You might also like
- Standardized Work is a Goal - Not Just a Tool in Lean Practices: Toyota Production System ConceptsFrom EverandStandardized Work is a Goal - Not Just a Tool in Lean Practices: Toyota Production System ConceptsRating: 4 out of 5 stars4/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Aashish Toyota DNADocument4 pagesAashish Toyota DNAAnonymous JmvLAmqNo ratings yet
- Decoding The DNA of The Toyota Production System - Case StudyDocument10 pagesDecoding The DNA of The Toyota Production System - Case StudyCH NAIRNo ratings yet
- Decoding the DNA of Toyota Production SystemDocument2 pagesDecoding the DNA of Toyota Production Systemsurya rajanNo ratings yet
- ASAP M Tute06 Answers GuideDocument4 pagesASAP M Tute06 Answers GuideAndreea M.No ratings yet
- TPM TipsDocument14 pagesTPM Tipsirrosel4650No ratings yet
- Implementing JIT: A Guide to Successful Cultural Change and Continuous ImprovementDocument7 pagesImplementing JIT: A Guide to Successful Cultural Change and Continuous ImprovementMariannePenoniaNo ratings yet
- Decoding Toyota's DNA Rev 1Document9 pagesDecoding Toyota's DNA Rev 1Mike GlezNo ratings yet
- Implement TPM Successfully for Increased ProductivityDocument6 pagesImplement TPM Successfully for Increased ProductivitySelvaraj BalasundramNo ratings yet
- What Is Your (Roberta's) Effort To Date?Document12 pagesWhat Is Your (Roberta's) Effort To Date?Lu Xiyun50% (2)
- JIT and Lean Systems in Manufacturing and ServicesDocument5 pagesJIT and Lean Systems in Manufacturing and ServicesMouja TwisteriusNo ratings yet
- Total Quality ManagementDocument9 pagesTotal Quality ManagementTejas shastrakarNo ratings yet
- Case Study Solar CellDocument5 pagesCase Study Solar CellLaurene Jamaica ArroyoNo ratings yet
- Business Process Reengineering - Dina Rizkia Rachmah (29120431)Document8 pagesBusiness Process Reengineering - Dina Rizkia Rachmah (29120431)Dina Rizkia RachmahNo ratings yet
- Chapter 5 System Development and Program Change Activities PT 6Document2 pagesChapter 5 System Development and Program Change Activities PT 6Hiraya ManawariNo ratings yet
- Solution Manual For Principles of Information Systems 13th Edition Stair Reynolds 1305971779 9781305971776Document10 pagesSolution Manual For Principles of Information Systems 13th Edition Stair Reynolds 1305971779 9781305971776susanbradygajkznydrf100% (21)
- Making Workstudy WorkDocument5 pagesMaking Workstudy Workmahavarun3096No ratings yet
- Process Mapping ServicesDocument2 pagesProcess Mapping ServicesbusinessmadeNo ratings yet
- Toyota Way Principle - 6,7,& 8Document5 pagesToyota Way Principle - 6,7,& 8Sumit KumarNo ratings yet
- Manufacturing Maintenance ExcellenceDocument3 pagesManufacturing Maintenance Excellencemintek2009No ratings yet
- Transitioning To Lean SystemDocument8 pagesTransitioning To Lean SystemDonita SotolomboNo ratings yet
- What Constitutes WorldDocument10 pagesWhat Constitutes WorldDiah Indriani KusbandariNo ratings yet
- Open Organization ToolkitDocument4 pagesOpen Organization ToolkitgautamxlNo ratings yet
- Group A P3.2-ENGT550-SU2021Document16 pagesGroup A P3.2-ENGT550-SU2021harpNo ratings yet
- Strategic Change MGNTDocument9 pagesStrategic Change MGNTVikram MayuriNo ratings yet
- Describe What Is Requirement Elicitation?Document5 pagesDescribe What Is Requirement Elicitation?Lyco BikoNo ratings yet
- Week 4 Disc 3Document2 pagesWeek 4 Disc 3ninnyragayNo ratings yet
- What Is Management by Objectives?Document2 pagesWhat Is Management by Objectives?Heba SamiNo ratings yet
- Cracku Solved XAT 2011 Paper With Solutions PDFDocument87 pagesCracku Solved XAT 2011 Paper With Solutions PDFJishnu M RavindraNo ratings yet
- 14 Principles Toyota WayDocument2 pages14 Principles Toyota WayAldrich BunyiNo ratings yet
- IT Quality StandardsDocument9 pagesIT Quality StandardsCamille PolicarpioNo ratings yet
- Case Study Solar CellDocument5 pagesCase Study Solar CellAlex FernandezNo ratings yet
- 14 Midterm ExamDocument167 pages14 Midterm Examapi-2978344330% (1)
- Demeterio, Jasmin C. Opm-M3m4-ActDocument9 pagesDemeterio, Jasmin C. Opm-M3m4-ActJha Jha CaLvezNo ratings yet
- DuPont Maintenance Game Simulation Helps Change Mental ModelsDocument35 pagesDuPont Maintenance Game Simulation Helps Change Mental ModelsLidia MayangsariNo ratings yet
- Lesson 19: Organizational Goal Orientation: ObjectiveDocument4 pagesLesson 19: Organizational Goal Orientation: ObjectivedearsaswatNo ratings yet
- Business Process Re-EngineeringDocument109 pagesBusiness Process Re-EngineeringShambhavi SinghNo ratings yet
- Class Xii Business Studies Principles of Management: Reason-Based, Evaluation & HotsDocument10 pagesClass Xii Business Studies Principles of Management: Reason-Based, Evaluation & HotsAnshuman SajwanNo ratings yet
- Organisational Change ManagementDocument27 pagesOrganisational Change ManagementMandeep Singh NegahNo ratings yet
- Toyota Case StudyDocument10 pagesToyota Case StudyYousra MariumNo ratings yet
- Activity Page73 SA PDF Page66 SA PACKETDocument24 pagesActivity Page73 SA PDF Page66 SA PACKETbonzzzyNo ratings yet
- Cis Chapter 5Document5 pagesCis Chapter 5Paulo Timothy AguilaNo ratings yet
- Repoert To SupervisorDocument6 pagesRepoert To SupervisorMuqadas khanNo ratings yet
- Assignment 1Document3 pagesAssignment 1RJ SNo ratings yet
- JIT, TPS, Lean OperationsDocument40 pagesJIT, TPS, Lean OperationsSanaullah BhattiNo ratings yet
- 8D Methodology ExplainedDocument29 pages8D Methodology Explaineddanish100% (1)
- 8 Steps To Successfully Implement PMDocument15 pages8 Steps To Successfully Implement PMAjmal ArshadNo ratings yet
- Myths About Standardised WorkDocument4 pagesMyths About Standardised Workgrebello@yahoo.comNo ratings yet
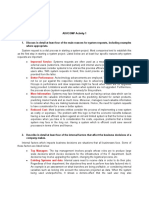
- ADVCOMP Activity 1: Improved ServiceDocument2 pagesADVCOMP Activity 1: Improved ServiceJanriggs RodriguezNo ratings yet
- Beyond Lean: Building Sustainable Business and People Success Through New Ways of ThinkingDocument22 pagesBeyond Lean: Building Sustainable Business and People Success Through New Ways of Thinkinganujdwivedi13No ratings yet
- Management ReportDocument30 pagesManagement ReportPrimo Ernesto CanoyNo ratings yet
- Midterm ExamDocument167 pagesMidterm Examapi-297834433No ratings yet
- Methodology To Implement BPR: Ramkumar.K 12MBA036Document26 pagesMethodology To Implement BPR: Ramkumar.K 12MBA036Ram KumarNo ratings yet
- 1 2020 09 nMBA OM Ass1&2Document11 pages1 2020 09 nMBA OM Ass1&2syetabNo ratings yet
- Case Study 10tp1 TQMDocument5 pagesCase Study 10tp1 TQMErikyle SalduaNo ratings yet
- Work the System: The Simple Mechanics of Making More and Working Less | Summary & Key TakeawaysFrom EverandWork the System: The Simple Mechanics of Making More and Working Less | Summary & Key TakeawaysRating: 4.5 out of 5 stars4.5/5 (8)
- Process Improvement & Performance Management Made Simple: The Fasttrack Approach to Getting Results QuicklyFrom EverandProcess Improvement & Performance Management Made Simple: The Fasttrack Approach to Getting Results QuicklyNo ratings yet
- Sustaining Creativity and Innovation in Organizations: a Tool Kit: Employee Suggestion SystemFrom EverandSustaining Creativity and Innovation in Organizations: a Tool Kit: Employee Suggestion SystemNo ratings yet
- CreativityDocument2 pagesCreativityRavi Kumar PrinshuNo ratings yet
- OEC MoneyballDocument4 pagesOEC MoneyballRavi Kumar PrinshuNo ratings yet
- Capgemini OECDocument9 pagesCapgemini OECRavi Kumar PrinshuNo ratings yet
- Oriental InsuranceDocument1 pageOriental InsuranceRavi Kumar PrinshuNo ratings yet
- Science Syllabus OverviewDocument1 pageScience Syllabus Overviewapi-348858074No ratings yet
- Asking the Right Questions: An Introduction to Appreciative InquiryDocument26 pagesAsking the Right Questions: An Introduction to Appreciative InquiryJasper Andrew AdjaraniNo ratings yet
- Lesson No 5 - Elements of Research DesignDocument26 pagesLesson No 5 - Elements of Research Designargan_hfd74% (27)
- Soft ComputingDocument126 pagesSoft Computingbhuvi2312No ratings yet
- Mathematical LibraryDocument7 pagesMathematical LibraryCristeena Merin MathewNo ratings yet
- SFTopic 1-Problem Solving and ReasoningDocument26 pagesSFTopic 1-Problem Solving and ReasoningAlyssa Crizel CalotesNo ratings yet
- Learning by Doing - Graham GibbsDocument134 pagesLearning by Doing - Graham Gibbsthahir ahmad100% (6)
- Industrial Safety AwarenessDocument15 pagesIndustrial Safety AwarenessveerrajuNo ratings yet
- L4 - PP Assignment 2023Document10 pagesL4 - PP Assignment 2023pardeshijaiswal2552No ratings yet
- Software-Testing - Units 6,7,8 (VTU) 8th SemDocument76 pagesSoftware-Testing - Units 6,7,8 (VTU) 8th SemMithun Mb0% (1)
- Williams, Kenneth R. - The Natural Calculator (1991)Document111 pagesWilliams, Kenneth R. - The Natural Calculator (1991)anon_392922987100% (2)
- Pengenalan KerekayasaanDocument66 pagesPengenalan KerekayasaanFaisal RahmanNo ratings yet
- Pms ToyoDocument2 pagesPms Toyonavreen12345No ratings yet
- The Pioneers of TQM and Their PhilosophiesDocument52 pagesThe Pioneers of TQM and Their PhilosophiesVineet Kohli100% (5)
- 05 Hbec4503 T1 PDFDocument22 pages05 Hbec4503 T1 PDFwankamaran100% (2)
- Lesson Plan Sample 5th GradeDocument5 pagesLesson Plan Sample 5th Gradeapi-301656152100% (1)
- Systems AnalystDocument25 pagesSystems Analyst071104005No ratings yet
- Deal With Conflict SituationsDocument43 pagesDeal With Conflict SituationsShane Brown0% (1)
- Disability Tax CreditDocument72 pagesDisability Tax CreditJose GonzalezNo ratings yet
- Maximizing Potential Through Appreciative InquiryDocument7 pagesMaximizing Potential Through Appreciative InquiryglenlcyNo ratings yet
- 3MS Sequence 4 Full Lessons Me and My Environment by Teacher CHOUIT Aboubaker 2018 1Document20 pages3MS Sequence 4 Full Lessons Me and My Environment by Teacher CHOUIT Aboubaker 2018 1GolDen HeaRt84% (32)
- Executive: Anthony P. Carnevale Nicole Smith Michelle MeltonDocument15 pagesExecutive: Anthony P. Carnevale Nicole Smith Michelle Meltonomar_leon_25No ratings yet
- BEGLA 136 EM PYQ MP K5gwyzDocument40 pagesBEGLA 136 EM PYQ MP K5gwyzThe LeGend NeOn XNo ratings yet
- Nba FormatDocument31 pagesNba FormatchetanNo ratings yet
- ACCT6002 - Semester 2, 2021Document9 pagesACCT6002 - Semester 2, 2021Zhang RickNo ratings yet
- Organizational Behavior & Development: Chapter 9 - Understanding Work TeamsDocument28 pagesOrganizational Behavior & Development: Chapter 9 - Understanding Work TeamsCharisse Aro YcongNo ratings yet
- Stem Tablet Monitoring and Scheduling System 1Document16 pagesStem Tablet Monitoring and Scheduling System 1cykabylat67No ratings yet
- Research Notes 3Document7 pagesResearch Notes 3Ann Michelle Tarrobago100% (1)
- Annual Self Evaluation Manager PDFDocument3 pagesAnnual Self Evaluation Manager PDFHtet SoeNo ratings yet
- An Introduction To Physics Education ResearchDocument25 pagesAn Introduction To Physics Education ResearchAna Paula100% (1)