You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pow 17J00077Document47 pagesPow 17J00077Joseph MontalesNo ratings yet
- Manual Fcxs500 Eng Rev.0aspa y FlechaDocument62 pagesManual Fcxs500 Eng Rev.0aspa y FlechaMartin Fonseca50% (2)
- Annexes 033-CQB Release 10Document269 pagesAnnexes 033-CQB Release 10Eliezer Planes100% (7)
- A1.pdfDocument9 pagesA1.pdfNelson Enrique Bessone MadridNo ratings yet
- Preparation, Characterization, and Evaluation of Some Ashless Detergent-Dispersant Additives For Lubricating Engine OilDocument10 pagesPreparation, Characterization, and Evaluation of Some Ashless Detergent-Dispersant Additives For Lubricating Engine OilNelson Enrique Bessone MadridNo ratings yet
- Material y Ejercicios Tema I-II-III QODocument50 pagesMaterial y Ejercicios Tema I-II-III QONelson Enrique Bessone MadridNo ratings yet
- Free-Radical Polymerization of OlefinsDocument7 pagesFree-Radical Polymerization of OlefinsNelson Enrique Bessone MadridNo ratings yet
- Synthesis and Characterization of Palm-Based Resin For UV CoatingDocument9 pagesSynthesis and Characterization of Palm-Based Resin For UV CoatingNelson Enrique Bessone MadridNo ratings yet
- Mass Spectrometry: - IntroductionDocument28 pagesMass Spectrometry: - IntroductionNelson Enrique Bessone MadridNo ratings yet
- Molecules 26 01967 v3Document22 pagesMolecules 26 01967 v3Nelson Enrique Bessone MadridNo ratings yet
- Fibers: Synthesis and Characterization of A Core-Shell Copolymer With Di Transition TemperaturesDocument13 pagesFibers: Synthesis and Characterization of A Core-Shell Copolymer With Di Transition TemperaturesNelson Enrique Bessone MadridNo ratings yet
- Doctoral Thesis-Xiaoqiong HaoDocument174 pagesDoctoral Thesis-Xiaoqiong HaoNelson Enrique Bessone MadridNo ratings yet
- Pour Point Depressant of Crude OilDocument10 pagesPour Point Depressant of Crude OilNelson Enrique Bessone MadridNo ratings yet
- PHD Thesis Giuseppina BarraDocument246 pagesPHD Thesis Giuseppina BarraNelson Enrique Bessone MadridNo ratings yet
- Synthesis and Biological Application of PolylacticDocument18 pagesSynthesis and Biological Application of PolylacticNelson Enrique Bessone MadridNo ratings yet
- The Reaction of Phenyl Radical With Molecular Oxygen: A G2M Study of The Potential Energy SurfaceDocument14 pagesThe Reaction of Phenyl Radical With Molecular Oxygen: A G2M Study of The Potential Energy SurfaceNelson Enrique Bessone MadridNo ratings yet
- ASTM D 445-15a (Nelson)Document18 pagesASTM D 445-15a (Nelson)Nelson Enrique Bessone MadridNo ratings yet
- 1 Introduction To Microsoft VirtualizationDocument36 pages1 Introduction To Microsoft VirtualizationRavinder KantNo ratings yet
- Laboratory Manual Iitk Ta201 2017Document22 pagesLaboratory Manual Iitk Ta201 2017nithishNo ratings yet
- Seminar Report Liquid LensDocument27 pagesSeminar Report Liquid LensTanmoy Tatwadarshi50% (2)
- Fase 4 - Evaluar Herramientas de Modelación Orientadas Al Diseño de RMCA - Grupo - 358055 - 4Document10 pagesFase 4 - Evaluar Herramientas de Modelación Orientadas Al Diseño de RMCA - Grupo - 358055 - 4mateo martinesNo ratings yet
- Endura AZ20 Oxygen MonitorDocument20 pagesEndura AZ20 Oxygen Monitorabhaymehta67No ratings yet
- Prove - Kramers Kronig RelationsDocument6 pagesProve - Kramers Kronig Relations刘贵斌No ratings yet
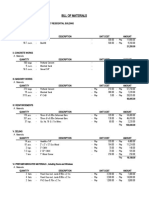
- Bill of MaterialsDocument3 pagesBill of MaterialsRany YambaoNo ratings yet
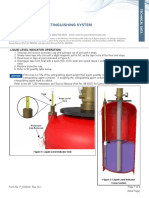
- Clean Agent Liquid Level Indicators - 012014 - 1Document4 pagesClean Agent Liquid Level Indicators - 012014 - 1anon_720851101No ratings yet
- FMHM BitsDocument5 pagesFMHM BitsallakagopichandNo ratings yet
- Assignment On LifiDocument19 pagesAssignment On LifiMushir BakshNo ratings yet
- GEHealthcare Education TiP App Library CT DefinitionsDocument1 pageGEHealthcare Education TiP App Library CT DefinitionsserubimNo ratings yet
- 3/2-Way Solenoid Valve, Direct-Acting, NcornoDocument7 pages3/2-Way Solenoid Valve, Direct-Acting, NcornoAmarnath YadavNo ratings yet
- Nissan Primera BTCCDocument6 pagesNissan Primera BTCCstefan.vince536100% (2)
- SLM Lean Strategies.Document9 pagesSLM Lean Strategies.Raja Atiq Qadir SattiNo ratings yet
- Outstanding Chemical Resistance Apply by Brush, - Roller or Spray Unlimited Shelf Life - 100% Solids - Simple To Use - DurableDocument2 pagesOutstanding Chemical Resistance Apply by Brush, - Roller or Spray Unlimited Shelf Life - 100% Solids - Simple To Use - DurableAlfred GomoeliaNo ratings yet
- Equivalent Circuits and Parameters of Power System PlantDocument32 pagesEquivalent Circuits and Parameters of Power System Plantcontact_amit_010% (2)
- EE 610 M1 Introduction To ImagingDocument49 pagesEE 610 M1 Introduction To Imagingajay meenaNo ratings yet
- Commercial Loads Calculation NECDocument9 pagesCommercial Loads Calculation NECRudanek100% (1)
- Comandos para Kamailio KEMI Utilizando JS, Com Seus Respectivos Objetos.Document65 pagesComandos para Kamailio KEMI Utilizando JS, Com Seus Respectivos Objetos.Douglas SantosNo ratings yet
- Falsework-Formwork FailuresDocument57 pagesFalsework-Formwork Failuresronelyn bernal100% (1)
- Pamin, Michelle P.: BJT Modes of OperationDocument9 pagesPamin, Michelle P.: BJT Modes of OperationMitz PaminNo ratings yet
- QCS 2010 Section 4 Part 11 Alternative Methods For Testing PilesDocument4 pagesQCS 2010 Section 4 Part 11 Alternative Methods For Testing Pilesbryanpastor106No ratings yet
- SAP 2000 Reference GuideDocument402 pagesSAP 2000 Reference Guidejoshappy123100% (2)
- Paper AcumDocument10 pagesPaper AcumHectorMaldonadoNo ratings yet
- Asphalt PlantDocument6 pagesAsphalt Plantdesibaba_mamaNo ratings yet
- TQ7 Complete GuideDocument46 pagesTQ7 Complete Guidetyler112No ratings yet
- Tool Function Q+A: # Answer 1Document2 pagesTool Function Q+A: # Answer 1David BumbaloughNo ratings yet