You might also like
- 2005 Majumder Srinivasan Asset Specific Supply Tree Competition and LeadershipDocument54 pages2005 Majumder Srinivasan Asset Specific Supply Tree Competition and Leadershipju.sayan3244No ratings yet
- Bensaou Model-1 PDFDocument11 pagesBensaou Model-1 PDFBrendon NyaudeNo ratings yet
- Influence of Supplier Management in Global CompetitionDocument11 pagesInfluence of Supplier Management in Global CompetitionBrahamDuttOjhaNo ratings yet
- DemandFunction DecisionSciences June 2013 PDFDocument54 pagesDemandFunction DecisionSciences June 2013 PDFRosa AfriNo ratings yet
- Integrative Framework for Supplier Relationship Management SystemDocument22 pagesIntegrative Framework for Supplier Relationship Management SystemArifin de'BaraNo ratings yet
- Modeling Lean, Agile, and Leagile Supply Chain StrategiesDocument24 pagesModeling Lean, Agile, and Leagile Supply Chain Strategiesramirali100% (1)
- Os Quatro Prerequisitos Da Vantagem CompetitivaDocument15 pagesOs Quatro Prerequisitos Da Vantagem CompetitivaPauloCasteloBrancoNo ratings yet
- Supplier Selection PDFDocument19 pagesSupplier Selection PDFKrishnendu ShawNo ratings yet
- Supply Chain Design Framework and Research AgendaDocument11 pagesSupply Chain Design Framework and Research AgendaGarima RathoreNo ratings yet
- Strategicconcensus JOMDocument18 pagesStrategicconcensus JOMFahad KhanNo ratings yet
- An Integrative Framework for Supplier Relationship Management (SRMDocument22 pagesAn Integrative Framework for Supplier Relationship Management (SRMAmu MehtaNo ratings yet
- Supplier Development Framework in The Malaysian AuDocument31 pagesSupplier Development Framework in The Malaysian AuVinitaNo ratings yet
- Jurnal Internasional Usaha BesarDocument31 pagesJurnal Internasional Usaha Besarmfadhlifikrias21No ratings yet
- Supplier Selection and DevelopmentDocument5 pagesSupplier Selection and DevelopmentTolga UysalNo ratings yet
- Supplier Management in ETO Companies: An Analysis of Practices and ContingenciesDocument4 pagesSupplier Management in ETO Companies: An Analysis of Practices and ContingenciesSHAIK NISHARNo ratings yet
- Strategic Reorientation and Business Turnaround THDocument39 pagesStrategic Reorientation and Business Turnaround THKirimaja CipinangNo ratings yet
- Strategic Purchasing, Supply Management, and Firm PerformanceDocument19 pagesStrategic Purchasing, Supply Management, and Firm PerformanceWindaAfianiNo ratings yet
- Flexibility Versus Efficiency? A Case Study of Model Changeovers in The Toyota Production SystemDocument27 pagesFlexibility Versus Efficiency? A Case Study of Model Changeovers in The Toyota Production SystemGiovanni TomegahNo ratings yet
- A Supply Chain Perspective On Initiatives in The Casting IndustryDocument10 pagesA Supply Chain Perspective On Initiatives in The Casting IndustryVittal SBNo ratings yet
- Lean Manufacturing: A Perspective of Lean SuppliersDocument29 pagesLean Manufacturing: A Perspective of Lean SuppliersShivam BhandariNo ratings yet
- Keiretsu Competitive Advantage For Japanese Automotive SuppliersDocument21 pagesKeiretsu Competitive Advantage For Japanese Automotive Suppliersrust IfalianaNo ratings yet
- DownloadDocument11 pagesDownloadShravankumar PawarNo ratings yet
- Designing Supply Chains Towards Theory DevelopmentDocument16 pagesDesigning Supply Chains Towards Theory DevelopmentMihai HasmatuchiNo ratings yet
- 2014 - Sustainable OM - Design, Modelling and AnalysisDocument6 pages2014 - Sustainable OM - Design, Modelling and AnalysisSrishti PandeyNo ratings yet
- Lean Supply: The Design and Cost Reduction Dimensions: Ronan McivorDocument16 pagesLean Supply: The Design and Cost Reduction Dimensions: Ronan McivorrajeevandhariaNo ratings yet
- Suppliers’ Evaluation: An Empirical Study of Key Criteria for Greek SMEsDocument11 pagesSuppliers’ Evaluation: An Empirical Study of Key Criteria for Greek SMEsRene DinamarcaNo ratings yet
- Connected Corporation: How Leading Companies Manage Customer-Supplier AllFrom EverandConnected Corporation: How Leading Companies Manage Customer-Supplier AllNo ratings yet
- Mechanisms for Improving Supplier Performance: Sole, Competitive, and Parallel SourcingDocument16 pagesMechanisms for Improving Supplier Performance: Sole, Competitive, and Parallel SourcingSachin NithyanNo ratings yet
- Insights Into The Strategic Sourcing Decision - Understanding BuyeDocument23 pagesInsights Into The Strategic Sourcing Decision - Understanding BuyeLuisa Fernanda SolanoNo ratings yet
- Developing Manufacturing Flexibility Through Supply Chain Activities: Evidence From The Motherboard IndustryDocument18 pagesDeveloping Manufacturing Flexibility Through Supply Chain Activities: Evidence From The Motherboard IndustryCeline DiazNo ratings yet
- Extended EnterpriseDocument11 pagesExtended EnterpriseSunny RajNo ratings yet
- Roles and Capabilities of The Retail Supply Chain OrganizationDocument18 pagesRoles and Capabilities of The Retail Supply Chain OrganizationM.A. MahbubNo ratings yet
- CHOI Et Al - Exploring The Components of Success For The Korean ChaebolsDocument14 pagesCHOI Et Al - Exploring The Components of Success For The Korean ChaebolsCarolina BagattolliNo ratings yet
- Emerging Issues of ProcurementDocument19 pagesEmerging Issues of ProcurementUzair Ullah KhanNo ratings yet
- Relationship Marketing in Japan: The Buyer-Supplier Relationships of Four AutomakersDocument12 pagesRelationship Marketing in Japan: The Buyer-Supplier Relationships of Four AutomakersCer PelengNo ratings yet
- Towards A Theory of Supply Chain Alignment Enablers: A Systematic Literature ReviewDocument30 pagesTowards A Theory of Supply Chain Alignment Enablers: A Systematic Literature ReviewAyub WazirNo ratings yet
- Who Should Invest in Cost Reduction in Supply ChainsDocument51 pagesWho Should Invest in Cost Reduction in Supply ChainsJorge Alejandro Patron ChicanaNo ratings yet
- Toyota's Global Supply Chain Management and Buyer-Supplier RelationshipsDocument18 pagesToyota's Global Supply Chain Management and Buyer-Supplier Relationshipscameleon_9001No ratings yet
- Suppliers' Evaluation: An Empirical Study: Conference PaperDocument11 pagesSuppliers' Evaluation: An Empirical Study: Conference PaperCassandra LimNo ratings yet
- Relationship Between Working Capital Management and ProfitabilityDocument10 pagesRelationship Between Working Capital Management and ProfitabilitymannyNo ratings yet
- Developing A Scale For Stakeholder OrientationDocument23 pagesDeveloping A Scale For Stakeholder Orientationfarouk ben salahNo ratings yet
- Personal Relationships and Agency Con Icts: Case of Buying and Supplying Firms in AustraliaDocument26 pagesPersonal Relationships and Agency Con Icts: Case of Buying and Supplying Firms in Australiasafa haddadNo ratings yet
- 2019 POMSDual SourcingDocument19 pages2019 POMSDual SourcingZakarya Al AzriNo ratings yet
- Retail SupplyDocument14 pagesRetail Supplylaikhan_marketerNo ratings yet
- Strategic Management and Sustainability: October 2018Document26 pagesStrategic Management and Sustainability: October 2018Vaibhav GawadeNo ratings yet
- Successful Buyer-Supplier Relationships: The Role of NegotiationsDocument17 pagesSuccessful Buyer-Supplier Relationships: The Role of NegotiationsSasha KingNo ratings yet
- De Hodaetal 2013 Variety Paper CIRPDocument25 pagesDe Hodaetal 2013 Variety Paper CIRPChester Adriaan HendricksNo ratings yet
- Designing Supply Chains - Towards Theory Development PDFDocument17 pagesDesigning Supply Chains - Towards Theory Development PDFMicaela GironNo ratings yet
- Speed of Replacement Modeling Brand Loyalty UsingDocument41 pagesSpeed of Replacement Modeling Brand Loyalty Usingzubair muhammadNo ratings yet
- Dynamic Capabilities and Innovation in Supply Chains: January 2009Document13 pagesDynamic Capabilities and Innovation in Supply Chains: January 2009Aprameya TNo ratings yet
- IJOPM PublicationDocument27 pagesIJOPM PublicationNadhifa QintharaniNo ratings yet
- 1959 - Gordon Dividends, Earnings, and Stock Prices PDFDocument8 pages1959 - Gordon Dividends, Earnings, and Stock Prices PDFHop LuuNo ratings yet
- Supply Chain Flexibility: An Inter-Firm Empirical Study: Ijopm 29,9Document26 pagesSupply Chain Flexibility: An Inter-Firm Empirical Study: Ijopm 29,9Fiifi MichaelNo ratings yet
- Supplier Development Framework in The Malaysian Automotive Industry: Proton's ExperienceDocument30 pagesSupplier Development Framework in The Malaysian Automotive Industry: Proton's ExperienceLal VaaniNo ratings yet
- Inter-Organizational Cooperation in Buyer-Supplier Relationships 5bDocument7 pagesInter-Organizational Cooperation in Buyer-Supplier Relationships 5bDr Waheed AsgharNo ratings yet
- Supplier Development Literature Review and Key Future Research AreasDocument5 pagesSupplier Development Literature Review and Key Future Research AreasafmzkbysdbblihNo ratings yet
- Five Force Model in Theory and Practice: Analysis From An Emerging EconomyDocument12 pagesFive Force Model in Theory and Practice: Analysis From An Emerging EconomyRavi BaravaliyaNo ratings yet
- Critical success factors in agile supply chain managementDocument19 pagesCritical success factors in agile supply chain managementSaber MirzaeeNo ratings yet
- Supplier Developmet Theories and PracticesDocument16 pagesSupplier Developmet Theories and Practicesaneeza nadeemNo ratings yet
- Automotive Supplier Segmentation ModelDocument31 pagesAutomotive Supplier Segmentation ModelMuningrumNo ratings yet
- Power and Dependence Perspectives on Purchasing StrategiesDocument15 pagesPower and Dependence Perspectives on Purchasing StrategiesErik GlasmästarNo ratings yet
- Book Review - Managing Project Supply Chains R Basu G - 2012 - Journal of PurDocument1 pageBook Review - Managing Project Supply Chains R Basu G - 2012 - Journal of PurMuningrumNo ratings yet
- LIEW BA FacultyDocument10 pagesLIEW BA FacultyZeko AmeenNo ratings yet
- Editorial Board - 2012 - Journal of Purchasing and Supply ManagementDocument1 pageEditorial Board - 2012 - Journal of Purchasing and Supply ManagementMuningrumNo ratings yet
- Supply Management - Supplier Segmentation Model 7-22-05 (External) AlticorDocument4 pagesSupply Management - Supplier Segmentation Model 7-22-05 (External) AlticorMuningrumNo ratings yet
- Competitive Advantage, Firm Performance, and Business ModelsDocument29 pagesCompetitive Advantage, Firm Performance, and Business ModelsMuningrumNo ratings yet
- The Kraljic Portfolio Purchasing ModelDocument5 pagesThe Kraljic Portfolio Purchasing ModelMuningrumNo ratings yet
- Kelompok 3 - Adhityo, Dwi, MuningrumDocument6 pagesKelompok 3 - Adhityo, Dwi, MuningrumMuningrumNo ratings yet
- DAIE Septic Tank 1Document7 pagesDAIE Septic Tank 1MuningrumNo ratings yet
- Tru EarthDocument5 pagesTru EarthSiddharthNo ratings yet
- 9 PMP - ProcurementDocument14 pages9 PMP - Procurementdrsuresh26No ratings yet
- Siebel Systems: Anatomy of A Sale: Case Analysis: Vaibhav Gupta, IIM SambalpurDocument2 pagesSiebel Systems: Anatomy of A Sale: Case Analysis: Vaibhav Gupta, IIM SambalpurRajeev RastogiNo ratings yet
- Comprehensive Planning TemplateDocument21 pagesComprehensive Planning TemplateErnan BaldomeroNo ratings yet
- Document GhjkjhghjkoihugyhyhjiklDocument3 pagesDocument GhjkjhghjkoihugyhyhjikleuqehtbNo ratings yet
- Sharekhan PatternDocument136 pagesSharekhan Patternjrajnikant28yahoocom100% (4)
- Assignment of MBA-1 Past QuestionDocument2 pagesAssignment of MBA-1 Past QuestionAshirbad NayakNo ratings yet
- GGU MBA - FoB - M1 S2 - Summary DocDocument6 pagesGGU MBA - FoB - M1 S2 - Summary Docjay pNo ratings yet
- Profile of Shanmugam July2019Document5 pagesProfile of Shanmugam July2019shanoneNo ratings yet
- Case 1Document22 pagesCase 1Sehrish AnsariNo ratings yet
- Worth Telecom Advisors and SBA Communications Announce PartnershipDocument3 pagesWorth Telecom Advisors and SBA Communications Announce PartnershipPR.comNo ratings yet
- Perhitungan Kriteria Investasi: Net Present Value (NPV)Document12 pagesPerhitungan Kriteria Investasi: Net Present Value (NPV)Nurul FitrianaNo ratings yet
- HR Modules Day 1Document83 pagesHR Modules Day 1Merwyn StrateNo ratings yet
- 1.2 Defining Merchant BankingDocument6 pages1.2 Defining Merchant BankingGuru SwarupNo ratings yet
- QHSE Manager Resume - Zohaib RaufDocument2 pagesQHSE Manager Resume - Zohaib RaufBasit KhanNo ratings yet
- Lesson Plan Example: Subject Lesson Title Lesson SynopsisDocument2 pagesLesson Plan Example: Subject Lesson Title Lesson SynopsisJaysonGayumaNo ratings yet
- Ch20 PensionDocument17 pagesCh20 PensionEmma Mariz Garcia100% (1)
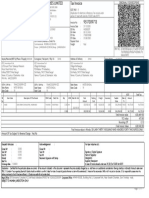
- Tax Invoice for ACSR ZEBRA CONDUCTOR, UNGREASED from APAR INDUSTRIES LIMITED to KEC International LtdDocument1 pageTax Invoice for ACSR ZEBRA CONDUCTOR, UNGREASED from APAR INDUSTRIES LIMITED to KEC International LtdDoita Dutta ChoudhuryNo ratings yet
- A Study On Affiliate Marketing Towards Bizgurukul ProductsDocument11 pagesA Study On Affiliate Marketing Towards Bizgurukul ProductsEzhumalai.SNo ratings yet
- Data Driven Decision Making Ii-3331Document24 pagesData Driven Decision Making Ii-3331api-673488158No ratings yet
- Pas 12Document6 pagesPas 12AnneNo ratings yet
- 销 售 合 同Document3 pages销 售 合 同kk mmNo ratings yet
- Verloop - Io OverviewDocument12 pagesVerloop - Io OverviewSaurav SharmaNo ratings yet
- Pulse of Internal Audit: North AmericanDocument52 pagesPulse of Internal Audit: North AmericanWalter R. ChiquiarNo ratings yet
- Advance PaymentDocument10 pagesAdvance PaymentCUTto1122No ratings yet
- Hospital Turnaround Strategies Summary & CritiqueDocument4 pagesHospital Turnaround Strategies Summary & CritiqueSahar Al-JoburyNo ratings yet
- IIM Lucknow Final Placements BrochureDocument41 pagesIIM Lucknow Final Placements BrochureAnurag BhatiaNo ratings yet
- C14 Krugman 12e BGuizaniDocument63 pagesC14 Krugman 12e BGuizani425q4fqgg4No ratings yet
- Case Analysis 1Document6 pagesCase Analysis 1Fu Maria JoseNo ratings yet
- Accounts Questions Compiler PDFDocument187 pagesAccounts Questions Compiler PDFBrinda RNo ratings yet