You might also like
- Scheme of Work: Cambridge IGCSE™ / Cambridge IGCSE (9-1) Chemistry 0620 /0971Document97 pagesScheme of Work: Cambridge IGCSE™ / Cambridge IGCSE (9-1) Chemistry 0620 /0971Ala'100% (3)
- White Wax 50 G White Petrolatum 950 G To Make 1000 GDocument3 pagesWhite Wax 50 G White Petrolatum 950 G To Make 1000 GRoseanne Legaspi CasayuranNo ratings yet
- Metodo I.S.EN12821-2009 Vitamin DDocument28 pagesMetodo I.S.EN12821-2009 Vitamin DAlex SaenzNo ratings yet
- Statistical Analysis and Investigation of Tensile Test Data of Coir Composites Reinforced With Graphene, Epoxy and Carbon FibreDocument12 pagesStatistical Analysis and Investigation of Tensile Test Data of Coir Composites Reinforced With Graphene, Epoxy and Carbon FibreVasanthakumar B.E;No ratings yet
- Mechanical Properties of Silanized Jute-Polypropylene CompositesDocument6 pagesMechanical Properties of Silanized Jute-Polypropylene CompositesJuan Camilo Pedraza OrtizNo ratings yet
- Hybrid ComopositeDocument12 pagesHybrid Comopositeagus MujiantoNo ratings yet
- Composites Science and Technology: SciencedirectDocument9 pagesComposites Science and Technology: SciencedirectAndrés Felipe MontoyaNo ratings yet
- Article EffectOfGrainSizeOnTheStructurDocument9 pagesArticle EffectOfGrainSizeOnTheStructurSayan RakshitNo ratings yet
- Mechanical Characterization of MMT Nano Clay/Epoxy/ Basalt Fiber CompositesDocument6 pagesMechanical Characterization of MMT Nano Clay/Epoxy/ Basalt Fiber CompositesArpan BhandariNo ratings yet
- Composites Science and Technology: Susan M. Rankin, Mikayla K. Moody, Amit K. Naskar, Christopher C. BowlandDocument8 pagesComposites Science and Technology: Susan M. Rankin, Mikayla K. Moody, Amit K. Naskar, Christopher C. Bowlandaagun1No ratings yet
- 1 s2.0 S0266353814003571 MainDocument10 pages1 s2.0 S0266353814003571 MainHariomNo ratings yet
- Guzmán 2018 IOP Conf. Ser. Mater. Sci. Eng. 437 012015Document13 pagesGuzmán 2018 IOP Conf. Ser. Mater. Sci. Eng. 437 012015deathjester1No ratings yet
- Effects of Fibre Surface Treatment On Fracture-Mechanical Properties of Sisal-Fibre CompositeDocument2 pagesEffects of Fibre Surface Treatment On Fracture-Mechanical Properties of Sisal-Fibre CompositePraveen KumarNo ratings yet
- Attahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Document12 pagesAttahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Ivan LingNo ratings yet
- Article 7 MechakraDocument11 pagesArticle 7 MechakraLeksir KamiliaNo ratings yet
- Accepted Manuscript: Composites Part BDocument27 pagesAccepted Manuscript: Composites Part BMuhammad Abdur RashidNo ratings yet
- Fig 1: Fiber Reinforced Polymer CompositesDocument23 pagesFig 1: Fiber Reinforced Polymer CompositesanonymousNo ratings yet
- Research ArticleDocument13 pagesResearch ArticleSyed Ahmad Ali ShahNo ratings yet
- 1 s2.0 S1359835X15003103 MainDocument9 pages1 s2.0 S1359835X15003103 MainThanusha ReddyNo ratings yet
- Polymers 15 00145 v2Document40 pagesPolymers 15 00145 v2sirajNo ratings yet
- Free Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDocument5 pagesFree Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDr Engr Md Zillur RahmanNo ratings yet
- Influence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesDocument16 pagesInfluence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesWalid YahiaouiNo ratings yet
- Effect of Fibre Orientation On The Mechanical Properties of Polypropylenelyocell Composites2018celluloseDocument14 pagesEffect of Fibre Orientation On The Mechanical Properties of Polypropylenelyocell Composites2018celluloseLizbeth Fernanda AnaveNo ratings yet
- Experimental Investigation On Coconut Coir ReinforcementDocument7 pagesExperimental Investigation On Coconut Coir ReinforcementSlim ShaddysNo ratings yet
- NCC 1Document10 pagesNCC 1Mega MustikaningrumNo ratings yet
- Durability of Natural Fiber-Reinforced Composites of Ethylene-Propylene Copolymer Under Accelerated Weathering and Composting ConditionsDocument20 pagesDurability of Natural Fiber-Reinforced Composites of Ethylene-Propylene Copolymer Under Accelerated Weathering and Composting ConditionsAnurag TripathiNo ratings yet
- Vinyl Additive Technology - 2022 - Mahakur - Effect of Alkaline Treatment On Physical Mechanical and ThermalDocument13 pagesVinyl Additive Technology - 2022 - Mahakur - Effect of Alkaline Treatment On Physical Mechanical and ThermalSanTosH SangamNo ratings yet
- J of Applied Polymer Sci - 2022 - Azimpour ShishevanDocument19 pagesJ of Applied Polymer Sci - 2022 - Azimpour ShishevanshahrozaligondalNo ratings yet
- Effect of Natural Fiber Reinforced Polypropylene Composite Using Resin ImpregnationDocument7 pagesEffect of Natural Fiber Reinforced Polypropylene Composite Using Resin ImpregnationchochoNo ratings yet
- Composite Material AssignmentDocument12 pagesComposite Material AssignmentMohd Shahrizan100% (1)
- Oushabi 2017 (Alakli Treatment)Document8 pagesOushabi 2017 (Alakli Treatment)Miguel Angel Ramos RuizNo ratings yet
- Polypropylene Matrix Composites Reinforced With Coconut FibersDocument6 pagesPolypropylene Matrix Composites Reinforced With Coconut FibersIsmove MvNo ratings yet
- Additives Used in Natural Fibre Reinforced Polymer 2022 Materials Today ProDocument8 pagesAdditives Used in Natural Fibre Reinforced Polymer 2022 Materials Today Prodeepali boradeNo ratings yet
- Experimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysisDocument11 pagesExperimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysissriyajambukarNo ratings yet
- Chand Gude 2021Document26 pagesChand Gude 2021Aruya VasyaNo ratings yet
- Rwawiire 2015Document9 pagesRwawiire 2015Lamia Nour Ben abdelrahmenNo ratings yet
- Chai Tanya 2017Document12 pagesChai Tanya 2017reza asheghi oskooeeNo ratings yet
- Effect of Fiber Length and Chemical Treatment On Wear Rate of The Natural Reinforced PolymerDocument7 pagesEffect of Fiber Length and Chemical Treatment On Wear Rate of The Natural Reinforced PolymerWafaa MahdiNo ratings yet
- 2015 - Ferreira - Fiber-Matrix Bond FNL-cement - ArtigoDocument11 pages2015 - Ferreira - Fiber-Matrix Bond FNL-cement - ArtigoJeferson Pereira SilvaNo ratings yet
- Effect of Silane Treatment On TheDocument13 pagesEffect of Silane Treatment On TheNasrin AkterNo ratings yet
- Ijemme V05i3001Document5 pagesIjemme V05i3001Romenick BelloNo ratings yet
- Mechanical Behavior of Plaster Reinforced With Abaca FibersDocument8 pagesMechanical Behavior of Plaster Reinforced With Abaca FibersLeidy Vanessa Trujillo SanchezNo ratings yet
- Synthesis, Characterization and Finite Element Analysis of Polypropylene Composite Reinforced by Jute and Carbon Fiber - 2023Document8 pagesSynthesis, Characterization and Finite Element Analysis of Polypropylene Composite Reinforced by Jute and Carbon Fiber - 2023bakhrul ilmiNo ratings yet
- Flax.e-Glass - Epoxy Hybrid+grapheneDocument15 pagesFlax.e-Glass - Epoxy Hybrid+grapheneANSHIDA ROUNA A N IMS21031No ratings yet
- Refiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043Document11 pagesRefiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043gunawan refiadiNo ratings yet
- MMCOE Project Report Format 2 - Main BodyDocument12 pagesMMCOE Project Report Format 2 - Main Bodyparthadhav2020.mech1No ratings yet
- Multilayered Alkyd Resin/Nanocellulose Coatings For Use in Renewable Packaging Solutions With A High Level of Moisture ResistanceDocument8 pagesMultilayered Alkyd Resin/Nanocellulose Coatings For Use in Renewable Packaging Solutions With A High Level of Moisture ResistanceMarco Antonio Moncada PillaNo ratings yet
- Effect of MAPP As Coupling Agent On The Performance of Sisal - PP Composites - Mohanty2004Document17 pagesEffect of MAPP As Coupling Agent On The Performance of Sisal - PP Composites - Mohanty2004deathjester1No ratings yet
- Lobo 2021Document8 pagesLobo 2021Yerco muñozNo ratings yet
- Highly Toughened and Transparent Biobased Epoxy Composites Reinforced With Cellulose NanofibrilsDocument13 pagesHighly Toughened and Transparent Biobased Epoxy Composites Reinforced With Cellulose Nanofibrilsmartina.cirronis96No ratings yet
- Composite Material ReportDocument22 pagesComposite Material ReportDevesh RajputNo ratings yet
- Thermo-Mechanical Properties of Low-Cost "Green" Phenolic Resin Composites Reinforced With Surface Modified Coir FiberDocument14 pagesThermo-Mechanical Properties of Low-Cost "Green" Phenolic Resin Composites Reinforced With Surface Modified Coir FiberManonmani DNo ratings yet
- Mechanical, Thermal and Fatigue Behaviour of Surface-Treated Novel Caryota Urens Fibre-Reinforced Epoxy Composite.Document11 pagesMechanical, Thermal and Fatigue Behaviour of Surface-Treated Novel Caryota Urens Fibre-Reinforced Epoxy Composite.Santosh PatelNo ratings yet
- KenafDocument7 pagesKenafagus MujiantoNo ratings yet
- Vaneewari 2021Document9 pagesVaneewari 2021bakhrul ilmiNo ratings yet
- Mechanical Engg. Minor ProjectDocument14 pagesMechanical Engg. Minor ProjectParas Thakur50% (2)
- Effect of Nano-SiO2 Modification On Mechanical andDocument18 pagesEffect of Nano-SiO2 Modification On Mechanical anditsmetheboy267No ratings yet
- Kenaf Fiber ApperDocument6 pagesKenaf Fiber ApperDr. R. Sathish KumarNo ratings yet
- Akash 2017 IOP Conf. Ser.: Mater. Sci. Eng. 191 012003Document6 pagesAkash 2017 IOP Conf. Ser.: Mater. Sci. Eng. 191 012003Deb Dulal TripuraNo ratings yet
- Review of Tribological Characteristics of Modified PEEK CompositesDocument6 pagesReview of Tribological Characteristics of Modified PEEK CompositesVIVA-TECH IJRINo ratings yet
- Polymer InternationalDocument13 pagesPolymer InternationalShaik KaleemullaNo ratings yet
- My Journal 1Document7 pagesMy Journal 1Brhane TeklayNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Materials Horizons: CommunicationDocument10 pagesMaterials Horizons: CommunicationMuhammad Abdur RashidNo ratings yet
- Accepted Manuscript: Composites Part BDocument27 pagesAccepted Manuscript: Composites Part BMuhammad Abdur RashidNo ratings yet
- Effect of Chemical Modification On Physical Properties of Natural Fiber-Reinforced Hybrid Polymer CompositesDocument10 pagesEffect of Chemical Modification On Physical Properties of Natural Fiber-Reinforced Hybrid Polymer CompositesMuhammad Abdur RashidNo ratings yet
- Eco FriendlyDocument50 pagesEco FriendlyMuhammad Abdur RashidNo ratings yet
- Polyethylene Green Composites Modified With Post Agricultural Waste Filler: Thermo-Mechanical and Damping PropertiesDocument14 pagesPolyethylene Green Composites Modified With Post Agricultural Waste Filler: Thermo-Mechanical and Damping PropertiesMuhammad Abdur RashidNo ratings yet
- Key Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites Focus On PLA Matrix CompositesDocument51 pagesKey Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites Focus On PLA Matrix CompositesMuhammad Abdur RashidNo ratings yet
- Carbohydrate Polymers: A B A B C C A BDocument8 pagesCarbohydrate Polymers: A B A B C C A BMuhammad Abdur RashidNo ratings yet
- A Review: Nanomaterials As A Filler in Natural Fiber Reinforced CompositesDocument16 pagesA Review: Nanomaterials As A Filler in Natural Fiber Reinforced CompositesMuhammad Abdur RashidNo ratings yet
- 10.1007@978 981 15 3669 4Document388 pages10.1007@978 981 15 3669 4Muhammad Abdur RashidNo ratings yet
- Whoc12 - 338Document7 pagesWhoc12 - 338Steve MarfissiNo ratings yet
- Rotary Kiln Handbook NEW PDFDocument40 pagesRotary Kiln Handbook NEW PDFNuno Monteiro100% (7)
- B-Cycle Recycling PortfolioDocument30 pagesB-Cycle Recycling PortfolioJose Victoriano MontielNo ratings yet
- Exerise No.5 Reticulocyte Count: Routine Hematology Laboratory Student Manual Volume 1Document6 pagesExerise No.5 Reticulocyte Count: Routine Hematology Laboratory Student Manual Volume 1Jam RamosNo ratings yet
- Padhle 11th - Some Basic Concepts of ChemistryDocument23 pagesPadhle 11th - Some Basic Concepts of Chemistrykartik sainiNo ratings yet
- Biology 9B Plant Growth: Hedingham SchoolDocument3 pagesBiology 9B Plant Growth: Hedingham SchoolAnonymous RuslwNZZlNo ratings yet
- GAHUMAN Dalton's LawDocument19 pagesGAHUMAN Dalton's LawTito V. Bautista Jr.No ratings yet
- Practical 2 RDTDocument20 pagesPractical 2 RDTDoraemon CuteNo ratings yet
- DCA4Document2 pagesDCA4JavierWaitaxNo ratings yet
- Formulation and Evaluation of CosmeticsDocument43 pagesFormulation and Evaluation of CosmeticsRahulNo ratings yet
- Ioc Quiz QuestionsDocument17 pagesIoc Quiz QuestionsrytorvasNo ratings yet
- Pharmaceutical Microbiology (Soph 262)Document76 pagesPharmaceutical Microbiology (Soph 262)Cliff OrdNo ratings yet
- RSC 2001 Marangoni Schramm PDFDocument46 pagesRSC 2001 Marangoni Schramm PDFQamar ShafiqNo ratings yet
- Performance and Emissions Characteristics of C.I. Engine Fueled With Palm Oil/palm Oil Methyl Ester Blended With Diesel FuelDocument6 pagesPerformance and Emissions Characteristics of C.I. Engine Fueled With Palm Oil/palm Oil Methyl Ester Blended With Diesel Fuelmohamed aliNo ratings yet
- BNi-7 TDSDocument2 pagesBNi-7 TDSQuang Thuận NguyễnNo ratings yet
- The Inner Transition Elements (F-Block)Document10 pagesThe Inner Transition Elements (F-Block)Kamalini.RNo ratings yet
- CP-D70DW CP-D707DW: Operation ManualDocument27 pagesCP-D70DW CP-D707DW: Operation ManualDean StaceyNo ratings yet
- Symmetry Elements and Point Groups: "Symmetry Is The Quantification of Beauty"Document93 pagesSymmetry Elements and Point Groups: "Symmetry Is The Quantification of Beauty"Jyoti GabaNo ratings yet
- Changes Around Us Notes 4.12.21Document3 pagesChanges Around Us Notes 4.12.21valentino alvaresNo ratings yet
- Copper Design ManualDocument22 pagesCopper Design Manualamr_scorpion_engNo ratings yet
- Stain RemovalDocument11 pagesStain RemovalANUJAT DENo ratings yet
- Mist Elimination Liquid Liquid CoalescingDocument20 pagesMist Elimination Liquid Liquid Coalescingpippo2378793No ratings yet
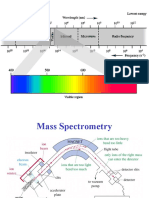
- Mass SpectrometryDocument49 pagesMass SpectrometryUbaid ShabirNo ratings yet
- Chemistry Classification of ReactionDocument3 pagesChemistry Classification of ReactionMohammad RussellNo ratings yet
- Usa Plant/Office Canada Plant/OfficeDocument7 pagesUsa Plant/Office Canada Plant/OfficeSama UmateNo ratings yet
- 8 Parts General EducationDocument49 pages8 Parts General EducationBea CeraldeNo ratings yet
- Cambridge IGCSE™: Chemistry 0620/43 May/June 2020Document10 pagesCambridge IGCSE™: Chemistry 0620/43 May/June 2020JOHN MVULA IINo ratings yet