You might also like
- WorkBook - CalculationsDocument30 pagesWorkBook - CalculationsHunterNo ratings yet
- Gearing AgmaDocument17 pagesGearing AgmaDomingos AzevedoNo ratings yet
- SolutionDocument35 pagesSolutionMariel MirafloresNo ratings yet
- Chapter 8 - Kinematics of GearsDocument37 pagesChapter 8 - Kinematics of GearskbashokNo ratings yet
- Estrella, Tria A. BSME 5-1 ME 511a Machine Design 1 Exercise #1: Nature of Mechanical DesignDocument12 pagesEstrella, Tria A. BSME 5-1 ME 511a Machine Design 1 Exercise #1: Nature of Mechanical DesignHannahNo ratings yet
- GearDocument81 pagesGeargalataataaddesaaNo ratings yet
- Spur Gear CalculationsDocument7 pagesSpur Gear Calculationsaniket patilNo ratings yet
- Chapter 9 Spur Gear DesignDocument31 pagesChapter 9 Spur Gear DesignRamesh Martha100% (1)
- M 452 ContentDocument63 pagesM 452 ContentprasannaNo ratings yet
- Spur Gear, Helical Gear Design Step Final1Document2 pagesSpur Gear, Helical Gear Design Step Final1Venkadesh ShanmugamNo ratings yet
- Steel Design - SAP 2000Document5 pagesSteel Design - SAP 2000Nayolle CoelhoNo ratings yet
- Proračun 4.brzinaDocument11 pagesProračun 4.brzinaJurmanNo ratings yet
- 12 Lecture Clutches-Numerical-Examples SPCDocument22 pages12 Lecture Clutches-Numerical-Examples SPCKARTHIK SNo ratings yet
- Project Gear Design TemplateDocument38 pagesProject Gear Design Templatenofal AdreesNo ratings yet
- Hydro Electric Project-Basic Layout For Francis, As Per Is, USBR and Other StandardsDocument15 pagesHydro Electric Project-Basic Layout For Francis, As Per Is, USBR and Other Standardsबिपन गुलेरियाNo ratings yet
- Prop Design ExampleDocument7 pagesProp Design Exampleancamardelli100% (1)
- f2 BP 2018 Cvikyr Martin Priloha I Kisssoft VysledkyDocument11 pagesf2 BP 2018 Cvikyr Martin Priloha I Kisssoft VysledkyKarthikeyan NatarajanNo ratings yet
- 35M GRD Tower Design Report STCDocument10 pages35M GRD Tower Design Report STCEhtesham AliNo ratings yet
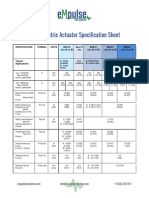
- Empulse SEA Spec SheetDocument2 pagesEmpulse SEA Spec SheetEmilioNo ratings yet
- 30m Anchor and Base Plate MonopoleDocument6 pages30m Anchor and Base Plate MonopoleEhtesham AliNo ratings yet
- Ysd P02 0208 Ar SJF CD F0005 BDocument47 pagesYsd P02 0208 Ar SJF CD F0005 BChandra MohanNo ratings yet
- Design CalculationsDocument18 pagesDesign CalculationsPat SulaimanNo ratings yet
- Ametank ReportDocument96 pagesAmetank ReportMiguel Angel Hernandez FloresNo ratings yet
- Write Down The Following For Both The MaterialsDocument6 pagesWrite Down The Following For Both The MaterialsAlthaf ShaikNo ratings yet
- POT Design R0Document9 pagesPOT Design R0VB665No ratings yet
- M 452 ContentDocument84 pagesM 452 ContentSureshNo ratings yet
- Trunnion AnalysisDocument45 pagesTrunnion AnalysisChiragJansariNo ratings yet
- AMSAT-IARU Basic Analog Transponder Link Budget Rev1.6Document42 pagesAMSAT-IARU Basic Analog Transponder Link Budget Rev1.6Husein ZolotićNo ratings yet
- I. Power Requirement/Design Horsepower A. Force Required: ComputationDocument8 pagesI. Power Requirement/Design Horsepower A. Force Required: Computationjaynard_alejandrinoNo ratings yet
- Ta 32 Api 613 Agma 6011 Geometry CalculationDocument9 pagesTa 32 Api 613 Agma 6011 Geometry Calculationahp2011No ratings yet
- Handbook2 V BeltDocument5 pagesHandbook2 V Beltmehr_yazdanpanahNo ratings yet
- Mechanical ShaftsDocument52 pagesMechanical ShaftsErnesto Elljr Landisan Locaben Jr.75% (16)
- Powering Calculation FINALDocument9 pagesPowering Calculation FINALAndronicoll Mayuga NovalNo ratings yet
- Design-of-Diesel-Power-Plant-2.0-with-Volumetric-efficiency-semidaya-ver - COMIADocument40 pagesDesign-of-Diesel-Power-Plant-2.0-with-Volumetric-efficiency-semidaya-ver - COMIAJohn Angelo ComiaNo ratings yet
- Surface-Stress Analysis of A Spur-Gear Train: EXAMPLE 12-6Document4 pagesSurface-Stress Analysis of A Spur-Gear Train: EXAMPLE 12-6Jesus 'JsaNo ratings yet
- Calculation of A Cylindrical Spur Gear Pair: Important Hint: at Least One Warning Has Occurred During The CalculationDocument9 pagesCalculation of A Cylindrical Spur Gear Pair: Important Hint: at Least One Warning Has Occurred During The CalculationDaggupati PraveenNo ratings yet
- Statement of The Problem: - Spur Gear DriveDocument40 pagesStatement of The Problem: - Spur Gear DriveEdmil Jhon AriquezNo ratings yet
- Footing GayakDocument26 pagesFooting GayakJhoe SamNo ratings yet
- Shigley Machine Design 9th EditionDocument43 pagesShigley Machine Design 9th EditionHerinda WijayaNo ratings yet
- 1 Peak DF - Single Acsr Bear - WZ4Document52 pages1 Peak DF - Single Acsr Bear - WZ4Newton AdhikariNo ratings yet
- ch09 3Document155 pagesch09 3abdallah ghannamNo ratings yet
- Design of PierDocument18 pagesDesign of PierMrinal kayalNo ratings yet
- Theory and Design of Mechanical Systems ProjectDocument27 pagesTheory and Design of Mechanical Systems ProjectSneha Girish ShirsatNo ratings yet
- 9.2 Wear Failure: 9.2 Section 9.3Document3 pages9.2 Wear Failure: 9.2 Section 9.3Ibrahim HussainNo ratings yet
- PAPER. (FINETURBO) Investigation of A Steam Turbine With Leaned Blades by Through Flow Analysis and 3D CFD SimulationDocument6 pagesPAPER. (FINETURBO) Investigation of A Steam Turbine With Leaned Blades by Through Flow Analysis and 3D CFD SimulationCJ QuahNo ratings yet
- Important Hint: at Least One Warning Has Occurred During The CalculationDocument9 pagesImportant Hint: at Least One Warning Has Occurred During The CalculationS.DasguptaNo ratings yet
- Appendix 2 - Railway Crossing Calculation DN1050Document12 pagesAppendix 2 - Railway Crossing Calculation DN1050John Noovol100% (1)
- O.GB - gp1.gp1: Calculation of A Helical Gear PairDocument102 pagesO.GB - gp1.gp1: Calculation of A Helical Gear PairS.DasguptaNo ratings yet
- 2.2.1 - DQR EM Capacity Rev BDocument61 pages2.2.1 - DQR EM Capacity Rev BSANDS ENGINEERING DESIGNS & CONSTRUCTION CO. LTD.No ratings yet
- Spring CalculationDocument24 pagesSpring Calculationmahaprabhu78100% (1)
- 1 Peak DD & de - Single Acsr Bear - Wz4Document159 pages1 Peak DD & de - Single Acsr Bear - Wz4Newton AdhikariNo ratings yet
- P 20 KW N N: 600 RPM 200rpmDocument4 pagesP 20 KW N N: 600 RPM 200rpmGreg FelizartaNo ratings yet
- 1 Peak DB - Single Acsr Bear - Wz4Document64 pages1 Peak DB - Single Acsr Bear - Wz4Newton AdhikariNo ratings yet
- Gears Spur Agma SI v0Document5 pagesGears Spur Agma SI v0PuBg PrONo ratings yet
- Design and Analysis of Planetary Gearbox For All-Terrain VehicleDocument10 pagesDesign and Analysis of Planetary Gearbox For All-Terrain VehicleIJRASETPublications100% (1)
- Advanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkFrom EverandAdvanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Yokogawa: Y/11DM Pneumatic Differential Pressure Transmitter User's ManualDocument5 pagesYokogawa: Y/11DM Pneumatic Differential Pressure Transmitter User's ManualRabah AmidiNo ratings yet
- Decks Design & Installation Guide, Porta-CumaruDocument35 pagesDecks Design & Installation Guide, Porta-CumaruAK AKNo ratings yet
- Chemcoat CRDocument3 pagesChemcoat CRICPL-RWPNo ratings yet
- Brochure The Precast WikaDocument40 pagesBrochure The Precast Wikamustika05No ratings yet
- Straw Bale ConstructionDocument72 pagesStraw Bale ConstructionRodrigo Mindlin LoebNo ratings yet
- Method Statement For Vertical StructureDocument7 pagesMethod Statement For Vertical StructureAdel SaqqaNo ratings yet
- BoQ Elevated TankDocument3 pagesBoQ Elevated Tankmustafe100% (2)
- Structural: Guyana International Cricket Stadium, ProvidenceDocument13 pagesStructural: Guyana International Cricket Stadium, ProvidenceShaikh Muhammad AteeqNo ratings yet
- E 216 Wrap Around Pipe MarkerDocument2 pagesE 216 Wrap Around Pipe MarkerGautam SawhneyNo ratings yet
- National Plumbing Code ReviewerDocument5 pagesNational Plumbing Code Reviewerya gurl shainna100% (1)
- DSM Arnite® B434 SE PBT-GF20 FRDocument2 pagesDSM Arnite® B434 SE PBT-GF20 FRcurioushoainamNo ratings yet
- Manufacturing Technology II - Notes PDFDocument17 pagesManufacturing Technology II - Notes PDFSenthil Kumar Subramanian100% (1)
- Alkali Silica Reaction (Asr)Document29 pagesAlkali Silica Reaction (Asr)SooKevinNo ratings yet
- Frp-Reinforced Concrete Design PDFDocument50 pagesFrp-Reinforced Concrete Design PDFJames NeoNo ratings yet
- Walkway GratingDocument2 pagesWalkway Gratingbijukoottala100% (1)
- Af 6atsp0h Iso Wi 520001 01 001 C09Document1 pageAf 6atsp0h Iso Wi 520001 01 001 C09Rashad AlasgarovNo ratings yet
- Door PDFDocument2 pagesDoor PDFNisaNo ratings yet
- Csstings or ForgingsDocument10 pagesCsstings or ForgingsRajaSekarsajjaNo ratings yet
- Reducers Used in Piping Industry PDFDocument2 pagesReducers Used in Piping Industry PDFaap1100% (1)
- Item 1 (1: 5) D1: PapacadDocument2 pagesItem 1 (1: 5) D1: Papacadminh hiếu nguyễnNo ratings yet
- Visual Flow Indicator With FlapDocument2 pagesVisual Flow Indicator With FlapsakarisoNo ratings yet
- Tool Steel ClassificationsDocument6 pagesTool Steel ClassificationsTalha MahmoodNo ratings yet
- 5X10X2.50M TemfacilDocument9 pages5X10X2.50M TemfacilJoseph Valencia0% (1)
- Manual de Partes GA250 - SERIE S99150101-02 PDFDocument119 pagesManual de Partes GA250 - SERIE S99150101-02 PDFJerson PortocarreroNo ratings yet
- CCI Notes: Silver - Care and Tarnish RemovalDocument5 pagesCCI Notes: Silver - Care and Tarnish RemovalVitor RodriguesNo ratings yet
- MIL-F-5509D - Fittings, Flared Tube, Fluid ConnectionDocument18 pagesMIL-F-5509D - Fittings, Flared Tube, Fluid ConnectionthomasNo ratings yet
- Versaflow® 57a PlusDocument1 pageVersaflow® 57a PlusarnettoNo ratings yet
- Gas Tungsten-Arc Welding GTAW - Welding TechnologyDocument2 pagesGas Tungsten-Arc Welding GTAW - Welding TechnologyMuhammadNo ratings yet
- Master Plumbing 2018Document43 pagesMaster Plumbing 2018Danielle Nicole del Mundo100% (1)
- Strength and Ductility of Reinforced Concrete Moment Frame Connections Strengthened With Quasi-Isotropic LaminatesDocument6 pagesStrength and Ductility of Reinforced Concrete Moment Frame Connections Strengthened With Quasi-Isotropic LaminatesBadr AmmarNo ratings yet