You might also like
- Service Report: Final Action Code Description OutcomeDocument1 pageService Report: Final Action Code Description OutcomeJoel CieltoNo ratings yet
- Assurance For Fasteners Engineered Applications: Inspection and Quality For Highly SpecializedDocument21 pagesAssurance For Fasteners Engineered Applications: Inspection and Quality For Highly SpecializedJoel CieltoNo ratings yet
- Triangle Pump Product Catalog 5Document113 pagesTriangle Pump Product Catalog 5Joel CieltoNo ratings yet
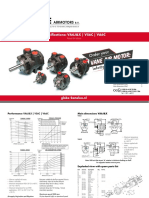
- GLOBE V6 Vane Air Motor SpecificationsDocument3 pagesGLOBE V6 Vane Air Motor SpecificationsJoel CieltoNo ratings yet
- Alignment DocumentDocument5 pagesAlignment DocumentJoel CieltoNo ratings yet
- Metric Continuous and Double End Studs: ASME B18.31.1M-2005Document18 pagesMetric Continuous and Double End Studs: ASME B18.31.1M-2005Joel CieltoNo ratings yet
- Inspection and Quality Assurance For Special Purpose FastenersDocument21 pagesInspection and Quality Assurance For Special Purpose FastenersJoel CieltoNo ratings yet
- Metric Plain Washers: American National StandardDocument16 pagesMetric Plain Washers: American National StandardJoel CieltoNo ratings yet
- Helical Coil Screw Thread Inserts: Free Running and Screw Locking (Metric Series)Document30 pagesHelical Coil Screw Thread Inserts: Free Running and Screw Locking (Metric Series)Joel Cielto100% (1)
- Double Coil Helical Spring Lock Washers For Wood Structures: ASME B18.21.3-2008Document14 pagesDouble Coil Helical Spring Lock Washers For Wood Structures: ASME B18.21.3-2008Joel CieltoNo ratings yet
- Screws: (Inch Series)Document38 pagesScrews: (Inch Series)Joel CieltoNo ratings yet
- Hexagon Socket Flat Countersunk Head Cap: Screws (Metric Series)Document22 pagesHexagon Socket Flat Countersunk Head Cap: Screws (Metric Series)Joel CieltoNo ratings yet
- B18-8-1 R2000 E1994Document17 pagesB18-8-1 R2000 E1994Joel CieltoNo ratings yet
- Hexagon, Socket Head Shoulder Screws (Metric Series) : An American National StandardDocument22 pagesHexagon, Socket Head Shoulder Screws (Metric Series) : An American National StandardJoel CieltoNo ratings yet
- Hexagon Socket Button Head Cap Screws (Metric Series) : An American National StandardDocument19 pagesHexagon Socket Button Head Cap Screws (Metric Series) : An American National StandardJoel CieltoNo ratings yet
- Open-End Blind Rivets With Break Mandrels (Metric Series)Document25 pagesOpen-End Blind Rivets With Break Mandrels (Metric Series)Joel CieltoNo ratings yet
- Metric Series Socket Set Screws: An American National StandardDocument22 pagesMetric Series Socket Set Screws: An American National StandardJoel CieltoNo ratings yet
- Cotter Pins, Headless Clevis Pins, and Headed Clevis Pins (Metric Series)Document41 pagesCotter Pins, Headless Clevis Pins, and Headed Clevis Pins (Metric Series)Joel CieltoNo ratings yet
- Socket Head Cap: (Metric Series)Document29 pagesSocket Head Cap: (Metric Series)Joel CieltoNo ratings yet
- B18 13 1M-1998Document30 pagesB18 13 1M-1998Joel CieltoNo ratings yet
- B18 6 5M-2000Document72 pagesB18 6 5M-2000Joel CieltoNo ratings yet
- Metric Head Square Neck Bolts: QoundDocument20 pagesMetric Head Square Neck Bolts: QoundJoel CieltoNo ratings yet
- Metric Bolts: American National StandardDocument22 pagesMetric Bolts: American National StandardJoel CieltoNo ratings yet
- Small: SolidDocument23 pagesSmall: SolidJoel CieltoNo ratings yet
- B18 13a-1998Document26 pagesB18 13a-1998Joel CieltoNo ratings yet
- PTFE Material Selection Guide: Proudly Made in The UsaDocument1 pagePTFE Material Selection Guide: Proudly Made in The UsaJoel CieltoNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- QSK45-60G 4021359 GDocument6 pagesQSK45-60G 4021359 GHamilton mirandaNo ratings yet
- Carpentry ToolsDocument19 pagesCarpentry ToolsNorman PolilinNo ratings yet
- CBLM - Maintain Tools & Equipment - JAR - v1.4Document86 pagesCBLM - Maintain Tools & Equipment - JAR - v1.4John Edward RaagasNo ratings yet
- Manual de Partes Atlas Copco XAS-756 2002-06Document65 pagesManual de Partes Atlas Copco XAS-756 2002-06Marco A TorresNo ratings yet
- MTK-P/P: AccessoriesDocument5 pagesMTK-P/P: AccessoriesPetre GabrielNo ratings yet
- 1314450a en Citroen c5 Peugeot 407 2008 27 Hdi AutomatikgetriebeDocument20 pages1314450a en Citroen c5 Peugeot 407 2008 27 Hdi AutomatikgetriebeJorge100% (2)
- Part Catalogue Yamaha YZF R25 2020 B4P1 MALAYSIADocument69 pagesPart Catalogue Yamaha YZF R25 2020 B4P1 MALAYSIAmhz myNo ratings yet
- A Ramset SRB Ed3 Full EditionDocument312 pagesA Ramset SRB Ed3 Full Editionchancer2No ratings yet
- Top Driven Bowen BarcoDocument65 pagesTop Driven Bowen BarcoingcalderonNo ratings yet
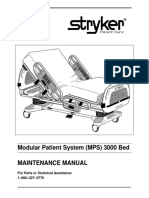
- Modular Patient System (MPS) 3000 Bed Maintenance Manual: Important File in Your Maintenance RecordsDocument249 pagesModular Patient System (MPS) 3000 Bed Maintenance Manual: Important File in Your Maintenance RecordsEduardo Saul MendozaNo ratings yet
- Parts: Trailer Mounted Pump Model B20 Illustrated Part ManualDocument167 pagesParts: Trailer Mounted Pump Model B20 Illustrated Part ManualTimur CakiciNo ratings yet
- Injection Pump Specification ©Document4 pagesInjection Pump Specification ©johnny sabinNo ratings yet
- Mil STD 403c RivetDocument32 pagesMil STD 403c RivetFaizy NohNo ratings yet
- Turbo Stripper Parts DiagramDocument8 pagesTurbo Stripper Parts DiagramFloorkitNo ratings yet
- Floor GratingsDocument23 pagesFloor GratingsLokesh KrishnappaNo ratings yet
- Catalogo MMADocument26 pagesCatalogo MMADomingos BarrosNo ratings yet
- Bonfiglioni 300 Series (NEMA)Document276 pagesBonfiglioni 300 Series (NEMA)Pieter van der WaltNo ratings yet
- DIY Flow Hood Plans FreshCap MushroomsDocument19 pagesDIY Flow Hood Plans FreshCap MushroomsSunsetas Hmo100% (1)
- SB 238Document38 pagesSB 238Amit KumarNo ratings yet
- RFQ (2261) - Nagpur - NL - MH - Civil and Interior Work - VNDDocument20 pagesRFQ (2261) - Nagpur - NL - MH - Civil and Interior Work - VNDvivan enterprises pvt ltdNo ratings yet
- PDF QT Practice SetDocument13 pagesPDF QT Practice Setpankaj5470100% (1)
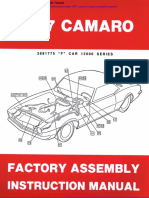
- Chevrolet 1967 Camaro Factory Assembly ManualDocument20 pagesChevrolet 1967 Camaro Factory Assembly ManualJillian100% (45)
- Parts Manual: 60 HZ Commercial Portable Generator SetDocument46 pagesParts Manual: 60 HZ Commercial Portable Generator SetDiego Roberto BonattoNo ratings yet
- ManualDocument9 pagesManualbheigh5054100% (1)
- A2300t8-Er 4Document43 pagesA2300t8-Er 4Romeu Brandão PintoNo ratings yet
- Steering Column Chevrolet S10Document10 pagesSteering Column Chevrolet S10Maxi SardiNo ratings yet
- Fivalco PDFDocument16 pagesFivalco PDFjhoger2012No ratings yet
- FORGED - Gate, Globe & Check Valve Manual - Xomox SanmarDocument20 pagesFORGED - Gate, Globe & Check Valve Manual - Xomox SanmarSaibabu SaiNo ratings yet
- Dados Técnicos Do Cilindro dnc-32 - PpvaDocument68 pagesDados Técnicos Do Cilindro dnc-32 - PpvaMarcos AraújoNo ratings yet
- TRIOCATALDocument13 pagesTRIOCATALVladimir Illich Pinzon100% (1)