You might also like
- 04 Model-Model Sumber (Source Models) PDFDocument98 pages04 Model-Model Sumber (Source Models) PDFDio Nur RachmanNo ratings yet
- Ship Hull Coatings PDFDocument36 pagesShip Hull Coatings PDFNur Hidayatul Nadhirah75% (4)
- The Electrochemical Oxide Growth Behaviour On Titanium in Acid PDFDocument18 pagesThe Electrochemical Oxide Growth Behaviour On Titanium in Acid PDFClaudiaOllivveiraNo ratings yet
- Artgo - Intrinsic Viscosity - Single PointDocument7 pagesArtgo - Intrinsic Viscosity - Single PointManuel PlataNo ratings yet
- Q4 Science 7 - Module 3Document18 pagesQ4 Science 7 - Module 3Maria Conxedes GudesNo ratings yet
- ANSUL Manual Foam 2016.09 BackupDocument357 pagesANSUL Manual Foam 2016.09 BackupvengielNo ratings yet
- Reaksi Kimia (Jurnal)Document11 pagesReaksi Kimia (Jurnal)Nur Rahayu Setiawati82% (51)
- Structural and electrochemical properties of reactive magnetron sputtered titanium oxynitride (TiON) thin filmsDocument6 pagesStructural and electrochemical properties of reactive magnetron sputtered titanium oxynitride (TiON) thin filmsJussier VitorianoNo ratings yet
- Effect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingDocument15 pagesEffect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingAbdelkarim GhanemNo ratings yet
- Crystal Phase Transition and Properties of Titanium Oxide Nanotube Arrays Prepared by AnodizationDocument4 pagesCrystal Phase Transition and Properties of Titanium Oxide Nanotube Arrays Prepared by AnodizationEduardo BadelNo ratings yet
- Interface-Directed Spinodal Decomposition in Tialn/Crn Multilayer Hard Coatings Studied by Atom Probe TomographyDocument9 pagesInterface-Directed Spinodal Decomposition in Tialn/Crn Multilayer Hard Coatings Studied by Atom Probe TomographyFrontiersNo ratings yet
- MTIPROFEDocument9 pagesMTIPROFEMar Cerda SilvaNo ratings yet
- Friction and Wear of Electroless NiP and NiP+PTFE CoatingsDocument7 pagesFriction and Wear of Electroless NiP and NiP+PTFE CoatingsJosé Emilio Román de AndaNo ratings yet
- Misaelides2004 PDFDocument7 pagesMisaelides2004 PDFDiego JaquesNo ratings yet
- Grain Size Effect On Structural, Electrical and Mechanical Properties of NiTi Thin FilmsDocument8 pagesGrain Size Effect On Structural, Electrical and Mechanical Properties of NiTi Thin Filmsehagar60No ratings yet
- 86Document7 pages86Danesh AzNo ratings yet
- Enhanced Photocleavage of Water Using Titania Nanotube ArraysDocument5 pagesEnhanced Photocleavage of Water Using Titania Nanotube ArraysJulio RiosNo ratings yet
- Ceramics International: SciencedirectDocument8 pagesCeramics International: SciencedirectAryan Singh LatherNo ratings yet
- Advanced Ceramics - 4th Year - Lecture NotesDocument44 pagesAdvanced Ceramics - 4th Year - Lecture Notesdrsaadbhf100% (1)
- Microstructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositesDocument10 pagesMicrostructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositeskdfjlkjlkNo ratings yet
- Preparation and Characterization of TiO2 Nanotube Arrays Via Anodization of Titanium Films Deposited On FTO Conducting Glass at Room TemperatureDocument7 pagesPreparation and Characterization of TiO2 Nanotube Arrays Via Anodization of Titanium Films Deposited On FTO Conducting Glass at Room TemperatureAruna RajanNo ratings yet
- Ceramic XrayDocument9 pagesCeramic XrayFandi MarcelloNo ratings yet
- Surface & Coatings Technology: M. Azadi, A. Sabour Rouhaghdam, S. Ahangarani, H.H. Mo FidiDocument11 pagesSurface & Coatings Technology: M. Azadi, A. Sabour Rouhaghdam, S. Ahangarani, H.H. Mo FidiReinard DTNo ratings yet
- Investigation of Coated ToolsDocument15 pagesInvestigation of Coated ToolsT Arun SelvakumarNo ratings yet
- An Overview On Ceramics & Polymers For Microwave PropagationDocument11 pagesAn Overview On Ceramics & Polymers For Microwave PropagationSurendra KumarNo ratings yet
- Surface & Coatings TechnologyDocument9 pagesSurface & Coatings TechnologySriram MuruganNo ratings yet
- Electrical and mechanical properties of nano-structured TiN coatings deposited by vacuum cold sprayDocument7 pagesElectrical and mechanical properties of nano-structured TiN coatings deposited by vacuum cold sprayshaoyun ZHOUNo ratings yet
- Corrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFDocument6 pagesCorrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFmohamed aliNo ratings yet
- Keshavarz2013 Article MechanicalPropertiesOfStabilizDocument8 pagesKeshavarz2013 Article MechanicalPropertiesOfStabilizMohammed YunusNo ratings yet
- 10.1016@s0142 96120100299 XDocument10 pages10.1016@s0142 96120100299 XRagNo ratings yet
- Effect of Thermal Cycling On The Adhesion Strength of Ti-Ni-Ag Films On AlN SubstrateDocument5 pagesEffect of Thermal Cycling On The Adhesion Strength of Ti-Ni-Ag Films On AlN SubstrateWL JangNo ratings yet
- Mapping Elastic Stiffness Phases Titanium Alloy Using AFMDocument4 pagesMapping Elastic Stiffness Phases Titanium Alloy Using AFMGalih SenopatiNo ratings yet
- 1 s2.0 S0167577X21022254 MainDocument3 pages1 s2.0 S0167577X21022254 MainanshuNo ratings yet
- 1 s2.0 S0257897222000159 MainDocument12 pages1 s2.0 S0257897222000159 MainFabio RustowNo ratings yet
- Cryogenic Performances of T700 and T800 Carbon FibDocument8 pagesCryogenic Performances of T700 and T800 Carbon FibGustavoNo ratings yet
- Inverter CharacteristicsDocument5 pagesInverter CharacteristicsPiyush ParasharNo ratings yet
- Literatur CaCuTiO12Document6 pagesLiteratur CaCuTiO12prianNo ratings yet
- Author's Accepted Manuscript: Ceramics InternationalDocument39 pagesAuthor's Accepted Manuscript: Ceramics InternationalNguyen Thi Thuy TienNo ratings yet
- TIN StructureDocument9 pagesTIN StructureAbdulSamiNo ratings yet
- Novel Multilayered Ti/Tin Diffusion Barrier For Al MetallizationDocument7 pagesNovel Multilayered Ti/Tin Diffusion Barrier For Al Metallization郭家邦No ratings yet
- Corrosion % MoDocument13 pagesCorrosion % MoKheiro BzdNo ratings yet
- TiN/TiAlN Coatings Arc Ion PlatingDocument6 pagesTiN/TiAlN Coatings Arc Ion PlatingTurgay KıvakNo ratings yet
- Preparation and thermal shock performance of thick α-Ta coatings bydirect current magnetron sputtering (DCMS)Document7 pagesPreparation and thermal shock performance of thick α-Ta coatings bydirect current magnetron sputtering (DCMS)BeeNo ratings yet
- Glass CeramicDocument8 pagesGlass Ceramicjose mirandaNo ratings yet
- Metals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersDocument17 pagesMetals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersMarcionilo Neri da Silva JúniorNo ratings yet
- Huang 2021Document8 pagesHuang 2021KArenNo ratings yet
- Lee APL 2013Document6 pagesLee APL 2013Partha sarathi padhiNo ratings yet
- 01-Corrosion Resistance of A Magnetic Stainless Steel Ion Plated With Titanium NitrideDocument6 pages01-Corrosion Resistance of A Magnetic Stainless Steel Ion Plated With Titanium Nitrideshaoyun ZHOUNo ratings yet
- Characteristics of Arc Plasma Deposited TiAlZrCN CoatingsDocument7 pagesCharacteristics of Arc Plasma Deposited TiAlZrCN CoatingsПавел МисуноNo ratings yet
- Microstructure and Corrosion Properties Ni-Ti Alloy After Electrochemical Testing in 0.9 % Nacl SolutionDocument7 pagesMicrostructure and Corrosion Properties Ni-Ti Alloy After Electrochemical Testing in 0.9 % Nacl SolutionLadislavNo ratings yet
- Composites: Part B: Chih-Chun Teng, Chen-Chi M. Ma, Kuo-Chan Chiou, Tzong-Ming LeeDocument7 pagesComposites: Part B: Chih-Chun Teng, Chen-Chi M. Ma, Kuo-Chan Chiou, Tzong-Ming LeeamirswtNo ratings yet
- Materials Letters: C.K. Chung, W.T. Chang, C.F. Chen, M.W. LiaoDocument4 pagesMaterials Letters: C.K. Chung, W.T. Chang, C.F. Chen, M.W. LiaoAsandulesa AndreeaNo ratings yet
- Ceramics International: SciencedirectDocument7 pagesCeramics International: SciencedirectBabcsánné Kiss JuditNo ratings yet
- Engineering Journal Evaluation of The Effect of Surface Preparation On Corrosion Properties of Cerametallic Composites in Titanium MatrixDocument5 pagesEngineering Journal Evaluation of The Effect of Surface Preparation On Corrosion Properties of Cerametallic Composites in Titanium MatrixEngineering JournalNo ratings yet
- Microstructure and Cutting Performance of Crtialn Coating For High-Speed Dry MillingDocument7 pagesMicrostructure and Cutting Performance of Crtialn Coating For High-Speed Dry Millingsalah eddineNo ratings yet
- Extreme Creep Resistance in A MicrostructurallyDocument14 pagesExtreme Creep Resistance in A Microstructurally陳杰甫(Jeff)No ratings yet
- Effects of Tin Coating On The Corrosion of Nanostructured Ti-30Ta-Xzr Alloys For Dental ImplantsDocument6 pagesEffects of Tin Coating On The Corrosion of Nanostructured Ti-30Ta-Xzr Alloys For Dental ImplantsAtria PradityanaNo ratings yet
- Evaluation of Erosion-Corrosion by Jet Impingement Tests On A CR/CRN Bilayer Coating Deposited by Cathodic ArcDocument14 pagesEvaluation of Erosion-Corrosion by Jet Impingement Tests On A CR/CRN Bilayer Coating Deposited by Cathodic ArcJose David CastroNo ratings yet
- Alem, Sarpoolaky, Keshmiri - 2009 - Sol-Gel Preparation of Titania Multilayer Membrane For Photocatalytic ApplicationsDocument7 pagesAlem, Sarpoolaky, Keshmiri - 2009 - Sol-Gel Preparation of Titania Multilayer Membrane For Photocatalytic ApplicationsBFCNo ratings yet
- Electrochimica Acta: 2 Martin Motola, Ludek Hromadko, Jan Prikryl, Hanna Sopha, Milos Krbal, Jan M. MacakDocument12 pagesElectrochimica Acta: 2 Martin Motola, Ludek Hromadko, Jan Prikryl, Hanna Sopha, Milos Krbal, Jan M. MacakAssia Ben AhmedNo ratings yet
- Ramalingam2009 PDFDocument7 pagesRamalingam2009 PDFmohamed aliNo ratings yet
- On The Micro-Drilling and Turning Performance of Tin/Aln Nano-Multilayer FilmsDocument8 pagesOn The Micro-Drilling and Turning Performance of Tin/Aln Nano-Multilayer FilmsrajeshNo ratings yet
- Optimizing Hot Dip Galvanizing Operations of Steel Sheets For Better QualityDocument7 pagesOptimizing Hot Dip Galvanizing Operations of Steel Sheets For Better QualitykhurshedlakhoNo ratings yet
- Effect of film thickness on thermal conductivity of diamond/BeO compositesDocument6 pagesEffect of film thickness on thermal conductivity of diamond/BeO compositesbintang7454No ratings yet
- Anodization P - TiO2555Document9 pagesAnodization P - TiO2555Sudip SinhaNo ratings yet
- Improvement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Document8 pagesImprovement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Chercheurs Permanents UrmmNo ratings yet
- Improved Structural Mechanical Corrosion and Tribocorrosion Properties ofDocument8 pagesImproved Structural Mechanical Corrosion and Tribocorrosion Properties ofChercheurs Permanents UrmmNo ratings yet
- Investigation On The Corrosion Behavior and Biocompatibility of Ti-6Al-4V Kazemi2020Document13 pagesInvestigation On The Corrosion Behavior and Biocompatibility of Ti-6Al-4V Kazemi2020Chercheurs Permanents UrmmNo ratings yet
- Microstructure and Properties of Monolayer, Bilayer and MultilayerDocument12 pagesMicrostructure and Properties of Monolayer, Bilayer and MultilayerChercheurs Permanents UrmmNo ratings yet
- Nanoscale Characterization of Corrosion Mechanisms in Advanced ZR-ZRXN Major2020Document10 pagesNanoscale Characterization of Corrosion Mechanisms in Advanced ZR-ZRXN Major2020Chercheurs Permanents UrmmNo ratings yet
- Improvement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Document8 pagesImprovement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Chercheurs Permanents UrmmNo ratings yet
- Comparative Studies On Corrosion and Tribological Performance of Derakhshandeh2020Document11 pagesComparative Studies On Corrosion and Tribological Performance of Derakhshandeh2020Chercheurs Permanents UrmmNo ratings yet
- Effect of Processing Conditions On The Structural Properties and Corrosion Khosravih2020Document11 pagesEffect of Processing Conditions On The Structural Properties and Corrosion Khosravih2020Chercheurs Permanents UrmmNo ratings yet
- Autochem 2950 HP - BrochureDocument8 pagesAutochem 2950 HP - Brochurerestor3dNo ratings yet
- Compound Effervescent Powder FormulaDocument4 pagesCompound Effervescent Powder FormulaJonille EchevarriaNo ratings yet
- Everything about high-speed steelDocument2 pagesEverything about high-speed steeljerfmosNo ratings yet
- Science Paper 1. Question Paper. Stage 8. Cambridge Secondary 1 Progression Test 45 Minutes. For Teacher's Use. Page Mark. Name..Document14 pagesScience Paper 1. Question Paper. Stage 8. Cambridge Secondary 1 Progression Test 45 Minutes. For Teacher's Use. Page Mark. Name..ChristineNo ratings yet
- Cleaner Engineering and Technology: Mohammed B. Al RayaanDocument6 pagesCleaner Engineering and Technology: Mohammed B. Al Rayaanchemist.msalehNo ratings yet
- Rist Diagram - Lecture 31Document7 pagesRist Diagram - Lecture 31Udochukwu MarkNo ratings yet
- Week06outlinesf11 PDFDocument6 pagesWeek06outlinesf11 PDFaashique hussainNo ratings yet
- Example of Research ProposalDocument4 pagesExample of Research ProposalBlankSyaNo ratings yet
- Jindal Al SectionsDocument14 pagesJindal Al SectionsAMIT GUPTANo ratings yet
- CH 28 Lecture Notes PhysicsDocument21 pagesCH 28 Lecture Notes Physicsmgoogol0No ratings yet
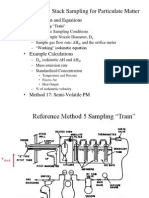
- EPA METHOD 5 CALCULATIONSDocument42 pagesEPA METHOD 5 CALCULATIONSDipeshBardoliaNo ratings yet
- MDT Multisample Module PsDocument1 pageMDT Multisample Module PsariosabzNo ratings yet
- Api RP 1111 E5Document3 pagesApi RP 1111 E5Oğuzcan Şahin0% (1)
- Modeling and Simulation of Polycrystalline Zno Thin-Film TransistorsDocument10 pagesModeling and Simulation of Polycrystalline Zno Thin-Film Transistorsck maitiNo ratings yet
- Treating Sullage Water Using Natural and Chemical CoagulantsDocument5 pagesTreating Sullage Water Using Natural and Chemical CoagulantsMuhammad Ramadhan SaputraNo ratings yet
- Intro To Viscosity PDFDocument2 pagesIntro To Viscosity PDFTunji AminuNo ratings yet
- Biochemistry (DR Jhamad)Document90 pagesBiochemistry (DR Jhamad)dbchoudhary77No ratings yet
- Datasheet: Rigid Box Seals - Fire OnlyDocument2 pagesDatasheet: Rigid Box Seals - Fire OnlyEdgar ArdinazoNo ratings yet
- De Paula 2020Document11 pagesDe Paula 2020Sangameshwaran SadhasivamNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- Unit 2 Solutions Key ConceptsDocument32 pagesUnit 2 Solutions Key ConceptsChitrasen WangNo ratings yet
- Rao CBM 96 (2015) 508-517Document11 pagesRao CBM 96 (2015) 508-517Ali AliievNo ratings yet
- SWG 30 WDocument1 pageSWG 30 WRajesh RoyNo ratings yet
- Paper MT 5 Brahmastra 02 04 2023Document56 pagesPaper MT 5 Brahmastra 02 04 2023Vaibhav Kumar SinghNo ratings yet