access Network (O-RAN) Systems Architecture and DesignFrom EverandOpen Radio Access Network (O-RAN) Systems Architecture and DesignNo ratings yet
- The Windows Command Line Beginner's Guide: Second EditionFrom EverandThe Windows Command Line Beginner's Guide: Second EditionRating: 4 out of 5 stars4/5 (4)
- Microsoft Certified Azure Fundamentals Study Guide: Exam AZ-900From EverandMicrosoft Certified Azure Fundamentals Study Guide: Exam AZ-900No ratings yet
- Network+ Study Guide & Practice ExamsFrom EverandNetwork+ Study Guide & Practice ExamsRating: 4.5 out of 5 stars4.5/5 (5)
- Hacking Network Protocols: Complete Guide about Hacking, Scripting and Security of Computer Systems and Networks.From EverandHacking Network Protocols: Complete Guide about Hacking, Scripting and Security of Computer Systems and Networks.Rating: 5 out of 5 stars5/5 (2)
- CWNA Certified Wireless Network Administrator Study Guide: Exam CWNA-108From EverandCWNA Certified Wireless Network Administrator Study Guide: Exam CWNA-108No ratings yet
- Set Up Your Own IPsec VPN, OpenVPN and WireGuard Server: Build Your Own VPNFrom EverandSet Up Your Own IPsec VPN, OpenVPN and WireGuard Server: Build Your Own VPNRating: 5 out of 5 stars5/5 (1)
- Amazon Web Services (AWS) Interview Questions and AnswersFrom EverandAmazon Web Services (AWS) Interview Questions and AnswersRating: 4.5 out of 5 stars4.5/5 (3)
- Hacking: A Beginners Guide To Your First Computer Hack; Learn To Crack A Wireless Network, Basic Security Penetration Made Easy and Step By Step Kali LinuxFrom EverandHacking: A Beginners Guide To Your First Computer Hack; Learn To Crack A Wireless Network, Basic Security Penetration Made Easy and Step By Step Kali LinuxRating: 4.5 out of 5 stars4.5/5 (67)
- Computer Networking: The Complete Guide to Understanding Wireless Technology, Network Security, Computer Architecture and Communications Systems (Including Cisco, CCNA and CCENT)From EverandComputer Networking: The Complete Guide to Understanding Wireless Technology, Network Security, Computer Architecture and Communications Systems (Including Cisco, CCNA and CCENT)No ratings yet
- ITIL 4 : Drive Stakeholder Value: Reference and study guideFrom EverandITIL 4 : Drive Stakeholder Value: Reference and study guideNo ratings yet
- How to Jailbreak Roku: Unlock Roku, Roku Stick, Roku Ultra, Roku Express, Roku TV with Kodi Step by Step GuideFrom EverandHow to Jailbreak Roku: Unlock Roku, Roku Stick, Roku Ultra, Roku Express, Roku TV with Kodi Step by Step GuideRating: 1 out of 5 stars1/5 (1)