You might also like
- Temperature Calibration: Applications SolutionsDocument40 pagesTemperature Calibration: Applications SolutionsAllen BanksNo ratings yet
- Thermal AnalysisDocument4 pagesThermal AnalysisSana ShoukatNo ratings yet
- Thermometer Calibration Guide PDFDocument8 pagesThermometer Calibration Guide PDFteknisi primaNo ratings yet
- I&m 2Document22 pagesI&m 2Sohaib SajidNo ratings yet
- Chapter1 Piceng215Document56 pagesChapter1 Piceng215Hawraa JaafarNo ratings yet
- Calibration Curves Are Used To Determine The Concentration of Unknown Substances Based On Previous Measurements of Solutions of Known ConcentrationsDocument9 pagesCalibration Curves Are Used To Determine The Concentration of Unknown Substances Based On Previous Measurements of Solutions of Known ConcentrationsDEEPAK SINGH SANGWANNo ratings yet
- Sohan Patel Report Heubach IndiaDocument64 pagesSohan Patel Report Heubach IndiaMovie MafiyaNo ratings yet
- Sayham Calibration c1Document37 pagesSayham Calibration c1Md.Amir hossain khanNo ratings yet
- WhitePaper ConductivityMeasurements-USP645 EN 30431332 LRDocument8 pagesWhitePaper ConductivityMeasurements-USP645 EN 30431332 LRAlexis CastroNo ratings yet
- b13 InspectionDocument3 pagesb13 InspectionharmlesdragonNo ratings yet
- CHAPTER 3 Monitoring and ControlDocument32 pagesCHAPTER 3 Monitoring and Controlmichaelmude16No ratings yet
- MEC263 Lecture 01Document21 pagesMEC263 Lecture 01sajedulNo ratings yet
- Colorlite Broschuere Schuettgueter ENDocument8 pagesColorlite Broschuere Schuettgueter ENSDawNo ratings yet
- Pocket Guide On CallibrationDocument38 pagesPocket Guide On CallibrationMohammed ZuberNo ratings yet
- Civ Pozo SecoDocument8 pagesCiv Pozo SecoVictor H. LargoNo ratings yet
- Lab 1. SensóricaDocument5 pagesLab 1. SensóricaSANTIAGO MEJÍA RAMOSNo ratings yet
- Calibration Process: March 2005Document9 pagesCalibration Process: March 2005rafiqueqadri 1525No ratings yet
- The Importance of MetrologyDocument7 pagesThe Importance of MetrologyElmahdi OumiaNo ratings yet
- Three Common Temperature Calibration Methods - Travis Porter, 2014-03-05Document27 pagesThree Common Temperature Calibration Methods - Travis Porter, 2014-03-05Bogdan IlieNo ratings yet
- Measurement and MetrologyDocument84 pagesMeasurement and Metrologyjalim yadavNo ratings yet
- Sigma Procedure - RTDDocument15 pagesSigma Procedure - RTDFarhan IftakharNo ratings yet
- Calibration of SensorsDocument5 pagesCalibration of SensorsSubhrajit MoharanaNo ratings yet
- Calibration Process: March 2005Document9 pagesCalibration Process: March 2005Javier Alejandro Daza GalvanNo ratings yet
- CalibrationWorld 2014 02 ENGDocument28 pagesCalibrationWorld 2014 02 ENGsameergaddimailNo ratings yet
- 7 CalibrationDocument23 pages7 Calibrationzuniar ahmadNo ratings yet
- Calibration Certification of SpectrophotometersDocument45 pagesCalibration Certification of SpectrophotometersManish Parul0% (1)
- M&I PRESENTATION Sem4Document18 pagesM&I PRESENTATION Sem452 Vikas VNo ratings yet
- t1 Merged PDFDocument10 pagest1 Merged PDFYessenia GonzalesNo ratings yet
- Temperature Calibration: Tips and Tricks From The Real WorldDocument4 pagesTemperature Calibration: Tips and Tricks From The Real WorldCristiano PernichelliNo ratings yet
- Unit 1Document23 pagesUnit 1Udayakumar MohanNo ratings yet
- Hematology Calibrator Procedure GuidelineDocument2 pagesHematology Calibrator Procedure GuidelineXavier MuñozNo ratings yet
- Uncertainty of Measurement: National Institute of Standards Fire and Explosion Protection LabDocument56 pagesUncertainty of Measurement: National Institute of Standards Fire and Explosion Protection LabAhmed AwwadNo ratings yet
- Calibration of Platform Scale, Volume Tank, Water Meter, Venturi Meter, Orifice Meter and WeirDocument22 pagesCalibration of Platform Scale, Volume Tank, Water Meter, Venturi Meter, Orifice Meter and WeirIan Dave OpaoNo ratings yet
- Control of Monitoring and Measuring EquipmentDocument18 pagesControl of Monitoring and Measuring EquipmentFranklyn OnyeneNo ratings yet
- CTC Series: Compact Temperature CalibratorDocument14 pagesCTC Series: Compact Temperature CalibratorJonathan AntillonNo ratings yet
- Traceability of Test Instruments: Leo J. Buckon Meriam Instrument A Scott Fetzer CompanyDocument3 pagesTraceability of Test Instruments: Leo J. Buckon Meriam Instrument A Scott Fetzer Company楊宗棠No ratings yet
- RTD CalibrationsDocument13 pagesRTD CalibrationsBoudhayan RoyNo ratings yet
- Mechanical Measurement and MetrologyDocument111 pagesMechanical Measurement and MetrologyDandally RoopaNo ratings yet
- Validation of Custody Transfer Metering Skid at Site After Laboratory ProvingDocument8 pagesValidation of Custody Transfer Metering Skid at Site After Laboratory Provingkamala 123No ratings yet
- 17 QuestionsDocument34 pages17 Questionsmuzammil21_ad100% (1)
- CalibrationDocument3 pagesCalibrationMatthew GuanzonNo ratings yet
- Series Dry Well Calibrators Additel 875: Corporate Headquarters Salt Lake City OfficeDocument8 pagesSeries Dry Well Calibrators Additel 875: Corporate Headquarters Salt Lake City OfficeYuniet Hernández de ArmasNo ratings yet
- Calibration of Measuring DevicesDocument4 pagesCalibration of Measuring DevicesChris Thel MayNo ratings yet
- CP01127H240315-Calibration Services-07 - 2018Document12 pagesCP01127H240315-Calibration Services-07 - 2018Mouath AlraoushNo ratings yet
- Basic Principles of Instrument CalibrationDocument6 pagesBasic Principles of Instrument CalibrationLugabaluga100% (1)
- Metrology and MeasurementsDocument69 pagesMetrology and MeasurementsVishal PatilNo ratings yet
- 11 Unit I Lecture Notes (Metrology)Document48 pages11 Unit I Lecture Notes (Metrology)Sunkeswaram Deva Prasad100% (1)
- FT 63 - Smoke DetectorDocument5 pagesFT 63 - Smoke DetectorDarwin LeònNo ratings yet
- Why Is Calibration So ImportantDocument1 pageWhy Is Calibration So ImportantJosh BarriosNo ratings yet
- Method Statement For PH MeterDocument2 pagesMethod Statement For PH MeterMuhamed RasheedNo ratings yet
- Chapter 3-Monitoring and ControlDocument12 pagesChapter 3-Monitoring and Controlshauryamehta07No ratings yet
- Bias and Accuracy Definition PDFDocument7 pagesBias and Accuracy Definition PDFVallik TadNo ratings yet
- Basic Principles of Instrument Calibration PDFDocument6 pagesBasic Principles of Instrument Calibration PDFchdiNo ratings yet
- Pressure Calibration Pain PointsDocument6 pagesPressure Calibration Pain PointsEdson BarreraNo ratings yet
- Calibration Process July 22Document10 pagesCalibration Process July 22Nurul AbdulNo ratings yet
- TP37200E2i CompressedDocument10 pagesTP37200E2i CompressedAjit K GNo ratings yet
- Method Statement For Temp - Seonsor Using Oil BathDocument3 pagesMethod Statement For Temp - Seonsor Using Oil BathMuhamed RasheedNo ratings yet
- CalibrationDocument10 pagesCalibrationNamish ManchandaNo ratings yet
- Multisensor Instrumentation 6σ Design: Defined Accuracy Computer-Integrated Measurement SystemsFrom EverandMultisensor Instrumentation 6σ Design: Defined Accuracy Computer-Integrated Measurement SystemsNo ratings yet
- EN ISO 8655-9 (2022) (E) CodifiedDocument6 pagesEN ISO 8655-9 (2022) (E) CodifiedBAN ZANGHANA0% (1)
- PT100 2-1Document36 pagesPT100 2-1BAN ZANGHANANo ratings yet
- Fluke Calibration 9150 Thermocouple Furnace: Key FeaturesDocument4 pagesFluke Calibration 9150 Thermocouple Furnace: Key FeaturesBAN ZANGHANANo ratings yet
- PT100 2-1Document36 pagesPT100 2-1BAN ZANGHANANo ratings yet
- PT100 2-1Document36 pagesPT100 2-1BAN ZANGHANANo ratings yet
- PT100 3408-1Document67 pagesPT100 3408-1BAN ZANGHANANo ratings yet
- Iso 4787Document52 pagesIso 4787BAN ZANGHANA100% (1)
- PT100 2-1Document36 pagesPT100 2-1BAN ZANGHANANo ratings yet
- Delegate Data Report - 074456Document2 pagesDelegate Data Report - 074456BAN ZANGHANANo ratings yet
- Procedure For Calibration of Thermocouples, Resistance Temperature SensorDocument13 pagesProcedure For Calibration of Thermocouples, Resistance Temperature SensorBAN ZANGHANANo ratings yet
- E2488 092014 Standard Guide ForDocument8 pagesE2488 092014 Standard Guide ForBAN ZANGHANANo ratings yet
- 103 CTHDocument1 page103 CTHBAN ZANGHANANo ratings yet
- Benchtop Two-Pressure Humidity Generator: Operation and Maintenance ManualDocument118 pagesBenchtop Two-Pressure Humidity Generator: Operation and Maintenance ManualBAN ZANGHANANo ratings yet
- Fluke Calibration Web Seminar Series: How To Calibrate An RTD Using A Dry-Block CalibratorDocument44 pagesFluke Calibration Web Seminar Series: How To Calibrate An RTD Using A Dry-Block CalibratorBAN ZANGHANANo ratings yet
- Ulusal Metroloji Enstitüsü: Calibration/Test Proposal Form Kalite Yönetim KuruluDocument1 pageUlusal Metroloji Enstitüsü: Calibration/Test Proposal Form Kalite Yönetim KuruluBAN ZANGHANANo ratings yet
- Calibration Measurement Capability For A Year 2022Document1 pageCalibration Measurement Capability For A Year 2022BAN ZANGHANANo ratings yet
- R03 UME-ReportDocument18 pagesR03 UME-ReportBAN ZANGHANANo ratings yet
- PH Calibration 7Document2 pagesPH Calibration 7BAN ZANGHANANo ratings yet
- PH Calibration 5Document10 pagesPH Calibration 5BAN ZANGHANANo ratings yet
- Iso 648 2008Document9 pagesIso 648 2008BAN ZANGHANANo ratings yet
- ISO 8655-2 - 2022 Ed.2 - Id.68797 Publication PDF (En)Document22 pagesISO 8655-2 - 2022 Ed.2 - Id.68797 Publication PDF (En)BAN ZANGHANA100% (5)
- LAB 15 Traceability of Volumetric ApparatusDocument12 pagesLAB 15 Traceability of Volumetric ApparatusBAN ZANGHANANo ratings yet
- Iso 835 2007Document9 pagesIso 835 2007BAN ZANGHANANo ratings yet
- PH Calibration 3Document2 pagesPH Calibration 3BAN ZANGHANANo ratings yet
- DMS 2008 - 2010 Drying Ovens CalibrationDocument16 pagesDMS 2008 - 2010 Drying Ovens CalibrationBAN ZANGHANANo ratings yet
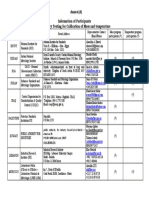
- Annex Countries InformationsDocument1 pageAnnex Countries InformationsBAN ZANGHANANo ratings yet
- Salinity SOP SamsDocument11 pagesSalinity SOP SamsBAN ZANGHANANo ratings yet
- Tds 1Document2 pagesTds 1BAN ZANGHANANo ratings yet
- Uidelines For The Determination of Calibration Intervals of Measuring InstrumentDocument11 pagesUidelines For The Determination of Calibration Intervals of Measuring InstrumentBAN ZANGHANANo ratings yet
- Masses Protocol - Time TableDocument1 pageMasses Protocol - Time TableBAN ZANGHANANo ratings yet
- Thermonuclear Weapon - WikipediaDocument170 pagesThermonuclear Weapon - WikipediaYuvaraj BhaduryNo ratings yet
- Service Publications: Number SubjectDocument9 pagesService Publications: Number SubjectLeoNo ratings yet
- Real Gas Flow Simulation in Damaged Distribution PipelinesDocument8 pagesReal Gas Flow Simulation in Damaged Distribution PipelinesJorge Andrés Palacio CardonaNo ratings yet
- Employee Satisfation at IOCL Project Final ReportDocument67 pagesEmployee Satisfation at IOCL Project Final ReportShivani AgrawalNo ratings yet
- Lab Exe No. 1 - Estimation of Solar Energy ResourceDocument8 pagesLab Exe No. 1 - Estimation of Solar Energy ResourceJamil Mansor M. LaguiabNo ratings yet
- DS35-08A Datasheet (Hoja de Datos) IXYS Corporation DIODODocument2 pagesDS35-08A Datasheet (Hoja de Datos) IXYS Corporation DIODORonald ReinosaNo ratings yet
- Straight Run at Suction of PumpsDocument1 pageStraight Run at Suction of PumpsbdamitaNo ratings yet
- De Sauty Bridge: Department of Electrical and Electronics Engineering 15A02501 - Electrical MasurementsDocument2 pagesDe Sauty Bridge: Department of Electrical and Electronics Engineering 15A02501 - Electrical MasurementsnpavankNo ratings yet
- Assembly and Parts Drawing IG2600: 3KW Generator KD (M) 30 (A) - 02000 Control Panel Assembly KGE3000Ti-13100Document6 pagesAssembly and Parts Drawing IG2600: 3KW Generator KD (M) 30 (A) - 02000 Control Panel Assembly KGE3000Ti-13100Youssef BeheryNo ratings yet
- Department of EducationDocument3 pagesDepartment of EducationErwin SucgangNo ratings yet
- Sub-Topic Title (3) - Enzymes and How It WorksDocument2 pagesSub-Topic Title (3) - Enzymes and How It WorksgalelavNo ratings yet
- Technical Manual Diaphragm Expansion VesselsDocument40 pagesTechnical Manual Diaphragm Expansion VesselsjosecevmspNo ratings yet
- Developing A Sustainable Air Hub in SingaporeDocument79 pagesDeveloping A Sustainable Air Hub in SingaporeMok Thye YeeNo ratings yet
- Ee0065 Module3 PDFDocument36 pagesEe0065 Module3 PDFMV5 ChannelNo ratings yet
- FCE Use of EnglishDocument4 pagesFCE Use of EnglishFlorenciaMartinezNo ratings yet
- Trafo Toroidal Mini JuniorDocument3 pagesTrafo Toroidal Mini JuniorEduardo Arriagada MartinezNo ratings yet
- JEE Main 2024 (April 4 Shift 2) Question Paper With Solutions (PDF)Document14 pagesJEE Main 2024 (April 4 Shift 2) Question Paper With Solutions (PDF)Nick SinghNo ratings yet
- Teka Ci 340 FolhetoDocument1 pageTeka Ci 340 FolhetosaNo ratings yet
- Cable Diagram Cutter Drive 271195900 - LP - D - 090917Document1 pageCable Diagram Cutter Drive 271195900 - LP - D - 090917Mohamed Noor AhamedNo ratings yet
- Gree Dehumidifier Service ManualDocument58 pagesGree Dehumidifier Service Manualjdv1234No ratings yet
- Electric Power SwitchesDocument11 pagesElectric Power Switchesautomation vguardNo ratings yet
- DHANUSH ENGGSERVICES Document-Pdf-1511936315Document3 pagesDHANUSH ENGGSERVICES Document-Pdf-1511936315Parentssjbhs nasatour2020No ratings yet
- Ihp MicroDocument13 pagesIhp MicroTejas HambirNo ratings yet
- Minimum Learning Material (XII)Document6 pagesMinimum Learning Material (XII)Abhi VarnaNo ratings yet
- HD270 DumpDocument4 pagesHD270 DumpBui Thanh DanhNo ratings yet
- Light Emitting PolymerDocument21 pagesLight Emitting PolymerGurpreet UppalNo ratings yet
- Om WD PLDocument9 pagesOm WD PLcompras.lairtechNo ratings yet
- Ee 6 FinalsDocument3 pagesEe 6 FinalsSantos, Jewella C.No ratings yet
- Questions - Homework - 10th - Science - 2021-11-24T05 - 44Document12 pagesQuestions - Homework - 10th - Science - 2021-11-24T05 - 44Saurabh BhattacharyaNo ratings yet
- CONDOR 27-04 Pressure Switch MDR 2 2017Document3 pagesCONDOR 27-04 Pressure Switch MDR 2 2017Phạm Thiên TrườngNo ratings yet