You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Material Settings On ELEGOO Phecda Laser Engraving&Cutting Machine 20230721Document4 pagesMaterial Settings On ELEGOO Phecda Laser Engraving&Cutting Machine 20230721quentin.rabe01No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AccuThread CPH 0309Document1 pageAccuThread CPH 0309Angel Adan Llamas YañezNo ratings yet
- CGS Catalog Summer 2020Document45 pagesCGS Catalog Summer 2020Angel Adan Llamas YañezNo ratings yet
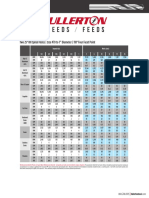
- Fullerton 1510 Speeds FeedsDocument1 pageFullerton 1510 Speeds FeedsAngel Adan Llamas YañezNo ratings yet
- Cyclone CS Operator Manual CS-900T-OPT-10Document24 pagesCyclone CS Operator Manual CS-900T-OPT-10Angel Adan Llamas YañezNo ratings yet
- Feeds and Speeds Titan Micro End MillsDocument1 pageFeeds and Speeds Titan Micro End MillsAngel Adan Llamas YañezNo ratings yet
- Guhring Thread Mill CNC ProgramDocument1 pageGuhring Thread Mill CNC ProgramAngel Adan Llamas YañezNo ratings yet
- 8.T-MEET315 Fundamentals MatScie Engg Module 8Document26 pages8.T-MEET315 Fundamentals MatScie Engg Module 8Cj TilamNo ratings yet
- Tectyl RP 350 Pds enDocument1 pageTectyl RP 350 Pds enQuy CocanhNo ratings yet
- RWH Accredited List - 20july2022Document23 pagesRWH Accredited List - 20july2022PEZA WebmasterNo ratings yet
- Jig WS24 75 070 SpacerDocument1 pageJig WS24 75 070 SpacerLuong LeNo ratings yet
- Concrete Technology Assignment QuestionsDocument5 pagesConcrete Technology Assignment QuestionsAbhishek KumarNo ratings yet
- Activated CarbonDocument18 pagesActivated CarbonArvind Singh KasanaNo ratings yet
- Maintenance Paint SpecificationDocument5 pagesMaintenance Paint SpecificationMukhlis AdamNo ratings yet
- Brochure of ScaffoldingDocument43 pagesBrochure of ScaffoldingEddielyn OgdangNo ratings yet
- Plastic Manufacturers Association Rajasthan MasterbatchesDocument23 pagesPlastic Manufacturers Association Rajasthan Masterbatchesabhimanyu.xplastNo ratings yet
- Thermoforming Pre Stretching MethodsDocument1 pageThermoforming Pre Stretching MethodsmariomitteNo ratings yet
- Heat Treatment - NewDocument67 pagesHeat Treatment - Newsyamimi balkhisNo ratings yet
- 1 s2.0 S0925838823019904 MainDocument22 pages1 s2.0 S0925838823019904 Mainlethao2011No ratings yet
- Building Tech PaintsDocument10 pagesBuilding Tech PaintsKhiara May FabulaNo ratings yet
- Tec7 Technical Data SheetDocument3 pagesTec7 Technical Data SheetMohamed WahdanNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
- Additives For Unsaturated Polyester and Vinyl Ester ResinsDocument4 pagesAdditives For Unsaturated Polyester and Vinyl Ester ResinsAxiv The GreatNo ratings yet
- Perimeter Fence BudgetDocument1 pagePerimeter Fence BudgetScribdTranslationsNo ratings yet
- VentureDeckingInstallationInstructions LRDocument13 pagesVentureDeckingInstallationInstructions LRGhislainTremblayNo ratings yet
- Masterfiber 154 Spa TdsDocument2 pagesMasterfiber 154 Spa Tdsmohamed nomanNo ratings yet
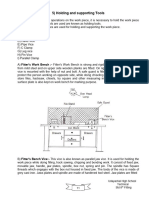
- 4) Holding and Supporting Tools Used in FittingDocument6 pages4) Holding and Supporting Tools Used in FittingKrako TramNo ratings yet
- Heat Treatment & Phase Transformations: Laboratory Manual Cum Observation BookDocument45 pagesHeat Treatment & Phase Transformations: Laboratory Manual Cum Observation Book035K Ayush ChoudharyNo ratings yet
- BS en 1169-1999Document7 pagesBS en 1169-1999lixiaozhou.cscecNo ratings yet
- CNC Sheet Khaled.83317Document11 pagesCNC Sheet Khaled.83317Khaled AliNo ratings yet
- Introduction To CompositeDocument14 pagesIntroduction To CompositeAhmed YASIR JAHINNo ratings yet
- Project PlanningDocument12 pagesProject PlanningThean ThoeurnNo ratings yet
- Ch20 Lean Production SDocument8 pagesCh20 Lean Production SANo ratings yet
- 1 s2.0 S092134491930552X MainDocument9 pages1 s2.0 S092134491930552X MainsafaatNo ratings yet
- Analisis Kerja Unit Hammer Crusher Untuk Mencapai Target Produksi Batu Kapur Di Pt. Semen Baturaja (Persero), TBKDocument19 pagesAnalisis Kerja Unit Hammer Crusher Untuk Mencapai Target Produksi Batu Kapur Di Pt. Semen Baturaja (Persero), TBKAiman Naufal RNo ratings yet
- Yêu Cầu Lựa Chọn Thiết Bị Gửi FUMINDocument3 pagesYêu Cầu Lựa Chọn Thiết Bị Gửi FUMINAn NguyenNo ratings yet