You might also like
- Rotating EquipmentDocument202 pagesRotating EquipmentJithin Rajan Joseph100% (1)
- Friction Factor ManualDocument4 pagesFriction Factor ManualM K TEHSEENNo ratings yet
- Pump - Detail Calculation Sheet (Warman Style)Document2 pagesPump - Detail Calculation Sheet (Warman Style)Sai KrishNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- DC Electrical Circuit Analysis: Mehdi Rahmani-AndebiliDocument267 pagesDC Electrical Circuit Analysis: Mehdi Rahmani-AndebiliRodrigo Osorio GuerraNo ratings yet
- Laboratory Manual MEC-325 Thermo Fluid Engineering LaboratoryDocument36 pagesLaboratory Manual MEC-325 Thermo Fluid Engineering LaboratoryArpit Kumar Jain100% (1)
- Surge CalculationsDocument21 pagesSurge CalculationscordoNo ratings yet
- Basic Hydraulics by TehDocument117 pagesBasic Hydraulics by Tehcnp2007100% (5)
- L2-Well CirculationDocument33 pagesL2-Well CirculationManish SoniNo ratings yet
- HydraulicsDocument121 pagesHydraulicsSoban ReddyNo ratings yet
- Hydraulic Pumps Lec NotesDocument30 pagesHydraulic Pumps Lec NotesDarsh MenonNo ratings yet
- Water Hammer PDFDocument30 pagesWater Hammer PDFbhavesh shuklaNo ratings yet
- IGCSE Physics-Formula SheetDocument2 pagesIGCSE Physics-Formula SheetPraveen PeterNo ratings yet
- Surge CalculationsDocument21 pagesSurge Calculationshoangvubui4632No ratings yet
- ORIFICE FLOW METER PARAMETERS AND MEASUREMENT METHODSDocument33 pagesORIFICE FLOW METER PARAMETERS AND MEASUREMENT METHODSchayan_m_shahNo ratings yet
- How To Design and Calculate The Tube SettlerDocument6 pagesHow To Design and Calculate The Tube SettlerKrishna Winx0% (1)
- Piping in Fluid Transport ProcessDocument39 pagesPiping in Fluid Transport ProcessVamsi KrishnaNo ratings yet
- Screenshot 2021-02-04 at 21.37.09Document3 pagesScreenshot 2021-02-04 at 21.37.09DoriNo ratings yet
- Water HammerDocument30 pagesWater Hammerbhavesh shuklaNo ratings yet
- Closed Circuit Pipe Friction ManualDocument4 pagesClosed Circuit Pipe Friction Manualrohit kumarNo ratings yet
- Hydro-Electric Power PlantDocument46 pagesHydro-Electric Power Plantk rajendraNo ratings yet
- Centrifugal Pumps Guide: Types, Parts, Working PrincipleDocument57 pagesCentrifugal Pumps Guide: Types, Parts, Working Principlemmr315No ratings yet
- Kolej Kemahiran Tinggi MARA Lenggong, Perak: Tutorial SheetDocument6 pagesKolej Kemahiran Tinggi MARA Lenggong, Perak: Tutorial SheetHAJAR KHALIDNo ratings yet
- 5-Plant Design - Material Handling Part 1Document86 pages5-Plant Design - Material Handling Part 1MrHemFunNo ratings yet
- CVE 406 WK 6 Lecture NoteDocument25 pagesCVE 406 WK 6 Lecture NoteJohnpraiseNo ratings yet
- Worksheet #1Document3 pagesWorksheet #1Yonas TarekegnNo ratings yet
- UntitledDocument45 pagesUntitledANTHONETTE BERNABENo ratings yet
- CV1 PDFDocument24 pagesCV1 PDFعلي ياسين محمود صالحNo ratings yet
- The Hydraulic Ram PumpDocument49 pagesThe Hydraulic Ram PumpSiraye AbirhamNo ratings yet
- Adapted From Cody Fire School Presentations: Amsterdam Fire Regular Fire Training February 16, 2009Document57 pagesAdapted From Cody Fire School Presentations: Amsterdam Fire Regular Fire Training February 16, 2009Hamid SuliamanNo ratings yet
- 5.13. ProblemsDocument3 pages5.13. Problemsاسماعیل ادریس عبدالعزیزNo ratings yet
- Classify & Analyze Reciprocating PumpsDocument16 pagesClassify & Analyze Reciprocating PumpsRICHARD VALIENTENo ratings yet
- Introduction and FlowchartingDocument67 pagesIntroduction and FlowchartingSusanth SunilNo ratings yet
- Heat Transfer Lecture File PDFDocument42 pagesHeat Transfer Lecture File PDFmehar saabNo ratings yet
- Determination of Friction Factor of Pipe Lines: Al Habeeb College of Engineering & TechnologyDocument3 pagesDetermination of Friction Factor of Pipe Lines: Al Habeeb College of Engineering & TechnologyAsrar UddinNo ratings yet
- Chapter FourDocument101 pagesChapter FourBEZU A.GERESUNo ratings yet
- Centrifugal PumpDocument4 pagesCentrifugal PumpArun Pravin APNo ratings yet
- Final Manual Centrifugal Pump - 2020Document7 pagesFinal Manual Centrifugal Pump - 2020mohit kumar [NIT Rourkela]No ratings yet
- Tutorial 6Document2 pagesTutorial 6pleco4meNo ratings yet
- Bernoulli's Principle and Applications by Shivam KR SharmaDocument10 pagesBernoulli's Principle and Applications by Shivam KR SharmaShivam SharmaNo ratings yet
- Excercise Problems - CPDDocument2 pagesExcercise Problems - CPDKashif hussainNo ratings yet
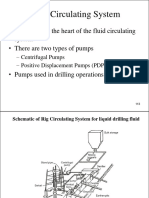
- Fluid Circulating System: - Mud Pump Is The Heart of The Fluid Circulating System - There Are Two Types of PumpsDocument46 pagesFluid Circulating System: - Mud Pump Is The Heart of The Fluid Circulating System - There Are Two Types of PumpsFreddy Mendoza CoronelNo ratings yet
- Pitot MeterDocument5 pagesPitot MeterWild Gamer SamNo ratings yet
- Minor LossesDocument9 pagesMinor LossesRamanaReddy DareddyNo ratings yet
- Im316 Flow MeasurementDocument67 pagesIm316 Flow MeasurementSelvarajNo ratings yet
- Surge Pressure ComputationsDocument21 pagesSurge Pressure ComputationsEslam ShiblNo ratings yet
- 1) To Determine The Efficiency of Steam Turbine 2) To Study The Working of Rankine Cycle 3) To Determine Efficiencies of CondenserDocument43 pages1) To Determine The Efficiency of Steam Turbine 2) To Study The Working of Rankine Cycle 3) To Determine Efficiencies of CondenserKaushik PatelNo ratings yet
- PneumaticsDocument30 pagesPneumaticsRafael Gomes PereiraNo ratings yet
- Multistage Centrifugal Pump: B141753, B141758, B141866, B141812, B141860 October 8, 2018Document5 pagesMultistage Centrifugal Pump: B141753, B141758, B141866, B141812, B141860 October 8, 2018Bhanu prasadh ThandraNo ratings yet
- Experiment 8: Minor LossesDocument8 pagesExperiment 8: Minor LossesTalha TirmiziNo ratings yet
- CE 305 Hydraulics: 12 October 2020 - Week 02Document38 pagesCE 305 Hydraulics: 12 October 2020 - Week 02Kuthan İnceoğluNo ratings yet
- Irreversible Flow From Turbine Exit To Condenser: Irreversibilities Due To Closed Cycle Policy .Document33 pagesIrreversible Flow From Turbine Exit To Condenser: Irreversibilities Due To Closed Cycle Policy .Karthick VelayuthamNo ratings yet
- Steam Turbine Condenser: How it Works and TypesDocument33 pagesSteam Turbine Condenser: How it Works and TypesSatyam KumarNo ratings yet
- Performance Test of A Hydraulic Turbine Mid Term 2Document8 pagesPerformance Test of A Hydraulic Turbine Mid Term 2jethro ganeloNo ratings yet
- Chapter 4 Flow in PipeDocument42 pagesChapter 4 Flow in Pipekirthika anandanNo ratings yet
- Vacuum Systems: Measuring and Maintaining Low Pressure EnvironmentsDocument27 pagesVacuum Systems: Measuring and Maintaining Low Pressure EnvironmentsVarsha PraburamNo ratings yet
- Lecture 3Document21 pagesLecture 3alyssaNo ratings yet
- Injector: Steam Injector, Eductor-Jet Pump or Thermocompressor Is A Pump-LikeDocument5 pagesInjector: Steam Injector, Eductor-Jet Pump or Thermocompressor Is A Pump-LikeAhsan AbroNo ratings yet
- 8.reaction TurbineDocument22 pages8.reaction TurbineAS PrinceNo ratings yet
- 211 Department of Civil EngineeringDocument6 pages211 Department of Civil EngineeringMARSDEN RONNYNo ratings yet
- Study of Centrifugal PumpDocument5 pagesStudy of Centrifugal Pumpउमेश गावंडेNo ratings yet
- Optimization of Chemical ProcessesDocument2 pagesOptimization of Chemical ProcessesAmol RastogiNo ratings yet
- Laboratory-Scale Investigation of Biogas Treatment MethodsDocument8 pagesLaboratory-Scale Investigation of Biogas Treatment MethodsAmol RastogiNo ratings yet
- Application of Artificial Neural Networks in Controlled Drug Delivery SystemsDocument16 pagesApplication of Artificial Neural Networks in Controlled Drug Delivery SystemsAMOL RASTOGI 19BCM0012No ratings yet
- Final ReportDocument40 pagesFinal ReportAmol RastogiNo ratings yet
- Experimental Thermal and Fluid Science: Subhajit Patra, Dharmendra Kumar Bal, Somenath GangulyDocument8 pagesExperimental Thermal and Fluid Science: Subhajit Patra, Dharmendra Kumar Bal, Somenath GangulyAmol RastogiNo ratings yet
- Rotary Dryer DesignDocument18 pagesRotary Dryer DesignAmol RastogiNo ratings yet
- Optimization of Chemical Processes (Che1011)Document20 pagesOptimization of Chemical Processes (Che1011)Amol RastogiNo ratings yet
- 5th PaperDocument10 pages5th PaperAmol RastogiNo ratings yet
- Cyclohexane Synthesis and Economic Analysis Using Aspen PlusDocument34 pagesCyclohexane Synthesis and Economic Analysis Using Aspen PlusAmol RastogiNo ratings yet
- Process Equipment Design and EconomicsDocument2 pagesProcess Equipment Design and EconomicsAmol RastogiNo ratings yet
- Da 1 QPDocument1 pageDa 1 QPAmol RastogiNo ratings yet
- Che2003 Chemical Product Design Digital Assignment 1 Due Date 27 August 2022Document2 pagesChe2003 Chemical Product Design Digital Assignment 1 Due Date 27 August 2022Amol RastogiNo ratings yet
- DA 2 FormatDocument2 pagesDA 2 FormatAmol RastogiNo ratings yet
- Biochar CO2 SensorDocument10 pagesBiochar CO2 SensorAmol RastogiNo ratings yet
- Surface Acoustic Wave Devices Using Interdigitated TransducersDocument6 pagesSurface Acoustic Wave Devices Using Interdigitated TransducersAmol RastogiNo ratings yet
- Pressure Vessels: Choice of The Vessels Depending OnDocument45 pagesPressure Vessels: Choice of The Vessels Depending OnAmol RastogiNo ratings yet
- HExchanger With ExampleDocument45 pagesHExchanger With ExampleSusanth SunilNo ratings yet
- Chemical Reaction Engineering: RD THDocument2 pagesChemical Reaction Engineering: RD THAmol RastogiNo ratings yet
- Dr. K. Sivagami, Associate Professor, School of Chemical Engineering, VIT VelloreDocument57 pagesDr. K. Sivagami, Associate Professor, School of Chemical Engineering, VIT VelloreAmol RastogiNo ratings yet
- Drying EquipmentsDocument11 pagesDrying EquipmentsAmol RastogiNo ratings yet
- CHE3001 Computational Methods in Process Engineering: Instructor Assistant Professor SeniorDocument39 pagesCHE3001 Computational Methods in Process Engineering: Instructor Assistant Professor SeniorAmol RastogiNo ratings yet
- 10 DryingDocument31 pages10 DryingHridyaAshokanNo ratings yet
- CHE 2001 - Chemical Reaction Engineering: Dr. K. SivagamiDocument137 pagesCHE 2001 - Chemical Reaction Engineering: Dr. K. SivagamiAmol RastogiNo ratings yet
- CrystallizationDocument12 pagesCrystallizationAmol RastogiNo ratings yet
- 1st LectureDocument7 pages1st Lectureمحمد عدنان مصطفىNo ratings yet
- VAM-J EEDEN19A Data Books EnglishDocument37 pagesVAM-J EEDEN19A Data Books EnglishValentin MalihinNo ratings yet
- Energen Heat PumpDocument2 pagesEnergen Heat PumpgkpNo ratings yet
- STK0765BF: Switching Regulator Applications FeaturesDocument8 pagesSTK0765BF: Switching Regulator Applications Featuresmaksyd2No ratings yet
- RAC ProblemsDocument12 pagesRAC ProblemsIts meNo ratings yet
- April 15 Homework Solutions: Mechanical Engineering 390 Fluid MechanicsDocument6 pagesApril 15 Homework Solutions: Mechanical Engineering 390 Fluid MechanicsRONALD VILCA CACERESNo ratings yet
- Melting Point Apparatus InstructionsDocument28 pagesMelting Point Apparatus InstructionsTsuyomi NerumiNo ratings yet
- Micro-Nano-Scale Mechanics PDFDocument48 pagesMicro-Nano-Scale Mechanics PDFM.ThirunavukkarasuNo ratings yet
- 1227 Gee MK - IiDocument64 pages1227 Gee MK - Iiinbox934No ratings yet
- NGB8204N Ignition IGBT 18 Amps, 400 Volts: N Channel D PAKDocument8 pagesNGB8204N Ignition IGBT 18 Amps, 400 Volts: N Channel D PAKIvanNo ratings yet
- M o D U L e 0 4 - 0 1 - 0 1 A Electronic Fundamentals: DiodesDocument33 pagesM o D U L e 0 4 - 0 1 - 0 1 A Electronic Fundamentals: DiodesИлларион ПанасенкоNo ratings yet
- The Effect of Impulse On A Falling Rod-ChainDocument12 pagesThe Effect of Impulse On A Falling Rod-ChainGlobal Research and Development ServicesNo ratings yet
- A Perfect Metamaterial AbsorberDocument6 pagesA Perfect Metamaterial AbsorberRiston SinagaNo ratings yet
- JN1.P04.RS2 MridulaDocument11 pagesJN1.P04.RS2 MridulajainNo ratings yet
- Positive, Zero, Negative Sequence of AlternatorDocument3 pagesPositive, Zero, Negative Sequence of AlternatorJeya KannanNo ratings yet
- DC Load FlowDocument5 pagesDC Load Flowstrange_kid82100% (1)
- Final Paper 01 - Structured Essay English MediumDocument7 pagesFinal Paper 01 - Structured Essay English Mediumsigiriya.photographyNo ratings yet
- Data Sheet 79-koyo-TRD-NDocument6 pagesData Sheet 79-koyo-TRD-NVALCICLEINo ratings yet
- The RMS Voltage of An AC WaveformDocument4 pagesThe RMS Voltage of An AC WaveformXhaNo ratings yet
- Chapter 6: Momentum Analysis of Flow Systems: Eric G. PatersonDocument16 pagesChapter 6: Momentum Analysis of Flow Systems: Eric G. PatersonIan RidzuanNo ratings yet
- Unit-IV Renewable Energy Sources (MCQ)Document10 pagesUnit-IV Renewable Energy Sources (MCQ)Sourabh SinghNo ratings yet
- 22201B PDFDocument28 pages22201B PDFSanchez Resendiz BonifacioNo ratings yet
- Load Frequency Control LFCPower System Operation ControlDocument23 pagesLoad Frequency Control LFCPower System Operation Controlsaifur rahmanNo ratings yet
- Design Consideration For Converters and Input FiltersDocument16 pagesDesign Consideration For Converters and Input FiltersYeshewas DemewozNo ratings yet
- FORM 5 PHYSICS MARKING SCHEME PAPER 2, 2011Document6 pagesFORM 5 PHYSICS MARKING SCHEME PAPER 2, 2011Saidin HashimNo ratings yet
- PBU1001 - PBU1007 10A BRIDGE RECTIFIERDocument3 pagesPBU1001 - PBU1007 10A BRIDGE RECTIFIERMaikol VallejosNo ratings yet