You might also like
- Lec. 2,3 PDFDocument52 pagesLec. 2,3 PDFAwad M. El ArabyNo ratings yet
- Lathe Machine AssignmentDocument23 pagesLathe Machine AssignmentChristopher Rohrer100% (1)
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Larthe AccessoriesDocument17 pagesLarthe AccessoriesdevmarineacademyNo ratings yet
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- Machine Shop: Principal Parts of A LatheDocument7 pagesMachine Shop: Principal Parts of A LatheArchika YaduNo ratings yet
- Machine tools and machining processes assignment - Workholding devicesDocument6 pagesMachine tools and machining processes assignment - Workholding devicesgopi sankarNo ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Milling MachineDocument14 pagesMilling MachineAqib ZamanNo ratings yet
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheDocument14 pagesChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- Mother of Machines - Lathe MachineDocument5 pagesMother of Machines - Lathe MachineUsman KhalilNo ratings yet
- Workshop AssignmentDocument23 pagesWorkshop AssignmentMr. NasrullahNo ratings yet
- Accessories and Attachments of Lathe MachineDocument6 pagesAccessories and Attachments of Lathe MachinejadeNo ratings yet
- Unit-4 Machine ToolsDocument77 pagesUnit-4 Machine ToolsSOURABH GANGWARNo ratings yet
- Subject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringDocument341 pagesSubject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringTharun GTNo ratings yet
- Chapter 2 Different Types of FixturesDocument20 pagesChapter 2 Different Types of FixturesaragawNo ratings yet
- Lathe Accessories: Work Holding Tool HoldingDocument33 pagesLathe Accessories: Work Holding Tool HoldingSuhasNo ratings yet
- JJ 104 Workshop Technology 1 MillingDocument44 pagesJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- Workholding Methods: Held in A Chuck. Held Between Centers. Held in A ColletDocument4 pagesWorkholding Methods: Held in A Chuck. Held Between Centers. Held in A ColletmichalNo ratings yet
- Diploma Workshop Practice IIDocument30 pagesDiploma Workshop Practice IISagir Musa SaniNo ratings yet
- Lathe MachineDocument6 pagesLathe MachineJuno Eron TalamayanNo ratings yet
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationDocument8 pagesMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Lathe accessories and attachments guideDocument10 pagesLathe accessories and attachments guideJeremiah FernandezNo ratings yet
- 6 Notes Milling Shaping & PlaningDocument14 pages6 Notes Milling Shaping & PlaningSanket KumarNo ratings yet
- Information Sheet No3Document15 pagesInformation Sheet No3Indri VinceNo ratings yet
- Lathe 151001051314 Lva1 App6892Document42 pagesLathe 151001051314 Lva1 App6892Prashant KuwarNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- Mesin Perkakas FraisDocument69 pagesMesin Perkakas FraisFauzi AkbarNo ratings yet
- Assignment 1Document25 pagesAssignment 1quincygwapaNo ratings yet
- Machine Shop Guide to Lathe Parts and OperationsDocument17 pagesMachine Shop Guide to Lathe Parts and OperationsJohn Borja100% (1)
- Lathe Machine Lab ReportDocument18 pagesLathe Machine Lab Reportregassa rajiNo ratings yet
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Nangal Fertilizer Plant HistoryDocument24 pagesNangal Fertilizer Plant HistoryprabhjotbhangalNo ratings yet
- Operations in TurningDocument8 pagesOperations in Turningcanavarsanayok100% (1)
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- MACHINE SHOP SAFETYDocument9 pagesMACHINE SHOP SAFETYJeevan MandalaNo ratings yet
- For More Presentation Go To: Metal Cutting LatheDocument74 pagesFor More Presentation Go To: Metal Cutting Lathebabu319No ratings yet
- Lathe Machine Guide: History, Parts & OperationsDocument27 pagesLathe Machine Guide: History, Parts & OperationsKayezelle MendozaNo ratings yet
- MSTP Quiz2 ReviewerDocument6 pagesMSTP Quiz2 ReviewerChester Dave Bal-otNo ratings yet
- Mechanical Engineering Answer Key and Forces Acting on Cutting ToolsDocument7 pagesMechanical Engineering Answer Key and Forces Acting on Cutting Toolskarthik jNo ratings yet
- M AchingDocument10 pagesM AchingSnehasishNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- LATHE MACHINE DIAGRAMDocument5 pagesLATHE MACHINE DIAGRAMKaushik SreenivasNo ratings yet
- Drilling MachineDocument37 pagesDrilling Machinebmm16957No ratings yet
- 5.workshop Practice - Machine Shop - ES-ME192 - or - 292Document10 pages5.workshop Practice - Machine Shop - ES-ME192 - or - 292Priyanshu BanerjeeNo ratings yet
- BTEC Assignment - Unit 30Document18 pagesBTEC Assignment - Unit 30Muthu RajanNo ratings yet
- TurningDocument6 pagesTurningShivshankar Singh0% (1)
- Machining Processes - I MT 164: LatheDocument45 pagesMachining Processes - I MT 164: LatheMusab LatifNo ratings yet
- Work Holding Devices-Milling, Shaping, Planing & Slotting MachinesDocument25 pagesWork Holding Devices-Milling, Shaping, Planing & Slotting MachinesMukhil Rajasekaran33% (3)
- Milling Machine and OperationDocument11 pagesMilling Machine and OperationMostafizur Rahman SobujNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020Yash MittalNo ratings yet
- Lathe Machine: The Ultimate GuideDocument24 pagesLathe Machine: The Ultimate GuideAqib KhakhiNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Compressor Air GovernerDocument3 pagesCompressor Air GovernerSulagna RoyNo ratings yet
- Financial Proposal: Cost Summaries For Installation of PV Power SystemsDocument16 pagesFinancial Proposal: Cost Summaries For Installation of PV Power SystemsSamuel AbebawNo ratings yet
- 5 CBLM 33-ALDocument36 pages5 CBLM 33-ALCristine Gelandro0% (1)
- Measure Corneal Curvature with a KeratometerDocument47 pagesMeasure Corneal Curvature with a Keratometerkeshav50% (4)
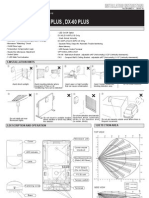
- DX-40, DX-60, DX-40 PLUS, DX-60 PLUS: FeaturesDocument4 pagesDX-40, DX-60, DX-40 PLUS, DX-60 PLUS: FeaturesIulia GvrNo ratings yet
- Se Technical Bypass Diode Effect in ShadingDocument3 pagesSe Technical Bypass Diode Effect in ShadingYuvraj PrabhakarNo ratings yet
- 2.symbol and AbbreviationsDocument1 page2.symbol and Abbreviationshambi1986No ratings yet
- QP (2016) 2Document1 pageQP (2016) 2pedro carrapicoNo ratings yet
- Understanding RelaysDocument75 pagesUnderstanding RelaysAnonymous vMzbUJNo ratings yet
- Marine Air Systems ManualDocument32 pagesMarine Air Systems ManualKyaw MyoNo ratings yet
- Eyenor New Series To Vietnam 1-2021-BB - 1Document9 pagesEyenor New Series To Vietnam 1-2021-BB - 1thachnhi.pt2No ratings yet
- SEW MOVITRAC 31C ManualDocument65 pagesSEW MOVITRAC 31C ManualArun kumar100% (1)
- Camara CongelaciónDocument44 pagesCamara CongelaciónIgnacio BermúdezNo ratings yet
- Art PhotographyDocument68 pagesArt Photographydrstrange254No ratings yet
- Circle of ConfusionDocument17 pagesCircle of ConfusionArturo Forton CuñaNo ratings yet
- Prime Conduit Schedule 40 & 80 Conduit & ElbowsDocument15 pagesPrime Conduit Schedule 40 & 80 Conduit & ElbowsSam YangNo ratings yet
- 32X Zoom Smart Dome CameraDocument1 page32X Zoom Smart Dome CameraerazorafaelNo ratings yet
- FBW FBW4820RevADocument16 pagesFBW FBW4820RevAinfoNo ratings yet
- IOM-FIG1320 Pressure Reducing ValveDocument6 pagesIOM-FIG1320 Pressure Reducing ValveChhomNo ratings yet
- Detectors For Pipe and Duct Mounting: Gj-Ex-V (Atex)Document3 pagesDetectors For Pipe and Duct Mounting: Gj-Ex-V (Atex)htanhNo ratings yet
- Lexus - GS300 - GS430 - Service - Manual 3Document16 pagesLexus - GS300 - GS430 - Service - Manual 3seregap84100% (2)
- GX531GS - GM - ServiceGuide - Chapter01-V1.0Document7 pagesGX531GS - GM - ServiceGuide - Chapter01-V1.0Dima RozhencovNo ratings yet
- Survey II PracticalDocument6 pagesSurvey II PracticalNagendra YadavNo ratings yet
- Testing & Commissioning Procedure For Earthing System - Method StatementDocument3 pagesTesting & Commissioning Procedure For Earthing System - Method Statementvin ssNo ratings yet
- John Deere Coolant, Oil, and Transmission Fluid CapacitiesDocument69 pagesJohn Deere Coolant, Oil, and Transmission Fluid Capacitiesניקולאי אין100% (2)
- Cyberpunk 2020 - CP3461 Blackhand's Street WeaponsDocument50 pagesCyberpunk 2020 - CP3461 Blackhand's Street WeaponsJaksáGonagas100% (1)
- Karoora Bitta Meeshalee 2014 - Jihaad Fi Firaol-1Document12 pagesKaroora Bitta Meeshalee 2014 - Jihaad Fi Firaol-1Firaol100% (1)
- KKbags Fashion Galaxy School Backpack Set Lunch BDocument1 pageKKbags Fashion Galaxy School Backpack Set Lunch Beman mamdohNo ratings yet
- Samsung Air Conditioner ManualDocument4 pagesSamsung Air Conditioner ManualUma Mahesh RouthuNo ratings yet
- KAMAI 500: Quick Connect GuideDocument1 pageKAMAI 500: Quick Connect GuideIonNo ratings yet