You might also like
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- 10 1002@qre 1296Document11 pages10 1002@qre 1296Cristian GarciaNo ratings yet
- 10 1002@qre 1769 PDFDocument15 pages10 1002@qre 1769 PDFRyan AliNo ratings yet
- Ijmet: International Journal of Mechanical Engineering and Technology (Ijmet)Document13 pagesIjmet: International Journal of Mechanical Engineering and Technology (Ijmet)IAEME PublicationNo ratings yet
- How Does Maintenance Management Loop Work?Document10 pagesHow Does Maintenance Management Loop Work?Fred VoNo ratings yet
- On The Measurement of Enterprise Agility: 1. Introduction and MotivationDocument14 pagesOn The Measurement of Enterprise Agility: 1. Introduction and MotivationPrateek S.KumarNo ratings yet
- Instrumentation MaintenanceDocument10 pagesInstrumentation Maintenancerenjithv_4100% (2)
- A Survey of Methods and Tools Used For Reliability Evaluation of SscsDocument4 pagesA Survey of Methods and Tools Used For Reliability Evaluation of SscsStefanos DiamantisNo ratings yet
- ARTÍCULO MasDeteccaoFalhaindustriaProcessoDocument16 pagesARTÍCULO MasDeteccaoFalhaindustriaProcessoLopez RamNo ratings yet
- Maintenance ManagementDocument27 pagesMaintenance ManagementFurqan Shabbir100% (1)
- 06465758Document5 pages06465758Felipe MonteroNo ratings yet
- A Generic ConceptualDocument13 pagesA Generic Conceptualziyad alturkiNo ratings yet
- QRCMDocument7 pagesQRCMAiyappa DevrajNo ratings yet
- Failure and Reliability Prediction by SVMDocument8 pagesFailure and Reliability Prediction by SVMuamiranda3518No ratings yet
- A Cost Model of Industrial Maintenance For Profitability Analysis and Benchmarking PDFDocument17 pagesA Cost Model of Industrial Maintenance For Profitability Analysis and Benchmarking PDFHugoCabanillasNo ratings yet
- A Review of E-Maintenance Capabilities and Challenges.: Adolfo Crespo-Marquez and Benoît IungDocument5 pagesA Review of E-Maintenance Capabilities and Challenges.: Adolfo Crespo-Marquez and Benoît IungdodoNo ratings yet
- Improving The Efficiency of Reliability and Market Operation With Resource Plan Performance Metrics: Concept and ApplicationDocument7 pagesImproving The Efficiency of Reliability and Market Operation With Resource Plan Performance Metrics: Concept and ApplicationsunitharajababuNo ratings yet
- Big Data, Predictive Analytics and MaintenanceDocument11 pagesBig Data, Predictive Analytics and Maintenancesevero97100% (1)
- Asset Model AssignmentDocument4 pagesAsset Model AssignmentTinashe TapedzwaNo ratings yet
- Assignment: Name: P. VaishnaviDocument16 pagesAssignment: Name: P. Vaishnavivaishnavi_mscmbaNo ratings yet
- Production ManagementDocument39 pagesProduction ManagementRisath AhamedNo ratings yet
- Maintenance Management FrameworkDocument6 pagesMaintenance Management FrameworkKevin Eduardo Acosta BetancourtNo ratings yet
- Primavera For Project Management-DoneeDocument10 pagesPrimavera For Project Management-DoneeRangith RamalingamNo ratings yet
- A E Application of Quality Engineering Tools in Process IndustryDocument14 pagesA E Application of Quality Engineering Tools in Process IndustryAnonymous oWDHhPNo ratings yet
- Pme IntroductionDocument14 pagesPme IntroductionJITUMONI DekaNo ratings yet
- CIGRE - Transformer ReliabilityDocument10 pagesCIGRE - Transformer ReliabilityOswaldo Javier100% (1)
- Statistical Process Control For Quality ImprovementDocument8 pagesStatistical Process Control For Quality ImprovementAhmed IsmailNo ratings yet
- PPCE 2 Marks QADocument10 pagesPPCE 2 Marks QAManoj BallaNo ratings yet
- 20BCL0072 VL2022230502047 Pe003Document18 pages20BCL0072 VL2022230502047 Pe003Albin BabuNo ratings yet
- 1 s2.0 S2351978917305504 MainDocument8 pages1 s2.0 S2351978917305504 MainLuis Fernando Ramírez BotinaNo ratings yet
- Maintenance Notice 2Document31 pagesMaintenance Notice 2Sebuliba JohnPaul BusulwaNo ratings yet
- A Multi-Criterion Decision-Making On Preventive MaintenanceDocument9 pagesA Multi-Criterion Decision-Making On Preventive Maintenanceieom2012No ratings yet
- Mathematics 08 00706 v2 PDFDocument21 pagesMathematics 08 00706 v2 PDFKhaled GharaibehNo ratings yet
- Quantifying The Effects of Production Maintenance Decisions Using Discrete Event SimulationDocument9 pagesQuantifying The Effects of Production Maintenance Decisions Using Discrete Event SimulationDavid NyanguNo ratings yet
- Process Analysis For A Hospital Emergency DepartmentDocument8 pagesProcess Analysis For A Hospital Emergency DepartmentEponleeNo ratings yet
- A Case Study of Lean Implementation at Sandia National LaboratoriesDocument10 pagesA Case Study of Lean Implementation at Sandia National LaboratoriesAhmed SalahNo ratings yet
- Fault AnalysisDocument10 pagesFault Analysissusheela bhatNo ratings yet
- A Comprehensive Approach For Maintenance PDFDocument13 pagesA Comprehensive Approach For Maintenance PDFSayed Diab AlsayedNo ratings yet
- Durability and Reliability, Alternative Approaches To Assessment of Component Performance Over TimeDocument8 pagesDurability and Reliability, Alternative Approaches To Assessment of Component Performance Over TimeАндрей ЖелтковичNo ratings yet
- On The Use of Machine Learning Methods To Predict Component Reliability From Data-Driven Industrial Case StudiesDocument15 pagesOn The Use of Machine Learning Methods To Predict Component Reliability From Data-Driven Industrial Case StudiesAnurag BansalNo ratings yet
- Life Cycle Management For Mining MachineryDocument13 pagesLife Cycle Management For Mining MachineryCIM VLPSONo ratings yet
- Transformer Reliability Taking Predictive Maintenance Program To The Next LevelDocument11 pagesTransformer Reliability Taking Predictive Maintenance Program To The Next LevelAndres PonceNo ratings yet
- Web-Based Outage Planning and Knowledge Management Systems Built Around An Off-The-Shelf Software Product Have Yielded Impressive Results For Three Power GeneratorsDocument9 pagesWeb-Based Outage Planning and Knowledge Management Systems Built Around An Off-The-Shelf Software Product Have Yielded Impressive Results For Three Power Generatorsneharvvi09No ratings yet
- Techniques of Quality ControlDocument15 pagesTechniques of Quality ControlAnshu SourabhNo ratings yet
- Method StudyDocument23 pagesMethod Studypravin nirmaleNo ratings yet
- Chapter 1 IntroductionDocument8 pagesChapter 1 IntroductionSachin MohalNo ratings yet
- TQM Assignment4 TejasgDocument8 pagesTQM Assignment4 Tejasgapi-282598664No ratings yet
- Asset Integrity ManagementDocument12 pagesAsset Integrity Managementdaniel leon marinNo ratings yet
- MS 57Document9 pagesMS 57Rajni KumariNo ratings yet
- Mathematical Modeling Used For Biomedical Technology ManagementDocument11 pagesMathematical Modeling Used For Biomedical Technology ManagementSergio PonceNo ratings yet
- Maintenance ManagementDocument6 pagesMaintenance ManagementTushar PatilNo ratings yet
- Maintenance EngineeringDocument34 pagesMaintenance EngineeringpsenthilpkumarNo ratings yet
- Productivity Improvement Through Lean Deployment & Work Study MethodsDocument6 pagesProductivity Improvement Through Lean Deployment & Work Study MethodsesatjournalsNo ratings yet
- Managing Software Change Request Process: Temporal Data ApproachDocument9 pagesManaging Software Change Request Process: Temporal Data ApproachHarisni ArkovNo ratings yet
- 1Document8 pages1api-352131221No ratings yet
- For DiscussionDocument4 pagesFor DiscussionVanshika Srivastava 17IFT017No ratings yet
- A Dynamic - Predict, Then OptimizeŽ Preventive Maintenance Approach Using Operational Intervention Data - Elsevier Enhanced Reader PDFDocument22 pagesA Dynamic - Predict, Then OptimizeŽ Preventive Maintenance Approach Using Operational Intervention Data - Elsevier Enhanced Reader PDFJhonny LeonNo ratings yet
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingFrom EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingRating: 4.5 out of 5 stars4.5/5 (3)
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Human Reliability Data, Human Error and Accident Models-Illustration Through The Three Mile Island Accident AnalysisDocument15 pagesHuman Reliability Data, Human Error and Accident Models-Illustration Through The Three Mile Island Accident AnalysisMitchel HerreraNo ratings yet
- Assessment of Human Reliability Factors: A Fuzzy Cognitive Maps ApproachDocument9 pagesAssessment of Human Reliability Factors: A Fuzzy Cognitive Maps ApproachMitchel HerreraNo ratings yet
- WSAN-XEM MF 50.4 - 120.4: Installation and Operating ManualDocument66 pagesWSAN-XEM MF 50.4 - 120.4: Installation and Operating ManualMitchel HerreraNo ratings yet
- National Cooling Plan Proposal ChileDocument64 pagesNational Cooling Plan Proposal ChileMitchel HerreraNo ratings yet
- GenChem2 - Q4 - M1 - Spontaneous Change Entropy and Free EnergyDocument6 pagesGenChem2 - Q4 - M1 - Spontaneous Change Entropy and Free EnergyАртем МонтерейNo ratings yet
- Week 3 - Divergence Theorm and Maxwell First EqDocument6 pagesWeek 3 - Divergence Theorm and Maxwell First EqjefriNo ratings yet
- Vapour Absorption Chiller (VAM) - Working Principle in DetailDocument14 pagesVapour Absorption Chiller (VAM) - Working Principle in DetailSantosh BaladhyeNo ratings yet
- tmpF426 TMPDocument15 pagestmpF426 TMPFrontiers100% (1)
- 2022 - Science - Chem - Y4 - Curriculum Map - StudentsDocument29 pages2022 - Science - Chem - Y4 - Curriculum Map - StudentsSANJAY SHIVANINo ratings yet
- VLOOKUP Function in ExcelDocument2 pagesVLOOKUP Function in ExcelnbushscribdNo ratings yet
- C Aptitude Questions and Answers With Explanation-2Document23 pagesC Aptitude Questions and Answers With Explanation-2vishwanathyadav649No ratings yet
- Paper - V: Cloud Computing and Python: Department of Computer Science SSBN Degree College:: Anantapur (Autonomous)Document2 pagesPaper - V: Cloud Computing and Python: Department of Computer Science SSBN Degree College:: Anantapur (Autonomous)Chandrasekhar ReddypemmakaNo ratings yet
- AZEOTROPIC DATA (Advances in Chemistry Volume 6) PDFDocument331 pagesAZEOTROPIC DATA (Advances in Chemistry Volume 6) PDFSachikanta PradhanNo ratings yet
- FRCcalc - Software For Design of Fiber Reinforced Concrete ElementsDocument10 pagesFRCcalc - Software For Design of Fiber Reinforced Concrete ElementsDan MaceNo ratings yet
- 6 MindmapDocument1 page6 MindmapHILMAN NAZRINo ratings yet
- Types Roof Trusses: Building Technology 3 2012Document34 pagesTypes Roof Trusses: Building Technology 3 2012Arnav DasaurNo ratings yet
- Infineon C164CI DS v02 00 enDocument79 pagesInfineon C164CI DS v02 00 ensamsularief03No ratings yet
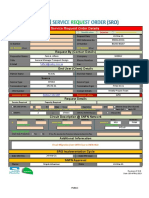
- Service Request Order DetailsDocument4 pagesService Request Order DetailsKashif NaeemNo ratings yet
- Control Design and Dynamic Performance Analysis of A Wind TurbinDocument5 pagesControl Design and Dynamic Performance Analysis of A Wind TurbinMdzayd EL FahimeNo ratings yet
- Ultrasound Dose Calculations 2015Document7 pagesUltrasound Dose Calculations 2015YahyaNo ratings yet
- Nverse Gas ChromatographyDocument5 pagesNverse Gas ChromatographySenthil KumarNo ratings yet
- FFUS2613LS4 Frigidaire Refrigerator Wiring 240389639Document2 pagesFFUS2613LS4 Frigidaire Refrigerator Wiring 240389639aderloch100% (1)
- Manual HPOD 100 KDocument86 pagesManual HPOD 100 KLuis Guillermo SandovalNo ratings yet
- Plane and Spherical TrigonometryDocument3 pagesPlane and Spherical TrigonometryRosette de AsisNo ratings yet
- Porsche 911 Carrera (Type 996) Service Manual: 1999-2005 - Complete IndexDocument11 pagesPorsche 911 Carrera (Type 996) Service Manual: 1999-2005 - Complete IndexBentley Publishers33% (12)
- Bca 01 Dca 101Document3 pagesBca 01 Dca 101Sachin KasanaNo ratings yet
- 3574.01-PDC-001 Process Design Criteria Rev GDocument10 pages3574.01-PDC-001 Process Design Criteria Rev GBUDI HARIANTONo ratings yet
- Engine - Repair - 1999-2000 Engine - Repair - AAA, AFP VR6Document19 pagesEngine - Repair - 1999-2000 Engine - Repair - AAA, AFP VR6Dany Pistiner100% (3)
- Bomba Calpeda Cat - 60hz2004Document172 pagesBomba Calpeda Cat - 60hz2004brenossNo ratings yet
- Raspberry Pi Alamode CNC Controller - 13 Steps (With Pictures)Document27 pagesRaspberry Pi Alamode CNC Controller - 13 Steps (With Pictures)orangota100% (1)
- Iso 18164 2005 - Measuring Rolling ResistanceDocument28 pagesIso 18164 2005 - Measuring Rolling ResistancewhitemithrilNo ratings yet
- 2018 - Mechatronics With Course OutlinesDocument22 pages2018 - Mechatronics With Course OutlinespnkxabaNo ratings yet
- CHAPTER 2 - Screening, Settling and FlotationDocument40 pagesCHAPTER 2 - Screening, Settling and FlotationRoger FernandezNo ratings yet
- Selective Monoetherification of 1,4-Hydroquinone Promoted by NanoDocument6 pagesSelective Monoetherification of 1,4-Hydroquinone Promoted by NanoNuteLLa Gaming (EFL)No ratings yet