You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Option Trading StrategiesDocument59 pagesOption Trading StrategiesTarun Goel100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Technical Specifications For Fire Suppression System PipesDocument14 pagesTechnical Specifications For Fire Suppression System PipesHarikrishnaNo ratings yet
- 0526-E-015-Plant Earthing MatDocument15 pages0526-E-015-Plant Earthing MatSandipNo ratings yet
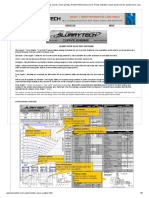
- Slurrytech - Pump Performance Curve, Pump Selection, Slurry Pump CurvesDocument6 pagesSlurrytech - Pump Performance Curve, Pump Selection, Slurry Pump CurvesSandip100% (1)
- Saab's Standard of Piping ColourDocument15 pagesSaab's Standard of Piping ColourSandip100% (2)
- Ajme 6 1 3 FinalPaperPublishedDocument11 pagesAjme 6 1 3 FinalPaperPublishedMateus Chingore ZindimoNo ratings yet
- Antico HE SeriesDocument6 pagesAntico HE SeriesSandipNo ratings yet
- PPCL Series Non Metallic Plastic PumpsDocument6 pagesPPCL Series Non Metallic Plastic PumpsTiger SahyadriNo ratings yet
- Hydraulic MotorDocument87 pagesHydraulic MotorSandipNo ratings yet
- ClotanDocument25 pagesClotanSandipNo ratings yet
- Minerals: Linatex Rubber ProductsDocument24 pagesMinerals: Linatex Rubber ProductsKamarrada Markeyev A Rangelov GNo ratings yet
- SP0579-0000-0M5-02 Rev 02 General Mechanical SpecificationDocument12 pagesSP0579-0000-0M5-02 Rev 02 General Mechanical SpecificationSandipNo ratings yet
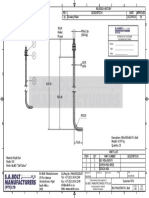
- B01 M20x740X100 L-BoltDocument1 pageB01 M20x740X100 L-BoltSandipNo ratings yet
- SP0579-0000-0C5-02 Rev 01 Building Works SpecificationDocument16 pagesSP0579-0000-0C5-02 Rev 01 Building Works SpecificationSandipNo ratings yet
- SP0579-0000-0C5-01 Rev 01 Civil Engineering SpecificationDocument15 pagesSP0579-0000-0C5-01 Rev 01 Civil Engineering SpecificationSandipNo ratings yet
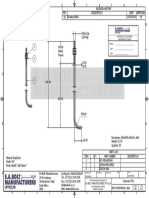
- B01 M20x680X120 L-BoltDocument1 pageB01 M20x680X120 L-BoltSandipNo ratings yet
- SP0579-005.00-G25-0134 Sub 01 Status ADocument20 pagesSP0579-005.00-G25-0134 Sub 01 Status ASandipNo ratings yet
- B01 M16x550X70 L-BoltDocument1 pageB01 M16x550X70 L-BoltSandipNo ratings yet
- B01 M14x500X60 L-BoltDocument1 pageB01 M14x500X60 L-BoltSandipNo ratings yet
- Hardox 550: General Product DescriptionDocument2 pagesHardox 550: General Product DescriptionSandipNo ratings yet
- The Story of Two FrogsDocument7 pagesThe Story of Two FrogsSandipNo ratings yet
- SSP-UTENSILS SailDocument27 pagesSSP-UTENSILS SailSandipNo ratings yet
- Caterpillar 740B Articulated Dump Truck Specs & Dimensions - RitchieSpecsDocument7 pagesCaterpillar 740B Articulated Dump Truck Specs & Dimensions - RitchieSpecsSandipNo ratings yet
- Uni Span AccessDocument14 pagesUni Span AccessSandipNo ratings yet
- Airo Shot Blasting EquipmentDocument8 pagesAiro Shot Blasting EquipmentSandipNo ratings yet
- Wheels and Axles - SailDocument6 pagesWheels and Axles - SailSandipNo ratings yet
- Norm Estándar Electrotecnico Iec Iso PDFDocument118 pagesNorm Estándar Electrotecnico Iec Iso PDFAlejandro Barrera TorresNo ratings yet
- 1367 6 PDFDocument20 pages1367 6 PDFIrshad Khan100% (1)
- BS 4449 - METC RecommendedDocument3 pagesBS 4449 - METC RecommendedSandipNo ratings yet