You might also like
- Top 200 DrugsDocument12 pagesTop 200 DrugsYudah Israel100% (1)
- 6.PEB Painting Procedure (P0371) Rev.01Document22 pages6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNo ratings yet
- Coating Inspection Practices: Wilko Paint, IncDocument41 pagesCoating Inspection Practices: Wilko Paint, Incdarko kojoNo ratings yet
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- Drill String Design 4.11Document23 pagesDrill String Design 4.11Ryan Tan Ping Yi100% (1)
- Work Method ProceduresDocument37 pagesWork Method ProceduresAnonymous K0fqIO100% (2)
- Painting Procedure: Doc. No.: PLP-PAINT-P001Document9 pagesPainting Procedure: Doc. No.: PLP-PAINT-P001คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Fiberglass Coating SpecDocument3 pagesFiberglass Coating Specponnivalavans_994423100% (1)
- Painting Procedure For CondenceDocument26 pagesPainting Procedure For CondenceNamta GeorgeNo ratings yet
- 022 Painting Spec (A)Document8 pages022 Painting Spec (A)sravan_kits929No ratings yet
- Blasting and Coating ProcedureDocument8 pagesBlasting and Coating Procedureaamirsaddiq100% (1)
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Aqa A2 Biology LDRDocument21 pagesAqa A2 Biology LDRjames100% (4)
- Essential Rubber Formulary: Formulas for PractitionersFrom EverandEssential Rubber Formulary: Formulas for PractitionersRating: 3 out of 5 stars3/5 (1)
- WP 11 Corrosion Protection Tape Coating123Document3 pagesWP 11 Corrosion Protection Tape Coating123KarthikNo ratings yet
- SP-93-1 Paint and Coatings PDFDocument12 pagesSP-93-1 Paint and Coatings PDFMahmoud Al HomranNo ratings yet
- Method Statement For Waterproofing System of Prefabricated BathroomDocument14 pagesMethod Statement For Waterproofing System of Prefabricated BathroomGary LoNo ratings yet
- 3.3 Secondary and Localized Surface Preparation: 3.3.1 General DescriptionDocument8 pages3.3 Secondary and Localized Surface Preparation: 3.3.1 General DescriptionAlex KuvoricNo ratings yet
- Pl-Coat-1.0.0 (Fusion Bonded Epoxy Coating)Document10 pagesPl-Coat-1.0.0 (Fusion Bonded Epoxy Coating)Hector MejiaNo ratings yet
- Technical SpecificationDocument17 pagesTechnical Specificationmohan agasthiNo ratings yet
- Surface Preparation and Painting Procedure Rev 01 PDFDocument23 pagesSurface Preparation and Painting Procedure Rev 01 PDFNaceur Turki100% (3)
- Method Statement For APCS-113A (1) 22-6-2011Document7 pagesMethod Statement For APCS-113A (1) 22-6-2011sharif339No ratings yet
- Leslie MLecron - BetterHealthThroughSelfHypnosis.resultDocument23 pagesLeslie MLecron - BetterHealthThroughSelfHypnosis.resultLoredanaNo ratings yet
- CBT 12Document7 pagesCBT 12SUNIL RAJPUT100% (1)
- Surface Preparation & Paint Procedure (RevB)Document19 pagesSurface Preparation & Paint Procedure (RevB)Mohd Taufiq IsmailNo ratings yet
- AstmDocument5 pagesAstmandresNo ratings yet
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- Blasting and Painting Procedure 1Document6 pagesBlasting and Painting Procedure 1vishwas salunkheNo ratings yet
- GTL-81-02 Rev 01 Coating and Wrapping of Buried PipingDocument17 pagesGTL-81-02 Rev 01 Coating and Wrapping of Buried Pipingjasminnee100% (2)
- Tank Paint SpecDocument106 pagesTank Paint SpecJack100% (1)
- Painting SpecDocument10 pagesPainting SpecTroy HooperNo ratings yet
- WP 11 Corrosion Protection Tape CoatingDocument3 pagesWP 11 Corrosion Protection Tape CoatingKarthikNo ratings yet
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Sample and Sample SizeDocument29 pagesSample and Sample SizeEn SmartNo ratings yet
- Chapter 1Document6 pagesChapter 1kenetic0186% (7)
- Painting Spec For FBTDocument5 pagesPainting Spec For FBTbmanojkumar16100% (1)
- Specification For Painting-Piping & EquipmentDocument21 pagesSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- Iso 9223-Corrosiovity of Alloys PDFDocument5 pagesIso 9223-Corrosiovity of Alloys PDFabhibmaneNo ratings yet
- Pl-Coat-7.0.0 (Specification For Fusion Bonded Epoxy CoatinDocument11 pagesPl-Coat-7.0.0 (Specification For Fusion Bonded Epoxy CoatinHector MejiaNo ratings yet
- UntitledDocument11 pagesUntitledRodrigo LeanosNo ratings yet
- Pipes FittingsDocument7 pagesPipes FittingsTushar ArekarNo ratings yet
- B5-2 SpecificationDocument6 pagesB5-2 SpecificationHaithemNo ratings yet
- MOS-VCM Tank TK 5102B Bottom Plate Blasting (Soil Side) at FSN Yard.Document7 pagesMOS-VCM Tank TK 5102B Bottom Plate Blasting (Soil Side) at FSN Yard.Rehanul HaqueNo ratings yet
- Surface Treatment ProcedureDocument5 pagesSurface Treatment Proceduredeepan85No ratings yet
- Application Guide Phenoline Tank ShieldDocument10 pagesApplication Guide Phenoline Tank ShieldNaveed AhmedNo ratings yet
- 195-SAM - Particular Architectural SpecificationDocument70 pages195-SAM - Particular Architectural SpecificationWeam JamalNo ratings yet
- Section - 03 35 00 - Polished Concrete FinishingDocument4 pagesSection - 03 35 00 - Polished Concrete FinishingEliseo LagmanNo ratings yet
- Field Joint CoatingDocument7 pagesField Joint Coatingkrishna3794No ratings yet
- SECTION 07 56 00 Fluid-Applied RoofingDocument7 pagesSECTION 07 56 00 Fluid-Applied RoofingJuanPaoloYbañezNo ratings yet
- MOS-VCM Tank TK 5102B Bottom Plate Blasting (Soil Side) at FSN Yard.Document7 pagesMOS-VCM Tank TK 5102B Bottom Plate Blasting (Soil Side) at FSN Yard.Rehanul HaqueNo ratings yet
- CGD PaintingDocument11 pagesCGD PaintingDevang PatelNo ratings yet
- Marine PDFDocument578 pagesMarine PDFNizar BouchaalaNo ratings yet
- WIweld10 Dye Penetrant Examination Rev 00Document3 pagesWIweld10 Dye Penetrant Examination Rev 00Gautam KumarNo ratings yet
- Method Statement: Project No.: Project TitleDocument7 pagesMethod Statement: Project No.: Project TitleMuhammed Shafeek K TNo ratings yet
- Cga TB 2.1980Document6 pagesCga TB 2.1980gabriela troncosoNo ratings yet
- Qa LHB PaintingDocument5 pagesQa LHB PaintingSriram SubramanianNo ratings yet
- Metode Pekerjaan - Coating and Painting of The 54IN Seawater Pipeline Service-1Document8 pagesMetode Pekerjaan - Coating and Painting of The 54IN Seawater Pipeline Service-1iscasanosalamNo ratings yet
- Durashield 110 61Document6 pagesDurashield 110 61huicholeNo ratings yet
- Apcs-113a Method StatmentDocument7 pagesApcs-113a Method StatmentNoman AhmedNo ratings yet
- Method Statement Pu FlooringDocument3 pagesMethod Statement Pu Flooringengrjaydelosantos6969No ratings yet
- RADICON SOP MAN 013 Painting and Paint SystemsDocument23 pagesRADICON SOP MAN 013 Painting and Paint SystemsGoogle facebookNo ratings yet
- App D Painting SpecificationsDocument6 pagesApp D Painting SpecificationsJignesh PandyaNo ratings yet
- TSI 136 Adani - R1 PDFDocument6 pagesTSI 136 Adani - R1 PDFKRISHNA ENGINEERING CO. BHOPALNo ratings yet
- Tank Check List - Standard APIAS1940Document17 pagesTank Check List - Standard APIAS1940Dimitris NikouNo ratings yet
- Bgas PA10Document23 pagesBgas PA10Ajith PayyanurNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Aerosoft Airbus X Extended - Normal ProceduresDocument26 pagesAerosoft Airbus X Extended - Normal Proceduresluka40No ratings yet
- Hiranandani Warehouse Building, Janapanchatram, Box-2, TamilnaduDocument6 pagesHiranandani Warehouse Building, Janapanchatram, Box-2, TamilnaduRashmi Ranjan RoutNo ratings yet
- Biological Control Against Diseases and Pests 2011Document194 pagesBiological Control Against Diseases and Pests 2011brkica2011No ratings yet
- Itc Maurya: (Luxury Hotel Collection)Document31 pagesItc Maurya: (Luxury Hotel Collection)Gopi KrishnaNo ratings yet
- IMV-QP-PVD-05 (Evaluation of Supplier) - Rev2Document5 pagesIMV-QP-PVD-05 (Evaluation of Supplier) - Rev2ori wahyuniNo ratings yet
- The Following Provisional Lis of Students Are Eligible For Under TakingDocument2 pagesThe Following Provisional Lis of Students Are Eligible For Under TakingRäHùl KãshèttíNo ratings yet
- Effects of Carbohydrate Crystallization On Stability of Dehydrated Foods and Ingredient FormulationsDocument9 pagesEffects of Carbohydrate Crystallization On Stability of Dehydrated Foods and Ingredient FormulationsIsra CFNo ratings yet
- PEOPLE vs. NONOY EBET CRIMDocument2 pagesPEOPLE vs. NONOY EBET CRIMKayee KatNo ratings yet
- Ben and Jerry Situation Analysis 1Document30 pagesBen and Jerry Situation Analysis 1api-238369021100% (1)
- C V - RajiDocument2 pagesC V - RajiUpender VanamNo ratings yet
- WinS Monitoring System - Blank v2017!06!04Document17 pagesWinS Monitoring System - Blank v2017!06!04Sab Caramol Dael80% (5)
- Bill D External Works FormatDocument189 pagesBill D External Works FormatJoanna YunusNo ratings yet
- Advanced Academic Reading and WritingDocument5 pagesAdvanced Academic Reading and WritingAhmad NawazNo ratings yet
- DAS-WH108PA 395W-415W (182m) BifacialDocument2 pagesDAS-WH108PA 395W-415W (182m) BifacialMalinaNo ratings yet
- NBS Catalog - 2012 2013Document156 pagesNBS Catalog - 2012 2013anon_252401345No ratings yet
- Life Tune UpDocument9 pagesLife Tune UpFrancis DavisNo ratings yet
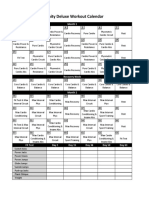
- Insanity Workout Deluxe Calendar SimpleDocument1 pageInsanity Workout Deluxe Calendar SimpleCristian Manuel GonzálezNo ratings yet
- United States Court of Appeals, Tenth CircuitDocument6 pagesUnited States Court of Appeals, Tenth CircuitScribd Government DocsNo ratings yet
- 4500-LSS Combined Handbook 2.2Document76 pages4500-LSS Combined Handbook 2.2Nguyễn Văn TrungNo ratings yet
- Nestle Project AssignmentDocument21 pagesNestle Project AssignmentAwais AfzalNo ratings yet
- BSM Admissions Application-FormDocument5 pagesBSM Admissions Application-Formeliesha rejiNo ratings yet
- English Education Tasks Exclusive BreastfeedingDocument6 pagesEnglish Education Tasks Exclusive BreastfeedingRisa Q. AmaliaNo ratings yet
- Reverensi KalamansiDocument8 pagesReverensi KalamansigiovaniNo ratings yet