You might also like
- Hydraulic CircuitsDocument30 pagesHydraulic CircuitsKarthikn Altoc100% (3)
- Vacuum Breaker Valve PDFDocument2 pagesVacuum Breaker Valve PDFZeeshan AnwarNo ratings yet
- Ottawa Air Brakes Service ManualDocument32 pagesOttawa Air Brakes Service ManualcbudkuleyNo ratings yet
- Oil and Gas Separation ProcessDocument13 pagesOil and Gas Separation ProcessRome John Francisco100% (2)
- Near Miss Reporting - Training SlidesDocument21 pagesNear Miss Reporting - Training SlidessarahNo ratings yet
- Air Cooled Condenser (Acc) and Air Evacuation SystemDocument4 pagesAir Cooled Condenser (Acc) and Air Evacuation SystemCo-gen ManagerNo ratings yet
- Grupo 200 enDocument90 pagesGrupo 200 enSergio Quintana Rodriguez100% (1)
- Pressure Control ValvesDocument49 pagesPressure Control ValvesRagnar LodbrokNo ratings yet
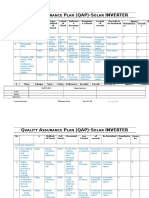
- Q A P (QAP) - S Inverter: Uality Ssurance LAN OlarDocument5 pagesQ A P (QAP) - S Inverter: Uality Ssurance LAN Olarsasikumar100% (2)
- Chapter (5) Pump System CurveDocument27 pagesChapter (5) Pump System Curvekarioke mohaNo ratings yet
- 3B - Inst - Control ValveDocument31 pages3B - Inst - Control ValveMystic AamirNo ratings yet
- Control Valve CharacteristicsDocument9 pagesControl Valve CharacteristicsSiddhartha SharmaNo ratings yet
- SM K1015439EDocument41 pagesSM K1015439Eoscar el careverga100% (1)
- B&W Maneouvring DiaDocument16 pagesB&W Maneouvring DiaAjinkya KhamkarNo ratings yet
- Maneuvering Diagram With ExplanationDocument8 pagesManeuvering Diagram With ExplanationArun S100% (1)
- Braking Systems in TrainDocument39 pagesBraking Systems in TrainimrancenakkNo ratings yet
- Contorl ValvesDocument8 pagesContorl ValvesGaurav MishraNo ratings yet
- 580 590 Series 3 Variable Volume Pilot Controls PDFDocument62 pages580 590 Series 3 Variable Volume Pilot Controls PDFG & C Maquinaria100% (1)
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocument6 pagesDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667No ratings yet
- Hydraulic Powerpack DesignDocument18 pagesHydraulic Powerpack DesignChandrahas ReddyNo ratings yet
- Air Start SystemDocument5 pagesAir Start SystemPaolo FerjančićNo ratings yet
- Bomba 140gDocument29 pagesBomba 140gMuriel Remberto100% (1)
- Lesson Main Stop Valve & Servomotor, Governing Valves and ServomotorDocument41 pagesLesson Main Stop Valve & Servomotor, Governing Valves and Servomotormister pogiNo ratings yet
- Surge Tank: Pressurized Vessel H S Gas Leaving The Surge Tank Is Burned OffDocument13 pagesSurge Tank: Pressurized Vessel H S Gas Leaving The Surge Tank Is Burned OffMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Distributor ValveDocument35 pagesDistributor Valverais79% (19)
- Distributor ValveDocument11 pagesDistributor Valverais100% (1)
- Automatic Unloading SystemDocument3 pagesAutomatic Unloading Systemnirmalgupte22No ratings yet
- Automatic Cargo Stripping System: Knowledge of SeaDocument12 pagesAutomatic Cargo Stripping System: Knowledge of SeaJohn Dennis TijamNo ratings yet
- Principle of OperationDocument5 pagesPrinciple of OperationAnonymous b68EQRNo ratings yet
- Conceptual DesignDocument4 pagesConceptual Designemmanuel limaNo ratings yet
- Startup of An Air Separation PlantDocument3 pagesStartup of An Air Separation Plantcymy0% (1)
- Pur-15-02 - Air Purger Type PurDocument4 pagesPur-15-02 - Air Purger Type PurAnderson Giovanny Herrera DelgadoNo ratings yet
- Fpe PPT OriginalDocument21 pagesFpe PPT OriginalKushal D SNo ratings yet
- Components of Retail Motor-Fuel Dispensing UnitDocument28 pagesComponents of Retail Motor-Fuel Dispensing UnitkuraimundNo ratings yet
- HYZ Oil Pressure TankDocument12 pagesHYZ Oil Pressure TankNguyễn Văn QuýNo ratings yet
- Level TransmitterDocument16 pagesLevel Transmitterstolen mechieduc100% (2)
- TTC Pneumatic CYLINDER PDFDocument30 pagesTTC Pneumatic CYLINDER PDFwienna1987No ratings yet
- Blow Off Valve: Supervised By: DR - Forat YasirDocument9 pagesBlow Off Valve: Supervised By: DR - Forat Yasirحسين الخزاعيNo ratings yet
- Blow Off Valve Presentation: Supervised By: DR - Forat Yasir Prepared byDocument10 pagesBlow Off Valve Presentation: Supervised By: DR - Forat Yasir Prepared byحسين الخزاعيNo ratings yet
- ME/ECE 4710 Motion and Control Lab #2: Hydraulic Cylinder CircuitsDocument4 pagesME/ECE 4710 Motion and Control Lab #2: Hydraulic Cylinder CircuitsVishal PipavatNo ratings yet
- The Idle Circuit and The ProgressionDocument6 pagesThe Idle Circuit and The ProgressionDragan SmiljanicNo ratings yet
- Pneumatic Control System and It's Components: TopicDocument24 pagesPneumatic Control System and It's Components: TopicJeppry saniNo ratings yet
- Air Con 03 OverDocument30 pagesAir Con 03 Overmister pogiNo ratings yet
- Section 8. Braking System: 8.1 Hand Brake and Its Driving Mechanism Composition of The Hand BrakeDocument20 pagesSection 8. Braking System: 8.1 Hand Brake and Its Driving Mechanism Composition of The Hand BrakekrisnaNo ratings yet
- Environmental Control SystemDocument16 pagesEnvironmental Control SystemAlaye AkpanaNo ratings yet
- Valves: Iii Year Vi SemDocument69 pagesValves: Iii Year Vi SemKshitij SharmaNo ratings yet
- Pressure-Control Valves PDFDocument15 pagesPressure-Control Valves PDFRagab Abulmagd100% (1)
- 8 - PressurevalvesDocument68 pages8 - PressurevalvesMohamed ZahranNo ratings yet
- Principle and Operation Vacuum Pump: Pressure Gas CompressorDocument7 pagesPrinciple and Operation Vacuum Pump: Pressure Gas Compressoranon_237673928No ratings yet
- Operating Emergency DevicesDocument11 pagesOperating Emergency DevicesGuy GuyNo ratings yet
- Session 3.2.2 - Shuttle Valve, Check, Pressure Control ValvesDocument14 pagesSession 3.2.2 - Shuttle Valve, Check, Pressure Control ValvesVinoth HariNo ratings yet
- Collin Test and Commissioning ProcedureDocument7 pagesCollin Test and Commissioning ProcedureSamuelJrManatadNo ratings yet
- Control Valves - HydraulicsDocument15 pagesControl Valves - HydraulicsAhmad RazaNo ratings yet
- PneumaticMSc2023 2024Document73 pagesPneumaticMSc2023 2024Ahmed BaghdadNo ratings yet
- Sistema HidráulicoDocument36 pagesSistema HidráulicoValdir AlexandreNo ratings yet
- Centrifugal Pump (Various Air Handling Methods)Document21 pagesCentrifugal Pump (Various Air Handling Methods)karthick_mariner92No ratings yet
- Automatic Unload SystemDocument36 pagesAutomatic Unload SystemSandro AraújoNo ratings yet
- Flowmeter DEMONSTRATIONDocument20 pagesFlowmeter DEMONSTRATIONAfiq IkhwanNo ratings yet
- Air Compressors, Air Treatment and Pressure Regulation: Faculty of Mechanical EngineeringDocument30 pagesAir Compressors, Air Treatment and Pressure Regulation: Faculty of Mechanical EngineeringĐặng Tấn PhátNo ratings yet
- RE500 Air ManifoldDocument14 pagesRE500 Air ManifoldAbhishek SrivastavaNo ratings yet
- MINNOVEX Fixed Gap Manual 2003Document8 pagesMINNOVEX Fixed Gap Manual 2003Edwing William Salhuana MendozaNo ratings yet
- Research Work Week 14Document5 pagesResearch Work Week 14jonas lintagNo ratings yet
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- OersDocument27 pagesOerssarahNo ratings yet
- Ashok Dixit Costruction Diagram Phase 2Document27 pagesAshok Dixit Costruction Diagram Phase 2sarahNo ratings yet
- Near Miss LT 5919 enDocument6 pagesNear Miss LT 5919 ensarahNo ratings yet
- NM IWHH Final PresentationDocument10 pagesNM IWHH Final PresentationsarahNo ratings yet
- Sharp Es-M55ap Service ManualDocument24 pagesSharp Es-M55ap Service ManualTsy George100% (3)
- Xerox WorkCentre 7556 Parts Catalog ARGECY COMDocument35 pagesXerox WorkCentre 7556 Parts Catalog ARGECY COMSystem ConceptsNo ratings yet
- Interview QuestionDocument15 pagesInterview QuestionNadeem AhmedNo ratings yet
- Stylus C67 C68 D68 Service ManualDocument42 pagesStylus C67 C68 D68 Service ManualDeniskoffNo ratings yet
- Belimo Piv Brochure En-UsDocument8 pagesBelimo Piv Brochure En-UsJoão AlvesNo ratings yet
- SAMPLE Defect Sheet Tubing CasingDocument9 pagesSAMPLE Defect Sheet Tubing CasingshafanyNo ratings yet
- Plug-In Seals: Double Mechanical Seal in One Easy-To-Install UnitDocument2 pagesPlug-In Seals: Double Mechanical Seal in One Easy-To-Install UnitAndrey GyrychNo ratings yet
- TB 130 HGDocument11 pagesTB 130 HGHugo LeiteNo ratings yet
- EST-3 Opis Systemu enDocument32 pagesEST-3 Opis Systemu enmandomagopoetaNo ratings yet
- Whirlpool SBS 2006 Collection Repair ManualDocument13 pagesWhirlpool SBS 2006 Collection Repair ManualNeil Pound100% (1)
- ZP16 To ZP44K3E and ZP14 To ZP61K5E R-410A 1.5 To 5 Ton Copeland Scroll™ CompressorsDocument25 pagesZP16 To ZP44K3E and ZP14 To ZP61K5E R-410A 1.5 To 5 Ton Copeland Scroll™ CompressorsMikh MIKHNo ratings yet
- Building For Future LTD.: Project:JhumkolotaDocument2 pagesBuilding For Future LTD.: Project:JhumkolotahelalNo ratings yet
- HP LaserJet Pro M426fdn Driver DownloadDocument2 pagesHP LaserJet Pro M426fdn Driver DownloadJohn SmichNo ratings yet
- Harga BHPDocument22 pagesHarga BHPayu dwi hapsariNo ratings yet
- Gyru-Star ZeefbakkenDocument4 pagesGyru-Star ZeefbakkendemickenNo ratings yet
- Dimmer Dove Dm1224 ManualDocument5 pagesDimmer Dove Dm1224 ManualKader SmailiNo ratings yet
- PGTD Balance ChangesDocument4 pagesPGTD Balance ChangesLai Shen HeeNo ratings yet
- 42BYGH SeriesDocument2 pages42BYGH SeriesGedealdo TorresNo ratings yet
- User's Manual Calibration Unit PGT120: Wolfgang Warmbier Untere Gießwiesen 21 D-78247 Hilzingen/GermanyDocument7 pagesUser's Manual Calibration Unit PGT120: Wolfgang Warmbier Untere Gießwiesen 21 D-78247 Hilzingen/GermanyWuzekNo ratings yet
- Serviceman SE GuideDocument61 pagesServiceman SE GuidedarioNo ratings yet
- Bucket Cylinder (Z-Bar) ( - 618133) - ST156435: Parts ListDocument3 pagesBucket Cylinder (Z-Bar) ( - 618133) - ST156435: Parts ListtallerNo ratings yet
- Service Manual Hyundai h35-45d-7 Hydraulic SystemDocument19 pagesService Manual Hyundai h35-45d-7 Hydraulic SystemПетрNo ratings yet
- Components of The Microscope: StageDocument4 pagesComponents of The Microscope: StageRisamy RuzNo ratings yet
- TyreSense Hardware-Install-GuideDocument52 pagesTyreSense Hardware-Install-GuideCristian Villegas RuizNo ratings yet
- Pages From 3. 22kV Kiosk Distribution Substation - Scope of WorksDocument8 pagesPages From 3. 22kV Kiosk Distribution Substation - Scope of WorksMauricio SaulNo ratings yet
- Xgard Type 4Document2 pagesXgard Type 4Nico BarunoNo ratings yet
- Metal Cutting Tools SmallDocument498 pagesMetal Cutting Tools SmallМарио ПармантијеNo ratings yet
- Ict Lecture 1Document16 pagesIct Lecture 1Sufyan UllahNo ratings yet