You might also like
- Welding CoDocument1 pageWelding CoBENGKELTKS88 BENGKELTKS88No ratings yet
- SlimrelayonronDocument14 pagesSlimrelayonronMantención FastpackNo ratings yet
- KS0835FDocument9 pagesKS0835FDaniel Fernando Sotelo LagosNo ratings yet
- Simoregdc-Master6Ra70: Technical DataDocument7 pagesSimoregdc-Master6Ra70: Technical DataPaul RidgeNo ratings yet
- Auweld Welding Machines Accessories Catalogue(s)Document28 pagesAuweld Welding Machines Accessories Catalogue(s)nyaungzinNo ratings yet
- R15 473564 PDFDocument7 pagesR15 473564 PDFHENDER VILLEGASNo ratings yet
- Welding RobotDocument1 pageWelding RobotBENGKELTKS88 BENGKELTKS88No ratings yet
- 3RA23378XB301AL2 Datasheet enDocument6 pages3RA23378XB301AL2 Datasheet enAshish GargNo ratings yet
- 240W DIN Rail Type DC-DC Converter: SeriesDocument9 pages240W DIN Rail Type DC-DC Converter: SeriesHasan MuftićNo ratings yet
- Tp03al PDFDocument3 pagesTp03al PDFtoppowerNo ratings yet
- DDR 240 SpecDocument9 pagesDDR 240 Specb8f4fk5nqtNo ratings yet
- 09 Welding Machine TD 355Document1 page09 Welding Machine TD 355LucioNo ratings yet
- Field of Application: Welding ProcessDocument2 pagesField of Application: Welding ProcessJoshuaNo ratings yet
- SMD Led 2835 0 2w 26 28 or 28 30lm 80criDocument3 pagesSMD Led 2835 0 2w 26 28 or 28 30lm 80criAlexandra GibsonNo ratings yet
- PLN504 - B-3# Technical Schedule 7.2.10 Workshop and Store Equipment Add. 2Document15 pagesPLN504 - B-3# Technical Schedule 7.2.10 Workshop and Store Equipment Add. 2power plant groupNo ratings yet
- Current and Voltage Controls 3-Phase AC Max. Current Control Type S 178Document3 pagesCurrent and Voltage Controls 3-Phase AC Max. Current Control Type S 178Felipe FarfanNo ratings yet
- Data SheetDocument4 pagesData SheetsandeepvsNo ratings yet
- TDK Power Supply RM - G SeriesDocument8 pagesTDK Power Supply RM - G SeriesEnrique Jose Calvo Sanchez100% (1)
- S2060 RcaDocument5 pagesS2060 RcaStevenDefordNo ratings yet
- 700-k Control RelaysDocument5 pages700-k Control RelaysLa LakersNo ratings yet
- RF Power MOSFETs Deliver 100W at 100MHzDocument4 pagesRF Power MOSFETs Deliver 100W at 100MHzjingsong heNo ratings yet
- PT 45 SpecDocument2 pagesPT 45 SpecDiego ParraNo ratings yet
- M1000230AC5MDocument1 pageM1000230AC5MPlant Site KMI-KJANo ratings yet
- Satronix Three Phase Solid State Relay High VoltageDocument3 pagesSatronix Three Phase Solid State Relay High VoltagejbhupiNo ratings yet
- M1000120AC5MDocument1 pageM1000120AC5MEnrique MurgiaNo ratings yet
- DIODES Vs 36mtseriesDocument7 pagesDIODES Vs 36mtserieshocine gherbiNo ratings yet
- Atig Pac 315iiiDocument2 pagesAtig Pac 315iiiharisNo ratings yet
- orman-Miniature Basic SwitchDocument5 pagesorman-Miniature Basic Switchmehdibagherpour.sNo ratings yet
- Takamisawa Sy 24w K PCB Mount Relay 24vdc 1 Co SPDT Sy 24w K Data SheetDocument5 pagesTakamisawa Sy 24w K PCB Mount Relay 24vdc 1 Co SPDT Sy 24w K Data Sheetremon thereminNo ratings yet
- PSKD 95Document3 pagesPSKD 95Terry SiagianNo ratings yet
- g3rv - j180 E2 02 PDFDocument14 pagesg3rv - j180 E2 02 PDFSdiri OùMaimàNo ratings yet
- Earthing Design and Component SelectionDocument154 pagesEarthing Design and Component SelectionLụaNo ratings yet
- Antech Smaw Zx7 Series-1Document1 pageAntech Smaw Zx7 Series-1Sun Sun100% (1)
- Main 93 370110656Document2 pagesMain 93 370110656Mohammad Adeel KhanNo ratings yet
- Power Supplies OverviewDocument2 pagesPower Supplies OverviewAnonymous g5beXbnOpTNo ratings yet
- Cebora PDFDocument36 pagesCebora PDFLuis Miguel LimaNo ratings yet
- CV & SV OLTC Operating InstructionDocument34 pagesCV & SV OLTC Operating InstructionAlvinNo ratings yet
- MSKD120 MSAD120 MSCD120: Glass Passivated Rectifier Diode ModulesDocument3 pagesMSKD120 MSAD120 MSCD120: Glass Passivated Rectifier Diode ModulesStuxnetNo ratings yet
- Si 2310Document4 pagesSi 2310Pedram ArshamNo ratings yet
- RST 5000 SpecDocument10 pagesRST 5000 SpecOleksandr KochergaNo ratings yet
- Irf3805Pbf Irf3805Spbf Irf3805Lpbf: FeaturesDocument14 pagesIrf3805Pbf Irf3805Spbf Irf3805Lpbf: Featurescarmel asentistaNo ratings yet
- VS 30CTQ035PbF VishayDocument6 pagesVS 30CTQ035PbF VishayNawazNo ratings yet
- 360w, 12v Switching Power SupplyDocument4 pages360w, 12v Switching Power SupplyJulio FerreiraNo ratings yet
- CV & SV OLTC Operating Instruction-HM0.460.001Document31 pagesCV & SV OLTC Operating Instruction-HM0.460.001mudassar hussainNo ratings yet
- RGB LargeDocument3 pagesRGB Largeadel benhoumarNo ratings yet
- Tp03al - 201808 PDFDocument3 pagesTp03al - 201808 PDFtoppowerNo ratings yet
- S62ENDocument16 pagesS62ENzakaria alhosinyNo ratings yet
- Mesin Las LinconDocument3 pagesMesin Las LinconIrwansyahNo ratings yet
- ARC WELDING MACHINE CLASSIC MMA MOVING CORE TYPEDocument1 pageARC WELDING MACHINE CLASSIC MMA MOVING CORE TYPENazmul ClickerNo ratings yet
- IRF 3805-IRF 3805S-IRF 3805L - MosfetDocument12 pagesIRF 3805-IRF 3805S-IRF 3805L - MosfetTiago LeonhardtNo ratings yet
- Vuo50 16no3Document2 pagesVuo50 16no3Razak JeyNo ratings yet
- Specifications of Quad-Band 790-960/1710-1880/1920-2170/2490-2690 CombinerDocument3 pagesSpecifications of Quad-Band 790-960/1710-1880/1920-2170/2490-2690 CombinerArisha МининаNo ratings yet
- Power Schottky Rectifier: With Common CathodeDocument2 pagesPower Schottky Rectifier: With Common CathodeAhmed Sherif CupoNo ratings yet
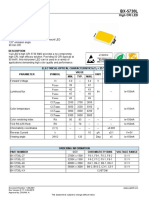
- BX-5730L High CRI LED DatasheetDocument11 pagesBX-5730L High CRI LED Datasheetditi gemilangNo ratings yet
- Miniature Basic Switch Provides Long Life of 2 Million OperationsDocument5 pagesMiniature Basic Switch Provides Long Life of 2 Million OperationsMuhamad PriyatnaNo ratings yet
- Obsolete Product(s) - Obsolete Product(s) Obsolete Product(s) - Obsolete Product(s)Document8 pagesObsolete Product(s) - Obsolete Product(s) Obsolete Product(s) - Obsolete Product(s)Ryn YahuFNo ratings yet
- Ea08a-2000 Ficha TecnicaDocument3 pagesEa08a-2000 Ficha Tecnicakhaled kamelNo ratings yet
- Ordering Information: PCB RelayDocument6 pagesOrdering Information: PCB RelayManikandan GurunathanNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- SAW Fluxes Stainless and Heat Resistant Steels: Basicity To BoniszewskiDocument3 pagesSAW Fluxes Stainless and Heat Resistant Steels: Basicity To BoniszewskiSungJun ParkNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- Rutile Filxcored WiresDocument1 pageRutile Filxcored WiresSungJun ParkNo ratings yet
- Echnical Ulletin: Used For Joining in Large Vehicle and Crane ManufacturingDocument1 pageEchnical Ulletin: Used For Joining in Large Vehicle and Crane ManufacturingSungJun ParkNo ratings yet
- Practical Exam System StructureDocument1 pagePractical Exam System StructureSungJun ParkNo ratings yet
- Deposition Rate of MegafilDocument1 pageDeposition Rate of MegafilSungJun ParkNo ratings yet
- High Frequency Welded TubeDocument1 pageHigh Frequency Welded TubeSungJun ParkNo ratings yet
- Dissimilar Metal Welds: Inconel To Carbon Steel: Steven KnappDocument27 pagesDissimilar Metal Welds: Inconel To Carbon Steel: Steven KnappRebecca KelleyNo ratings yet
- HY100 PropertiesDocument21 pagesHY100 PropertiesSungJun ParkNo ratings yet
- SAW Process Variations For CRODocument20 pagesSAW Process Variations For CROSungJun ParkNo ratings yet
- Welding and FabricationDocument54 pagesWelding and FabricationSungJun Park100% (1)
- MIL-STD-22D Weld Joint Design PDFDocument81 pagesMIL-STD-22D Weld Joint Design PDFCoryNo ratings yet
- Welding Alloys: Standards Applications Trade Names Trade NamesDocument1 pageWelding Alloys: Standards Applications Trade Names Trade NamesSungJun Park100% (1)
- High Performance Austenitic DatasheetDocument12 pagesHigh Performance Austenitic DatasheetRaul MamaniNo ratings yet
- Material Conversion (ASTM-KS-JIS-DIN) PDFDocument46 pagesMaterial Conversion (ASTM-KS-JIS-DIN) PDFagung100% (1)
- Welding Jurnal 1982 07 s212Document10 pagesWelding Jurnal 1982 07 s212Ashley JacksonNo ratings yet
- High Performance Austenitic DatasheetDocument12 pagesHigh Performance Austenitic DatasheetRaul MamaniNo ratings yet
- Material Conversion (ASTM-KS-JIS-DIN) PDFDocument46 pagesMaterial Conversion (ASTM-KS-JIS-DIN) PDFagung100% (1)
- Heat Treatment of Cast IronsDocument4 pagesHeat Treatment of Cast IronshamidrezachamaniNo ratings yet
- Strength and Fracture Characteristics of Steels for Computer ModelingDocument64 pagesStrength and Fracture Characteristics of Steels for Computer ModelingSungJun Park100% (1)
- Material Conversion (ASTM-KS-JIS-DIN) PDFDocument46 pagesMaterial Conversion (ASTM-KS-JIS-DIN) PDFagung100% (1)
- Exploring Temper Bead Welding TechniquesDocument11 pagesExploring Temper Bead Welding TechniquesvaseaNo ratings yet
- Flame Forming and Straightening of Welding DistortionDocument162 pagesFlame Forming and Straightening of Welding DistortionSungJun ParkNo ratings yet
- Flooding of Engine Room - EMMA MÆRSK On 1 February 2013Document58 pagesFlooding of Engine Room - EMMA MÆRSK On 1 February 2013kweetnieNo ratings yet
- 2Document7 pages2SungJun ParkNo ratings yet
- Certified Welding EngineerDocument4 pagesCertified Welding Engineerjunidomar100% (1)
- Exploring Temper BeadDocument15 pagesExploring Temper BeadSungJun ParkNo ratings yet
- Aws Cwe Exam SampleDocument2 pagesAws Cwe Exam SampleEmad A.AhmadNo ratings yet
- Renewal Application For Cweng: X X X X XDocument2 pagesRenewal Application For Cweng: X X X X XSungJun ParkNo ratings yet
- Horing Lih Vivid32 FDAS Fire Alarm Control Panel Om (22AUG2017)Document29 pagesHoring Lih Vivid32 FDAS Fire Alarm Control Panel Om (22AUG2017)Pete PinonNo ratings yet
- ICAR Capacitors Product CatalogueDocument66 pagesICAR Capacitors Product CatalogueAgoess Oetomo100% (1)
- Thyristor Controlled Rectifiers (TCR) For Traction Problems and SolutionsDocument6 pagesThyristor Controlled Rectifiers (TCR) For Traction Problems and SolutionsLaurence MichaelNo ratings yet
- IEC 61000 CertificateDocument3 pagesIEC 61000 CertificateJulio CesarNo ratings yet
- Plug ABBDocument120 pagesPlug ABBcamus1125No ratings yet
- What is transformer rating based on temperature and insulation limitsDocument2 pagesWhat is transformer rating based on temperature and insulation limitsSugeng SumarnoNo ratings yet
- Onan Detector PDFDocument95 pagesOnan Detector PDFonyx_luciano100% (6)
- IRD1-G: Differential Protection Relay For Generators and MotorsDocument24 pagesIRD1-G: Differential Protection Relay For Generators and MotorsTaufiqtadNo ratings yet
- 175R5271 Rev1206 5000 Instruction ManualDocument238 pages175R5271 Rev1206 5000 Instruction ManualMariaMarriaNo ratings yet
- Reactive Power Based LCOE Analysis - SgurrEnergyDocument8 pagesReactive Power Based LCOE Analysis - SgurrEnergySgurr EnergyNo ratings yet
- Basic Principal of Electrical CircuitryDocument19 pagesBasic Principal of Electrical CircuitryAreeba ParvezNo ratings yet
- Multipole Connectors: Standards CNDocument1 pageMultipole Connectors: Standards CNDan PariascaNo ratings yet
- SAES-T-795 Communications Facility Grounding SystemsDocument15 pagesSAES-T-795 Communications Facility Grounding SystemsNuman SaleemNo ratings yet
- The Business Case For Behind-The-Meter Energy Storage: Q1 Performance of UQ's 1.1MW Tesla BatteryDocument38 pagesThe Business Case For Behind-The-Meter Energy Storage: Q1 Performance of UQ's 1.1MW Tesla BatteryJoey Klender100% (1)
- LED Street Light - Luminhome Lighting LH-T1A SeriesDocument8 pagesLED Street Light - Luminhome Lighting LH-T1A SeriesLuminhomeLightingNo ratings yet
- Victron - Pylontech - Up2500 - Us2000 - Us3000 - Us2000c - Us3000c - Us5000 - Us5000b - Up5000 - Phantom-S - Force-L1 - l2 (2) - CopieDocument12 pagesVictron - Pylontech - Up2500 - Us2000 - Us3000 - Us2000c - Us3000c - Us5000 - Us5000b - Up5000 - Phantom-S - Force-L1 - l2 (2) - CopiejosephNo ratings yet
- ID1604 Size: 9V (6LP3146) : Alkaline-Manganese Dioxide BatteryDocument2 pagesID1604 Size: 9V (6LP3146) : Alkaline-Manganese Dioxide Batteryrizky biboNo ratings yet
- 3aua0000081824 RevcDocument94 pages3aua0000081824 RevcFidel LansanganNo ratings yet
- SF-AC: Compact Safety Relay Unit for Light CurtainsDocument8 pagesSF-AC: Compact Safety Relay Unit for Light CurtainsangelpadronaNo ratings yet
- Company Presentation - Sunskrity Solutionsl R0.1Document13 pagesCompany Presentation - Sunskrity Solutionsl R0.1Vedansh ShrivastavaNo ratings yet
- How To Calculate Motor Service FactorsDocument6 pagesHow To Calculate Motor Service Factorsabdulyunus_amirNo ratings yet
- Power Electronics Guide in 40 CharactersDocument17 pagesPower Electronics Guide in 40 CharactersAdnankhan BangashNo ratings yet
- Atlas 530 550w Bifacial Module Perc 144mm10 Mono 10bb English New 221121 080339Document3 pagesAtlas 530 550w Bifacial Module Perc 144mm10 Mono 10bb English New 221121 080339MajstorskiFilipNo ratings yet
- Project Name: Wireless Speed Control of A Single Phase Induction MotorDocument7 pagesProject Name: Wireless Speed Control of A Single Phase Induction MotorMathematics CircleNo ratings yet
- PUT Question Paper - EAMDocument2 pagesPUT Question Paper - EAMMahesh ShendeNo ratings yet
- Solutions) Mastering Physics HW30Document7 pagesSolutions) Mastering Physics HW30Adam BoltronNo ratings yet
- Electrical Engineering Exam Formula SheetDocument1 pageElectrical Engineering Exam Formula SheetPaul Jones100% (2)
- Reefer Sharing Unit - Shipboard: 32A 480VACDocument2 pagesReefer Sharing Unit - Shipboard: 32A 480VACOğuzhan SirinogluNo ratings yet
- Ls1024 Ls2024 en ManualDocument2 pagesLs1024 Ls2024 en Manualkalator46No ratings yet