You might also like
- Textile Composites III-composite MFGDocument10 pagesTextile Composites III-composite MFGYared FikreNo ratings yet
- Mecx 60 L2Document27 pagesMecx 60 L2syed wahid aliNo ratings yet
- Advance MF in ICMDocument11 pagesAdvance MF in ICMJhaPraNo ratings yet
- Laminated Object Manufacturing (LOM)Document28 pagesLaminated Object Manufacturing (LOM)mkatweNo ratings yet
- Manufacturing MethodDocument9 pagesManufacturing MethodMr. SeventeenNo ratings yet
- Chapter 1-2Document70 pagesChapter 1-2Shivpoojan SinghNo ratings yet
- Injection MouldingDocument76 pagesInjection MouldingYohannesNo ratings yet
- Processing of Polymers and Composites: Lecture 20 - 11/03/2019Document14 pagesProcessing of Polymers and Composites: Lecture 20 - 11/03/2019MK SaravananNo ratings yet
- Roll FormingDocument11 pagesRoll FormingthirumalaikumaranNo ratings yet
- 2.4 Fabrication Process of PolymerDocument10 pages2.4 Fabrication Process of Polymersalmie_77No ratings yet
- DJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Document7 pagesDJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Lokhman HakimNo ratings yet
- Isostatic PressingDocument39 pagesIsostatic PressingBala SundaramNo ratings yet
- Injection Molding SchematicDocument15 pagesInjection Molding SchematicSourav DipNo ratings yet
- Plastic Processing: Extrusion Compression MouldingDocument88 pagesPlastic Processing: Extrusion Compression MouldingBhushan Shankar Kamble100% (2)
- Unit IV Coating of Technical Textiles Coating TechniquesDocument55 pagesUnit IV Coating of Technical Textiles Coating TechniquesPandurang Pawar100% (1)
- Dayanand Tiwari@$Document15 pagesDayanand Tiwari@$Navdeep SinghNo ratings yet
- Principles of Single Screw ExtrusionDocument44 pagesPrinciples of Single Screw ExtrusionHugo Wizenberg75% (8)
- Q1) Extrusion Is A Process Used To Create Objects of A Fixed Cross-Sectional Profile. With Details Discuss The Theory and PrinciplesDocument5 pagesQ1) Extrusion Is A Process Used To Create Objects of A Fixed Cross-Sectional Profile. With Details Discuss The Theory and Principlessofyan samNo ratings yet
- Module 2Document21 pagesModule 2ABIGAIL OLAJUMOKE JOSEPHNo ratings yet
- Polymer Procession Term Test-1Document90 pagesPolymer Procession Term Test-1সাইদুর রহমানNo ratings yet
- Dip MouldingDocument25 pagesDip MouldingAbhijeet Agarwal100% (2)
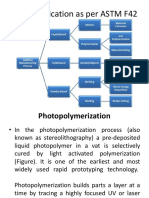
- AM Classification As Per ASTM F42Document19 pagesAM Classification As Per ASTM F42RajijackNo ratings yet
- 1-1 Preparasi Disk7 Lom SentDocument83 pages1-1 Preparasi Disk7 Lom SentErdi Sofyandra AdikriNo ratings yet
- Module 2Document54 pagesModule 2akash kumarNo ratings yet
- Processes Encountered in Plastic IndustriesDocument16 pagesProcesses Encountered in Plastic IndustriesdebdeepNo ratings yet
- Vacuum FormingDocument26 pagesVacuum FormingRavi PratapNo ratings yet
- 1.polymer ProcessingDocument23 pages1.polymer Processingafia rahmanNo ratings yet
- Polymer Processing: ME 318 Manufacturing TechniquesDocument17 pagesPolymer Processing: ME 318 Manufacturing TechniquesSulOgikpcNo ratings yet
- Extrusion: Extrusion Is A Process Used To Create Objects of ADocument20 pagesExtrusion: Extrusion Is A Process Used To Create Objects of ADilanka RajithamalNo ratings yet
- Industrial Filtration Presentation1Document23 pagesIndustrial Filtration Presentation1Neelaa BNo ratings yet
- Plastic Injection MouldingDocument28 pagesPlastic Injection MouldingDavid StefanNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- Plastic Processing TechniquesDocument8 pagesPlastic Processing TechniquesSohail Anwar KhanNo ratings yet
- Frpmanufacturingmethods 151030103025 Lva1 App6891Document47 pagesFrpmanufacturingmethods 151030103025 Lva1 App6891ABeer AkNo ratings yet
- Rotational MouldingDocument82 pagesRotational MouldingShubham ChaudharyNo ratings yet
- Fyp Progress Ppt. New 22-1Document29 pagesFyp Progress Ppt. New 22-1Amna liaquatNo ratings yet
- Designing Extruded Plastic ProfilesDocument7 pagesDesigning Extruded Plastic ProfilesVikram BorkhediyaNo ratings yet
- Injection Molding AssignmentDocument8 pagesInjection Molding AssignmentaakshusabhNo ratings yet
- Injection Molding: Manufacturing Plastic Material Pressure Mould Mouldmaker Steel Aluminium CarsDocument37 pagesInjection Molding: Manufacturing Plastic Material Pressure Mould Mouldmaker Steel Aluminium CarslakhancipetNo ratings yet
- Blow Molding 1Document21 pagesBlow Molding 1prashant_cool_4_u100% (1)
- Unit 3: Plastic Processing: 1. State The General Properties of PlasticsDocument13 pagesUnit 3: Plastic Processing: 1. State The General Properties of PlasticsSagar DhageNo ratings yet
- Thermoforming 1Document94 pagesThermoforming 1Average GuyNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Injection Molding - 2007Document52 pagesInjection Molding - 2007Che AzmiNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- Method 2Document16 pagesMethod 2vaniNo ratings yet
- R. Panigrahi: View Article AnalyticsDocument18 pagesR. Panigrahi: View Article AnalyticsNakib Ibna BasharNo ratings yet
- Extrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeDocument21 pagesExtrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeParag NambiarNo ratings yet
- Technical Report 1 - Sdb24103 (Sept 2022) Mohd Iqmal HafizDocument15 pagesTechnical Report 1 - Sdb24103 (Sept 2022) Mohd Iqmal HafiziqmalNo ratings yet
- Vacuum Bag Forming and Pressure Bag FormingDocument18 pagesVacuum Bag Forming and Pressure Bag FormingaliNo ratings yet
- Febrication ProcessesDocument5 pagesFebrication Processesnilghosh001100% (1)
- Composites6 TH SemDocument30 pagesComposites6 TH SemAbhishek BhalchandraNo ratings yet
- Plastics PDFDocument18 pagesPlastics PDFV Phanindra BoguNo ratings yet
- Plastics: by Dr. V Phanindra Bogu Dept. of Mech. EnggDocument18 pagesPlastics: by Dr. V Phanindra Bogu Dept. of Mech. EnggV Phanindra BoguNo ratings yet
- Plastics: ThermoformingDocument36 pagesPlastics: ThermoformingMahesh KarpeNo ratings yet
- POLYMER PROCESSING HandoutDocument4 pagesPOLYMER PROCESSING HandoutAmabelle SantosNo ratings yet
- Embedding of Plant TissuesDocument17 pagesEmbedding of Plant TissuesSWETA MOHANTY 2147619No ratings yet
- Gear Type Injection MouldingDocument47 pagesGear Type Injection MouldingJohn Ajish50% (2)
- Metallic Additive ManufacturingDocument61 pagesMetallic Additive Manufacturingashok gadewalNo ratings yet
- 2013-11-29 - FDMDocument50 pages2013-11-29 - FDMashok gadewalNo ratings yet
- Post ProcessingDocument39 pagesPost Processingashok gadewalNo ratings yet
- 02 MicrostereolithograpyDocument21 pages02 Microstereolithograpyashok gadewalNo ratings yet
- 01 Stereo-Litho GraphyDocument54 pages01 Stereo-Litho Graphyashok gadewalNo ratings yet
- 3 Computer Integraed ManufacturingDocument115 pages3 Computer Integraed Manufacturingashok gadewalNo ratings yet
- Theodore Sider - Logic For Philosophy PDFDocument377 pagesTheodore Sider - Logic For Philosophy PDFAnonymous pYK2AqH100% (1)
- Ziad Masri - Reality Unveiled The Hidden KeyDocument172 pagesZiad Masri - Reality Unveiled The Hidden KeyAivlys93% (15)
- 2020 Specimen Paper 1Document16 pages2020 Specimen Paper 1YuanWei SiowNo ratings yet
- Transformers 2023Document36 pagesTransformers 2023dgongorNo ratings yet
- Appendix15B - RE Wall Design ChecklistDocument6 pagesAppendix15B - RE Wall Design ChecklistRavi Chandra IvpNo ratings yet
- Triple Chocolate Layer Cake Triple Chocolate Layer CakeDocument3 pagesTriple Chocolate Layer Cake Triple Chocolate Layer CakeJuhyun LeeNo ratings yet
- Introduction To The Visual Basic Programming LanguageDocument24 pagesIntroduction To The Visual Basic Programming Languageapi-3749038100% (1)
- Handout RPS - V1.0Document121 pagesHandout RPS - V1.0Adegbola AdedipeNo ratings yet
- PROG 8011 Lab 6-W24Document2 pagesPROG 8011 Lab 6-W24kaurrrjass1125No ratings yet
- CCNA 4 - Chapter 2 QuzDocument1 pageCCNA 4 - Chapter 2 Quzchobiipiggy26No ratings yet
- KB1250F1Document2 pagesKB1250F1Peter PeterNo ratings yet
- MWM Parts ListDocument6 pagesMWM Parts ListRuy PeñaNo ratings yet
- Assignment 5 With Answer KeyDocument2 pagesAssignment 5 With Answer KeyAbhishek MohiteNo ratings yet
- Lab 1Document4 pagesLab 1zakariaNo ratings yet
- XS4P08PC410TF: Product Data SheetDocument5 pagesXS4P08PC410TF: Product Data SheetGonzalo GarciaNo ratings yet
- Chapter 4 - Production TheoryDocument10 pagesChapter 4 - Production TheorypkashyNo ratings yet
- Person Name: NDT Management CoordinatorDocument4 pagesPerson Name: NDT Management CoordinatorDendy PratamaNo ratings yet
- Chapter 01 Properties of SolutionDocument70 pagesChapter 01 Properties of SolutionYo Liang SikNo ratings yet
- Iso With Eccentric LoadingDocument12 pagesIso With Eccentric Loadingsaubhagya majhiNo ratings yet
- IP 7-1-1 Fired HeatersDocument9 pagesIP 7-1-1 Fired HeatersArnold Jose Batista RodriguezNo ratings yet
- Atomic Absorption SpectrosDocument2 pagesAtomic Absorption SpectrosSirTonz100% (1)
- Desai, Park - 2005 - Recent Developments in Microencapsulation of Food Ingredients PDFDocument36 pagesDesai, Park - 2005 - Recent Developments in Microencapsulation of Food Ingredients PDFIoanaCarlanNo ratings yet
- Lean ManufacturingDocument28 pagesLean ManufacturingagusNo ratings yet
- Study of Selected Petroleum Refining Residuals Industry StudyDocument60 pagesStudy of Selected Petroleum Refining Residuals Industry StudyOsama AdilNo ratings yet
- Solar and Wind Hybrid Power GenerationDocument35 pagesSolar and Wind Hybrid Power Generationlatest advance guruji 2018No ratings yet
- HMT16 MarksDocument12 pagesHMT16 MarkstagoreboopathyNo ratings yet
- LogExportTool Use Guide For BeneVisionDocument23 pagesLogExportTool Use Guide For BeneVisionVivek Singh ChauhanNo ratings yet
- Chapter 5 and 6 TestDocument5 pagesChapter 5 and 6 TestPAYNo ratings yet
- Design of Absorber: 5.1 AbsorptionsDocument13 pagesDesign of Absorber: 5.1 AbsorptionsNaya Septri HanaNo ratings yet
- Math Ed 04: TrigonometryDocument5 pagesMath Ed 04: TrigonometryCharles SilerioNo ratings yet