You might also like
- Thermal BondingDocument27 pagesThermal BondingRıdvan ÇıngarNo ratings yet
- Polymer Manufacturing Processes - A 4000+ Words Comprehensive GuideDocument31 pagesPolymer Manufacturing Processes - A 4000+ Words Comprehensive GuideMorkizgaNo ratings yet
- Paper Mill Roller Coverings PropertiesDocument8 pagesPaper Mill Roller Coverings PropertiesfapivaNo ratings yet
- RIL BoppDocument14 pagesRIL BoppSaurabh PariharNo ratings yet
- Polymer Processing: An Introduction to Rheology and Key Processing TechniquesDocument33 pagesPolymer Processing: An Introduction to Rheology and Key Processing TechniquesRay CNo ratings yet
- Modeo Por DiafragmaDocument5 pagesModeo Por DiafragmaAlexNo ratings yet
- Thermal BondingDocument24 pagesThermal BondingShashi sssNo ratings yet
- LAMINATION SUITABILITYDocument3 pagesLAMINATION SUITABILITYSwapnesh GoswamiNo ratings yet
- BindersDocument4 pagesBindersSariyyaHeydarovaNo ratings yet
- Lecture 9Document45 pagesLecture 9Kemal DemirNo ratings yet
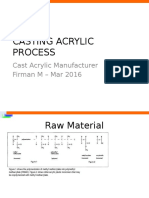
- Casting Acrylic ProcessDocument32 pagesCasting Acrylic ProcessFirman Muttaqin100% (3)
- Raffia Tape Line ProcessDocument20 pagesRaffia Tape Line ProcessSumeet Rathor100% (10)
- Thermoplastic Fabrication Technology Using Induced Vibration TechniquesDocument6 pagesThermoplastic Fabrication Technology Using Induced Vibration TechniquesabiliovieiraNo ratings yet
- AM ManufacturingDocument78 pagesAM ManufacturingAarizMalikNo ratings yet
- PP Film ManufacturingDocument61 pagesPP Film ManufacturingMerve Ayvaz KöroğluNo ratings yet
- Plastics and RubberDocument8 pagesPlastics and RubberCyrus MaderaNo ratings yet
- Calendering ProcessDocument14 pagesCalendering ProcessRony ShielaNo ratings yet
- CERAMICS & CompositeDocument5 pagesCERAMICS & CompositepisyuNo ratings yet
- Manufacturing Processes Lecture on Plastics Forming and PropertiesDocument36 pagesManufacturing Processes Lecture on Plastics Forming and Propertiesabdullah sulimanNo ratings yet
- Cast Acrylic Manufacturing ProcessDocument32 pagesCast Acrylic Manufacturing ProcessGrande PartitaNo ratings yet
- 5nonwoven Technology-Thermal BondingDocument20 pages5nonwoven Technology-Thermal BondingRahul KasaleNo ratings yet
- CH 13Document58 pagesCH 13fateh mehmoodNo ratings yet
- Rheology and Processing 2016Document65 pagesRheology and Processing 2016Shailendra PatelNo ratings yet
- Thermal and Adhesive Bonding of Non-WovensDocument31 pagesThermal and Adhesive Bonding of Non-WovensAyesha Shaikh100% (1)
- Application & Manufacturing Process Of: Ahsanullah University of Science and TechnologyDocument40 pagesApplication & Manufacturing Process Of: Ahsanullah University of Science and TechnologymohansaiNo ratings yet
- Calendering PresentationDocument10 pagesCalendering PresentationCarol RichiNo ratings yet
- THERMOFORMINGDocument98 pagesTHERMOFORMINGShubham ChaudharyNo ratings yet
- Spinning ProcessDocument27 pagesSpinning ProcessVasakam YasvanthNo ratings yet
- PP Polypropylene Fibers ExplainedDocument11 pagesPP Polypropylene Fibers ExplainedShivam KabirNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- 5 - FilmsDocument3 pages5 - FilmsGloria GonzálezNo ratings yet
- Mold-Design 853571c4bDocument7 pagesMold-Design 853571c4bDinesh VenkataramanNo ratings yet
- Reactive Polymer ProcessingDocument12 pagesReactive Polymer ProcessingVanNo ratings yet
- Composite FabricationDocument8 pagesComposite FabricationAbu Bakar SiddiqueNo ratings yet
- Structures and Properties of PolymersDocument15 pagesStructures and Properties of PolymersOCRChemistrySaltersNo ratings yet
- Bubble Wrap Manufacturing ProcessDocument13 pagesBubble Wrap Manufacturing ProcessAnonymous a8rdyKOCNo ratings yet
- Injection Molding AssignmentDocument8 pagesInjection Molding AssignmentaakshusabhNo ratings yet
- Exam Notes VanshDocument20 pagesExam Notes Vanshvanshchauhan209No ratings yet
- Peter Mueller Sintering Lab ReportDocument25 pagesPeter Mueller Sintering Lab Reportharry potterNo ratings yet
- Roll Cover Development - Calendering: Executive SummaryDocument14 pagesRoll Cover Development - Calendering: Executive SummaryAdolfo GuillenhNo ratings yet
- Heat setting of manmade fibres using stenter machine (TTCP 327Document35 pagesHeat setting of manmade fibres using stenter machine (TTCP 327VERMADEENNo ratings yet
- POLYMER PROCESSING HandoutDocument4 pagesPOLYMER PROCESSING HandoutAmabelle SantosNo ratings yet
- 30 Polyester Films Vol. 11Document12 pages30 Polyester Films Vol. 11ichsan hakimNo ratings yet
- MEC640 ASSIGNMENT2 Nurudin (2021823758)Document4 pagesMEC640 ASSIGNMENT2 Nurudin (2021823758)MUHAMMAD NURUDIN IMAN GHANINo ratings yet
- Embedding of Plant TissuesDocument17 pagesEmbedding of Plant TissuesSWETA MOHANTY 2147619No ratings yet
- TA Rheo ThermosetDocument14 pagesTA Rheo ThermosetRoxana Mihaela DinuNo ratings yet
- Heat SettingDocument15 pagesHeat SettingnikitaNo ratings yet
- Injection MoldingDocument46 pagesInjection MoldingBeer with FriendsNo ratings yet
- Processing of Polymers and Composites: Lecture 20 - 11/03/2019Document14 pagesProcessing of Polymers and Composites: Lecture 20 - 11/03/2019MK SaravananNo ratings yet
- Polymer Matrix CompositesDocument84 pagesPolymer Matrix Compositesعلي الشمريNo ratings yet
- Ultra-Strong Polyethylene Fiber PropertiesDocument4 pagesUltra-Strong Polyethylene Fiber PropertiesRAFIAHAMMEDNo ratings yet
- Calendering ProcessDocument21 pagesCalendering ProcessMercyJatindro67% (3)
- Biaxially Stretched in Comparison With Conventionally Blown CoextrudedDocument7 pagesBiaxially Stretched in Comparison With Conventionally Blown CoextrudedakpolymerNo ratings yet
- Unit Vi. Polymeric Materials: Topic OutlineDocument7 pagesUnit Vi. Polymeric Materials: Topic OutlineIvyy Joyce BuanNo ratings yet
- Manufacturing Process of Bubble WrapDocument2 pagesManufacturing Process of Bubble WrapAreeb AbidNo ratings yet
- Bubble Wrap Manufacturing ProcessDocument13 pagesBubble Wrap Manufacturing ProcessDebasish Padhy100% (3)
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- 8.TC-724 Weaving - Instruction ManualDocument8 pages8.TC-724 Weaving - Instruction ManualHarryNo ratings yet
- Used ACKERMANN HB 700/ 185 Wood Chipping Machine: Photo Video DocumentsDocument4 pagesUsed ACKERMANN HB 700/ 185 Wood Chipping Machine: Photo Video DocumentsHarryNo ratings yet
- Silos Silo Systems Product Brochure WebDocument8 pagesSilos Silo Systems Product Brochure WebHarryNo ratings yet
- The Vollmer Group World-Wide Top Products For Top PerformanceDocument5 pagesThe Vollmer Group World-Wide Top Products For Top PerformanceHarryNo ratings yet
- USED Precision Circular Saw Ulmia 1710 SN: Interested in Purchasing?Document4 pagesUSED Precision Circular Saw Ulmia 1710 SN: Interested in Purchasing?HarryNo ratings yet
- 03 ITMAweaving - OKDocument38 pages03 ITMAweaving - OKHarryNo ratings yet
- 1166 Understanding Fabrics GuideDocument28 pages1166 Understanding Fabrics GuideHarryNo ratings yet
- 100 Mechanical Seals PresentationDocument81 pages100 Mechanical Seals PresentationMahesh KumarNo ratings yet
- Pneumatic Coilers Manual TAKDocument25 pagesPneumatic Coilers Manual TAKHarryNo ratings yet
- History and Types of Wind TurbinesDocument17 pagesHistory and Types of Wind TurbinesHarryNo ratings yet
- Chain Flight ConveyorDocument8 pagesChain Flight ConveyorHarryNo ratings yet
- Examples of NPV and IRR Calculations Using Excel (By Ali Aslam)Document1 pageExamples of NPV and IRR Calculations Using Excel (By Ali Aslam)HarryNo ratings yet
- Series Ii High Pressure Blowers: 7697 Snider Road, Mason, OH 45040-9135 Telephone: 513-573-0600Document19 pagesSeries Ii High Pressure Blowers: 7697 Snider Road, Mason, OH 45040-9135 Telephone: 513-573-0600HarryNo ratings yet
- Property-Valuation 303-441 2022Document93 pagesProperty-Valuation 303-441 2022HarryNo ratings yet
- standard05-PERSONAL PROPERTYDocument27 pagesstandard05-PERSONAL PROPERTYHarryNo ratings yet
- IRRCalculationDocument4 pagesIRRCalculationA KumarNo ratings yet
- Guide to Valuing Tangible Personal PropertyDocument65 pagesGuide to Valuing Tangible Personal PropertyHarryNo ratings yet
- Obsoguidelines - PENTINGDocument30 pagesObsoguidelines - PENTINGHarryNo ratings yet
- VGV MGV PlantEquipment August-2011Document20 pagesVGV MGV PlantEquipment August-2011deddy asNo ratings yet
- Internal Rate of Return: Task 1Document3 pagesInternal Rate of Return: Task 1HarryNo ratings yet
- Calculate Financial Metrics and Recommend Best IT ProjectDocument3 pagesCalculate Financial Metrics and Recommend Best IT ProjectHarryNo ratings yet
- En Wjepas Vol 2 Iss 2 PG 45 50 PDFDocument8 pagesEn Wjepas Vol 2 Iss 2 PG 45 50 PDFSaurabh Kumar SharmaNo ratings yet
- 2014 Cost Index & Depreciation SchedulesDocument30 pages2014 Cost Index & Depreciation SchedulesHarryNo ratings yet
- Valuation and Depreciation Public Sector PDFDocument186 pagesValuation and Depreciation Public Sector PDFcorneliu100% (1)
- 2014 Personal Property TablesDocument17 pages2014 Personal Property TablesHarryNo ratings yet
- Unidentifiable Asset Appraisals for Illustration PurposesDocument12 pagesUnidentifiable Asset Appraisals for Illustration PurposesHarryNo ratings yet
- Val Guidance PropertyDocument64 pagesVal Guidance PropertyHarryNo ratings yet
- Section Viii The Appraisal of Business Personal PropertyDocument41 pagesSection Viii The Appraisal of Business Personal PropertyHarryNo ratings yet
- Assessors' Handbook Section 581 Equipment Index, Percent Good and Valuation FactorsDocument48 pagesAssessors' Handbook Section 581 Equipment Index, Percent Good and Valuation FactorsHarryNo ratings yet
- Des Case Spin On Filter Element Data Sheet 2020Document2 pagesDes Case Spin On Filter Element Data Sheet 2020Alaa saidNo ratings yet
- INTERNAL FORCED CONVECTION HEAT TRANSFERDocument38 pagesINTERNAL FORCED CONVECTION HEAT TRANSFEREihabARaoufMustafaNo ratings yet
- Heat TransferDocument10 pagesHeat TransferMichael AugustineNo ratings yet
- Refining HB 2000 For CD RomDocument10 pagesRefining HB 2000 For CD RomCarlos Alberto Ubillas AlcaldeNo ratings yet
- "Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217Document2 pages"Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217MilindMahajanNo ratings yet
- Basics Of Pressure Diecasting Die DesignDocument47 pagesBasics Of Pressure Diecasting Die DesignanuranjandesignNo ratings yet
- Capillary Real Result 1Document1 pageCapillary Real Result 1Ay Oub BenNo ratings yet
- Duct Friction Loss Coefficient ChartDocument178 pagesDuct Friction Loss Coefficient ChartPhuc BVNo ratings yet
- Is.2951.2.1965 Head Loss in Flow Through PipesDocument19 pagesIs.2951.2.1965 Head Loss in Flow Through PipeskdpgrahiNo ratings yet
- Plate Heat Exchanger Technical SpecificationDocument2 pagesPlate Heat Exchanger Technical SpecificationLuis Sánchez RoblesNo ratings yet
- CHM271 - Study Case (Alternatives)Document2 pagesCHM271 - Study Case (Alternatives)Faidz FahmyNo ratings yet
- CT - Thermodynamics - Module Heat & Thermodynamics - 03012022 - 14. Heat & Thermodynamics ModuleDocument105 pagesCT - Thermodynamics - Module Heat & Thermodynamics - 03012022 - 14. Heat & Thermodynamics ModuleAnita Akhilesh YadavNo ratings yet
- Design and Analysis of Forged Thermostatic Expansion Valve by Using FEADocument5 pagesDesign and Analysis of Forged Thermostatic Expansion Valve by Using FEARajat JunejaNo ratings yet
- Re-Drawing Sukowati - Document Control SheetDocument5 pagesRe-Drawing Sukowati - Document Control SheetHSE TrihascoNo ratings yet
- 19-31 Ariyanto, Tati NoviatiDocument13 pages19-31 Ariyanto, Tati Noviatibimokananda2019No ratings yet
- Ductile Iron Pipe - WikipediaDocument18 pagesDuctile Iron Pipe - WikipediaZaw Moe AungNo ratings yet
- Flow Regimes and Pressure Losses in Closed ConduitsDocument18 pagesFlow Regimes and Pressure Losses in Closed ConduitsJay Wilmer RoqueroNo ratings yet
- NPR260 Line ProportionersDocument5 pagesNPR260 Line ProportionersDaniel Carmona AriasNo ratings yet
- Die FormingDocument4 pagesDie FormingMohit KambojNo ratings yet
- Tabela de FittingsDocument3 pagesTabela de FittingsCesar FerreiraNo ratings yet
- Dropwise Condensation Vs Film Condensation With PDFDocument3 pagesDropwise Condensation Vs Film Condensation With PDFdhruv100% (1)
- Introduction To Control of Gaseous Pollutants: Table 10.1Document7 pagesIntroduction To Control of Gaseous Pollutants: Table 10.1Yolanda SefriantinaNo ratings yet
- CHM111 - Chemical Equilibrium NoteDocument22 pagesCHM111 - Chemical Equilibrium NoteolufemisongNo ratings yet
- Me 321: Fluid Mechanics-I: Dr. A.B.M. Toufique HasanDocument12 pagesMe 321: Fluid Mechanics-I: Dr. A.B.M. Toufique HasanankitaNo ratings yet
- Fyp 1Document26 pagesFyp 1Taha RahatNo ratings yet
- Submitted By:: Sourabh Ingjal Sachin Sarania Arup Sonowal Gaurav Jyoti Kalita Biswajit RoyDocument11 pagesSubmitted By:: Sourabh Ingjal Sachin Sarania Arup Sonowal Gaurav Jyoti Kalita Biswajit RoyUniqueen BoroNo ratings yet
- Oil and Gas Well Rate Estimation by Choke Formula: Semi-Analytical ApproachDocument12 pagesOil and Gas Well Rate Estimation by Choke Formula: Semi-Analytical ApproachAarthy RamanNo ratings yet
- Aromatic Saturation Catalysts: CRI's Nickel Catalysts KL6564, KL6565, KL6515, KL6516Document2 pagesAromatic Saturation Catalysts: CRI's Nickel Catalysts KL6564, KL6565, KL6515, KL6516Ahmed SaidNo ratings yet
- Fluent HeatTransfer L04 NaturalConvectionDocument51 pagesFluent HeatTransfer L04 NaturalConvectionsingourNo ratings yet
- Thermo-Kinetic and Diffusion Studies of Glycerol Dehydration ToDocument11 pagesThermo-Kinetic and Diffusion Studies of Glycerol Dehydration ToDaniel MorenoNo ratings yet