You might also like
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- CNCDocument99 pagesCNCSree Raj91% (11)
- CNC Milling MachineDocument15 pagesCNC Milling Machinenajieyuya91% (11)
- Chapter 4Document34 pagesChapter 4gashawletaNo ratings yet
- Adaptive Control SystemsDocument16 pagesAdaptive Control Systemsrenuka mulaNo ratings yet
- 8373-Article Text-32650-1-10-20190221Document18 pages8373-Article Text-32650-1-10-20190221aalnassar52No ratings yet
- Development of Canned Cycle For CNC Milling Machine: AbstractDocument9 pagesDevelopment of Canned Cycle For CNC Milling Machine: AbstractandreNo ratings yet
- Implementation of PLC For CNC Flame Cutting MachineDocument10 pagesImplementation of PLC For CNC Flame Cutting MachineJagadeesh Bavisetti100% (1)
- CNC BacklushDocument14 pagesCNC BacklushjegrmdeNo ratings yet
- Abd-Alrazzaq2018 Article AComputerNumericalControlCNCMu PDFDocument11 pagesAbd-Alrazzaq2018 Article AComputerNumericalControlCNCMu PDFBinay AkhuriNo ratings yet
- Retrofitment of CNC Machine Control With PLCDocument16 pagesRetrofitment of CNC Machine Control With PLCVarun S IyerNo ratings yet
- Research Paper On CNC MachineDocument6 pagesResearch Paper On CNC Machineafnhgewvmftbsm100% (1)
- Investigation On Automation of Lathe Machine: ArticleDocument7 pagesInvestigation On Automation of Lathe Machine: ArticlePrashant RajoleNo ratings yet
- Investigation On Automation of Lathe Machine: International Journal of Emerging Technology and Advanced EngineeringDocument6 pagesInvestigation On Automation of Lathe Machine: International Journal of Emerging Technology and Advanced EngineeringAndrea Mega PutraNo ratings yet
- Organisation ProfileDocument18 pagesOrganisation ProfileAtul DwivediNo ratings yet
- A Novel Digital Control Technique ForDocument9 pagesA Novel Digital Control Technique ForRiad BOUZIDINo ratings yet
- Speed Control of DC Motor Using Particle Swarm Optimization Technique IJERTV2IS60650Document7 pagesSpeed Control of DC Motor Using Particle Swarm Optimization Technique IJERTV2IS60650Yeduresapu SantoshNo ratings yet
- KG KGDocument1 pageKG KGMirioNo ratings yet
- Mechatronic Approach To The Machine Tool DesignDocument9 pagesMechatronic Approach To The Machine Tool DesignMinh VuNo ratings yet
- Yadav-Gaur2019 Article ModifiedIMCTechniqueForNonlineDocument17 pagesYadav-Gaur2019 Article ModifiedIMCTechniqueForNonlineZinia RahmanNo ratings yet
- Practical 1 GRKDocument29 pagesPractical 1 GRKKarm ShahNo ratings yet
- 1introduction & Classifications of CNC SystemDocument38 pages1introduction & Classifications of CNC SystemA.Rishi sivaNo ratings yet
- Speed Control of A 2HP DC MotorDocument25 pagesSpeed Control of A 2HP DC MotorEdul BrianNo ratings yet
- CNC Milling Machine FYP Final Report V1Document53 pagesCNC Milling Machine FYP Final Report V1Piyush NarkhedeNo ratings yet
- CNC PDFDocument99 pagesCNC PDFAdrianNo ratings yet
- Tamer Samir Mahmoud Abdul Majeed - 2 - Introduction To CNC PDFDocument35 pagesTamer Samir Mahmoud Abdul Majeed - 2 - Introduction To CNC PDFdsathiyaNo ratings yet
- Design and Controlling of Retrofitted 4 Axes Milling Machine For Industrial ApplicationsDocument6 pagesDesign and Controlling of Retrofitted 4 Axes Milling Machine For Industrial ApplicationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Jurnal MemeDocument10 pagesJurnal MemeMamik Kumala SuwarnoNo ratings yet
- Computer Aided Manufacturing (CAM)Document68 pagesComputer Aided Manufacturing (CAM)Ali RazaNo ratings yet
- Unit-1 3 PDFDocument35 pagesUnit-1 3 PDFSathish ChanNo ratings yet
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIENo ratings yet
- Introduction To NC2Document27 pagesIntroduction To NC2jm_anakNo ratings yet
- Unit - Iv Part F 21.08Document24 pagesUnit - Iv Part F 21.08Mohd InayathNo ratings yet
- HagddhadDocument97 pagesHagddhadJohn WalkerNo ratings yet
- Automation and Advanced Manufacturing Slides RevisedDocument49 pagesAutomation and Advanced Manufacturing Slides Revisedsupertpm127No ratings yet
- Microprocessors and Microsystems: Ganesan R, S. Suresh, SS SivarajuDocument9 pagesMicroprocessors and Microsystems: Ganesan R, S. Suresh, SS SivarajufvijayamiNo ratings yet
- L-23 (SM) (Ia&c) ( (Ee) Nptel)Document23 pagesL-23 (SM) (Ia&c) ( (Ee) Nptel)Jayesh BaldotaNo ratings yet
- CNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaDocument58 pagesCNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaGezae MebrahtuNo ratings yet
- DEVEPLOMENTS IN CNC LATHE PROGRAMMING AND IMPROVING MACHINING ACCURACY (AutoRecovered)Document21 pagesDEVEPLOMENTS IN CNC LATHE PROGRAMMING AND IMPROVING MACHINING ACCURACY (AutoRecovered)Siddi Sampath Kumar Reddy100% (1)
- IJETR2694Document5 pagesIJETR2694Rohan GujarNo ratings yet
- CNC Mid 1 KeyDocument14 pagesCNC Mid 1 Keypala srinivas reddyNo ratings yet
- On The Knowledge and Experience of ProgrammerDocument21 pagesOn The Knowledge and Experience of ProgrammerVijay KumarNo ratings yet
- TM1111TRE.40-EnG Integrated Motion Control - Path Controlled Movements V4200Document32 pagesTM1111TRE.40-EnG Integrated Motion Control - Path Controlled Movements V4200mechrinour775No ratings yet
- Definition of Numerical ControlDocument5 pagesDefinition of Numerical ControlRanjan Kumar SinghNo ratings yet
- Adaptive Control SystemsDocument23 pagesAdaptive Control SystemsPraveen VundrajavarapuNo ratings yet
- ID 504 - Handout-1Document23 pagesID 504 - Handout-1Sreemohan RaveendranNo ratings yet
- Fast, Accurate Contour Milling With High Surface Defi NitionDocument6 pagesFast, Accurate Contour Milling With High Surface Defi NitionRadoslaw JoczNo ratings yet
- Energies 15 08260 v3Document39 pagesEnergies 15 08260 v313.ธนดล กองธรรมNo ratings yet
- ME761A - Lecture 1 IntroductionDocument8 pagesME761A - Lecture 1 IntroductionShakira ParveenNo ratings yet
- FPGA Implementation of Higher Degree Polynomial Acceleration Profiles For Peak Jerk Reduction in ServomotorsDocument14 pagesFPGA Implementation of Higher Degree Polynomial Acceleration Profiles For Peak Jerk Reduction in ServomotorsinfodotzNo ratings yet
- CNC Machine Research PaperDocument7 pagesCNC Machine Research Paperafeawldza100% (1)
- Numerical Control Definition and ApplicationsDocument26 pagesNumerical Control Definition and ApplicationsdavidNo ratings yet
- Numerical Control (NC) : Mechanical Actions of A Machine Are Controlled by A Program Containing Coded Alphanumeric DataDocument46 pagesNumerical Control (NC) : Mechanical Actions of A Machine Are Controlled by A Program Containing Coded Alphanumeric DataAkatew Haile MebrahtuNo ratings yet
- 1.4 Principles of Control: CNC Machining TechnologyDocument12 pages1.4 Principles of Control: CNC Machining TechnologyEulerNo ratings yet
- Multivariable Predictive Control: Applications in IndustryFrom EverandMultivariable Predictive Control: Applications in IndustryNo ratings yet
- Design and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesFrom EverandDesign and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesNo ratings yet
- BtechMech TURBOMACHINES20182019 2Document3 pagesBtechMech TURBOMACHINES20182019 2Moro AdamsNo ratings yet
- Eaton Fuller 15webDocument4 pagesEaton Fuller 15webmancorabechNo ratings yet
- 021 06-00-00 Pneumatic - Pressurisation and Air Cond Amend0Document29 pages021 06-00-00 Pneumatic - Pressurisation and Air Cond Amend0kashimotocomotuyaNo ratings yet
- Manual de Usuario Stihl 009 (53 Páginas)Document1 pageManual de Usuario Stihl 009 (53 Páginas)toyioriginalNo ratings yet
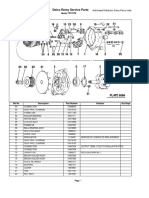
- Delco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaDocument2 pagesDelco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaWilson AcostaNo ratings yet
- Generator Instruction ManualDocument219 pagesGenerator Instruction ManualRakoto MalalaNo ratings yet
- Antes Da Operação 777F Ing.Document10 pagesAntes Da Operação 777F Ing.Jardel Fernandes de MoraesNo ratings yet
- RT 300 Series: Rough Terrain CranesDocument8 pagesRT 300 Series: Rough Terrain CranesJerome YangNo ratings yet
- 20171012112637Document2 pages20171012112637Arnold StevenNo ratings yet
- SABCube SpareParts 2010-12Document90 pagesSABCube SpareParts 2010-12Mário OliveiraNo ratings yet
- MODELS 106-RPS / 206-RPS Pressure Relief Valve: Key FeaturesDocument3 pagesMODELS 106-RPS / 206-RPS Pressure Relief Valve: Key FeaturesMaman RusdiNo ratings yet
- Compressed Air SystemDocument372 pagesCompressed Air SystemMauricioNo ratings yet
- Exhaust Gas Recirculation (EGR) System Monitor Differential Pressure Feedback EGR (DPFE) and EGR System Module (ESM)Document2 pagesExhaust Gas Recirculation (EGR) System Monitor Differential Pressure Feedback EGR (DPFE) and EGR System Module (ESM)José AntonioNo ratings yet
- Ranger 2008 2.3LDocument199 pagesRanger 2008 2.3LAbelCastellanosCruzNo ratings yet
- TS 4001: Lecture Summary 8: Marine Gas TurbinesDocument27 pagesTS 4001: Lecture Summary 8: Marine Gas TurbinesVenkateswarlu KolluruNo ratings yet
- Canadair Regional Jet 100/200 - Fuel SystemDocument32 pagesCanadair Regional Jet 100/200 - Fuel Systemmamon113100% (2)
- Stag / Lynx (Bs Ii) Parts CatalogueDocument345 pagesStag / Lynx (Bs Ii) Parts CatalogueBhawani CopyNo ratings yet
- Manual With ModsDocument52 pagesManual With ModsJames Inigo0% (1)
- 168-056 - Falk Drive One Model C, Type D Series, Sizes M1220-M1250 Conveyor Drives - Owners Manual PDFDocument16 pages168-056 - Falk Drive One Model C, Type D Series, Sizes M1220-M1250 Conveyor Drives - Owners Manual PDFFernando CastroNo ratings yet
- Technical Service Manual: Heavy-Duty Bracket Mounted Pumps SERIES 125 AND 4125 Sizes G-LLDocument16 pagesTechnical Service Manual: Heavy-Duty Bracket Mounted Pumps SERIES 125 AND 4125 Sizes G-LLGallegos MONo ratings yet
- JOB SHEET IngDocument8 pagesJOB SHEET IngariespotterNo ratings yet
- Types of CarburetorsDocument28 pagesTypes of CarburetorsAngelino Martini de LeonNo ratings yet
- Manual/Spare Part List Bedienungsanleitung/Ersatzteilliste: Drying Tumbler/wäschetrockner T 81 EDocument20 pagesManual/Spare Part List Bedienungsanleitung/Ersatzteilliste: Drying Tumbler/wäschetrockner T 81 Eneno111No ratings yet
- Installation, Operating and Maintenance Instructions For Indeeco Electric Duct HeatersDocument2 pagesInstallation, Operating and Maintenance Instructions For Indeeco Electric Duct HeatersDoan Tien DoNo ratings yet
- Doosan g424 Gasoline LP Engine g424 LP Engine G20e 3 G25e 3 g30 Service ManualDocument10 pagesDoosan g424 Gasoline LP Engine g424 LP Engine G20e 3 G25e 3 g30 Service Manualsam98% (49)
- Shearer Volume1 Book 3-DrawingsDocument117 pagesShearer Volume1 Book 3-DrawingsSatyanarayanarao ChitluriNo ratings yet
- Archive For The Glanza CategoryDocument6 pagesArchive For The Glanza CategoryCristian Rosales MorenoNo ratings yet
- BSMM Teaching Assessment Plan Oct 2021Document1 pageBSMM Teaching Assessment Plan Oct 2021Epic GamerNo ratings yet
- 14 Beech PT6 AutoDocument11 pages14 Beech PT6 AutoAliken James100% (1)
- GP3 2013 Hewland Gearbox MLI User Manual Issue 15 Dated 22 01 2013Document66 pagesGP3 2013 Hewland Gearbox MLI User Manual Issue 15 Dated 22 01 2013dsk2xfjjc8No ratings yet