You might also like
- Cheese Making How-To'sDocument33 pagesCheese Making How-To'snikoskassNo ratings yet
- Klangfarbenmelodie Amongst The Darmstadt Circle: Atmosphères at The Donaueschinger Musiktage, He WroteDocument48 pagesKlangfarbenmelodie Amongst The Darmstadt Circle: Atmosphères at The Donaueschinger Musiktage, He WroteBrandon McguireNo ratings yet
- Enzymes in BrewingDocument11 pagesEnzymes in BrewingReza RenardiNo ratings yet
- 001 Art-AppreciationDocument13 pages001 Art-AppreciationBtrz QnnsNo ratings yet
- BS 4999-143-1987 Requirements For Rotating Electrical MachinDocument8 pagesBS 4999-143-1987 Requirements For Rotating Electrical MachinJames AlejoNo ratings yet
- Steel - Structures, Instructions, 2017Document99 pagesSteel - Structures, Instructions, 2017Topaca PaecNo ratings yet
- Enzymes in Brewing - Biokemisk ForeningDocument9 pagesEnzymes in Brewing - Biokemisk ForeninggutaviedNo ratings yet
- LRFSTG00739-LTE-PRACH Parameter Planning Technical Guide-V2R3Document28 pagesLRFSTG00739-LTE-PRACH Parameter Planning Technical Guide-V2R3Hoang Duc Thanh100% (1)
- ADE Scale Service Manual PDFDocument15 pagesADE Scale Service Manual PDFBalaji Balasubramanian100% (3)
- Nsi Ethanol 22 1 16Document36 pagesNsi Ethanol 22 1 16Ajay guptaNo ratings yet
- Guide To Perform Initial DT With GENEX ProbeDocument19 pagesGuide To Perform Initial DT With GENEX Probewantwant56750% (2)
- Solution Manual For University Physics 13th Edition by YoungDocument24 pagesSolution Manual For University Physics 13th Edition by YoungShellySimsqdej100% (41)
- Komlaga 2021Document6 pagesKomlaga 2021StevenCarlNo ratings yet
- Pollock Et Al-1975-Journal of The Institute of BrewingDocument6 pagesPollock Et Al-1975-Journal of The Institute of Brewing_juliogsNo ratings yet
- Optimization of Mashing Process in Beer Production Using RiceDocument4 pagesOptimization of Mashing Process in Beer Production Using Rice_juliogsNo ratings yet
- j.2050-0416.2006.tb00737.x - CopieDocument10 pagesj.2050-0416.2006.tb00737.x - CopieSimu LinkNo ratings yet
- j.2050-0416.2006.tb00737.x - CopieDocument10 pagesj.2050-0416.2006.tb00737.x - CopieSimu LinkNo ratings yet
- Kinetic Modeling of Simultaneous Saccharification and Fermentation of Corn Starch For Ethanol ProductionDocument10 pagesKinetic Modeling of Simultaneous Saccharification and Fermentation of Corn Starch For Ethanol ProductionSeba GelsuminoNo ratings yet
- Jib 184Document7 pagesJib 184NicolaeNo ratings yet
- 32005mashing Unmalted 109Document15 pages32005mashing Unmalted 109Pulbere NeagraNo ratings yet
- Improvement of Mead Fermentation by Honey-Must SupplementationDocument6 pagesImprovement of Mead Fermentation by Honey-Must SupplementationDana HutuNo ratings yet
- KarabuğdayDocument8 pagesKarabuğdaySefa YücesoyNo ratings yet
- EnhancingDocument5 pagesEnhancingGuarocualquieraNo ratings yet
- Mechanism of Beer Foam Stabilization by Propylene Glycol AlginateDocument4 pagesMechanism of Beer Foam Stabilization by Propylene Glycol Alginateramon SilvaNo ratings yet
- Brewing With 100% Oat MaltDocument11 pagesBrewing With 100% Oat Maltbartolomej7No ratings yet
- Brewing Beer With Sorghum: Glen Osmond 5064, South AustraliaDocument12 pagesBrewing Beer With Sorghum: Glen Osmond 5064, South AustraliaSimon LexsNo ratings yet
- Propylene Glycol Alginate in BeerDocument4 pagesPropylene Glycol Alginate in BeerVõ Hữu Hồng ChiNo ratings yet
- Acetaldehyde Production in Saccharomyces: Cerevisiae Wine YeastsDocument6 pagesAcetaldehyde Production in Saccharomyces: Cerevisiae Wine YeastsSARATH BALANo ratings yet
- Mead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsDocument7 pagesMead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsMauricio A. KoochoiNo ratings yet
- Aem00154 0187Document8 pagesAem00154 0187HonganhNo ratings yet
- Enzymes in BrewingDocument8 pagesEnzymes in BrewingAlexandru TarțianNo ratings yet
- The Composition of Jerusalem Artichoke (Helianthus Tuberosus L.) Spirits Obtained From Fermentation With Bacteria and YeastsDocument4 pagesThe Composition of Jerusalem Artichoke (Helianthus Tuberosus L.) Spirits Obtained From Fermentation With Bacteria and YeastsIoanaAndreeaNo ratings yet
- En Zima Conserva Ça oDocument7 pagesEn Zima Conserva Ça oJonas TeixeiraNo ratings yet
- Production of Extracellular Amylase by Aspergillus Niger Under Submerged Fermentation Using Jack Fruit Rag As The Carbon SourceDocument6 pagesProduction of Extracellular Amylase by Aspergillus Niger Under Submerged Fermentation Using Jack Fruit Rag As The Carbon Sourcesyedt4140No ratings yet
- Cereals Alcohol Yield Process Conditions EffectDocument6 pagesCereals Alcohol Yield Process Conditions EffectDavidNo ratings yet
- Elaborar Con MielDocument8 pagesElaborar Con MielAntonio FuentesNo ratings yet
- Beet Sugar Bioethanol FermentationDocument12 pagesBeet Sugar Bioethanol FermentationDavidNo ratings yet
- 27763-Article Text-80150-93458-10-20231130Document11 pages27763-Article Text-80150-93458-10-20231130Halip pras28No ratings yet
- Permanasari 2018 IOP Conf. Ser. Earth Environ. Sci. 160 012002Document7 pagesPermanasari 2018 IOP Conf. Ser. Earth Environ. Sci. 160 012002yunitaknNo ratings yet
- Producción Enzimatica de Ethanol de Almidon de Yuca 1-S2.0-S0189724115300448-MainDocument8 pagesProducción Enzimatica de Ethanol de Almidon de Yuca 1-S2.0-S0189724115300448-MainTelesman1No ratings yet
- Ijfnr 2019 09 1805Document11 pagesIjfnr 2019 09 1805VictorNo ratings yet
- Mead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsDocument7 pagesMead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsVy NguyenNo ratings yet
- Fermentation of Starch To Ethanol by A Complementary Mixture of AnDocument4 pagesFermentation of Starch To Ethanol by A Complementary Mixture of Anmahoney2328100% (1)
- Production of Alcohol From Cassava Our Hydrolysate: July 2010Document8 pagesProduction of Alcohol From Cassava Our Hydrolysate: July 2010Simon LexsNo ratings yet
- Influence of Williopsis Saturnus Yeasts in Combination With Saccharomyces Cerevisiae On Wine FermentationDocument6 pagesInfluence of Williopsis Saturnus Yeasts in Combination With Saccharomyces Cerevisiae On Wine Fermentationdimas wisesaNo ratings yet
- Beer Production 02Document8 pagesBeer Production 02Denny SamuelNo ratings yet
- B.ing 2Document5 pagesB.ing 2Putu YogaNo ratings yet
- Continuous Ethanol Production From Carob Pod Extract by Immobilized in A Packed-Bed ReactorDocument7 pagesContinuous Ethanol Production From Carob Pod Extract by Immobilized in A Packed-Bed ReactorDaniall AbdanNo ratings yet
- BF 00132167Document6 pagesBF 00132167Bryan Roncal LlajarunaNo ratings yet
- Bioetanol 1Document9 pagesBioetanol 1Ezequiel QuinterosNo ratings yet
- Bài Thí nghiệm SLSFD - 2023 - ELITECHDocument6 pagesBài Thí nghiệm SLSFD - 2023 - ELITECHVan VietNo ratings yet
- Art 01Document8 pagesArt 01Lavinia Maria BucatariuNo ratings yet
- MT Report Journal15Document7 pagesMT Report Journal15bookslover1No ratings yet
- Page 76 79Document4 pagesPage 76 79Anonymous WCSB79IbNo ratings yet
- Fed-Batch Alcoholic Fermentation of Palm Juice (Arenga Pinnata Merr) : Influence of The Feeding Rate On Yeast, Yield and ProductivityDocument5 pagesFed-Batch Alcoholic Fermentation of Palm Juice (Arenga Pinnata Merr) : Influence of The Feeding Rate On Yeast, Yield and ProductivityindriNo ratings yet
- FAO Symposium OnDocument42 pagesFAO Symposium OnDhaval AcharyaNo ratings yet
- Riginal Rticle Production of Bioethanol From Cassava and Sweet Potato PeelsDocument5 pagesRiginal Rticle Production of Bioethanol From Cassava and Sweet Potato Peelswriteandrewpaul7707No ratings yet
- 10 HidromProdDocument11 pages10 HidromProdCarlos Barrios SánchezNo ratings yet
- Optimization of Process Variables For Minimization of Byproduct Formation During Fermentation of Blackstrap Molasses To Ethanol at Industrial ScaleDocument5 pagesOptimization of Process Variables For Minimization of Byproduct Formation During Fermentation of Blackstrap Molasses To Ethanol at Industrial ScaleMr pichakNo ratings yet
- Nutrients For Molasses FermentationDocument7 pagesNutrients For Molasses FermentationItezaz AhsanNo ratings yet
- Bioprocess Technology To Produce Bioethanol From Cassava by Co-CultureDocument7 pagesBioprocess Technology To Produce Bioethanol From Cassava by Co-Cultureyan_kadirNo ratings yet
- Effect of The Respiro Fermentative Balance During Yeast Propagation OnDocument9 pagesEffect of The Respiro Fermentative Balance During Yeast Propagation Oneric acuñaNo ratings yet
- Production of A-Amylase From Penicillium Chrysogenum Under Solid-State Fermentation by Using Some Agricultural By-ProductsDocument4 pagesProduction of A-Amylase From Penicillium Chrysogenum Under Solid-State Fermentation by Using Some Agricultural By-ProductspilotplanthtbsNo ratings yet
- Continuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesDocument6 pagesContinuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesLoc VotuongNo ratings yet
- Saccharomyces Cerevisiae Aspergillus Niger: Ethanol Production From Corn Cobs by Co-Cultures of ANDDocument3 pagesSaccharomyces Cerevisiae Aspergillus Niger: Ethanol Production From Corn Cobs by Co-Cultures of ANDAprilia Inggri ANo ratings yet
- Artigo Bioetanol 2008Document6 pagesArtigo Bioetanol 2008Brigida RodriguesNo ratings yet
- BRJ Volume 2 Issue 1 Pages 203-208Document6 pagesBRJ Volume 2 Issue 1 Pages 203-208sohanNo ratings yet
- Bamforth-1985-Journal of The Institute of BrewingDocument14 pagesBamforth-1985-Journal of The Institute of Brewing_juliogsNo ratings yet
- JRO NetoDocument9 pagesJRO Neto_juliogsNo ratings yet
- Donadini 2016Document47 pagesDonadini 2016_juliogsNo ratings yet
- Glicerol in BeerDocument11 pagesGlicerol in Beer_juliogsNo ratings yet
- Progress in Brewing Science BamforthDocument19 pagesProgress in Brewing Science Bamforth_juliogsNo ratings yet
- Nutritional Aspects of Beer-A ReviewDocument11 pagesNutritional Aspects of Beer-A Review_juliogsNo ratings yet
- Stephenson Et Al-2003-Journal of The Institute of BrewingDocument11 pagesStephenson Et Al-2003-Journal of The Institute of Brewing_juliogsNo ratings yet
- Quimica Dos Aromas de Lupulo Na Cerveja - IngDocument6 pagesQuimica Dos Aromas de Lupulo Na Cerveja - Ing_juliogsNo ratings yet
- Sulfites in BeerDocument9 pagesSulfites in Beer_juliogsNo ratings yet
- Smythe Et Al-2002-Journal of The Institute of BrewingDocument3 pagesSmythe Et Al-2002-Journal of The Institute of Brewing_juliogsNo ratings yet
- Smythe Et Al-2002-Journal of The Institute of BrewingDocument6 pagesSmythe Et Al-2002-Journal of The Institute of Brewing_juliogsNo ratings yet
- Yeast The Soul of Beer's Aroma A ReviewDocument13 pagesYeast The Soul of Beer's Aroma A Review_juliogsNo ratings yet
- Yeo Et Al-2014-International Journal of Food Science & TechnologyDocument12 pagesYeo Et Al-2014-International Journal of Food Science & Technology_juliogsNo ratings yet
- Diagnostic Test ResultsDocument1 pageDiagnostic Test ResultsGUILMOR PADILLANo ratings yet
- Syllabus Booklet of All Institute Courses ModifiedDocument88 pagesSyllabus Booklet of All Institute Courses ModifiedAdarshpatankarNo ratings yet
- Root Cause Failure Analysis of Superheated Steam TDocument6 pagesRoot Cause Failure Analysis of Superheated Steam TThanhluan NguyenNo ratings yet
- Tems Cellplanner: Driving Network ExcellenceDocument8 pagesTems Cellplanner: Driving Network ExcellenceTarasNo ratings yet
- Spatial vs. Frequency DomainDocument6 pagesSpatial vs. Frequency DomainakhorshidinetNo ratings yet
- Effect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFDocument7 pagesEffect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFHuynh Thanh TamNo ratings yet
- Marantz SR-7001 Service ManualDocument206 pagesMarantz SR-7001 Service ManualLucianoNo ratings yet
- HMT SKDocument60 pagesHMT SKsunilkewat11390No ratings yet
- Q1 Reconciliation by SKUsDocument38 pagesQ1 Reconciliation by SKUsErineNo ratings yet
- Fast and Reliable: Handheld TympanometerDocument4 pagesFast and Reliable: Handheld TympanometerKothapalli ChiranjeeviNo ratings yet
- Rytis Stasiunas - 1929995 - Assignsubmission - File - Modeling - of - Headphones Rytis Stasiunas Revised FinalDocument12 pagesRytis Stasiunas - 1929995 - Assignsubmission - File - Modeling - of - Headphones Rytis Stasiunas Revised FinalAdeline HaykalNo ratings yet
- PNP Assignment - Difference Between Phonetics and PhonologyDocument6 pagesPNP Assignment - Difference Between Phonetics and PhonologyMuhammad Jawwad Ahmed100% (1)
- Arranging Fractions Lesson PlanDocument5 pagesArranging Fractions Lesson PlanSusan TalusigNo ratings yet
- Comparing Quality Parameters of Yarn Produced by Ring, Rotor, and Compact Spinning SystemDocument17 pagesComparing Quality Parameters of Yarn Produced by Ring, Rotor, and Compact Spinning SystemMetasebia GizawNo ratings yet
- MRF1550 MotorolaDocument12 pagesMRF1550 MotorolaSILIO R PARAGUASSUNo ratings yet
- Ada 5 Condensadores PDFDocument2 pagesAda 5 Condensadores PDFTony Maldonado PinzonNo ratings yet
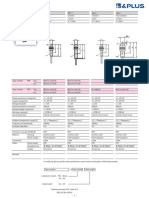
- B&Plus Proximity Sensor - 001.BES07e - Usm8-1Document1 pageB&Plus Proximity Sensor - 001.BES07e - Usm8-1Hussein RamzaNo ratings yet
- Batch 2017 4th Semester CSEDocument28 pagesBatch 2017 4th Semester CSEAzeem KhanNo ratings yet
- PHUL Sheet TemplateDocument3 pagesPHUL Sheet TemplatetiandalfaNo ratings yet
- Cost-Volume-Profit Relationships: Mcgraw-Hill /irwinDocument82 pagesCost-Volume-Profit Relationships: Mcgraw-Hill /irwinXu FengNo ratings yet
- Internship ReportDocument29 pagesInternship ReportPooja koreNo ratings yet