You might also like
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Chapter 2Document27 pagesChapter 2Fiq IFTNo ratings yet
- Location From ProfileDocument5 pagesLocation From ProfilehlyanheinhNo ratings yet
- Design of FixturesDocument19 pagesDesign of FixturesSwaminathanNo ratings yet
- Jigs FixuresDocument36 pagesJigs FixuresThulasi RamNo ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Chapter 2Document28 pagesChapter 2GemedaNo ratings yet
- Lab Session 02Document6 pagesLab Session 02aaqibaminNo ratings yet
- Jig and FixturesDocument38 pagesJig and FixturesrajatjainkkjNo ratings yet
- Manual Pulidora RaytechDocument37 pagesManual Pulidora RaytechWarner BenavidesNo ratings yet
- Modern Blanking and Piercing DiesDocument58 pagesModern Blanking and Piercing DiesMustafa Sert100% (4)
- Manufacturing Technology Ii Assignment I: Batch 10Document11 pagesManufacturing Technology Ii Assignment I: Batch 10sh_nk2010No ratings yet
- Ch-23 Jig and FixturesDocument51 pagesCh-23 Jig and FixturesrajaNo ratings yet
- Jig and FixturesDocument47 pagesJig and FixturesSaumya SinhaNo ratings yet
- Jigs&FixtureDocument14 pagesJigs&FixtureBikram MuduliNo ratings yet
- April May 2014 Design of Jigs and Fixtures Anwer KeyDocument17 pagesApril May 2014 Design of Jigs and Fixtures Anwer Keybalaguru78No ratings yet
- How To Make A Tool Post GrinderDocument5 pagesHow To Make A Tool Post Grinderozland9No ratings yet
- Wood TurningDocument63 pagesWood TurningEsequiel Yakueczik100% (1)
- Fixture DesignDocument12 pagesFixture DesignSandeep DeshmukhNo ratings yet
- Shaft and House Design PDFDocument3 pagesShaft and House Design PDFm2110100% (1)
- Bonelle GrinderDocument11 pagesBonelle Grinderjohnjohn520% (1)
- 512 User's ManualDocument17 pages512 User's ManualSam CozaNo ratings yet
- Jigs and FixturesDocument73 pagesJigs and Fixturesashish Raut100% (1)
- Atlas 7B Know Your ShaperDocument6 pagesAtlas 7B Know Your ShaperColin FinkbeinerNo ratings yet
- Adjustable Pitch Propeller Taper-Lock HubDocument2 pagesAdjustable Pitch Propeller Taper-Lock HubhaosfNo ratings yet
- Presentation On Jigs and Fixtures by Group G - 2Document31 pagesPresentation On Jigs and Fixtures by Group G - 2Michael Castro AbuduNo ratings yet
- DJFP CourseDocument17 pagesDJFP CourseGunasekaranNo ratings yet
- Foot-Powered Scroll SawDocument8 pagesFoot-Powered Scroll SawJan Steinman100% (1)
- Power SkivingDocument11 pagesPower SkivingahemerlyNo ratings yet
- Chapter - 3 Tool and DieDocument45 pagesChapter - 3 Tool and Diedawit solomonNo ratings yet
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- Slotting MachineDocument3 pagesSlotting MachineNishit ParmarNo ratings yet
- Vemco 612 User's ManualDocument25 pagesVemco 612 User's ManualRobert Cannavino100% (1)
- Millng Machine WorkpieceDocument13 pagesMillng Machine WorkpieceReyven ReconNo ratings yet
- Instruction Book Emcostar-EmcorexDocument45 pagesInstruction Book Emcostar-EmcorexJohan Leide80% (5)
- Department of Mechanical Engineering Answer Key - Iat-I Subject Name: Manufacturing Technology Year/Sem: II/III Subject Code: 17MECC04 Part-A Answer All The Questions (7x2 14 Marks)Document7 pagesDepartment of Mechanical Engineering Answer Key - Iat-I Subject Name: Manufacturing Technology Year/Sem: II/III Subject Code: 17MECC04 Part-A Answer All The Questions (7x2 14 Marks)karthik jNo ratings yet
- Jig and FixtureDocument24 pagesJig and FixtureprabhjotbhangalNo ratings yet
- Tire TaperDocument10 pagesTire Taperdroessaert_stijnNo ratings yet
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Locating and Clamping Principles: The Mechanics of LocatingDocument4 pagesLocating and Clamping Principles: The Mechanics of Locatingniloy_67No ratings yet
- Jigs and FixturesDocument112 pagesJigs and FixturesAakash Singh100% (4)
- Shaper Gear CuttingDocument4 pagesShaper Gear Cuttingnevadablue100% (4)
- Elements of Jigs and FixturesDocument9 pagesElements of Jigs and FixtureskhuljascribdNo ratings yet
- Bolt Together LatheDocument7 pagesBolt Together Lathe69x4No ratings yet
- EjectionDocument32 pagesEjectionsk9145No ratings yet
- Information Sheet No3Document15 pagesInformation Sheet No3Indri VinceNo ratings yet
- Unit 4 Temporary FastenersDocument17 pagesUnit 4 Temporary Fastenersdaniel hambissaNo ratings yet
- Flatteners and LevelersDocument6 pagesFlatteners and LevelersMajad RazakNo ratings yet
- Micro-Lathe Plans (Popular Mechanics)Document4 pagesMicro-Lathe Plans (Popular Mechanics)sjdarkman1930100% (13)
- The Industrial Press 006 - Punch and Die WorkDocument56 pagesThe Industrial Press 006 - Punch and Die Workeomer1968100% (1)
- Assembly Drawings Part-3Document19 pagesAssembly Drawings Part-3Parameswararao Billa100% (1)
- Production Drawing & Pracctice Lab ManualDocument23 pagesProduction Drawing & Pracctice Lab ManualVenkateswar Reddy Mallepally88% (8)
- Ajuste Altura Mesa DescargaDocument4 pagesAjuste Altura Mesa DescargaAlejandro PinoNo ratings yet
- A Little Book of Making Tools and Equipment for the Studio: Includes Instructions for Making a Printing Press, Line Printing Blocks, Rubber Stamp Making, Stencil Cutting and StencillingFrom EverandA Little Book of Making Tools and Equipment for the Studio: Includes Instructions for Making a Printing Press, Line Printing Blocks, Rubber Stamp Making, Stencil Cutting and StencillingNo ratings yet
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Toggle ClampsDocument37 pagesToggle ClampsRavi Arjun KumarNo ratings yet
- Locating DevicesDocument7 pagesLocating DevicesRavi Arjun KumarNo ratings yet
- Jig & FitDocument49 pagesJig & FitRavi Arjun KumarNo ratings yet
- Introduction To Fixture Design: A Fixture Is A Device For Locating, Holding and Supporting A Workpiece During ADocument13 pagesIntroduction To Fixture Design: A Fixture Is A Device For Locating, Holding and Supporting A Workpiece During ARavi Arjun KumarNo ratings yet
- Introduction To Workholding: HistoryDocument16 pagesIntroduction To Workholding: HistoryRavi Arjun KumarNo ratings yet
- GrindingDocument52 pagesGrindingRavi Arjun KumarNo ratings yet
- Sur GRDDocument47 pagesSur GRDRavi Arjun KumarNo ratings yet
- MCQ4Document5 pagesMCQ4Ravi Arjun KumarNo ratings yet
- Bore Grinding1Document54 pagesBore Grinding1Ravi Arjun KumarNo ratings yet
- General GrindingDocument28 pagesGeneral GrindingRavi Arjun Kumar100% (1)
- Sample QuestionsDocument8 pagesSample QuestionsRavi Arjun KumarNo ratings yet
- Forecasting: View Answer / Hide AnswerDocument16 pagesForecasting: View Answer / Hide AnswerRavi Arjun KumarNo ratings yet
- Sample Exam QuestionsDocument7 pagesSample Exam QuestionsRavi Arjun KumarNo ratings yet
- Multiple Choice QuizDocument3 pagesMultiple Choice QuizRavi Arjun KumarNo ratings yet
- 1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleDocument9 pages1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleBearium YTNo ratings yet
- Assignment 2 Grammar Lesson PlanDocument26 pagesAssignment 2 Grammar Lesson PlanKesia Kerspay100% (1)
- Alignment Technique - The Steam TurbineDocument2 pagesAlignment Technique - The Steam TurbineRajeswar KulanjiNo ratings yet
- Concession Project List Excel 02-Aug-2019Document15 pagesConcession Project List Excel 02-Aug-2019Vishal BansalNo ratings yet
- Wearable BiosensorsDocument16 pagesWearable BiosensorsShreehari Haridasan100% (1)
- Chapter 6 SBLDocument4 pagesChapter 6 SBLbrave manNo ratings yet
- Interjections NotesDocument2 pagesInterjections NotesKanna ImuiNo ratings yet
- Century Vemap PDFDocument5 pagesCentury Vemap PDFMaster MirrorNo ratings yet
- Studi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoDocument9 pagesStudi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoAri WibowoNo ratings yet
- AIMMS Modeling Guide - Linear Programming TricksDocument16 pagesAIMMS Modeling Guide - Linear Programming TricksgjorhugullNo ratings yet
- Passmore Et Al (2019) Workplace CoachingDocument47 pagesPassmore Et Al (2019) Workplace CoachingMalarvilie KrishnasamyNo ratings yet
- Presentation DelcorteDocument15 pagesPresentation Delcortecarlos2685No ratings yet
- CHAPTER 2 - ALGEBRA (Latest)Document41 pagesCHAPTER 2 - ALGEBRA (Latest)FirdausNo ratings yet
- Permeability Estimation PDFDocument10 pagesPermeability Estimation PDFEdison Javier Acevedo ArismendiNo ratings yet
- Contractor Hse Management ProgramDocument12 pagesContractor Hse Management ProgramAhmed IbrahimNo ratings yet
- The Extension Delivery SystemDocument10 pagesThe Extension Delivery SystemApril Jay Abacial IINo ratings yet
- Pitch Analysis PaperDocument7 pagesPitch Analysis PaperMunib MunirNo ratings yet
- Making Women's Medicine Masculine: OxpordDocument17 pagesMaking Women's Medicine Masculine: OxpordAdolfo Baqueiro100% (1)
- Barriers of CommunicationDocument5 pagesBarriers of CommunicationIVY YBAÑEZNo ratings yet
- Hilfswerk Wien-Salzburg - 11. Meio 2018Document9 pagesHilfswerk Wien-Salzburg - 11. Meio 2018FreieEnergieNo ratings yet
- One Plan Student 1Document7 pagesOne Plan Student 1api-465826207No ratings yet
- ICorr CED CT01 InspectionAndTestingOfCoatings Issue1-2Document13 pagesICorr CED CT01 InspectionAndTestingOfCoatings Issue1-2AlineMeirelesNo ratings yet
- ENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of EngineeringDocument13 pagesENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of Engineeringالقداري القداريNo ratings yet
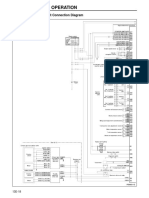
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- Shear and Diagonal Tension in BeamDocument16 pagesShear and Diagonal Tension in BeamMouy PhonThornNo ratings yet
- Burnay, Bushman & Laroi - 2019Document10 pagesBurnay, Bushman & Laroi - 2019TinyjurshNo ratings yet
- Philosophical Thoughts On EducationDocument30 pagesPhilosophical Thoughts On EducationCharyl Louise MonderondoNo ratings yet
- Olympiad Problem 2Document3 pagesOlympiad Problem 2Đạt Nguyễn BáNo ratings yet