You might also like
- Essential Site Tools ListDocument2 pagesEssential Site Tools ListManohar UbaleNo ratings yet
- Orbinox VG08 Knife Gate ValveDocument8 pagesOrbinox VG08 Knife Gate ValveYorkistNo ratings yet
- 00-Material Submission FormDocument4 pages00-Material Submission FormHafiz AbdullahNo ratings yet
- Sample: Excavator Inspection & Maintenance RecordDocument3 pagesSample: Excavator Inspection & Maintenance RecordbangladragosNo ratings yet
- DSR 2013Document472 pagesDSR 2013Anjaneyulu BodhanapuNo ratings yet
- Chklist HEXDocument3 pagesChklist HEXluisNo ratings yet
- Rail Trolley ChecklistDocument1 pageRail Trolley ChecklistShahbaz Ahmed ShaikhNo ratings yet
- PSK Checklist New Elec E01 - 18 HT CablingDocument1 pagePSK Checklist New Elec E01 - 18 HT CablingBAHARUDIN BURAHNo ratings yet
- Data Page 100MS500-230-37-2pDocument1 pageData Page 100MS500-230-37-2pfjdk SmithNo ratings yet
- Is 11006 2011 PDFDocument16 pagesIs 11006 2011 PDFAnantha NarayananNo ratings yet
- Precautions for Semi-Automatic and Automatic WeldingDocument8 pagesPrecautions for Semi-Automatic and Automatic WeldingFaiz IshakNo ratings yet
- Foam InductorDocument6 pagesFoam InductorDipanjan Chakrabarti100% (1)
- Locating and Clamping Principles: The Mechanics of LocatingDocument4 pagesLocating and Clamping Principles: The Mechanics of Locatingniloy_67No ratings yet
- Carrier Light Commercial Air Conditioner Split UnitDocument14 pagesCarrier Light Commercial Air Conditioner Split UnitABie ShallabyNo ratings yet
- Towed Scraper Checklist V0810.1 PDFDocument1 pageTowed Scraper Checklist V0810.1 PDFcherifNo ratings yet
- Corroseal TE 321 Rev 01Document1 pageCorroseal TE 321 Rev 01Ashif AkhtarNo ratings yet
- PT-03 JSA Dismantling of Slip Form (22-05-09)Document10 pagesPT-03 JSA Dismantling of Slip Form (22-05-09)M Waqas HabibNo ratings yet
- Checklist for Daily Portable Grinding Machine Safety InspectionDocument2 pagesChecklist for Daily Portable Grinding Machine Safety Inspectionराजेश कुमारNo ratings yet
- Wps PQRDocument6 pagesWps PQRneelson_099No ratings yet
- SCOPE OF WORK For Cooling Tower Sump CLEANINGDocument10 pagesSCOPE OF WORK For Cooling Tower Sump CLEANINGAbhinav PradhanNo ratings yet
- Ractical Training Seminar: Balveer Singh 132 KV G.S.S. Ultratech Cement LTDDocument14 pagesRactical Training Seminar: Balveer Singh 132 KV G.S.S. Ultratech Cement LTDAnupriya PandeyNo ratings yet
- JAS 74722 (Issam Kabbani) Const. of Road Between Wadi Al GhorDocument1 pageJAS 74722 (Issam Kabbani) Const. of Road Between Wadi Al Ghorsujeesh_sankar5707No ratings yet
- HOT WORK PERMIT Cutting & Grinding of GRP PipesDocument1 pageHOT WORK PERMIT Cutting & Grinding of GRP Pipesadil khanNo ratings yet
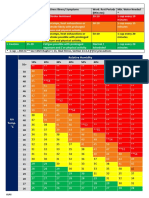
- Aramco Heat IndexDocument1 pageAramco Heat IndexDLPS HSE0% (1)
- Mansoon Sop & ChecklistDocument3 pagesMansoon Sop & ChecklistRoselyn SharronNo ratings yet
- Mobile Scaffold Inspection ChecklistDocument3 pagesMobile Scaffold Inspection Checklistanthony murphyNo ratings yet
- Experienced Instrument Engineer CVDocument4 pagesExperienced Instrument Engineer CVfahad fahadNo ratings yet
- MS Electric Poles and Cables RemovalDocument3 pagesMS Electric Poles and Cables RemovalGadNo ratings yet
- Distribution Conductor Equipment for the 21st CenturyDocument21 pagesDistribution Conductor Equipment for the 21st Centurymadhava_srinivasan174No ratings yet
- Qcs 2010 Section 21 Part 1 General Provisions For Electrical InstallaDocument15 pagesQcs 2010 Section 21 Part 1 General Provisions For Electrical Installabryanpastor106100% (1)
- 14 DG Set InspectionDocument1 page14 DG Set Inspectionabb hseNo ratings yet
- Minimum Safety Requirement For ScaffoldDocument12 pagesMinimum Safety Requirement For ScaffoldMark RusianaNo ratings yet
- Safe Use of Lifting Machines and Lifting TackleDocument59 pagesSafe Use of Lifting Machines and Lifting TackleJakesNo ratings yet
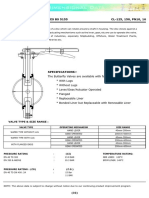
- Butterfly ValveDocument4 pagesButterfly ValveghjtyuNo ratings yet
- DAR Vol1-2013Document744 pagesDAR Vol1-2013chitransh2002No ratings yet
- Cad WeldDocument24 pagesCad WeldNick JimNo ratings yet
- Tender Document 1 PDFDocument184 pagesTender Document 1 PDFAdityaNo ratings yet
- Dr. Nirali Patel Pediatric Emergency MedicineDocument31 pagesDr. Nirali Patel Pediatric Emergency Medicinemarsan12No ratings yet
- TCVN Water PipeDocument43 pagesTCVN Water PipeTuan DangNo ratings yet
- Factory Act Form No. 32Document1 pageFactory Act Form No. 32Gopala krishnaNo ratings yet
- M.O.S DismantlingDocument18 pagesM.O.S DismantlingAhmed Khaled100% (1)
- Colour coding pipelines for identificationDocument4 pagesColour coding pipelines for identificationNaizil Kareem100% (1)
- Form - XXV (See Rule 242 (1) Annual Return of Employer To Be Sent To The Registering OfficerDocument2 pagesForm - XXV (See Rule 242 (1) Annual Return of Employer To Be Sent To The Registering OfficerSHIV SHAKTI PRATAP SINGH100% (2)
- Technical Compliance Sheet Butterfly ValveDocument5 pagesTechnical Compliance Sheet Butterfly Valvebiswasdipankar05No ratings yet
- Bar Cutting Machine Safety Inspection ChecklistDocument1 pageBar Cutting Machine Safety Inspection ChecklistsanjeetNo ratings yet
- Method Statement For LV Cables & Wires InstallationDocument6 pagesMethod Statement For LV Cables & Wires InstallationUmaira ZainalNo ratings yet
- Method For Installation of Protection Panels, Control Cable Pulling & Termination - GOSP 10Document6 pagesMethod For Installation of Protection Panels, Control Cable Pulling & Termination - GOSP 10Subhash Chekka SEC 115KV ProjectNo ratings yet
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocument24 pagesROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedNo ratings yet
- Dokgoro K1785 Method StatementDocument6 pagesDokgoro K1785 Method StatementJackie van SchalkwykNo ratings yet
- Slave Clocks Commissioning 2Document18 pagesSlave Clocks Commissioning 2badruddojamohdNo ratings yet
- Piling Rig Plant Pre-Acceptance ChecklisDocument3 pagesPiling Rig Plant Pre-Acceptance Checklisosama F. MohamedNo ratings yet
- Excavation Work Checklist: Saline Water Desalination Plant On The West CoastDocument2 pagesExcavation Work Checklist: Saline Water Desalination Plant On The West CoastBRC HSE Dept.No ratings yet
- Sop Installing PumpDocument4 pagesSop Installing PumpilhamNo ratings yet
- Free Standing - Korea - R410a - CARRIERDocument13 pagesFree Standing - Korea - R410a - CARRIERWarish AliNo ratings yet
- 1.0 2.0 The Importance of Maintenance 3.0 Maintenance Activites 4.0 Types of MaintenanceDocument11 pages1.0 2.0 The Importance of Maintenance 3.0 Maintenance Activites 4.0 Types of MaintenanceIstiQamahh MuhamadNo ratings yet
- Qa LHB Corrosion RepairDocument5 pagesQa LHB Corrosion RepairSriram SubramanianNo ratings yet
- Maintenance of GateDocument20 pagesMaintenance of GateMyles OliverNo ratings yet
- Inspection and Maintenance of Steel Girders-12Document10 pagesInspection and Maintenance of Steel Girders-12vpmohammedNo ratings yet
- BIADP - Technical Specifications - Volume 2Document83 pagesBIADP - Technical Specifications - Volume 2ralpheaNo ratings yet
- Tankage Erection - Procedure - CPCL SiteDocument10 pagesTankage Erection - Procedure - CPCL SiteAnantha Narayanan100% (1)
- Population Composition: Unit-IIDocument5 pagesPopulation Composition: Unit-IIMrityunjay KrNo ratings yet
- Admit Card PDFDocument9 pagesAdmit Card PDFarzoo YadavNo ratings yet
- Caution Notice223Document2 pagesCaution Notice223Mrityunjay KrNo ratings yet
- Oceans Water Distribution Temperature MovementsDocument5 pagesOceans Water Distribution Temperature MovementsMrityunjay KrNo ratings yet
- ID Card FormatDocument1 pageID Card FormatMrityunjay KrNo ratings yet
- CH 15Document9 pagesCH 15anil.gelra5140No ratings yet
- Latest Special Wagons FeaturesDocument47 pagesLatest Special Wagons FeaturesMrityunjay KrNo ratings yet
- COVID-19 Dummy ReportDocument2 pagesCOVID-19 Dummy ReportVirat DaineNo ratings yet
- Benefits To IIT Delhi FacultyDocument3 pagesBenefits To IIT Delhi FacultyKunalNo ratings yet
- PMJAY Empanelled HospitalsDocument152 pagesPMJAY Empanelled HospitalsThe Indian Express0% (2)
- Dyk VKSJ Lalïfr: Iz'UksùkjhDocument10 pagesDyk VKSJ Lalïfr: Iz'UksùkjhRajeevRanjanSinghNo ratings yet
- Polity and GovernanceDocument12 pagesPolity and GovernanceMrityunjay KrNo ratings yet
- Online Test Score ResultsDocument9 pagesOnline Test Score ResultsMrityunjay KrNo ratings yet
- IRTSA Charter of Demands For 7th CPC As Adopted by CGBDocument8 pagesIRTSA Charter of Demands For 7th CPC As Adopted by CGBMrityunjay KrNo ratings yet
- Engineering Drawing and Graphics Basant Agrawal C M Agrawal Multiple Choice QuestionsDocument3 pagesEngineering Drawing and Graphics Basant Agrawal C M Agrawal Multiple Choice QuestionsMrityunjay KrNo ratings yet
- Application Receipt for Civil EngineeringDocument1 pageApplication Receipt for Civil EngineeringMrityunjay KrNo ratings yet
- IC Engine Objective Questions and Answer by S K Mondal PDFDocument0 pagesIC Engine Objective Questions and Answer by S K Mondal PDFAjendra Singh100% (2)
- Compres Turbine Heating (Combustion) 2: g-1 G g-1 G g-1 GDocument7 pagesCompres Turbine Heating (Combustion) 2: g-1 G g-1 G g-1 GMrityunjay KrNo ratings yet
- IC Engine Objective Questions and Answer by S K Mondal PDFDocument0 pagesIC Engine Objective Questions and Answer by S K Mondal PDFAjendra Singh100% (2)
- Effect of Water Immersion On Mechanical Properties of Polyurethane ...Document8 pagesEffect of Water Immersion On Mechanical Properties of Polyurethane ...konshoeNo ratings yet
- Mathematical Structures of The UniverseDocument228 pagesMathematical Structures of The UniverseMaki MajomNo ratings yet
- Lab ReportDocument9 pagesLab ReportQi Yi TanNo ratings yet
- Simply Supported Beam ReactionsDocument4 pagesSimply Supported Beam ReactionsRushi TutorNo ratings yet
- Survival Analysis Tutorial on Mammary Carcinogenesis RiskDocument4 pagesSurvival Analysis Tutorial on Mammary Carcinogenesis Riskthermopolis3012100% (1)
- Belazo Elastomeric Roof PaintDocument2 pagesBelazo Elastomeric Roof PaintrumahsketchNo ratings yet
- Wemco Depurator 2003Document2 pagesWemco Depurator 20031mmahoneyNo ratings yet
- of The Blessedness of God.Document3 pagesof The Blessedness of God.itisme_angelaNo ratings yet
- To Begin: MantraDocument9 pagesTo Begin: MantraashissahooNo ratings yet
- Zooniverse Book 2022Document28 pagesZooniverse Book 2022Dr Pankaj DhussaNo ratings yet
- Essay Writing-PTEDocument13 pagesEssay Writing-PTEAnita GajjarNo ratings yet
- Systems Design: Job-Order Costing and Process Costing: MANAGEMENT ACCOUNTING - Solutions ManualDocument16 pagesSystems Design: Job-Order Costing and Process Costing: MANAGEMENT ACCOUNTING - Solutions ManualBianca LizardoNo ratings yet
- Buckling TestDocument11 pagesBuckling Testsharusli100% (1)
- Autocad Lab ManualDocument84 pagesAutocad Lab ManualRaghu RamNo ratings yet
- Maersk QuestionnaireDocument43 pagesMaersk QuestionnaireSahil SharmaNo ratings yet
- Assignment 12Document7 pagesAssignment 12Anonymous mqIqN5zNo ratings yet
- Tutorial - DGA AnalysisDocument17 pagesTutorial - DGA Analysisw automationNo ratings yet
- HymssheetDocument4 pagesHymssheettoby_wardmanNo ratings yet
- Chapter 16 - Gripping IFRS ICAP 2008 (Solution of Graded Questions)Document33 pagesChapter 16 - Gripping IFRS ICAP 2008 (Solution of Graded Questions)Falah Ud Din SheryarNo ratings yet
- Jacobi Progressive Speed Agility Training For High School Middle School AthletesDocument39 pagesJacobi Progressive Speed Agility Training For High School Middle School AthletesAnthony Mckay100% (1)
- TheologicalDiscipleship English 2011-1Document144 pagesTheologicalDiscipleship English 2011-1bilnyangnatNo ratings yet
- 16 Balance TestDocument15 pages16 Balance Testelga saniNo ratings yet
- CHAPTER-9, Respiration in Organisms.Document3 pagesCHAPTER-9, Respiration in Organisms.HarshitAhelani2379ScribdNo ratings yet
- Aam April 2023Document198 pagesAam April 2023Adhitya DewantaraNo ratings yet
- Fire Crunch. M 08 Bushfire Attack Level BAL FZ TestedDocument3 pagesFire Crunch. M 08 Bushfire Attack Level BAL FZ TestedTimaiagNo ratings yet
- 2024 Drik Panchang Telugu Calendar v1.0.1Document25 pages2024 Drik Panchang Telugu Calendar v1.0.1Sreekara GsNo ratings yet
- Imsa Catalog Imsa CatDocument16 pagesImsa Catalog Imsa CatDaniel TelloNo ratings yet
- PR900 Operator ManualDocument21 pagesPR900 Operator ManualAlan TanNo ratings yet
- Measurement of Level in A Tank Using Capacitive Type Level ProbeDocument13 pagesMeasurement of Level in A Tank Using Capacitive Type Level ProbeChandra Sekar100% (1)
- 3 Soal Ganjil Inggris MaritimDocument8 pages3 Soal Ganjil Inggris MaritimFikri Mu'izNo ratings yet