You might also like
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- Taper Pins, Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins (Inch Series)Document50 pagesTaper Pins, Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins (Inch Series)Joel CieltoNo ratings yet
- Hexagon, Socket Head Shoulder Screws (Metric Series) : An American National StandardDocument22 pagesHexagon, Socket Head Shoulder Screws (Metric Series) : An American National StandardJoel CieltoNo ratings yet
- Small: SolidDocument23 pagesSmall: SolidJoel CieltoNo ratings yet
- Reaffirmed 2001: For Current Committee PersonnelDocument182 pagesReaffirmed 2001: For Current Committee PersonnelCarlitos100% (1)
- Hexagon Socket Button Head Cap Screws (Metric Series) : An American National StandardDocument19 pagesHexagon Socket Button Head Cap Screws (Metric Series) : An American National StandardJoel CieltoNo ratings yet
- Asme B16.45 (1998)Document19 pagesAsme B16.45 (1998)Augusto ManuelNo ratings yet
- B5-1M R2004 E1985 PDFDocument13 pagesB5-1M R2004 E1985 PDFVictor CaetanoNo ratings yet
- B18-10 Edtn 2006 PDFDocument18 pagesB18-10 Edtn 2006 PDFCarlitos100% (1)
- Inconel 718 Literature PDFDocument39 pagesInconel 718 Literature PDFJ. BangjakNo ratings yet
- Asme B16.4Document19 pagesAsme B16.4jv_electronicsNo ratings yet
- Preferred Metric Sizes For: Round, Square, Rectangle and Hexagon Metal ProductsDocument11 pagesPreferred Metric Sizes For: Round, Square, Rectangle and Hexagon Metal Productssudhiruday31No ratings yet
- Errata ASME B18.29.1-1993: 1995 345 East 47th Street, 10017Document39 pagesErrata ASME B18.29.1-1993: 1995 345 East 47th Street, 10017MaxJahnkeNo ratings yet
- Asme B107.3-1978Document21 pagesAsme B107.3-1978noahb110No ratings yet
- Metric Continuous and Double End Studs: ASME B18.31.1M-2005Document18 pagesMetric Continuous and Double End Studs: ASME B18.31.1M-2005Joel CieltoNo ratings yet
- Asme B1.3-2007 (R2017)Document24 pagesAsme B1.3-2007 (R2017)lucasNo ratings yet
- ASME B18.3.2M-1979 Metric Series Hexagon Keys and BitsDocument11 pagesASME B18.3.2M-1979 Metric Series Hexagon Keys and Bitshcsharma1967No ratings yet
- Threaded Rod (Metric Series) : ASME B18.31.4M-2009Document14 pagesThreaded Rod (Metric Series) : ASME B18.31.4M-2009Carlitos100% (1)
- M793Document29 pagesM793Hossam AliNo ratings yet
- Surface Vehicle Standard: Rev. JUN1998Document45 pagesSurface Vehicle Standard: Rev. JUN1998Sandeep Goud ChatlaNo ratings yet
- 1 Edition, Rev. 8Document54 pages1 Edition, Rev. 8alexayala5151No ratings yet
- B1-10M Edtn 2004 PDFDocument26 pagesB1-10M Edtn 2004 PDFCarlitosNo ratings yet
- Asme B18.21.3-2008 (2013)Document16 pagesAsme B18.21.3-2008 (2013)sfar yassineNo ratings yet
- B18 6 9 - 2010 PDFDocument24 pagesB18 6 9 - 2010 PDFCarlitos100% (1)
- Tlulilv: For Polytetrafluoroethylene Molded BasicDocument6 pagesTlulilv: For Polytetrafluoroethylene Molded BasicjenishjsNo ratings yet
- High Pressure Flange Design 236313199Document133 pagesHigh Pressure Flange Design 236313199Karthikeyan VisvakNo ratings yet
- MSS SP-118 2007Document24 pagesMSS SP-118 2007ISRAEL PORTILLONo ratings yet
- Method of Dimensioning Piping Assemblies: Prepared by Pipe Fabrication Institute Engineering CommitteeDocument4 pagesMethod of Dimensioning Piping Assemblies: Prepared by Pipe Fabrication Institute Engineering CommitteeHarry Ccayascca FloresNo ratings yet
- Ballot Fugitive Emission TestsDocument33 pagesBallot Fugitive Emission TestsMemoNo ratings yet
- Reaffirmed 2001: For Current Committee PersonnelDocument76 pagesReaffirmed 2001: For Current Committee PersonnelMarko's Brazon'No ratings yet
- IEEE STD C135.3Document15 pagesIEEE STD C135.3ronald salvatierra100% (1)
- Analisis of Stress in BellowsDocument101 pagesAnalisis of Stress in BellowsOswaldo GuerraNo ratings yet
- Astm A756 PDFDocument3 pagesAstm A756 PDFCristian OtivoNo ratings yet
- ASME B18.2.2-2010 Nuts For General AppliDocument40 pagesASME B18.2.2-2010 Nuts For General Appliarmando ortizNo ratings yet
- A479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument8 pagesA479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure Vesselstjt4779No ratings yet
- Ansi 1.8 PDFDocument42 pagesAnsi 1.8 PDFSantiago GarciaNo ratings yet
- ISO 4014-1999 Hexagon Head BoltsDocument16 pagesISO 4014-1999 Hexagon Head BoltsislamakthamNo ratings yet
- Asme B1.10M-2004 (2014)Document28 pagesAsme B1.10M-2004 (2014)vijay pawarNo ratings yet
- Mil PRF 81733DDocument34 pagesMil PRF 81733DHenryNo ratings yet
- FLANGE - A Computer Program For The Analysis of Flanged Joints With Ring-Type GasketsDocument149 pagesFLANGE - A Computer Program For The Analysis of Flanged Joints With Ring-Type GasketsJaveed A. KhanNo ratings yet
- Steel 17-4PH MmpdsDocument18 pagesSteel 17-4PH MmpdsManoj ManoharanNo ratings yet
- Astm A644Document5 pagesAstm A644Luis Fernando RuedaNo ratings yet
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- ASME B18.2.4.4M-1982 R1999 Metric Hex Flange Nuts PDFDocument16 pagesASME B18.2.4.4M-1982 R1999 Metric Hex Flange Nuts PDFhcsharma1967No ratings yet
- Asme B18.13-2017Document30 pagesAsme B18.13-2017윤규섭100% (1)
- B670 07 PDFDocument4 pagesB670 07 PDFedrNo ratings yet
- Mil H 25579Document22 pagesMil H 25579Senthil KumarNo ratings yet
- Source: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseDocument6 pagesSource: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseJoey ThomannNo ratings yet
- Asme-B18.13.1m (1998)Document28 pagesAsme-B18.13.1m (1998)Sergio Rodriguez CamberosNo ratings yet
- Ansi C119-4Document23 pagesAnsi C119-4Samuel TanaNo ratings yet
- 5 3 17Document14 pages5 3 17Raymond de WeeverNo ratings yet
- Valve Sizing Report for Carbon Dioxide ProcessDocument3 pagesValve Sizing Report for Carbon Dioxide ProcessYawar QureshiNo ratings yet
- General Specification for Clamp, Loop, CushionDocument19 pagesGeneral Specification for Clamp, Loop, CushionhakseoNo ratings yet
- A 249 - A 249M - 16a PDFDocument10 pagesA 249 - A 249M - 16a PDFأسامة وحيد الدين رمضانNo ratings yet
- B18 5 2 1M - Edtn - 2006 PDFDocument18 pagesB18 5 2 1M - Edtn - 2006 PDFCarlitosNo ratings yet
- Asme b18.2.3Document19 pagesAsme b18.2.3amrandconanNo ratings yet
- Asme B18 2 3 4M 2001 PDFDocument25 pagesAsme B18 2 3 4M 2001 PDFOscar MorelloNo ratings yet
- Cotter Pins, Headless Clevis Pins, and Headed Clevis Pins (Metric Series)Document41 pagesCotter Pins, Headless Clevis Pins, and Headed Clevis Pins (Metric Series)Joel CieltoNo ratings yet
- Asme B18.8.2-2000 (2010)Document52 pagesAsme B18.8.2-2000 (2010)Ab EkaiNo ratings yet
- Screws: (Inch Series)Document38 pagesScrews: (Inch Series)Joel CieltoNo ratings yet
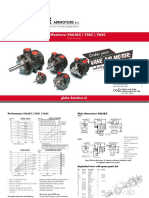
- Globe Airmotors Vane Air Motor SpecificationsDocument3 pagesGlobe Airmotors Vane Air Motor SpecificationsJoel CieltoNo ratings yet
- Engineering Reliability - Richard E. BarlowDocument221 pagesEngineering Reliability - Richard E. BarlowRogério Dogliotti de Campos100% (1)
- Metric Continuous and Double End Studs: ASME B18.31.1M-2005Document18 pagesMetric Continuous and Double End Studs: ASME B18.31.1M-2005Joel CieltoNo ratings yet
- Triangle Pump Product Catalog 5Document113 pagesTriangle Pump Product Catalog 5Joel CieltoNo ratings yet
- Alignment DocumentDocument5 pagesAlignment DocumentJoel CieltoNo ratings yet
- Service Report: Final Action Code Description OutcomeDocument1 pageService Report: Final Action Code Description OutcomeJoel CieltoNo ratings yet
- Reaffirmed 2003: For Current Committee PersonnelDocument14 pagesReaffirmed 2003: For Current Committee PersonnelJoel CieltoNo ratings yet
- Assurance For Fasteners Engineered Applications: Inspection and Quality For Highly SpecializedDocument21 pagesAssurance For Fasteners Engineered Applications: Inspection and Quality For Highly SpecializedJoel CieltoNo ratings yet
- Double Coil Helical Spring Lock Washers For Wood Structures: ASME B18.21.3-2008Document14 pagesDouble Coil Helical Spring Lock Washers For Wood Structures: ASME B18.21.3-2008Joel CieltoNo ratings yet
- Metric Plain Washers: American National StandardDocument16 pagesMetric Plain Washers: American National StandardJoel CieltoNo ratings yet
- B18 8 3M 1995Document22 pagesB18 8 3M 1995Joel CieltoNo ratings yet
- Open-End Blind Rivets With Break Mandrels (Metric Series)Document25 pagesOpen-End Blind Rivets With Break Mandrels (Metric Series)Joel CieltoNo ratings yet
- Metric 12-SPLINE Flange ScrewsDocument22 pagesMetric 12-SPLINE Flange ScrewsJoel CieltoNo ratings yet
- Helical Coil Screw Thread Inserts: Free Running and Screw Locking (Metric Series)Document30 pagesHelical Coil Screw Thread Inserts: Free Running and Screw Locking (Metric Series)Joel Cielto100% (1)
- Inspection and Quality Assurance For Special Purpose FastenersDocument21 pagesInspection and Quality Assurance For Special Purpose FastenersJoel CieltoNo ratings yet
- Metric Series Socket Set Screws: An American National StandardDocument22 pagesMetric Series Socket Set Screws: An American National StandardJoel CieltoNo ratings yet
- Hexagon Socket Flat Countersunk Head Cap: Screws (Metric Series)Document22 pagesHexagon Socket Flat Countersunk Head Cap: Screws (Metric Series)Joel CieltoNo ratings yet
- Screws: (Inch Series)Document38 pagesScrews: (Inch Series)Joel CieltoNo ratings yet
- Socket Head Cap: (Metric Series)Document29 pagesSocket Head Cap: (Metric Series)Joel CieltoNo ratings yet
- Metric Head Square Neck Bolts: QoundDocument20 pagesMetric Head Square Neck Bolts: QoundJoel CieltoNo ratings yet
- B18 13-1996Document40 pagesB18 13-1996Joel CieltoNo ratings yet
- Metric Slotted Hex Nuts: American National StandardDocument18 pagesMetric Slotted Hex Nuts: American National StandardJoel CieltoNo ratings yet
- B18 6 5M-2000Document72 pagesB18 6 5M-2000Joel CieltoNo ratings yet
- Metric Hex Flange: American StandardDocument15 pagesMetric Hex Flange: American StandardJoel CieltoNo ratings yet
- Cotter Pins, Headless Clevis Pins, and Headed Clevis Pins (Metric Series)Document41 pagesCotter Pins, Headless Clevis Pins, and Headed Clevis Pins (Metric Series)Joel CieltoNo ratings yet
- Metric Hex Screws: American National StandardDocument16 pagesMetric Hex Screws: American National StandardJoel CieltoNo ratings yet
- Asme B18236M-1979 (2001) - 230403 - 172630Document19 pagesAsme B18236M-1979 (2001) - 230403 - 172630abass morsiNo ratings yet
- Engineering Bulletin - EB04-001: 18 - 15K Blind/Shear Rams Use With High Capacity Operators ScopeDocument2 pagesEngineering Bulletin - EB04-001: 18 - 15K Blind/Shear Rams Use With High Capacity Operators ScopeJean DuboisNo ratings yet
- Superfix Fastener Catalogue 2008 PDFDocument147 pagesSuperfix Fastener Catalogue 2008 PDFEdmond ChowNo ratings yet
- EtraLED-EDI-7050 Edison Modular Passive Star LED Heat Sink Φ70mmDocument3 pagesEtraLED-EDI-7050 Edison Modular Passive Star LED Heat Sink Φ70mmleoNo ratings yet
- Inst Demu-Fix 10-15Document28 pagesInst Demu-Fix 10-15tangouzeNo ratings yet
- AR4 Robot ManulDocument289 pagesAR4 Robot ManulMohammad NasutionNo ratings yet
- Maxima Indo CalibrationDocument14 pagesMaxima Indo CalibrationMatias C100% (1)
- 08 - Anchor Systems 2011 - Smallest File SizeDocument38 pages08 - Anchor Systems 2011 - Smallest File SizefayasNo ratings yet
- Andenes Oljekj - Ler KS12-AEP-123 L800Document19 pagesAndenes Oljekj - Ler KS12-AEP-123 L800MaxiwendelNo ratings yet
- DfD Guidelines for Product DesignDocument8 pagesDfD Guidelines for Product DesignMalvika KulkarniNo ratings yet
- DYWIDAG Form Tie AccessoriesDocument24 pagesDYWIDAG Form Tie AccessoriesIsabelle WongNo ratings yet
- Main Frame: Model Number: 863 Serial Number: 514411001 Thru 514439999, 514511001 Thru 514539999, 514611001 Thru 514639999Document3 pagesMain Frame: Model Number: 863 Serial Number: 514411001 Thru 514439999, 514511001 Thru 514539999, 514611001 Thru 514639999Romario LoiolaNo ratings yet
- DT&R Maintenance OJT - 2M SpearDocument1 pageDT&R Maintenance OJT - 2M SpearllereadorNo ratings yet
- Self-Locking Fasteners: PEM® Self-Clinching Locknuts Prevent Mating Hardware From LooseningDocument24 pagesSelf-Locking Fasteners: PEM® Self-Clinching Locknuts Prevent Mating Hardware From LooseningPrakash Kumar SharmaNo ratings yet
- Mep ELECTRICAL SpecificationsDocument274 pagesMep ELECTRICAL SpecificationsAnonymous sSFrqPbfL9No ratings yet
- Io&M Manual: Material No. Item No. Dale Part No. DescriptionDocument66 pagesIo&M Manual: Material No. Item No. Dale Part No. DescriptionSudhir JoshiNo ratings yet
- 125 Ton Drop Table - SEC RailwayDocument34 pages125 Ton Drop Table - SEC RailwaymailbkraoNo ratings yet
- Bamboo - 7Document6 pagesBamboo - 7Sumanth NNo ratings yet
- Baumer Dt1 Dt2 Dt3 Dt5 Dt8 Ds en 1409Document3 pagesBaumer Dt1 Dt2 Dt3 Dt5 Dt8 Ds en 1409Aulia Rachma SetyawatiNo ratings yet
- Daihatsu DK 28 201810081042Document228 pagesDaihatsu DK 28 201810081042mazlum doğan DemirkolNo ratings yet
- WCL8 (Assembly)Document1 pageWCL8 (Assembly)Md.Bellal HossainNo ratings yet
- BERNSTEIN Standard-EnclosuresDocument60 pagesBERNSTEIN Standard-EnclosuresDacar ValladaresNo ratings yet
- Cable Support Systems GuideDocument18 pagesCable Support Systems GuideL100% (1)
- Notes:: Supporting Beam Supported ColumnDocument2 pagesNotes:: Supporting Beam Supported Columnmassive85No ratings yet
- BOQ FOR ROOFING AND WALL CLADDINGDocument2 pagesBOQ FOR ROOFING AND WALL CLADDINGsantylat100% (2)
- EMO Service Instruction GuideDocument21 pagesEMO Service Instruction GuideluisNo ratings yet
- BOTE-WIFI Final ManuscriptDocument84 pagesBOTE-WIFI Final ManuscriptJonh Carlo LopezNo ratings yet
- Samsung Fernseher KS9090Document60 pagesSamsung Fernseher KS9090Thomas SchmidtNo ratings yet
- Tarolox 10 g6 Standard 003 enDocument3 pagesTarolox 10 g6 Standard 003 enMohamed Ali MaâlaouiNo ratings yet
- POH procedure for wagon repairsDocument8 pagesPOH procedure for wagon repairsMrityunjay KrNo ratings yet