100%(3)100% found this document useful (3 votes)
751 views57 pagesFpso Process Facilities
Uploaded by
Ami ne-FCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
100%(3)100% found this document useful (3 votes)
751 views57 pagesFpso Process Facilities
Uploaded by
Ami ne-FCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
Process Facilities
Chapter 5
Processing Facilities on a i)
Typical FPSO
Functional requirements
» Oll/ gas separation
» Gas compression and treatment
» Produced water treatment and disposal
» Water injection
» Gas export / re-injection
» Support utilities
| » Chemical injection and distribution
Introduction
This section will examine the processing facilities on a typical FPSO.
‘The discussion will focus on a typical flow plan for processing the well
{luis from a field consisting of two accumulations located close to each
‘other, but having ciffering flow characteristics, The processing plant is
designed to produce stabilised crude for export by shultlotankor. Tho
associated gas is treated to allow export by pipeline. Water injection is
required to maintan reservoir pressure and so increase the recovery
potential of the fel
The folowing will be discussed
+ Functional requirements
+ Oilgas separstion
* Gas compression and treatment
+ Produced water treatment
+ Water injection
+ Gas export
+ Support utites,
+ Safety assessment
+ Alternative technologies,
unctional Requirements
‘The subject FPSOis a purpose designed conversion of a 100,000 dwt
crude cartier. The vessel is moored by a top mounted internal turret
(TMIT) connected to an array of nine catenary anchor lines which are
allached to seabed anchor ples, The turet allows continuous operation
in the North Sea and is capable of mooring the vessel in storm
Conditions without the need for thruster assistance,
‘The vessel has bean designed for a 20 year service life and itis.
‘currently projected that the vessel will remain inthe field for 5 to 8 years
before retuining inshore for re-configuration ofthe topsides and then
redeployment. The current topsides have a design life of 10 years.
‘The converted vessel has a cargo storage capacity of approximately
100,000 m? (630,000 barrels) for stabilised crude oil and is capable of
oflcading the ol to shuttle tankers moored astern, Associated gas Is
exported to a gas reception terminal via a pipeline owned and operated
by others. The pipeline is designed for sour gas service but limitations
‘are imposed on liquid loading,
‘The production torside facilities have been designed to exploit the
reservoir from two wel sites approximately 5km apart, The reservoirs
are drained via subsea completions withthe subsea production
Wellhoads tied back to the FPSO using flexible risers, flowines and
‘eupport umblicals, The majority of the FPSO's systems, including the
‘subsea and cargo handling systems are monitored and controlled from
‘a Central Contra! Room (CCR) via the Integrated Control and Safety
‘System (ICSS),
The primary oligas separation plant is designed for a production rate of
70,000 bpd (463.8n%M) of gross fuids using athroo-phase separation
process and electrostatic dewatering. The design gas handling capacity
is 40 MMscfd in a three-stage compression train with intermediate
dehydration. Produced water handling is va hydrocyclones at a
‘maximum rate of €8,000 bpd (437 2h). Water injection is provided
with a design rate of 72,000 bpd (477 mi).
Wel fluids from the two reservoirs ‘A’ and ‘B! are routed to the topside
processing facilities via the flexible risers, riaid pipina and swivel stack
of the FPSO's turret
‘There are four incoming flowlines and risers:
+ Well AP1 ~ Riser 1 Reservoir‘A
+ Well AP2 Riser 2 Reservoir‘
+ Well BP1 — Riser 3 Reservoir'B!
+ Well BP2 — Riser 4 Reservoir‘B
Downstream ofthe swivel stack the fluids are routed to ether of two
first-stage separators — separator, V-101A and separator, V-101B ~ via
dedicated production headers ~'A’ and ‘8
Each well can be diverted to the test separator, V-105 via the test
‘manifold located downstream of the swivel stack
‘The ollgas separation process is a conventional three-stage, three-
phase process at sequentially reduced pressure in each stage.
Produced water is separated at each stage wits inal dewatering of the
‘tude, to meet export BS & W specification, takes place in an
electrostatic coalescer, V-104. The crude rundown tothe vesser's cargo
tanks has to meet a true vapour pressure (TVP) target of 0.985 bara @
45°C (14 psia @ 113°F). The rundown temperature has to be
Controlled at 35°C to prevent excessive "gassing-of'in storage. This
limitis close to the ol cloud point of 1.7°C.
“The gas processing tran consists ofa three-stage compression systom
With a dehydration process located between the second and third
stages. Each stage of compression is achieved using a decicated mult
stage centrifugal compressor driven at consiant speed by electric motor
‘and operating at constant discharge pressure. The compressors, their
drive rain and all auxiliaries are supplied as skid-mounted packaged
unis, All three compressor packages are of similar mechanical design.
All three compressors use the same process control philosophy.
Performance is requated by suction throng with the degree of throtle
determined by upstieam separator pressure, Capacity control is by
cooled recycle withthe rate determined by the requirement to hold the
"machine a safe distance from its surge limit ine
“The gas processin3 tran is designed to handle gas volumes based on
two field development cases:
+ Case 1 — theoretical ease — max gas export 40.4 MMscfd
+ Case 2 ~ real case —gas export 35.6 MMscfd
\Within these two base cases there are number of production forecast
‘cases based on maximum ol, gas and produced water rates. Each
‘compressor is desgned for the maximum case and as such the
machinee are guaranteed at thie point
“The gas dehydration system is designed to handle @ maximum wet gas
feedrate of 40.0 Misc. The inlet water content of this gas is
‘essentially the dewpoint at flowing conditions. This is reduced to the
design export spectication of §.4 kgiMMsc (12Ib/MMscf) oF 42 ppm.
‘The composition cf the gas is conditioned by removal of the heaviest
‘components toa concentration which will not cause condensation in the
‘export pipeline at flowing conditions. The gas mix cricandenbar is
reduced to a maximum value of 105 bara by cooling and condensation
in he HP Gas, E-203.
Reservoir injector water i. treated seawater, is supplied from topside
facities and routed subsea for injection info the reservoirs via
dedicated water irjection wells, The injection water is piped from the
topside facilities and routed subsea via the turret swivel stack, rigid
piping, flexible risers and subsea flowiines. There is a single injection
\well for each of the reservoirs. Capacity ofthe system is 72,000 bpd at
a supply pressure of 280 barg (measured at the top ofthe riser).
‘The water treatment process is of conventional offshore design in which
‘aw seawater is fitered and then fed to @ packed bed, vacuum de-
‘aeration tower. The oxygen content ofthe water is further reduced by
the injection of an oxygen scavenger into the tower. The de-aerated
\water, which is also treated to Imit corrosion, scale deposition and
bacterial growth, is pressure boosted and pumped to the swivel stack
for aistibution
6
Oil / Gas Separation eso
© First stage HP separation
© Second stage MP separation
© Third stage LP separation
© Electrostatic coalescing
© Well test separation
O11 Ges Separation
In the process facities the incoming well Muids are coparated and
brought to spectication. The crude cilis stabilised to a specification
‘TVP, dewatered and temporary stored in the cargo tanks before being
exported by shuttle tankers. The associated gas is dehydrated to a
specific water content, compressed toa level above the cricondenbar
and exported through the gas pipeline to the reception terminal. The
produced water is de-olled and disposed overboard,
‘The process system is designed for continuous crude oll production at
the projected production profile in the 100 year storm conditions.
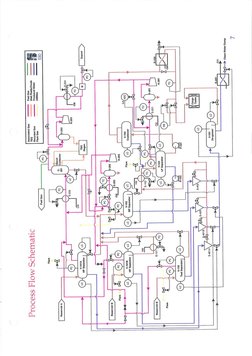
“The following desctption should be read in conjunction withthe process
flow schematic ilustrated on the following page.
$= -25 = DHeUTDYDS MO[s $$220Kq
Oil / Gas Separator with
Wave Motion Internals
50 Sato Tai ena Tatingcoees— g
Fite Stage HP Separation
Reservoir production is routed from the swivel stack ofthe mooring
‘urret tothe frst sage HP separators, V-101 A/B. Under normal
‘operating modes, reservoir ‘A’ fds are routed to separator, V=101A,
whilst 'B' Mids are routed to V-101B.
Both HP separato's are designed as conventional three-phase
separators. Each vessel is identical in construction detall and has a
Gesign pressure 0” 58.0 barg. The intemals ofthe vessels are designed
to take account ofthe FPSO's pitch and roll due to wave motion and to
maximise the efficiency of gas/iquid and liquidfiquid separation. The
‘igure above is a cutaway drawing of a separator similar to V-101A
showing the internals. A sand jetting header is installed at the base of
teach vessel. Water for sand jetting is taken from the discharge of the
water injection booster pumps. P-201ABIC and connected to the jetting
headers by hose.
Overall Topsides Module
‘The figure above shows the location ofthe separators on the topsides
plot plan,
"Normal operating conditions for both separators depends on the arival
pressure and temperature. In the high pressure case, the operating
pressure for both & 46.0 barg. The corresponding temperatures are
‘90°C for V-101A and 73°C for V-101B. The high pressure case is
primarly the case for early fed fe of both reservoirs. The low pressure
‘case is for late field life when the reservoir pressure of is expected
to dectine rapidly. The operating pressure of V-101B wil subsequently
bbe 13.0 batg at 70°C. Tho low arrival temperature case takes into
‘account the effets of reduced flowrate and increasing water cuts. The
‘operating pressures are unchanged but the vessel temperatures are
«down to approximately §5/57°C.
Aantifoam ie injected into the inlot stream of both separators
Gas which is flashed in the two HP separators is combined and routed
to the inlet ofthe KP Gas cooler, E-203, prior to dehydration and
Compression to export pressure. This is the normal process routing in
high pressure, ear feld-lfe mode. The operating pressure ofthe
separators is contolled by suction throttle ofthe fxed speed export
compressor, K-203,
In the low pressure mode the gas from V-101B is routed tothe suction
of the MP Gas compressor atthe inet to the MP Gas cooler, E-202.
‘The separators are protected from over-pressure in the event of a
blocked outlet or unset in the downstream compression system by
individual pressure control valves, The controlers set at approximately
(0.5 barg above the current operating pressure, modulate the valves to
route the excess gas to the flare via the HP flare header. The gas outlet
cof each separator s metered for allocation purposes.
ho oll phase is released on level control and flows tothe inlet of the
‘second-stage MP separator, V-102 which acts as a commen reception
vessel forthe streams from both HP separators. The oil level control
valves act as pressure let-down devices to MP separator pressure of
9.0 barg. The flaw from each separator is metered for alocation
purposes.
‘The MP separator operating conditions are set to provide adequate
three-phase separation to produce a stabilised crude ofthe correct
specifications. The process is temperature dependent. For this reason
the incoming fluid ‘rom V-101B is heated during the low temperature
mode to 58°C in the crude cl heater, E-101 whenever the operating
temperature of the separate falls below 50°C.
The exchanger E-101 is shell and tube type BEM with the process fluid
(on the tube side. The heating medium (HM) on the shell-sde is
supplied ffom the closed circuit heating medium system. Temperature
control ofthe process stream is by modulation of a temperature control
valve in the HM return line
Produced water accumulated in the separators i, by design, released
(on interfacial level contol to dedicated treatment hydrociones, S-401A
for Separator ‘A’ and §-401B for Separator 'B. The hydrocyclones are
designed to reduce the olbin-water content to 20 ppm or better. Water
leaving the separators is metered. The individual water level control
valves are downstream of the respective hydrocyclone set and form an
integral part ofthe contol strategy for the devices. Itis only when the
valve can be consianily modulated by the level control system thatthe
hydrocyclones will work effectively.
Initially the volumes of produced water wil be small ard too low to
provide sufficient fowrate to sustain continuous operation of the
hhydrocyclones, Atthe same time the dispersion of water inthe incoming
Oil will be high such as to limit the effectiveness of separation. During
this low water mode the separators will act as two-phase separators
and the majority of the water willbe caried forward inthe ol stream.
‘Second-Stage MP Separation
‘The second stage MP separator, V-102 is designed as a conventional
three-phase separator. The vessel has similar construction details to
the first-stage vessels and has a design pressure of 17.0 barg. A sand
jetting header is installed at the base of the vessel. The location of the
‘vessels shown in the topsides plot plan shown on an earlier page.
Normal operating conditions ae 8,7 barg at 42 to 68°C, depending on
the arrival temperature
Gas which is flashed in the separator is routed, along withthe discharge
of the flash gas compressor, K-20", tothe MP gas cooler, E-202 and
the MP suction scrubber, V-202 prior to being compressed back to HP
separator pressure in the MP gas compressor, K-202. The operating
pressure of the sezarator is controlled by suction throtle ofthe fixed
speed MP gas compressor. The separator is protected from over-
pressure in the event of a blocked outlet or an upset in the downstream
‘compression system by a pressure control valve. The controller, set at
‘approximately 0.5 barg above the normal operating pressure,
modulates the valve which routes the excess gas tothe flare via the HP
flare header
The ol phase is released on evel control and flows tothe inlet ofthe
third-stage LP separator, V-103. The oil level control valve acts as a
pressure letdown device to LP separator pressure of 1.0 barg. A liquid
Fesidual stream ffom the HP suction scrubber is also routed tothe third-
stage separator in combination with the oll low. The separator level
control valve is duplicated withthe output ofthe level controler directed
to either valve by operator action. Sparing ofthis valve i inline withthe
se dW
MP Gas Compression
‘The MP gas compressor, K-202 is another multi-stage centrifugal
‘compressor which compresses associated gas at MP separator
pressure, together withthe discharge of the flash gas compressor, up to
the operating ofthe HP separators. Associated gas from the HP
‘separator, V-101Bis also routed to the compressor when itis operating
in the "iow arrival pressure" mode, The compressor is diven by a fixed
speed unit driven, via a speed increasing gearbox, by electric motor
?Pominally rated at 3200 KW. A suction cooler, E-202 and a scrubber are
provided. The compressed gas s combined with associated gas leaving
the two HP separators before being routed to the HP gas cooler.
“The figure on the previous page shows a process schematic for the MP.
gas compression system,
‘Associated gas from the MP separator at 8.7 barg and 68°C is
‘combined with discharge gas from the lash gas compressor and routed
to the MP gas cover, E-202 at a design combined temperature of
96.0°C, Associates gas from the HP separator, V-101B is alse routed
to the cooler during iow pressure mode operations. The exlt gas at
40.0°C is routed to the MP suction scrubber, V-202 where any
entrained liquid is ‘emoved. Liquids which are disengaged are routed to
the inlet ofthe LP separator by system pressure. The gas is routed to
the suction ofthe MIP compressor, where itis compressed from 8.4
barg at 40.0°C to 47.2 barg at 153°C. The discharge gas is combined
With gas released irom the two HP separators prior to entering the HP
{gas cooler, E-203 at 139°C. Here the gas is cooled sufficiently to
‘condense any hemy hydrocarbons which, ieft in the gas, may tend to
‘condense out under certain flow conditions in the expor pipeline
Cooled gas leaving the cooler at 35°C enters the scrubber section of
the glycol contactor, C-201 where condensed liquids are disengaged
‘The accumulated Iquid Is routed to the inlet ofthe MP separator under
system pressure, Gas leaving the scrubber flows upwards through the
‘contactor, C-201, where its water content is reduced sufficiently to
Prevent condensation in the export pipeline at flowing conditions.
{A side-stream of Pot gas from the HP gas header, upstream of the
ook, E203, can be route lo the fuel yas eystens Un ena
“The compressor is provided with a recycie ne which re-ciculates gas
{rom compressor discharge to suction via the MP gas cooler, E-202
The recycle flow is regulated by a recycle valve which is modulated by
the compressor'santi-surge control system. The control system is
based on CCC technology and is designed to prevent the compressor
operating to close to ts surge it line under all dynamic and steady
slate conditions
&: wnoyss worssordoD 8° a
HP Gas Compression
The HP gas compressor, K-203 is another multi-stage centrifugal
compressor which compresses associated gas released from the HP
separators, V-1017B (when operating in the “high arrival pressure"
‘mode) together wit the discharge of the MP gas compressor, up to the
‘operating prescure of export gas riser. The compressor s driven, via a
speed increasing gearbox by electric motor, nominally rated at 3200
KW. An HP suction scrubber, V-203 and a discharge export gas cooler,
-204 are provided. The suction gas of the compressor has been
previously conditioned to reduce both its hydrocarbon and water dew
Points.
The figure on the previous page shows a process schematic for the
export gas compression system
Dry gas at 36,72C's routed from the outlet ofthe glycol contactor tothe
inet ofthe HP suction scrubber, V-203, where any carryover liquid from
the contactor is disengaged. Liquids which are disengaged are
transferred tothe alycol regeneration system. Gas from the scrubber is,
routed tothe section of the compressor, where itis compressed from
44.0 barg at 35.7°C to 168.5 barg at 185°C. The discharge gas is
routed to the expert gas cooler, E-204 where itis cooled to 60.0°C
before being routed tothe gas fiscal metering package, en-route tothe
export riser via the turret
The compressor is provided with a recycle line which re-circulates gas
{rom the outlet ofthe discharge cooler tothe inlet ofthe suction,
scrubber. The recycle flow is regulated by a recycle valve which is
‘modulated by the compressor’s ant-surge control system. The control
system is based cn CCC technology and is designed to prevent the
‘compressor opereting too close to its surge limit Ine under all dynamic
and steady state conditions.
;
& miaysdg uonespéyec se
Gas Dehydration
Export gas is dehydrated prior to export in order to minimise problems
associated with corrosion liquid drop-out and possible hydrate
formation. The process employed is of the continuous, regenerative,
liquid absorption type using tri-thyiene glycol (TEG) as the absorbent.
Conditioned, high pressure, associated gas is routed to the glycol
contactor, C-201 via the HP gas cooler, E-208. The wet gas enters the
tower below the contacting packed bed section and flows upwards to
the top outlet. After passing through the HP suction scrubber, V-203 the
dried gas is routed tothe suction of the HP gas compressor, K-203. A
side-stream of driad gas is routed from the outlet ofthe contactor to the
{uel gas system on demand. This isthe primary fuel source for the
installation. The glycol absorbent is continuously circulated through the
contactor countercurrent to the gas flow and likewise continuously
regenerated
‘The figure on the previous page shows a process schematic for the gas
dehydration system,
Gas from the HP 3as cooler is routed tothe contactor at 44.3 barg and
'35.0°C. The gas enters the lower section of the contactor which is.
{designed as a gasfiquid separator to remove the liquid formed as the
HP gas is cooled. This cooling stage is designed to remove the heavy
hydrocarbons and so reduce the gas hydrocarbon dewpoint. The
condensate is retumed to the MP separator on level control. The
‘separator sections isolated from the contactor section by a total draw-
off tray forthe rch glycol. Gas exts the top ofthe separator section and
flows upwards through chimney sections in the draw-off tray into the
Contactor section. The contactor inlet gas, which is essentaly saturated
at inlet conaitions, is dehyarated to a water content value of 5.4
kglMMscf (42ppriv). The wet gas and glycol absorbent flow counter-
Current over the contacting packed bed section, wth the gas flowing
upwards, leaving the contactor at approximately the same conditions of
temperature and pressure. After passing through the HP suction
rubber, V-208 the dried gas is routed tothe suction of the HP gas
compressor K:208,
“The lean glycol enters the contactor at 46.0 barg and 40°C, Rich (water
wet) glycol accumulates in the base ofthe tower and flows under
system pressure tothe low pressure glycol lash drum, V-801, picking
up heat by excharge with to other process streams along the way.
“The watm glycol al approximately 75°C is routed from the flash drum
under system pressure to the inlet ofthe stil column, C-803. The glycol
is ftered in two stages en-route tothe column and i further heated to
approximately 10€°C by axchange withthe regenerated glyco! in E-803.
The filtration and heating take place in series operation. The two-stage
filtration is designed to sequentially remove solids (S-B01/2) and
residual, suspended hydrocarbons (S-803/4)
The regeneration process is a distilation type unit operation and takes
place in as conventional reboilerstil column. The heat input for the
process is supplied to the regenerator (reboile), C-801 by the electric
heater, HE-801. Reflux tothe still column is provided by condensation
‘above the packed bed on the cold surface of condenser, E-803. Hot,
fegenerated glyca leaves the regenerator at 204°C and flows to the
surge compartment ofthe vessel. The glycol finally leaves the vessel
via the stripping column, C-802 where final water removal takes place
using superheated fuel gas asthe stripping medium. The glycol leaving
the stripping colunn flows by gravity to the suction ofthe retuin pumps,
“The glycol is cooled en-route in two stages, by exchange with incoming
fich glycol (E-802 and E-801). Lean glycol from the drum is returned to
the contactor by the circulation pumps, P-801/2 after being cooled to
contactor inlet temperature in the glycol rim cooler, E-804.
a
n
Ww
wiarsig 193 paonposg
we
sat
Produced Water Treatment
Produced water azcumulated in the HP separators is released on
interfacial level control to dedicated treatment hydrocarbons, S-A01A for
‘Separator A’ and S-401B for separator 8. Likewise the produced
water accumulated in the MP separator is released on interfacial level
Control to its own dedicated treatment hydrocyclone, S-402,
Hydrocyciones are extremely efficient waste water treatment devices
and are wel suited to FPSO service since vessel mation has no effect
fn their operating efficiency.
The figure on the previous page shows a process schematic of the
produced water system.
The resultant clean water leaving the individual hydrocyciones flows to
‘a common degassing drum, V-401 prior to disposal overboard. The
interfacial level centro valves are located inthe clean water inlet fines
to the degassing drum. The drum is vented tothe LP flare header.
Clean water is retzased from the drum on interfacial level control and is
‘cooled in produced water cooler, E-401 prior to disposal overboard. If
there is gross oil contamination ofthe clean water itcan be dlverted to
the FPSO's slop tank
“The reject ol streams from the hydrocyclones are released on
differential pressure control to the LP flare header. Control of the
pressure diferental between the oily water inlet and the two product
streams is used to control separation efficiency ofthe hydrocyclones.
Projected production profiles predict thatthe amount of water produced
‘gradually increases with reservoir depletion. De-oling of small amounts
‘of water wil Impose problems on the perfomance ofthe hydrocyclones
288 separation effiiency is drastically reduced when the actual
throughput is lower than the minimum tumndown,
For very low produced water rates,‘ less than the minimum turndown
Of the MP hydrocyclones, $-402, all produced water flows along with
the crude ol to the coalescer. in this case, the HP and MP separators
act as two-phase separators only, with no control of interfacial level
‘As produced water increase and the load on the LP separator and.
Ccoalescer increases, the MP hydrocyclones wil bs brought ilo
‘operation. All produced water, up tothe design rate for these
hhydrozyelones (13,000 bpd), wil therefore be processed at the second-
stage of separation. The HP separators wil continue to be operated as,
two-phase sepa
Continuing increases in produced water make will require the
commissioning ofthe HP hydrocyclones. These hydrocyciones are
capable of having their capacity adjusted, to maintain separation
cfficiency, as the load varies upto their design rate of 20,000 bpd each,
‘Water separated in the test separator is released on level control to the
test hydrocyclone $-405, This set has a capacty of 10,000 bpd. Atlow
‘water cuts the separator will have to operate in a two-phase mode due
{o the imited capabilities of the set
2
Water Injection.
Esp|
© Seawater supply
Vacuum de-aeration
© Chemical injection
© Injection water delivery
Water nection
Treated seawater is injected into the production formations ofthe
reservoirs in orde" to maintain the reservoir pressures ata level
Consistent with optimising the ol recovery process. All reservoirs are
simultaneously injected from a common supply faciity located on the
topsides of the vessel. The total capacity ofthe system is 72,000 bpd
(477 m°Mh) at a supply pressure of 260 barg,
Treated seawater s supplied from the topside facies and routed
‘subsea for injection via dedicated injection wells. The injection water is
piped from the topsides and routed subsea via the turrot swivel stack.
‘There is a single ser which terminates at a subsea distribution
manifeld. Flowines are routed from the manifeld to the injection well in
‘each reservoir,
‘The treatment process is a conventional design in which fered
‘seawater is de-aerated in a packed bed, vacuum de-aeration tower.
‘The de-aerated water is pressure boosted and pumped tothe swivel
stack for distribution,
The figure on the folowing page shows a process schematic for the
water injection system,
2%
Seawater Supply
Raw seawater is supplied from the vessels seawater lit pumps located
in the machinery oom. The raw seawater is chlorinated a the pump
suction tlimit maine growth, De-aeration takes place more efcienty
at eevated tempeaties, andthe supply is, therefore, used for cooing
duty in a numberof exchangers proro being fed othe de-aerator. Te
‘supply header, at he out ofthe exchangers, is kept at constant
pressure by a bace-pressure contol valve which maintains a constant
pressure on the water injection supply as demand varies. Excess
Seawater, not required for injection duty, Is dumped overboard by @
pressure contol which maintain the suction pressure o the fn fier
Supply pump, P-504
‘The raw seawater delivered bythe lit pumps i itered prior to
distibuton to prevent blockage inthe piping and heat exchanges.
‘These coarse file's, 8501 A/S are rotary screen fier nits, each rated
‘at 1000 mf at 8.3 barg and 18°C. Each unit is sized to provide 100%
‘ofthe design seawater requirements fr tho topsides. The units are
periodical taken offtine and backwashed by an automatic, PLC-based
baclavash programmer. Normaly one fiteris one whilst the other is
being backwashed. The fitereficioncy is designed to provide 99%
removal of al parcles greater than 80 micron,
“The warm injection seawater i tered proc ois entry into the de
aeration tower to remove almost all residual particulates to prevent
blockage ofthe reservoir and plating of injection pipingftubing. The ne
fiers, $502 AIBIS are dua-media, fixed bed, dept itation uri,
each fated at 260 Mh at 70 barg and 30°C. Each units sized to
provide capacty for §0% ofthe design delivery rate ofthe fine fiter
‘supply pump. The units ae periodically taken offline and backwashed
by an automatic, PLC-based backwashed programmer. Normally two
uns are orine whit the third is being backwashed. The fiter
efficiency is designed to provide 88% removal of all paces less than
25 micron and beter than 95% removal of all ess than § micron
“The iter media is supported in the pressure vessels ona stainless
steal gid covered by two layers of material graded to prevent migration
of he media. The upper itr media bed is graded artiracte for
capture ofthe larger particles, whist the lower bed is fine garnet stone
for fin fitration
30
Jum De-aeration
e-aeration of water using vacuum extraction has been practised for
‘many years and isthe normal technology employed offshore forthe de-
‘oxygenation of water used for reservoir injection purposes. The process
installed isa two-stage vacuum process designed to reduce the oxygen
‘content to SOppbv. Chemical oxygen absorption futher reduces this to
the water specification lovel of 1Oppbv or better.
Filtered water is fed to a vacuum tower under the action ofa feed
forward controler which maintains the mass balance. The controller
regulates the inlet flow based on the downstream demand and biases.
this flow based on the dif in the tower level
‘The de-aeration tewer, C501 is designed as a conventional packed
bed, vacuum tower with normal operating conditions of approximately
50 mbarA at 30°C, There are two beds of structured packing located
tone above the other. The vacuum in the tower ts maintained by a
Packaged vacuurr unit, A501 consisting of a duplicate set of ejectors
fand liquid ring vacuurn purnps. Normally the vacuum is maintained at
the highest level attainable by one set alone.
‘The ftered seawater enters the tower above the top packed bed via a
specially designed distribution system and cascades downwards. A
‘vacuum is pulled fom above the top bed by the liquid ring pump. The
water leaving the 2ottom ofthe bed is collected on a distribution plate.
‘The plate is fited with downcomer weirs which maintain both a fixed
water level and a vacuum seal forthe lower section ofthe tower. The
downcomers are designed to provide uniform distribution ofthe water
across the lawer hed. The water finally collects in the base ofthe tower
‘A vacuum is pulled from above the lower bed by the water driven
ejector set. The inlet flow tothe tower is controlled via a set of inlet
control valves located on the inlet nozzles of the fine fiters, The valves
‘are modulated by a feed-forward control system based on injection rate
demand and the evel in the base ofthe tower.
Residual oxygen level ofthe de-aerated water is controlled by the
injection of an oxygen scavenger into lower section ofthe tower.
31
‘Chemical injection
Chemicals required forthe water injection facies are supplied from a
dedicated topsides package, A-302. Based on the flowsheet the
chemical injection facts are:
+ Polyelectrolyte a the fine fitrs to aid fitration
+ Blocide at the de-aerator inlet to destroy micro-organisms
+ Antifoam atthe de-aerator inlet to prevent foaming in the tower,
+ Scale inhibitor atthe inlet of the de-aerator to inhibit scale in tower
+0, scavenger at de-aerator to reduce the O, content in water to 10
ppbv
* Biocide at booster pump suction to destroy micro-organisms
+ Scale inhibitor at injection pump suction to inhibit scale in well bore
* Corrosion inhibitor at injection pump to inhibit corrosion of piping
Injection Water Delivery
Injection water is delivered on demand by the water injection pumps, P-
504/5, The pumps ae electric motor driven and are each rated at 255
1h at discharge pressure of approximately 285 barg. Each pump is
rated at 50% servee. Demand water flow tothe injection manifold is
regulated by a flow control valve inthe discharge ofthe pumps which
‘maintains @ minirum flow independent of demand,
‘The required sucton head forthe injection pumps is supplied by a set of
‘booster purnps, P-S03A/BIC. Each pump is rated at 33% service . The
pumps are electric motor driven and each is rated at 170 mth at
discharge pressure of 5.3 barg. The NPSH for the pumps (approx. 0.5
bat) is provided by locating the pumps below the topsides deck level
‘The pumps themselves provide the necessary NPSH forthe injection
pumps (approx. 85 bar) The discharge ofthe pumps is matched to the
load on the injection pumps by spiling excess water overboard. Suction
pressure tothe inection pumps is controled on demand by a booster
discharge flow controller which dumps excess water overboard. A
stream from the discharge of the boosters is used as dilutant for the
‘oxygen scavenge’ injection into the de-aorator.
There are two ware injection wells in total. The flowrate to each well is
regulated by indhidual choke valves located on the wellheads and
remotely operated via the subsea contol system. The wells are tied
back to the FPSO via subsea fowlines. The flowlines are connected to
a subsea valve manifold (SVM) which has remotely operated manifold
valves for isolation ofthe flownes, The water injection riser terminates
ai the manifold ard the water is routed fo each lowine via the valve
‘manifold. Controland operation ofthe SVM is provided via the reservoir
‘A’ umbilical,
2
Gas Export
‘The HP gas compressor, K-203 compresses associated gas released
from the HP separators, V-101 AJB (when operating inthe “high artival
pressure” mode) together with the discharge ofthe MP gas
‘compressor, up tc the operating pressure ofthe export gas riser. The
‘suction gas of the compressor has been previously conditioned to
reduce both its hydrocarbon and water dew points. The gas is
compressed from 44.0 barg at 35.7°C to 168.5 barg at 155°C. The
discharge gas is routed to the export gas cooler, E-204 where its
cooled to 60,0°C oefore being routed tothe gas fiscal metering
package, en-route to the export riser via the turret. The gas metering
system Is located on the starboard side of the topside fore-deck,
‘The export gas ccoler, E-204 is of the double pipe U-tube design with a
single pass on both the shell and tube side. Process gas flows on the
inner tube-side whilst the cooling medium (from the closed loop system)
‘lows counter-curtent on the shel/-sde. The design heat duty is 3993,
RW and the exchanger is capable of removing suficent heat from the
maximum design export gas rate to meet the design temperature limit
(60°C) of the turret and export piping system. The gas outlet
temperature is contalled by modulation ofa valve in the cooling
‘medium return lina,
‘The gas metering package consists of an inlet and outlet manifold with
three identical meter runs (3x50%). Each meter runs fited with an
‘office plate mourted ina single chamber erie carrier. Each run can
bbe isolated by a manually operated double block and bleed on the inlet
‘and MOV on the outlet. Positive isolation on the outlet side is completed
Using a bleed anc manual block downstream of the MOV.
“The metering package is controlled and monitored fiom its UCP in the
Lec,
Gas is exported via the turret and a flexible riser, running through an -
tube, fo @ 12" gas export line. The top ofthe riser is fitted with an ESDV.
“The riser terminaes at a pipeline safety isolation valve (SSIV) skid. The
‘mating end of the export ine coneists ofa subsea chock isolation valve
(SSIV) and a manual isolation valve in series. The skid is connected to
the 26 km expartline via an expansion spool piece.
x
-—
Support Utilities
@ Fuel gas @ MP steam
@ Flare & drainage ‘@ Seawater system
@ Compressed air ‘@ Chemical injection |
system system |
‘@ Heating medium @ Power generation
system
@ Cooling medium
system
‘Support Utities
The converted FFSO has retained most ofits marine systems such as
ower generation compressed al, fresh water, steam raising and
fueldiesel ol, These have been integrated wit the topsides uty
systems and, where necessary, up-rated to provide adequate backup.
To support the topsides processing, the main utlity systems required
+ Fuel Gas,
+ Flare and Drainage
+ Compressed Air to provide motive power and pneumatic impulse
signals for the ICSS
+ Heating Medium to provide the heat input into oilgas separation
process
* Cooling Medium to provide process and equipment cooling
+ MP Steam to provide the heat source for the heating medium
+ Seawater to provide additional cooling and a source of injection
water
* Chemicals to aid with oil production and treatment of injection water
+ Power Generation to provide the total topsides load and station-
keeping load ofthe vessel
M
Utilities Integration Diagram §
ESD
‘
h
|
i
B
i
it
I
i
i
‘The figure above shows a flow scheme which integrates the support
tities with the processing facie.
‘Support Utities
+ Fuel Gas
+ Flace and Drainege
+ Compressed Air System.
“Tho system is designed to provide the topsides requirements for
‘Instrument Ai
+ Service Air
+ Feed to the ntrogen generator.
The syste comprises two, 100% rated compressor sets and (wo
associated 100% air driers. The system supplies compressed air at 9
arg and 30°C wih a dew point of 40°C.
The died air atthe design rato of 800 Smith is routed to a receiver
which is sized to provide a 18 minute back-up supply.
A slipstream of the compressed air is used as feed gas forthe installed
ritrogen generat package. The package consists of two, 100% rated
‘membrane separation units with support facilites including a PLC
based control system.
35
‘The produced nitrogen is delivered at 6.0 barg to a distibution manifold
for use as blankeVpurge gas for process/utlity equipment. A back-up
supply is provided from N, bottles
“The design delivery rate is 150 SmYfmr with an oxygen content less than
3 volt atthe design rate
Heating Medium System
‘The heating medism (HM) system is used for crude heating in
+ HP Crude ollheater E-101
“+ MP Crude oilheater E-102
“The design heatirg duty of the system is 7500 KW. The heat is supplied
by 2.x 100% MP steam heat exchanger units, The steam is supplied
{rom the deck MF steam main, with the condensate returned to the
vessel's BFW system,
“The circulating heating medium is @ mixture of S0w% TEG in water and
is dosed intermittently with corrosion inhibitor,
Maximum circulaon rate is 200 mi/hr at 10 barg. This is provided by
two, 100% crculetion pumps. The circulation pumps are protected from
low flow by a rinmum flow controller which maintains a constant flow
by circulating medium back into the expansion vessel
‘The normal operating supply temperature is 130°C, withthe return at
95°C, The primary temperature control is by regulation of the steam
supply tothe input heat exchangers.
‘The heating medlim retum flow is routed to a pressurised expansion
vessel, which is pressurised to 6.0 barg using nitrogen on spit-range
control The vessel serves two purposes. Fist tacts as the inventory
reservoir to provide the circulation pumps with the correct NPSH and,
secondly, being pressurised, it prevents flashing of steam within the
whole erculation system.
Cooling Medium System
The closed loop cooling medium (CM) system is used for process
cooling, The system has a design cooling duty of approximately 27 MW.
“The total heat pid-up of the system is dumped using two, 50% dump
coolers which Use fitered seawater ae the coolant
‘The design circulation rate of the closed loop is 840 mfr, which is
provided by two, 100% circulation pumps, P-4501A. The cooling
"medium is @ mixture of SOw% TEG in fresh water, which is
intermittently dosed with corrosion inhibitor and oxygen scavenger
“The operating temperature ofthe system is
‘Supply = 16°C (Summer max)
Return = 52°C (common retuin ~ Summer max).
36
The temperature control of the supply is by bypassing CM around the
«dump coolers.
The flow ofthe supply is on demand ofthe users. The ciculation
pumps are protected from fow flow by a supply manifold pressure
Controller which maintains a constant pressure by returning medium into
the expansion vessel
‘The return is routed to an expansion vessel, which is pressurised to 4.0
baarg using nitrogen on split-range contro.
MP Stream
The vesse''s mal boilers have been retained to provide superheated
20 bag steam forthe turbine drivers of the main cargo pumps.
‘Additionally, the exhaust gas from the boilers is utlised as the cargo
tank inert gas during ofloading operations. The vesser's boiler
feedwater (BFW) system is also retained. The boilers have to be kept
warm during periods when steam generation isnot required Le.
between cargo offloading periods. A supplementary supply of steam is
provided by recovery of heat from the exhaust ofthe topside power
generators.
The steam is generated at 12 barg, saturated and exported from the
topsides steam drum into the deck MP steam main. The steam is,
utlised primary p provide heat input tothe closed loop heating
‘medium system. 2xcess steam keeps the vessel's steam system
‘optional. Feedwaier for the steam drums supplied from the vessel's
BFW system ands delivered via a conventional three-element steam
«drum Jevel. The waste heat recovery unit (WHRU) is located in the
‘exaust duct of one of the larger power generator units and is ofthe
{forced circulation ype. Circulation of BFW is performed by 2 x 100%
rated circulation pumps. The design steam generation rate is 12.0
tonnesih
awater System
‘The topsides supoly of seawater is provided by three, 60% lit pumps.
‘each rated at 85C mth at a supply pressure of 8.5 barg, Normally two
pumps will be onine with the other as standby.
The supply pumps take suction from the vessel's seawater chests and
deliver the water to either one of two, 100% rotary screen coarse fiers.
The fitered seawater is supplied at 8.0 barg to the CM dump coolers
{and various smal coolers on rotating equipment, A slipstream is routed
to.an electrochlosnator unit for the production of sodium hypochlorite
solution which is sed as an ant-fouling agent in the seawater supply
system, The warm seawater return is used as the source of injection
Water and as watet for pressurisation ofthe frewater ring main. Excess
warm return water is dumped overboard,
”
ESD
Chemical Injection System 6
‘© Consists of three sub-systems
» Topsides
—For oll gas & injection water processing &
protection
» Hydrate inhibition
For production & gas processing
» Subsea
For wellhead & flowline protection
+Chemical Injecton Systems
The chemical injection facilties consists of three sub-systems
+ Topsides ~for ollgas and injection water processing and protection
+ Hydrate Inhibition — for production and gas processing
+ Subsea ~ for wellhead and flowline protection,
‘These sub-systems are provided as a packaged unit consisting of
+ A mult-compartment storage tank
+A set of injecion pumps.
+ A methanol storage tank and injection pumps.
‘The total storage volume of chemicals including the provision of supply
boat tote tanks is equal tot4 days usage at normal predicted rates.
‘Subsea tlesnicaluistibution is pexfuned fom! distibution panel
located on the ture. The supply tothe turet is via @ mult-pass utities
‘swivel. The injecton rates for the individual chemicals are manually set
at the panel. The outlet fines ofthe injection panel are manifolded at the
‘umbilical termination unt (UTU) located on the turret main deck. The
injection pumps located on the topsides are all provided as duplicate
100% rated capacity units and are prossure rated according tothe
required supply pressure
8
‘The methanol sysiem consists of a pressurised storage tank of 60 m®
capacity and a transfer pump to emply tote tanks to storage. A low
pressure, low capacty injection pump is provided for topsides injection
purposes. Injection supply for subsea usage requires high pressure
‘associated with relatively high volume, especially during wel start-up
‘operations. The subsea supply is fed from the topsides by a set of high
volume low pressure pumps via the utilis swivel. The pressure is.
‘boosted by @ set of injection pumps installed on the turet main deck
‘The methanol is distributed to the umbilicals atthe required rate via a
distribution panel,
+ Power Generation
Topsices power generation is by use of (6.0 MW. 6.6 KV. 60 Hz) dual
fuel gas turbine divers coupled to conventional industrial alternators.
Power is generated at 8.6 kV and 60 Hz. The total installed power is
17.0 MW provided by 2 x5.0 MW unis,
Fuel gas is supplied at 21.0 barg with the alternative diesel ol supplied
from the vesse's ounker tank. The diesel transfer pumps and clarifier
Units ere located in the machinery room. Clean user supply is fed to day
tanks. Peak usage with all generators a full load is 8.8 mY. Exhaust
waste heat recovery on one of the larger units raises 12 Tefh MP steam
at 12 barg, saturated.
With all units run in parallel the maximum output is 17.0 MW, as
previously mentioned. The design topsides load is calculated at 13.77,
[MW or the equivalent of al four units at 81% output. With one small
unit out of service the available power is 13.5 MW which results inthe
need for temporary oad shedding. With one large unit out of service the
available power is 12.0 MW which results in the need to shed the water
injection load (approx. 3.0 MW) or transfer of power from the vessel's
system to the topsides distribution board,
The vessel's main power requirements are provided by 3x diesel
generators rate ai 900 KW (440v, 60 Hz). During normal production
operations the station-keeping oad is approximately 400 KW, the
equivalent of a single generator. Under most circumstances the vessel's
power wil be supaled from topsides capacity, since this will result in &
‘ost saving on diese fuel. I the topsides has @ power shoitfll then
‘approximately 2.6 MW is available from the vessel's system.
For emergency situations and start-up operations the vessel is provided
with a diesel driven 400 KW emergency generator unit located on the
‘main deck just forward ofthe accommodation block. The unit has an
‘automatic start on loss of normal power on the emergency supply
board,
Safety Assessment
@ Need to consider
» Layout of equipment
» Consequences of fire / explosion
» Isolation of the plant
» Safety venting
» Design of the flare system
» Containment & drainage of process fluids
Safety Assessment
In the assessment ofthe safety ofthe topsides processing plant the
following have to be considered.
+ Layout ofthe equipment
The location ofthe process plant, in particular the gas plant, has to be
remote from the temporary refuge wherever practical
+ Consequences of firelexplosion
Not only must the consequence of fire and explosion be considered for
‘the survivability ofthe vessel but also they must be considered from the
point of view ofthe consequence of smoke migration and flame jet
direction, The forme is important in terms ofthe impact on
sustainability ofthe temporary refuge and the latter on the impact on
escape routing for personnel
+ Isolation of the plant
‘The isolation policy forthe plant has to consider both shuldown and
start-up operations, The deck of the vessel has to be considered as a
hazardous marine environment with minimum deck occupation. This fs
‘obviously important during storm conditions. Shutdowns wil be carried
‘out automaticaly # the plant moves outside its normal envelope via the
ICSS. A resumption of operations will require the reseting of isolation
vvalves which, ifnet done remotely at the CCR, will need the intervention
of personnel on the deck.
+ Safety venting
Any vent willbe subject tothe influence of the wind. Dispersion of the
vents which includes the exhaust of gas turbines, boilers and diesel
engines will have to be considered for thelr impact on helicopter
‘operations and ingress by HVAC units
+ Design of flare system
Radiation from the flare has to take into account the weathervaning
characteristics of he vessel and the proximity of personnel, The
‘maximum flaring rate will be intermittent and occur during an
‘emergency blowdown of the topsides process plant. However, a
continuous flaring rate equal to the design capacity ofthe gas,
compression plat has to be considered.
* Containment and drainage of process fluids
Consideration has to be given to the containment to avoid pollution and
possible dispersicn of hydrocarbons across the desk ofthe vessel
Containment and disposal in the turet area is of special interest.
4
ESD
Alternative Technologies 6
© Multi-phase flow metering
© Subsea water separation
© Subsea raw water injection
© Multi-phase booster pumping
© Subsea power distribution
Alternative Technalogies
‘The move towards increased deepwater production and the exploitation
of remote fields has led engineers to consider more cost effective
technologies and aiterative methods of handing the production,
especially the associated gas and produced water.
‘Some of the production technologies which are now evolving beyond
the prototype include:
+ Multi:phase flow metering
This eliminates the need for test fowlinestisers and separation.
+ Subsea water separation
This reduces the size ofthe production flowlines/isers and lowers the
static head to improve production rates. The technology also improves:
‘costs for future teins by allowing for greater fexblty in increasing
‘capacity without the expense of new risers. The use and cost of
‘chemicals to protect against corrosion and hydrate formation is also
reduced.
+ Subsea raw water injection
‘This again reduces the cost of flowiinesiisers sizes. The technology
increases the failure tolerance of injection water breakthrough and the
consequence on production of increased water cut
+ Multiphase booster pumping
This yet again has an impact on flowlineliser sizes. The technology
inereases the reach potential of floating installations and can maintain
plateau rates for longer.
+ Subsea power distribution
The consequence of high power consumption subsea, which the above
entails, is inextricably linked tothe abil to transmit high voltage. The
‘advances in transmission technology and conduction type connections
will enable the development of these and other systems,
“The value of gas assets to an oll company and the recent trend in
environmental pretection are both contributing tothe interest in gas-to-
liquids processes forthe offshore industry. In locations where gas
‘export infrastructure does not exist, the value of a fold is diminished i
the associated gas can only be flared. Gas-o-iquids technology
enables producticn to be decoupled from gas disposal. The process of
1928 liquefaction for the production of LNG is a mbture technology and
is used for the exoloitation of lage gas reserves remote from the
markets e.g. Indonesian gas to Japan. Studies are currently underway
to design base load LNG plants for use on floater.
For smaller volumes of gas, especially associated gas, the conversion
(of gas into synthetic fuel components will probably be the route forthe
future. The technologies involve chemical transformation to convert the
{gas to“synfuels" such as "syncrude”, kerosene, diesel, etc or to simple
‘chemicals such as methanol. Ther attraction, in contrast o LNG, is the
Ltlisation of conventional infrastructure for storage and transportation,
In other words the gas can be converted and then added to the crude
production for onward shipment.
The FPSO has added another dimension to these technologies in that it
Is now possible not only to exploit both gas and ol fields in remote
locations but alsa in areas of the world where politcal intabilty make
‘onshore facilities too much ofa risk.
4
ESD
Power Generation Module
Si
Utilities (CM + HM) Module §
"
Es0|
| Water Injection Module
~ Chemical Injection & Water
Injection Li
ES |
Oil / Gas Separation Module 6
EsD|
Methanol Storage & Injection
lycol Regeneration 6
End of a Hard Day’s Work §5
Mess Hall








You might also like
- FSO-SU-5157-A - FPSO Marine Steam Plants - General100% (1)FSO-SU-5157-A - FPSO Marine Steam Plants - General54 pages
- Overview of FPSO Characteristics and Applications100% (3)Overview of FPSO Characteristics and Applications18 pages
- OGTSIMForum Yinson-Inprocess Lifecycle ModelingforFPSO100% (1)OGTSIMForum Yinson-Inprocess Lifecycle ModelingforFPSO32 pages
- Dalia FPSO Project Insights and FeedbackNo ratings yetDalia FPSO Project Insights and Feedback24 pages
- FPSO Firenze Module Arrangement OverviewNo ratings yetFPSO Firenze Module Arrangement Overview1 page
- Specification For 6.6kV 440V Power TransformerNo ratings yetSpecification For 6.6kV 440V Power Transformer21 pages
- Offshore Platform FEED Process OverviewNo ratings yetOffshore Platform FEED Process Overview47 pages
- Crude Oil & Natural Gas Processing OverviewNo ratings yetCrude Oil & Natural Gas Processing Overview35 pages
- Jitorres - Capitulo 1 Libro Surface Production Operations PDFNo ratings yetJitorres - Capitulo 1 Libro Surface Production Operations PDF49 pages
- Gas Sweetening and Water Treatment ProcessNo ratings yetGas Sweetening and Water Treatment Process10 pages
- LNGC Golar Frost - IMO 9253284 - Cargo Operating ManualNo ratings yetLNGC Golar Frost - IMO 9253284 - Cargo Operating Manual347 pages
- Presentation - Ruby II - Fso Bd01 - Fpso Lam SonNo ratings yetPresentation - Ruby II - Fso Bd01 - Fpso Lam Son127 pages
- LNGC DISHA - IMO 9250713 - Cargo Operating ManualNo ratings yetLNGC DISHA - IMO 9250713 - Cargo Operating Manual280 pages
- Industrial Automation - Technical Interview Questions82% (22)Industrial Automation - Technical Interview Questions27 pages
- Datasheet of DS 7600NI K1 NVR - V4.31.107 - 20210811No ratings yetDatasheet of DS 7600NI K1 NVR - V4.31.107 - 202108114 pages
- Electrical Interview Questions and Answers100% (3)Electrical Interview Questions and Answers112 pages