You might also like
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Document2 pagesSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 pagesB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamNo ratings yet
- Solderer Performance Qualification (SPQ) - Sample Form: Qualification, AWS B2.3/B2.3MDocument1 pageSolderer Performance Qualification (SPQ) - Sample Form: Qualification, AWS B2.3/B2.3MBernardo LeorNo ratings yet
- WPQDocument1 pageWPQChava TejaNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Asme BPVC IxDocument7 pagesAsme BPVC IxNVTVNNo ratings yet
- Welding Inspector: Weld Repairs Section 16Document20 pagesWelding Inspector: Weld Repairs Section 16manojballaNo ratings yet
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
- Weld Repair Rev. 1Document3 pagesWeld Repair Rev. 1vinas kusdinarNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- WPQ WELDER QUALIFICATION 16MM PLATE SMAWDocument1 pageWPQ WELDER QUALIFICATION 16MM PLATE SMAWniket0No ratings yet
- Alu WpsDocument4 pagesAlu WpsdselvakuuNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- CWBDocument2 pagesCWBShyam ParsanaNo ratings yet
- API 6D InterpretationDocument6 pagesAPI 6D InterpretationRavi MhaskeNo ratings yet
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Document6 pagesGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNo ratings yet
- TDC Tech Spec For PlateDocument3 pagesTDC Tech Spec For PlateBantoo RajamandiNo ratings yet
- Sample Procedure Qualification Record (PQR) : (Smaw, Gmaw, Gtaw, Fcaw, Ofw, Paw)Document2 pagesSample Procedure Qualification Record (PQR) : (Smaw, Gmaw, Gtaw, Fcaw, Ofw, Paw)Thanakit Srisaeng0% (1)
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- Astm A488-A488m 2010Document18 pagesAstm A488-A488m 2010Júlio RosaNo ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- Visual Inspection D1-1Document1 pageVisual Inspection D1-1Malcolm DiamondNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 pagesQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNo ratings yet
- Udlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)Document120 pagesUdlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)mtcengineering100% (2)
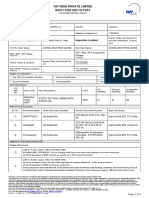
- Tuv India Private Limited: Inspection Visit ReportDocument5 pagesTuv India Private Limited: Inspection Visit ReportAkhtar aliNo ratings yet
- NPCIL Tube Fitting SpecificationsDocument22 pagesNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- (First Revision) : Indian StandardDocument8 pages(First Revision) : Indian StandardBhanu Pratap ChoudhuryNo ratings yet
- WPS for Groove Welds in ASTM A36 SteelDocument2 pagesWPS for Groove Welds in ASTM A36 SteelNuril VS theWorldNo ratings yet
- WPS - 2Document3 pagesWPS - 2aleventNo ratings yet
- AWS D1.2/D1.2M:2008 Annex F Welding Procedure Spec for Stud WeldingDocument1 pageAWS D1.2/D1.2M:2008 Annex F Welding Procedure Spec for Stud WeldingmivasaNo ratings yet
- Welding Checklist For Field WeldingDocument1 pageWelding Checklist For Field Weldingnapster386No ratings yet
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- Pressure Gauge Technical InformationsDocument4 pagesPressure Gauge Technical Informationssahayaraaj100% (1)
- Api RP 578Document21 pagesApi RP 578Amir Habib AfridiNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Welding SA210 GR CDocument2 pagesWelding SA210 GR Cabet_singkong8930No ratings yet
- Brazing BPS 107-1 PDocument5 pagesBrazing BPS 107-1 Pmbe josephNo ratings yet
- Tech Manual MVP Series 2017.1 WIP 3Document73 pagesTech Manual MVP Series 2017.1 WIP 3Chav HoangNo ratings yet
- 202 1sp 0 Saw Cs CsDocument8 pages202 1sp 0 Saw Cs CskrishimaNo ratings yet
- Inspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringDocument2 pagesInspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringHerruSetiawan100% (1)
- (Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Document9 pages(Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Gustavo de Paula100% (1)
- Brazing Procedure Specification (BPS) : (Automatic, Manual, Machine, or Semi-Automatic)Document3 pagesBrazing Procedure Specification (BPS) : (Automatic, Manual, Machine, or Semi-Automatic)Joyce GordonioNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Welders CertDocument11 pagesWelders CertAhmed GomaaNo ratings yet
- Sample PQRDocument2 pagesSample PQRudaysrp33% (3)
- F4-WPS PQR Stud WeldingDocument1 pageF4-WPS PQR Stud WeldingBernardo LeorNo ratings yet
- Aws B5.5 Specification For The Qualification of Welding Educators PDFDocument27 pagesAws B5.5 Specification For The Qualification of Welding Educators PDFYago MendozaNo ratings yet
- Sample Report of Radiographic Examination of WeldsDocument1 pageSample Report of Radiographic Examination of WeldsmARIONo ratings yet
- AWS D1.5 PQR TitleDocument1 pageAWS D1.5 PQR TitleNavanitheeshwaran SivasubramaniyamNo ratings yet
- M 5 D1.1 2015 FormDocument1 pageM 5 D1.1 2015 FormrevelkNo ratings yet
- M 5 D1.1 2015 FormDocument1 pageM 5 D1.1 2015 FormrevelkNo ratings yet
- Sample Report of Magnetic-Particle Examination of WeldsDocument1 pageSample Report of Magnetic-Particle Examination of WeldsNavanitheeshwaran SivasubramaniyamNo ratings yet
- Form O-4-Procedure Qualification Record (PQR) WorksheetDocument1 pageForm O-4-Procedure Qualification Record (PQR) WorksheetNavanitheeshwaran SivasubramaniyamNo ratings yet
- QC10 2017 Final WebDocument34 pagesQC10 2017 Final WebJose nuñez100% (1)
- Form O-5-Welder and Welding Operator Qualification RecordDocument1 pageForm O-5-Welder and Welding Operator Qualification RecordNavanitheeshwaran SivasubramaniyamNo ratings yet
- Supplement G - AWS Performance Qualification TestDocument12 pagesSupplement G - AWS Performance Qualification TestNavanitheeshwaran SivasubramaniyamNo ratings yet
- E 8 - E 8M - 16aDocument30 pagesE 8 - E 8M - 16aNguyễn Như ThếNo ratings yet
- Supplement F - Chemical Plant and Petroleum Refinery PipingDocument24 pagesSupplement F - Chemical Plant and Petroleum Refinery PipingNavanitheeshwaran SivasubramaniyamNo ratings yet
- QC4 89Document14 pagesQC4 89alefeli26No ratings yet
- Information Handling Services Nov 16 2001 ReportDocument326 pagesInformation Handling Services Nov 16 2001 ReportNavanitheeshwaran SivasubramaniyamNo ratings yet
- Specification For Qualification and Certification of Sense Level Ii - Advanced WeldersDocument38 pagesSpecification For Qualification and Certification of Sense Level Ii - Advanced WeldersAtze DuwieNo ratings yet
- Field Welding Inspection ManualDocument40 pagesField Welding Inspection ManualBala Praveen100% (1)
- Addendum 1: Manufacturing Organizations For The Petroleum and Natural Gas Industries, Ninth Edition, JuneDocument1 pageAddendum 1: Manufacturing Organizations For The Petroleum and Natural Gas Industries, Ninth Edition, JuneNavanitheeshwaran SivasubramaniyamNo ratings yet
- Sense & Nonsense of Welding Procedure QualificationDocument25 pagesSense & Nonsense of Welding Procedure QualificationamdidgurNo ratings yet
- Pdo Guide To Engineering Standards and ProceduresDocument1 pagePdo Guide To Engineering Standards and ProceduresNavanitheeshwaran Sivasubramaniyam0% (1)
- API Q1 Approved InterpretationsDocument4 pagesAPI Q1 Approved InterpretationsKrishna VachaNo ratings yet
- AWS B2.1/B2.1M:2014-AMD1 performance test recordDocument1 pageAWS B2.1/B2.1M:2014-AMD1 performance test recordNavanitheeshwaran SivasubramaniyamNo ratings yet
- API 570 Exam Publications Effectivity Sheet: October 2020 and February 2021Document1 pageAPI 570 Exam Publications Effectivity Sheet: October 2020 and February 2021Malave HelenitaNo ratings yet
- Duplex Stainless Steels-An Overview PDFDocument10 pagesDuplex Stainless Steels-An Overview PDFNavanitheeshwaran SivasubramaniyamNo ratings yet
- 510 - May 2017 Jan 2018 - PublicationsEffectivity - Final 12 05 16 PDFDocument1 page510 - May 2017 Jan 2018 - PublicationsEffectivity - Final 12 05 16 PDFshakeelahmadjsrNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocument48 pagesShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNo ratings yet
- BX2750Document18 pagesBX2750Mike BurdNo ratings yet
- Your UNIX Linux The Ultimate Guide 3rd Edition by Sumitabha Solution ManualDocument1 pageYour UNIX Linux The Ultimate Guide 3rd Edition by Sumitabha Solution ManualAasif Wani0% (1)
- Sizing of Capacitors Placed Ieee 735 PDFDocument9 pagesSizing of Capacitors Placed Ieee 735 PDFEnrique Anchundia GuerreroNo ratings yet
- NS1 Work Plan Procedure For CW Piping Installation Rev.4Document47 pagesNS1 Work Plan Procedure For CW Piping Installation Rev.4namdq-1No ratings yet
- Aeg Favorit Manual Servicio PDFDocument28 pagesAeg Favorit Manual Servicio PDFNelu BarbuNo ratings yet
- 74as181a DatasheetDocument13 pages74as181a DatasheetJuan AlberjonNo ratings yet
- Instrument TransformersDocument47 pagesInstrument TransformersabwarisNo ratings yet
- National Roundabout Conference 2005 Preliminary FindingsDocument9 pagesNational Roundabout Conference 2005 Preliminary FindingsMEHDI FARROKHINo ratings yet
- Chap 03Document54 pagesChap 03ServicefuchsNo ratings yet
- Instrumentation Cable & Communication Cable Material ListDocument2 pagesInstrumentation Cable & Communication Cable Material ListMathavan ABMNo ratings yet
- ch05Document13 pagesch05Engine Tuning UpNo ratings yet
- Craftsman Riding Mower 917.252560Document56 pagesCraftsman Riding Mower 917.252560PK1126No ratings yet
- Introduction To BGP: Border Gateway ProtocolDocument7 pagesIntroduction To BGP: Border Gateway ProtocolKevin KimNo ratings yet
- Essay Tik TokDocument6 pagesEssay Tik TokEzayffa HizfarNo ratings yet
- Cross Border Payments Using BlockchainDocument8 pagesCross Border Payments Using BlockchainKrishna YadavNo ratings yet
- Haier Lt32c360 Chassis Msd306 SMDocument58 pagesHaier Lt32c360 Chassis Msd306 SMgenmassa100% (2)
- Learning Mastercam X8 Step by Step LATHEDocument180 pagesLearning Mastercam X8 Step by Step LATHEatgordon167% (3)
- JBL 2242H 800W 460mm Subwoofer with Super Vented Gap CoolingDocument2 pagesJBL 2242H 800W 460mm Subwoofer with Super Vented Gap Coolingadalberto teranNo ratings yet
- AVR520 Service ManualDocument160 pagesAVR520 Service ManualtlehotskyNo ratings yet
- Residential Enclosure Options for Surface and Flush MountingDocument26 pagesResidential Enclosure Options for Surface and Flush MountingramadhanNo ratings yet
- Key Plan: Design Case Study Low Cost Housing Dwarka Sec 23Document11 pagesKey Plan: Design Case Study Low Cost Housing Dwarka Sec 23NAZEEF KHANNo ratings yet
- GatesDocument2 pagesGatesAnca ZibityNo ratings yet
- MODEL PC-171 - Transformer Temperature IndicatorDocument6 pagesMODEL PC-171 - Transformer Temperature IndicatorMKNo ratings yet
- Wku Mkt220 Final Exam Fall 2014 (50 Questions)Document2 pagesWku Mkt220 Final Exam Fall 2014 (50 Questions)teacher.theacestudNo ratings yet
- Paper - Update On Subsea LNG Pipeline TechnologyDocument11 pagesPaper - Update On Subsea LNG Pipeline TechnologyfralgiugiaNo ratings yet
- Pipe Fitting Dimensions CatalogueDocument22 pagesPipe Fitting Dimensions CatalogueMuhammad AfzaalNo ratings yet
- Consumer Reports Buying Guide 2013: Home AppliancesDocument66 pagesConsumer Reports Buying Guide 2013: Home Appliancesdesijnk100% (1)
- 300 011 782Document42 pages300 011 782राकेश कुमार सिंहNo ratings yet
- CSB Study CaseDocument4 pagesCSB Study CaseHerlanSyahputraNo ratings yet
- Compost Tips For The Home Gardener: What Is Compost? Why Compost?Document4 pagesCompost Tips For The Home Gardener: What Is Compost? Why Compost?RO-AM-BDNo ratings yet