You might also like
- Introduction to Survival Analysis Using RDocument11 pagesIntroduction to Survival Analysis Using Rishwar12173No ratings yet
- Simulated AnnealingDocument16 pagesSimulated AnnealingAdha IlhamiNo ratings yet
- API RP 530-2009 Data BookDocument120 pagesAPI RP 530-2009 Data Bookscribd_alphaNo ratings yet
- Energy Performance Assessment of Heat ExchangersDocument22 pagesEnergy Performance Assessment of Heat ExchangersShailesh PatelNo ratings yet
- Hydrocortisone FormulationDocument2 pagesHydrocortisone FormulationSafrin Puji RahayuNo ratings yet
- Reactor Design Scale UpDocument9 pagesReactor Design Scale UpMarcel ChevalierNo ratings yet
- Analysis of Temperature Control of CSTR Using S FunctionDocument4 pagesAnalysis of Temperature Control of CSTR Using S FunctionSolecito FuentesNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesDocument12 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesJohn100% (2)
- YrtyrtyDocument683 pagesYrtyrtysamir david67% (3)
- Styrene Pressure Drop Tutorial ASPEN PDFDocument10 pagesStyrene Pressure Drop Tutorial ASPEN PDFTomNo ratings yet
- MAT. VOLATIL ASTM E872-82 (Reapproved 2013)Document3 pagesMAT. VOLATIL ASTM E872-82 (Reapproved 2013)Andrea Urbano NilaNo ratings yet
- Simulated Annealing: Basics and Application ExamplesDocument13 pagesSimulated Annealing: Basics and Application ExamplesRicardo Alejos100% (1)
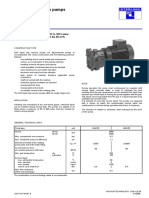
- Liquid ring vacuum pumps in compact designDocument7 pagesLiquid ring vacuum pumps in compact designDarwin Barra TorresNo ratings yet
- Test Methodology FORD TM 00.00 L 467 2 PDFDocument5 pagesTest Methodology FORD TM 00.00 L 467 2 PDFFadi MagdyNo ratings yet
- HeatDocument7 pagesHeatIT'S SIMPLENo ratings yet
- Non-linear equations steady-state solutionsDocument56 pagesNon-linear equations steady-state solutionsOayes MiddaNo ratings yet
- Homework Assignment 3 Homework Assignment 3Document10 pagesHomework Assignment 3 Homework Assignment 3Ido AkovNo ratings yet
- Solving Equations of StateDocument12 pagesSolving Equations of StateMia Beatrice Benavidez Mawili100% (1)
- Group integrity pledgeDocument74 pagesGroup integrity pledgeShania LoveresNo ratings yet
- Determination of C Parameter of Larson-Miller Equation For 15crmo SteelDocument6 pagesDetermination of C Parameter of Larson-Miller Equation For 15crmo Steelarjun prajapatiNo ratings yet
- Transformer Top-Oil Temperature Modeling and Simulation: T. C. B. N. Assunção, J. L. Silvino, and P. ResendeDocument6 pagesTransformer Top-Oil Temperature Modeling and Simulation: T. C. B. N. Assunção, J. L. Silvino, and P. ResendeConstantin Dorinel0% (1)
- The Rate of the Persulfate Iodine Clock ReactionDocument10 pagesThe Rate of the Persulfate Iodine Clock ReactionWilly BillyNo ratings yet
- Matlab - Equations of StateDocument23 pagesMatlab - Equations of StateMia Beatrice Benavidez MawiliNo ratings yet
- Lab 7Document23 pagesLab 7Zorin RealceNo ratings yet
- Artigo Publicado TerezaDocument6 pagesArtigo Publicado TerezaConstantin DorinelNo ratings yet
- PET 504 E Adv. Well Test Analysis Final ProjectDocument19 pagesPET 504 E Adv. Well Test Analysis Final ProjectEmre CengizNo ratings yet
- Efficient Radix-4 and Radix-8 Butterfly ElementsDocument6 pagesEfficient Radix-4 and Radix-8 Butterfly ElementsSuresh KumarNo ratings yet
- Thermal Analysis of Thrust Chambers: RPA: Tool For Rocket Propulsion AnalysisDocument26 pagesThermal Analysis of Thrust Chambers: RPA: Tool For Rocket Propulsion AnalysisBill M. SpragueNo ratings yet
- Ru14 Burn Laws RRugescuDocument10 pagesRu14 Burn Laws RRugescuDan StroescuNo ratings yet
- Guo 2005Document14 pagesGuo 2005Taha SerwerNo ratings yet
- Ex 2 SolutionDocument13 pagesEx 2 SolutionMian AlmasNo ratings yet
- LabExercise 6 - Single Non-Linear EquationsDocument32 pagesLabExercise 6 - Single Non-Linear EquationsQueenie Rose PercilNo ratings yet
- Parabola Approximation Peak DetectionDocument4 pagesParabola Approximation Peak DetectionKNo ratings yet
- 10 Regression Analysis in SASDocument12 pages10 Regression Analysis in SASPekanhp OkNo ratings yet
- Lab Report 1Document12 pagesLab Report 1Teiyuri AoshimaNo ratings yet
- Dimensionless Expressions: 4.1 Dimensional AnalysisDocument16 pagesDimensionless Expressions: 4.1 Dimensional AnalysisNoorul AlamNo ratings yet
- Foglerp5 5 SolDocument10 pagesFoglerp5 5 Soljohn connor0% (1)
- Solving Non-Linear Equations Using MATLABDocument18 pagesSolving Non-Linear Equations Using MATLABAi RahNo ratings yet
- Tolerancing GuidelinesDocument14 pagesTolerancing GuidelinesDhatchina Moorthy100% (1)
- Redlich Kwong EOS Chart (Z, H, S, Fugasity Coefficient)Document10 pagesRedlich Kwong EOS Chart (Z, H, S, Fugasity Coefficient)gggggg82No ratings yet
- Elias Dreik A1811286 - MECH324 Simulator ProjectDocument14 pagesElias Dreik A1811286 - MECH324 Simulator Projectelia.laeilaNo ratings yet
- Homework 4 - 2020 - 01-SentDocument4 pagesHomework 4 - 2020 - 01-SentCARLOS DIDIER GÓMEZ ARCOSNo ratings yet
- Mohsin RiazDocument5 pagesMohsin RiaznohuggermuggerNo ratings yet
- Web AppendixDocument31 pagesWeb AppendixYassin RoslanNo ratings yet
- Chem 162 Lab3Document28 pagesChem 162 Lab3api-243482848100% (1)
- Thermodynamic System Properties and Gas Laws TutorialDocument6 pagesThermodynamic System Properties and Gas Laws TutorialDivij SoodNo ratings yet
- Chem 162 Lab 2Document11 pagesChem 162 Lab 2api-245391028No ratings yet
- Dynamic Modeling of A Batch Bioreactor For Trans-Esterification of Waste Vegetable OilDocument40 pagesDynamic Modeling of A Batch Bioreactor For Trans-Esterification of Waste Vegetable Oilaremunabeel5895No ratings yet
- Mathcad Lecture #8 WorksheetDocument14 pagesMathcad Lecture #8 WorksheetWelsinsin Kevin SinNo ratings yet
- Guo 2005Document16 pagesGuo 2005Taha SerwerNo ratings yet
- A Simplified Stability Criterion for Discrete SystemsDocument8 pagesA Simplified Stability Criterion for Discrete SystemssakuractNo ratings yet
- Density Functional TheoryDocument10 pagesDensity Functional Theorymommy2hNo ratings yet
- Chapter 5: Thermal Effects and Energy Balances 5.1 Temperature Dependence 0f Reaction RatesDocument13 pagesChapter 5: Thermal Effects and Energy Balances 5.1 Temperature Dependence 0f Reaction RatesChristina Joana GuzmanNo ratings yet
- Final Report v.1-1Document31 pagesFinal Report v.1-1Damien NaiduNo ratings yet
- Exploratory PDFDocument20 pagesExploratory PDFSh AshvNo ratings yet
- Fulford Variable in Reservoir SimulationDocument51 pagesFulford Variable in Reservoir SimulationRolySimangunsongNo ratings yet
- 3 - IJPAST-276-V9N2.139104407 - Steam - AirDocument10 pages3 - IJPAST-276-V9N2.139104407 - Steam - AirVinh Do ThanhNo ratings yet
- PT2-1904040033_Pham-Thu-HaDocument12 pagesPT2-1904040033_Pham-Thu-HaNinh Thị Ánh NgọcNo ratings yet
- Matlab ExamplesDocument12 pagesMatlab ExamplesNazareno BragaNo ratings yet
- Appendix A: Lab Report FormatDocument10 pagesAppendix A: Lab Report Formatahsan aliNo ratings yet
- Finite Element Simulation of TIG Welding TestDocument46 pagesFinite Element Simulation of TIG Welding Testmeckup123No ratings yet
- Technical Analysis On The Maintenance of Pressure VesselsDocument10 pagesTechnical Analysis On The Maintenance of Pressure VesselsJakolosai BrianNo ratings yet
- Applications of The Soave-Redlich-Kwong Equations of State Using MathematicDocument2 pagesApplications of The Soave-Redlich-Kwong Equations of State Using MathematicTusharNo ratings yet
- A Review Paper On FEA Application For Sheet Metal Forming AnalysisDocument8 pagesA Review Paper On FEA Application For Sheet Metal Forming AnalysisSagar PajankarNo ratings yet
- API 520 Part 1, Edition 2008, Annex C, Sec. C.2.1 PRVDocument5 pagesAPI 520 Part 1, Edition 2008, Annex C, Sec. C.2.1 PRVManton ArksNo ratings yet
- Using HSC Allows Longer Spans and Shallower BridgesDocument21 pagesUsing HSC Allows Longer Spans and Shallower BridgesMahbub AlamNo ratings yet
- Science: Quarter 1 - Matter Module 7: Concentration of SolutionsDocument37 pagesScience: Quarter 1 - Matter Module 7: Concentration of SolutionsCore GirlNo ratings yet
- Resume 6643Document5 pagesResume 6643Subnevaash SvNo ratings yet
- DS HLTP 60 Rev12 1107Document2 pagesDS HLTP 60 Rev12 1107Luisito Aguilar RojasNo ratings yet
- CH122304 Assignment 3Document1 pageCH122304 Assignment 3music junkieNo ratings yet
- Hydroponic Lettuce Production Using Treated Post-Hydrothermal Liquefaction Wastewater (PHW)Document16 pagesHydroponic Lettuce Production Using Treated Post-Hydrothermal Liquefaction Wastewater (PHW)Thabo ChuchuNo ratings yet
- Galfan eDocument1 pageGalfan ePCX2491100% (1)
- Presentation On Marine Pollution 2-2Document43 pagesPresentation On Marine Pollution 2-2Omatshola BrownNo ratings yet
- Material Safety Data Sheet: 1 Identification of The Substance / Preparation and of The CompanyDocument4 pagesMaterial Safety Data Sheet: 1 Identification of The Substance / Preparation and of The CompanyVirni SagitaNo ratings yet
- Bcga Code of Practice CP 20: Bulk Liquid Oxygen Storage at Production SitesDocument55 pagesBcga Code of Practice CP 20: Bulk Liquid Oxygen Storage at Production Sitesfadlul akbar herfiantoNo ratings yet
- Advanced Power Generation Course OutlineDocument52 pagesAdvanced Power Generation Course Outlineluter alexNo ratings yet
- Preparatory Problems PDFDocument3 pagesPreparatory Problems PDFGerel BayrmagnaiNo ratings yet
- Bacteria Nutrition RequirementsDocument14 pagesBacteria Nutrition RequirementsFuad Hasan Pranto 1921147049No ratings yet
- GelucierDocument7 pagesGelucierAmina Neelam IrfanNo ratings yet
- 1 DT 6.4 Speciality HichemepoxyenamelDocument5 pages1 DT 6.4 Speciality Hichemepoxyenamelyoxan25808No ratings yet
- Mock Test Gat - (28-3-22)Document8 pagesMock Test Gat - (28-3-22)Dhruva Chandra PandeyNo ratings yet
- The Bulk Modulus of RubberDocument5 pagesThe Bulk Modulus of Rubberjjhw2002303No ratings yet
- Ap Chem Lab Formula of A HydrateDocument5 pagesAp Chem Lab Formula of A Hydrateapi-2598549080% (1)
- Exploring Amino Acids Ex 091723Document4 pagesExploring Amino Acids Ex 091723Mai Abdallah El KelanyNo ratings yet
- Introduction to Petroleum EngineeringDocument26 pagesIntroduction to Petroleum EngineeringKevin Lijaya LukmanNo ratings yet
- VinnapasDocument2 pagesVinnapasNguyễn Quốc TiếnNo ratings yet
- Refri - Coca-Cola R290 P-T ChartDocument4 pagesRefri - Coca-Cola R290 P-T ChartmanonpomNo ratings yet
- Experiment 3 KineticsDocument20 pagesExperiment 3 KineticsNItha100% (1)