You might also like
- Hydraulic Troubleshooting GuideDocument9 pagesHydraulic Troubleshooting Guideusamaperwez100% (1)
- A Basic But Helpful Guide On Framo System: How A Centrifugal Pump Works ?Document27 pagesA Basic But Helpful Guide On Framo System: How A Centrifugal Pump Works ?Saratkumar RatnalaNo ratings yet
- 8 Common Problems Found in Steering Gear System of ShipsDocument5 pages8 Common Problems Found in Steering Gear System of ShipsNorman prattNo ratings yet
- Steering and StabilisationDocument11 pagesSteering and StabilisationSeena Zharaa100% (1)
- Muravin - Acoustic Emission Method - Short Presentation For StudentsDocument45 pagesMuravin - Acoustic Emission Method - Short Presentation For StudentsBolaji SuberuNo ratings yet
- s05nmdl2sm PDFDocument22 pagess05nmdl2sm PDFmn_aminNo ratings yet
- RCD NSCP 2010-2001 by Edison FloranteDocument369 pagesRCD NSCP 2010-2001 by Edison FlorantesallyNo ratings yet
- Equivalent List Vecom Marine PDFDocument1 pageEquivalent List Vecom Marine PDFEurotech Tra TranNo ratings yet
- Marine IncineratorsDocument2 pagesMarine IncineratorsAshok KumarNo ratings yet
- FRAMO - Oil Analysis LimitsDocument8 pagesFRAMO - Oil Analysis LimitsFelipeNo ratings yet
- ValveDocument20 pagesValveShekhar KurmiNo ratings yet
- How To Operate An Oily Water SeparatorDocument2 pagesHow To Operate An Oily Water SeparatorKHOI TIMNo ratings yet
- Compact Range Installation ManualDocument79 pagesCompact Range Installation ManualIgor Balic0% (1)
- Understanding Crane Slew Bearing Grease Sampling GuidelinesDocument4 pagesUnderstanding Crane Slew Bearing Grease Sampling GuidelinesSCISTRTNo ratings yet
- Essential Marine Engine Maintenance Guide - Inspection & OverhaulDocument16 pagesEssential Marine Engine Maintenance Guide - Inspection & Overhaulsams shuvoNo ratings yet
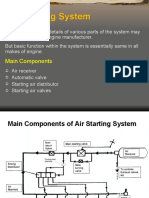
- Master Air Starting Valve ExploredDocument13 pagesMaster Air Starting Valve Exploredavm4343100% (1)
- 12 Air Starting of Diesel EnginesDocument26 pages12 Air Starting of Diesel EnginesCurtler PaquibotNo ratings yet
- Piping and Plumbing Symbols ListDocument1 pagePiping and Plumbing Symbols Listsiddarth amaravathiNo ratings yet
- Compressor SafetiesDocument2 pagesCompressor Safetiesvic.barca2012No ratings yet
- Industrial Catalogue 2009Document104 pagesIndustrial Catalogue 2009Oscar HernandezNo ratings yet
- Vit Pilot Valve AdjustmentDocument8 pagesVit Pilot Valve Adjustmentcengiz kutukcuNo ratings yet
- Coc Oral Boiler Safety Valve13 PDFDocument6 pagesCoc Oral Boiler Safety Valve13 PDFshamratNo ratings yet
- Aux Mach 1 Air CompressorDocument86 pagesAux Mach 1 Air CompressorConrado Sta Ines100% (1)
- Surge CalcsDocument29 pagesSurge CalcsThamotharanNo ratings yet
- Taco Phe PDFDocument4 pagesTaco Phe PDFDhirendra Singh RathoreNo ratings yet
- General 1Document80 pagesGeneral 1Sachu S100% (1)
- Self Jector Maintenance Manual Trouble Shooting NK-001Document100 pagesSelf Jector Maintenance Manual Trouble Shooting NK-001Anurag Jha100% (1)
- IP Pump DataSheet CNLBDocument2 pagesIP Pump DataSheet CNLBVikk Suriya100% (1)
- Screw Pump Construction, Working & Applications in 40 CharactersDocument3 pagesScrew Pump Construction, Working & Applications in 40 CharactersPanji Kresno Wijanarko100% (1)
- FWG TroubleshootingDocument7 pagesFWG TroubleshootingMariappan Na100% (5)
- Maintenance and Repair of Fuel Suppply, Lubrication and Cooling System Fuel Pump TestingDocument12 pagesMaintenance and Repair of Fuel Suppply, Lubrication and Cooling System Fuel Pump TestingAdarsh AnilNo ratings yet
- Air Starting System Slide Set 3Document11 pagesAir Starting System Slide Set 3Jigar PatelNo ratings yet
- Pneumatic Valves - Viking Lite Series - Catalogue PDE2658TCUKDocument24 pagesPneumatic Valves - Viking Lite Series - Catalogue PDE2658TCUKDinda MaharaniNo ratings yet
- CavitationDocument5 pagesCavitationSaeed VuNo ratings yet
- 5.pressure Tank (Hitachi) PDFDocument27 pages5.pressure Tank (Hitachi) PDFKhánh Hiệp Vũ100% (1)
- Datasheet E Thermostatic Valve 0612 Rev8Document10 pagesDatasheet E Thermostatic Valve 0612 Rev8Mohamed AhteewishNo ratings yet
- Compact, Continuous, Effective: BOLL Automatic FiltersDocument7 pagesCompact, Continuous, Effective: BOLL Automatic FiltersFer SevanNo ratings yet
- 10-Operation of Framo Cargo PumpsDocument8 pages10-Operation of Framo Cargo PumpswojciechkoziolNo ratings yet
- SC 1200 PneumaticMarineDocument56 pagesSC 1200 PneumaticMarinemavericksilver100% (1)
- Chapter 8 TroubleshootingDocument10 pagesChapter 8 Troubleshootingabdullatif_asNo ratings yet
- New Manual For U-Type Oil Heater (FINAL REV)Document14 pagesNew Manual For U-Type Oil Heater (FINAL REV)Cristian Ramiro CZ100% (1)
- Airguard 3as 2005.2.15Document35 pagesAirguard 3as 2005.2.15TMZNo ratings yet
- Main Engine Reversing Failure: Return To TOCDocument3 pagesMain Engine Reversing Failure: Return To TOCRani NoumanNo ratings yet
- 26-Replacement of FCV To STC ValvesDocument4 pages26-Replacement of FCV To STC Valvespapaki2100% (2)
- Pumps: Operations and MaintenanceDocument141 pagesPumps: Operations and Maintenanceissam elmoharirNo ratings yet
- 15 StartingAirSystem PDFDocument58 pages15 StartingAirSystem PDFMichaelben MichaelbenNo ratings yet
- NEW BUILD 270FT LCT FOR SALEDocument13 pagesNEW BUILD 270FT LCT FOR SALErafetguzelsoy100% (1)
- Friction Loss On SuctionDocument2 pagesFriction Loss On SuctionSathish LingamNo ratings yet
- MAN B&W MC Engine VIT Fuel Pump OperationDocument16 pagesMAN B&W MC Engine VIT Fuel Pump OperationAayush AgrawalNo ratings yet
- Operator'S Manual: 1" Diaphragm Pump (Ba25Xx-Xxxx-X)Document8 pagesOperator'S Manual: 1" Diaphragm Pump (Ba25Xx-Xxxx-X)janwilsonNo ratings yet
- Precision Machinery Swash Plate Axial Piston PumpDocument76 pagesPrecision Machinery Swash Plate Axial Piston Pumprbdubey2020No ratings yet
- P-07 - Samsung - Tank Cleaning Pump and Stripping Pump, Technical Manual PDFDocument162 pagesP-07 - Samsung - Tank Cleaning Pump and Stripping Pump, Technical Manual PDFchuminhNo ratings yet
- D399 Industrial Engine Troubleshooting GuideDocument49 pagesD399 Industrial Engine Troubleshooting GuideMohamed SaiedNo ratings yet
- Day 1b - Introduction To Fluid Power SystemDocument32 pagesDay 1b - Introduction To Fluid Power SystemVenkatesh GangadharNo ratings yet
- Mechanical Foam Fire Extinguisher MaintenanceDocument2 pagesMechanical Foam Fire Extinguisher MaintenanceAayush AgrawalNo ratings yet
- Crankcase Inspection Safety & Procedure MMD Favourite QuestionsDocument1 pageCrankcase Inspection Safety & Procedure MMD Favourite QuestionsAnkit ChatterjeeNo ratings yet
- Air CompressorDocument51 pagesAir CompressorsalicurriNo ratings yet
- Installation, Use and Maintenance Manual: Mnbt03BDocument60 pagesInstallation, Use and Maintenance Manual: Mnbt03BChimpan ZeeNo ratings yet
- Centrifugal Pump ComponentsDocument5 pagesCentrifugal Pump ComponentsAli AimranNo ratings yet
- Created by Ankur Sharma, Gurudayal Srivastava, Vikram Singh, Sanket TamhaneDocument12 pagesCreated by Ankur Sharma, Gurudayal Srivastava, Vikram Singh, Sanket TamhaneSankash SoodNo ratings yet
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit: Faculty of Mechanical Engineering, UtmDocument24 pagesProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit: Faculty of Mechanical Engineering, UtmakusuperNo ratings yet
- BG01589558 2 Drawing ADocument7 pagesBG01589558 2 Drawing AALEXANDER MUGABENo ratings yet
- TR Boom B26 EN-v2Document13 pagesTR Boom B26 EN-v2ALEXANDER MUGABENo ratings yet
- Why Do Relief Valves Heat UpDocument1 pageWhy Do Relief Valves Heat UpALEXANDER MUGABENo ratings yet
- Parallel and Series Connection of Two Hydraulic Motors: Saving Time During UnloadingDocument2 pagesParallel and Series Connection of Two Hydraulic Motors: Saving Time During UnloadingYOGESH GOPALNo ratings yet
- Directional Control ValveDocument1 pageDirectional Control ValveALEXANDER MUGABENo ratings yet
- CounterbalanceDocument1 pageCounterbalanceALEXANDER MUGABENo ratings yet
- Load Sensing ControlDocument1 pageLoad Sensing ControlALEXANDER MUGABENo ratings yet
- Dd210l Schematics 2013 CombinedDocument26 pagesDd210l Schematics 2013 CombinedALEXANDER MUGABENo ratings yet
- SCC Initiation of Alloy 690Document11 pagesSCC Initiation of Alloy 690HASAN IZHAR KHANNo ratings yet
- UGS2003 A Floating-Type Braced Excavation in Soft Marine Clay, 2003Document12 pagesUGS2003 A Floating-Type Braced Excavation in Soft Marine Clay, 2003freezefreezeNo ratings yet
- 4011-REP-ABE-078-442-0001 - Rev01 - Emergency-Black Start Diesel Sizing CriteriaDocument18 pages4011-REP-ABE-078-442-0001 - Rev01 - Emergency-Black Start Diesel Sizing CriteriatskumarNo ratings yet
- Fluid Properties and Unit Conversions ProgramDocument13 pagesFluid Properties and Unit Conversions ProgramNawaz KhanNo ratings yet
- Structural Construction Engg PDFDocument57 pagesStructural Construction Engg PDFSrikanth NuneNo ratings yet
- Unconsolidated Undrained Test Lab ManualDocument6 pagesUnconsolidated Undrained Test Lab ManualmmNo ratings yet
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeDocument7 pagesRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolseevaratharajan g rNo ratings yet
- Physics 1 Code PH-101 Contacts 3+1 Credits 4Document2 pagesPhysics 1 Code PH-101 Contacts 3+1 Credits 4Dr. Pradeep Kumar SharmaNo ratings yet
- S 9.29C - Pressure Vessel PermitDocument1 pageS 9.29C - Pressure Vessel PermitWILLIAMNo ratings yet
- Mason E0008Document24 pagesMason E0008SandeepNo ratings yet
- Chapter 5 Wind Energy SystemDocument71 pagesChapter 5 Wind Energy SystemMohammad Irfan AliNo ratings yet
- LeaP-Science-G4-Weeks 5-6-Q3Document4 pagesLeaP-Science-G4-Weeks 5-6-Q3Diana Marie Vidallon AmanNo ratings yet
- 9 Science Exemplar Chapter 9Document3 pages9 Science Exemplar Chapter 9Dev RajuNo ratings yet
- Engg Mechanics Ques BankDocument68 pagesEngg Mechanics Ques BankUtkalNo ratings yet
- Aircraft and Jet Propulsion Systems: Ajith .J. Deshpande USN:1RC09ME006 SEM:VIII A' (Mech) College: SRSITDocument32 pagesAircraft and Jet Propulsion Systems: Ajith .J. Deshpande USN:1RC09ME006 SEM:VIII A' (Mech) College: SRSITAida Brkić - BurićNo ratings yet
- Comparative Study of Deflocculation Mechanisms in Colloidal Clay SuspensionsDocument18 pagesComparative Study of Deflocculation Mechanisms in Colloidal Clay SuspensionsJOSE FRANCISCO RAMIREZ RODRIGUEZNo ratings yet
- Functional Products From Nitto 4.2016Document23 pagesFunctional Products From Nitto 4.2016Nguyễn Xuân ĐiệpNo ratings yet
- Assignment 1 ENG 173 METAL FORMING First 2023 2024Document2 pagesAssignment 1 ENG 173 METAL FORMING First 2023 2024toursena44No ratings yet
- W/C RATIO AND ITS EFFECT ON CONCRETE STRENGTHDocument12 pagesW/C RATIO AND ITS EFFECT ON CONCRETE STRENGTHVijay BhanNo ratings yet
- Composition of Soil Terminology & DefinitionsDocument18 pagesComposition of Soil Terminology & Definitionsedouard dudeNo ratings yet
- Mytest Coba ChemistryDocument3 pagesMytest Coba ChemistryDigilib Cambridge TazkiaNo ratings yet
- Calculation of Imbibition Relative Permeability For Two and Three Phase Flow From Rock PropertiesDocument8 pagesCalculation of Imbibition Relative Permeability For Two and Three Phase Flow From Rock PropertiesSweetbee LibyaNo ratings yet
- Class 11 and 12 Biology, Chemistry and Physics NotesDocument4 pagesClass 11 and 12 Biology, Chemistry and Physics NotesADARSHRAJ MOHAPATRANo ratings yet
- Foundrax BRINscopeDocument2 pagesFoundrax BRINscopeSantosh KumarNo ratings yet
- Visco-Elastic CoatingsDocument7 pagesVisco-Elastic CoatingsXiaohua ChenNo ratings yet