You might also like
- Model Predictive Control: Prof. Shi-Shang Jang National Tsing-Hua University Chemical Engineering DepartmentDocument44 pagesModel Predictive Control: Prof. Shi-Shang Jang National Tsing-Hua University Chemical Engineering DepartmentAayush PatidarNo ratings yet
- Process Control Seborg LectureDocument58 pagesProcess Control Seborg LectureTanvir AhmedNo ratings yet
- Controller Tuning: CHME 624 Advance Process Dynamic Modelling & ControlDocument15 pagesController Tuning: CHME 624 Advance Process Dynamic Modelling & Controlali aljifriNo ratings yet
- Robust MIMO PID Controllers Tuning Based On Complex Real Ratio of The Characteristic Matriz EigenvaluesDocument9 pagesRobust MIMO PID Controllers Tuning Based On Complex Real Ratio of The Characteristic Matriz EigenvaluesEsther CozarNo ratings yet
- L08 Stability and Tuning Part 1 2022Document28 pagesL08 Stability and Tuning Part 1 2022Nghiep TranNo ratings yet
- Ratio Control and FeedforwardDocument11 pagesRatio Control and Feedforwardmaulia farahNo ratings yet
- Lecture Note Chapter 11 PID Controller Design Tuning and Troubleshooting 2016Document61 pagesLecture Note Chapter 11 PID Controller Design Tuning and Troubleshooting 2016Rama KrishnaNo ratings yet
- Optimal PID-Control On First Order Plus Time Delay Systems & Verification of The SIMC RulesDocument6 pagesOptimal PID-Control On First Order Plus Time Delay Systems & Verification of The SIMC RulesAnonymous WkbmWCa8MNo ratings yet
- Chapter 12 PID Control Design and Tuning BDocument35 pagesChapter 12 PID Control Design and Tuning BZay Nthuu Coco ShabrinaNo ratings yet
- Mixed H PID Robust Control Via Genetic Algorithms andDocument6 pagesMixed H PID Robust Control Via Genetic Algorithms andReza KühnNo ratings yet
- Controller Tuning: A Motivational ExampleDocument65 pagesController Tuning: A Motivational ExamplealiNo ratings yet
- Pid Controller Design and TuningDocument33 pagesPid Controller Design and TuningfaqihNo ratings yet
- TIME DOMAIN DESIGN OF CONTROL SYSTEMSDocument39 pagesTIME DOMAIN DESIGN OF CONTROL SYSTEMSZain AslamNo ratings yet
- Chapter 12Document58 pagesChapter 12Nigel KowNo ratings yet
- Model Free ObserverDocument8 pagesModel Free Observer程崇律No ratings yet
- Advanced Control Loops: So Called "Conventional" FeedbackDocument19 pagesAdvanced Control Loops: So Called "Conventional" FeedbackadaliNo ratings yet
- Fuzzy-Based Nonlinear PID Controller and Its Application To CSTRDocument7 pagesFuzzy-Based Nonlinear PID Controller and Its Application To CSTRZikra ElninoNo ratings yet
- EE5104 Adaptive Control Systems Part IDocument57 pagesEE5104 Adaptive Control Systems Part IbastaaNo ratings yet
- MED99 Conference ProceedingsDocument10 pagesMED99 Conference ProceedingsCarlos AlbertoNo ratings yet
- Fuzzy Anti-Reset Windup For Pid Controllers: A. Hansson, P. Gruber and JDocument8 pagesFuzzy Anti-Reset Windup For Pid Controllers: A. Hansson, P. Gruber and JRitu RajNo ratings yet
- Controller Tuning: A Motivational ExampleDocument58 pagesController Tuning: A Motivational ExampleAnas OdehNo ratings yet
- CDC 2005 1583310Document6 pagesCDC 2005 1583310SowrirajanNo ratings yet
- Linear Control Methods For Robots: Berke GürDocument40 pagesLinear Control Methods For Robots: Berke GürOmar Seraj Ed-DeenNo ratings yet
- Worksheet 10Document3 pagesWorksheet 10rahmat qambariNo ratings yet
- Hysys Dynamic 27 May 2020Document39 pagesHysys Dynamic 27 May 2020FerdiLatuanNo ratings yet
- Structure Control With Stiffness Uncertainty in Earthquake ZoneDocument5 pagesStructure Control With Stiffness Uncertainty in Earthquake Zoneسجاد الفNo ratings yet
- Design of An Optimal PID Controller Based On Lyapunov ApproachDocument5 pagesDesign of An Optimal PID Controller Based On Lyapunov ApproachGuilherme HenriqueNo ratings yet
- Robust Control SystemDocument40 pagesRobust Control Systemtejal daveNo ratings yet
- Smith Preditor PDFDocument6 pagesSmith Preditor PDFAqmal FANo ratings yet
- Automatic Tuning of Pid Controller Using Fuzzy LogicDocument8 pagesAutomatic Tuning of Pid Controller Using Fuzzy LogicKha BùiNo ratings yet
- PID Controller Design and Tuning for Lag-Dominant ProcessesDocument33 pagesPID Controller Design and Tuning for Lag-Dominant ProcessesGesang Rakhmad UtomoNo ratings yet
- Student Version Merged - Process Control Short Lecture 2013Document44 pagesStudent Version Merged - Process Control Short Lecture 2013DiogoNo ratings yet
- RMuniraj RRST 3 2019 PP 259-265Document7 pagesRMuniraj RRST 3 2019 PP 259-265Tarak BenslimaneNo ratings yet
- PID Controller Design, Tuning and TroubleshootingDocument19 pagesPID Controller Design, Tuning and TroubleshootingAmy MillerNo ratings yet
- Advanced Proportional-Integral-Derivative Tuning For Integrating and Unstable Processes With Gain and Phase Margin SpecificationsDocument5 pagesAdvanced Proportional-Integral-Derivative Tuning For Integrating and Unstable Processes With Gain and Phase Margin SpecificationsSidhant SharanNo ratings yet
- Robust Controller Design For Uncertain Systems: Shreesha.c@manipal - EduDocument4 pagesRobust Controller Design For Uncertain Systems: Shreesha.c@manipal - EduInnovative Research PublicationsNo ratings yet
- Application of Genetic Algorithms To CFD Cameron MccartneyDocument33 pagesApplication of Genetic Algorithms To CFD Cameron MccartneyygzylmzNo ratings yet
- A practical loop pairing criterion for decentralized control of multivariable processesDocument7 pagesA practical loop pairing criterion for decentralized control of multivariable processessamandondonNo ratings yet
- Ch22cDesign Via Optimal ControlDocument230 pagesCh22cDesign Via Optimal ControlDulecha Adane DulechaNo ratings yet
- R0004e - 2022 08 24Document8 pagesR0004e - 2022 08 24Felix WoxblomNo ratings yet
- Funciones de TransferenciaDocument69 pagesFunciones de TransferenciaAlejandro SanvicenteNo ratings yet
- cpc6 Larsson TeDocument5 pagescpc6 Larsson TeSergio OrtizNo ratings yet
- Controller Design Based On Transient Response CriteriaDocument20 pagesController Design Based On Transient Response CriteriaGapuk MaboekNo ratings yet
- Notes 1Document33 pagesNotes 1Mysterio MughalNo ratings yet
- Robust Control (/sliding Mode Controller) With An Application To Multi-Input Power System StabilisationDocument9 pagesRobust Control (/sliding Mode Controller) With An Application To Multi-Input Power System StabilisationSherif HelmyNo ratings yet
- Comparison of Optimal Control Strategies For Supervisory and Regulatory LevelDocument6 pagesComparison of Optimal Control Strategies For Supervisory and Regulatory LevelMakhis RifaiNo ratings yet
- PID Pole-Placement Controller Design and Tuning MethodsDocument16 pagesPID Pole-Placement Controller Design and Tuning MethodsFiras BackourNo ratings yet
- Model Based TuningDocument39 pagesModel Based TuningAulia PerdanaNo ratings yet
- CHAPTER 12: Controller Design, Tuning, & Troubleshooting: Anis Atikah Ahmad Anisatikah@unimap - Edu.myDocument65 pagesCHAPTER 12: Controller Design, Tuning, & Troubleshooting: Anis Atikah Ahmad Anisatikah@unimap - Edu.myhakita86No ratings yet
- Controller Design Based On Transient Response CriteriaDocument45 pagesController Design Based On Transient Response CriteriaVijay RajaindranNo ratings yet
- Make It Easier For Other People To Find Your Content by Providing More Information About It.Document45 pagesMake It Easier For Other People To Find Your Content by Providing More Information About It.Osy OsyNo ratings yet
- (3.6.850) Robust PID Controller Design For Disturbance Rejection of Complex Time Delay ProcessesDocument7 pages(3.6.850) Robust PID Controller Design For Disturbance Rejection of Complex Time Delay ProcessesShamsMohdNo ratings yet
- Internal Model Control: Part of A Set of Lecture Notes On Introduction To Robust Control by Ming T. Tham (2002)Document9 pagesInternal Model Control: Part of A Set of Lecture Notes On Introduction To Robust Control by Ming T. Tham (2002)jimi7No ratings yet
- Feedforward Control Enhances PerformanceDocument19 pagesFeedforward Control Enhances Performancesujithadharani9813No ratings yet
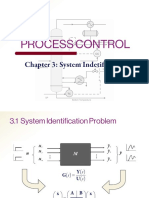
- C3-Process Identification-ENDocument35 pagesC3-Process Identification-ENHưng NguyễnNo ratings yet
- APC CH5202 Midsem Key 20102021Document18 pagesAPC CH5202 Midsem Key 20102021Tapasya DangiNo ratings yet
- Chapter 6 - Group 5Document96 pagesChapter 6 - Group 5Hà TrangNo ratings yet
- Reduced Order ControllerDocument6 pagesReduced Order Controllerabyss2000No ratings yet
- Theoretical Modeling Fundamentals for Process ControlDocument58 pagesTheoretical Modeling Fundamentals for Process ControlHưng NguyễnNo ratings yet
- Dieu-Khien-Qua-Trinh - 3 - Documentationofplant - (Cuuduongthancong - Com)Document22 pagesDieu-Khien-Qua-Trinh - 3 - Documentationofplant - (Cuuduongthancong - Com)Hưng NguyễnNo ratings yet
- Midterm Exam: Linear Circuits II Questions on RMS, Power, PF, Mesh/Branch AnalysisDocument1 pageMidterm Exam: Linear Circuits II Questions on RMS, Power, PF, Mesh/Branch AnalysisHưng NguyễnNo ratings yet
- Process Control System ComponentsDocument81 pagesProcess Control System ComponentsHưng NguyễnNo ratings yet
- C3-Process Identification-ENDocument35 pagesC3-Process Identification-ENHưng NguyễnNo ratings yet
- C1 Introduction ENDocument46 pagesC1 Introduction ENHưng NguyễnNo ratings yet
- Homework 2Document2 pagesHomework 2Hưng NguyễnNo ratings yet
- Chapter3 - Functions and LibrariesDocument123 pagesChapter3 - Functions and LibrariesNhật TânNo ratings yet
- Midterm Exam Paper No.1: EE2001E: Signals and SystemsDocument2 pagesMidterm Exam Paper No.1: EE2001E: Signals and SystemsHưng NguyễnNo ratings yet
- Midterm Exam Paper No.1: EE2001E: Signals and SystemsDocument2 pagesMidterm Exam Paper No.1: EE2001E: Signals and SystemsHưng NguyễnNo ratings yet
- Given A Series: Convergence and DivergenceDocument14 pagesGiven A Series: Convergence and DivergenceHưng NguyễnNo ratings yet
- Homework 3: Problem 1Document2 pagesHomework 3: Problem 1Hưng NguyễnNo ratings yet
- Electric Circuit Theory - Basic LawsDocument33 pagesElectric Circuit Theory - Basic LawsHưng NguyễnNo ratings yet
- 05 Circuit Theorems 2015 MKDocument56 pages05 Circuit Theorems 2015 MKHưng NguyễnNo ratings yet
- 06 Active Circuits 2016b MKDocument51 pages06 Active Circuits 2016b MKHưng NguyễnNo ratings yet
- 02 Basic Elements 2016 MKDocument21 pages02 Basic Elements 2016 MKHưng NguyễnNo ratings yet
- 04 Electrical Circuit Analysis 2016c MKDocument45 pages04 Electrical Circuit Analysis 2016c MKHưng NguyễnNo ratings yet
- National Talent Search Examination Path to SuccessDocument25 pagesNational Talent Search Examination Path to SuccessSudhanshuNo ratings yet
- JavaScript Factorial CalculatorDocument13 pagesJavaScript Factorial CalculatorSandipa ShindeNo ratings yet
- HTTP Gryllus - Net Blender 3DDocument3 pagesHTTP Gryllus - Net Blender 3Dmohsindalvi87No ratings yet
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Gephi Handout Sunbelt 2016 PDFDocument16 pagesGephi Handout Sunbelt 2016 PDFerwin huangNo ratings yet
- (Catalog Reciprocating Engine) WÄRTSILÄ Brochure-O-E-W31Document7 pages(Catalog Reciprocating Engine) WÄRTSILÄ Brochure-O-E-W31ppourmoghaddamNo ratings yet
- DRT 105 - 1Document31 pagesDRT 105 - 1Sir ArtNo ratings yet
- Power MOSFET Stage For Boost Converters: I 35 A V 500 V R 0.12Document4 pagesPower MOSFET Stage For Boost Converters: I 35 A V 500 V R 0.12Franklyn AcevedoNo ratings yet
- MS2680-2017 Energy Efficiency and Use of Renewable Energy For Residential BuildingsDocument61 pagesMS2680-2017 Energy Efficiency and Use of Renewable Energy For Residential BuildingsChern Yue EweNo ratings yet
- Intraoral ProjectionsDocument73 pagesIntraoral ProjectionsrespikNo ratings yet
- Purpose and Objectives of POMDocument2 pagesPurpose and Objectives of POMJayadatta Shreepada SNo ratings yet
- GOS4 ch03 SolutionsDocument11 pagesGOS4 ch03 SolutionsPrathamesh DalviNo ratings yet
- (BPL12-12FR) : VRLA Rechargeable BatteryDocument1 page(BPL12-12FR) : VRLA Rechargeable BatteryAlexander PischulinNo ratings yet
- Ladd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFDocument125 pagesLadd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFSaraswati NoorNo ratings yet
- Manual de Servicio Colimador Ge Sentry 3Document247 pagesManual de Servicio Colimador Ge Sentry 3Jairo Manzaneda100% (1)
- MEC103 Mechanics of Deformable BodiesDocument24 pagesMEC103 Mechanics of Deformable BodiesLorene Ropeta.No ratings yet
- Revamping Ammonia ConverterDocument5 pagesRevamping Ammonia ConverterHsein WangNo ratings yet
- D EquipmentDocument44 pagesD Equipmentosvald97No ratings yet
- E06 - CONSTANTINACHE PompiliuDocument4 pagesE06 - CONSTANTINACHE PompiliuNgô Hải ĐăngNo ratings yet
- Catalog HSPDDocument8 pagesCatalog HSPDDidik SokoNo ratings yet
- How To Use Intelligent L.C.D.S: Constructional FeatureDocument0 pagesHow To Use Intelligent L.C.D.S: Constructional FeatureNelu Sabie100% (1)
- Capital Controls® Series Wp70Cv3 Gas FeedersDocument8 pagesCapital Controls® Series Wp70Cv3 Gas FeedersLoan NguyênNo ratings yet
- WIT COMP1050: Object-Oriented Programming Objects and ClassesDocument60 pagesWIT COMP1050: Object-Oriented Programming Objects and ClassesJosephNo ratings yet
- Geeks For Geeks - ArrayDocument33 pagesGeeks For Geeks - ArrayLove MehtaNo ratings yet
- Accounting Management SystemDocument64 pagesAccounting Management Systemnilesh50% (2)
- 1992 - Niobium Additions in HP Heat-Resistant Cast Stainless SteelsDocument10 pages1992 - Niobium Additions in HP Heat-Resistant Cast Stainless SteelsLuiz Gustavo LimaNo ratings yet
- JBM Report (20331) MEDocument30 pagesJBM Report (20331) MEKshitijKumarNo ratings yet
- Applying Geophysics Methods for Geothermal ExplorationDocument24 pagesApplying Geophysics Methods for Geothermal ExplorationNabilla AzizahNo ratings yet
- Clutch DynamicsDocument6 pagesClutch DynamicsKen SmithNo ratings yet
- Acid Base and Redox Titration CalculationsDocument33 pagesAcid Base and Redox Titration CalculationsoscarbecNo ratings yet