You might also like
- Final Report-Plastic Injection MoldingDocument40 pagesFinal Report-Plastic Injection MoldingAnant Sharma86% (42)
- Intro To Plastic Injection Molding EbookDocument43 pagesIntro To Plastic Injection Molding EbookJames Farrugia78% (9)
- All About MasterbatchDocument22 pagesAll About Masterbatchkafiislam100% (1)
- Manufacturing Process of Plastic BottlesDocument19 pagesManufacturing Process of Plastic BottlesAparna Samuel87% (23)
- Plastic Bottle ManufacturingDocument12 pagesPlastic Bottle ManufacturingMartinBalanagNo ratings yet
- Final Report Plastic Injection MoldingDocument48 pagesFinal Report Plastic Injection MoldingGunjan Trivedi0% (1)
- IBM process divides injection, blowing, ejectionDocument2 pagesIBM process divides injection, blowing, ejectionDeaNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- D 4000 - 01 - RdqwmdatmdfbrteDocument18 pagesD 4000 - 01 - Rdqwmdatmdfbrtevongoctu2016No ratings yet
- 8.12 RNA Transcription WorksheetDocument2 pages8.12 RNA Transcription WorksheetAmor Reyes EngNo ratings yet
- Fish Cage ConstructionDocument39 pagesFish Cage ConstructionRenato Gavan100% (1)
- Blow Molding Machine ProcessDocument4 pagesBlow Molding Machine Processuocmogiandi_a100% (1)
- Molding Processes: A Comprehensive GuideDocument33 pagesMolding Processes: A Comprehensive GuideIshfaq SadiqNo ratings yet
- Blow MoldingDocument3 pagesBlow MoldingPradeep ShettyNo ratings yet
- Blow Moulding PDFDocument5 pagesBlow Moulding PDFGovindraj DesaiNo ratings yet
- Injection Blow MouldingDocument22 pagesInjection Blow MouldingPRANJAL KUMARNo ratings yet
- The Blow Molding ProcessDocument4 pagesThe Blow Molding Processabi lashNo ratings yet
- How Plastic Bottles Are Made Through Blow Moulding ProcessesDocument3 pagesHow Plastic Bottles Are Made Through Blow Moulding ProcesseslumineurNo ratings yet
- Manufacturing Process of Plastic BottlesDocument13 pagesManufacturing Process of Plastic BottlesAparna SamuelNo ratings yet
- Prepared By: 1) Muhammad Amir Bin Awang Jaafar 2) Siti Zulaikha BT Mohd Rosli 3) Nor Ajuar BT Abdullah 4) Nani Shajieha BT ZawawiDocument20 pagesPrepared By: 1) Muhammad Amir Bin Awang Jaafar 2) Siti Zulaikha BT Mohd Rosli 3) Nor Ajuar BT Abdullah 4) Nani Shajieha BT Zawawiluan_baNo ratings yet
- Blow Moulding: BY-Jai Talwar Jigisha K Kaushika Kartik Kartik Kedia Khushi SharmaDocument11 pagesBlow Moulding: BY-Jai Talwar Jigisha K Kaushika Kartik Kartik Kedia Khushi SharmaKartik KediaNo ratings yet
- Plastic FormingDocument11 pagesPlastic FormingAngeloLorenzoSalvadorTamayoNo ratings yet
- Advances in Injection MoldingDocument15 pagesAdvances in Injection MoldingPranav PatilNo ratings yet
- Group 4 - Mat Tech PresentationDocument28 pagesGroup 4 - Mat Tech PresentationDa Champ CenaNo ratings yet
- Blow Molding NotesDocument4 pagesBlow Molding Notesenche_ehsonNo ratings yet
- Chapter 7Document25 pagesChapter 7GemedaNo ratings yet
- Blowmolding 120209032429 Phpapp01Document16 pagesBlowmolding 120209032429 Phpapp01luan_baNo ratings yet
- Hold Molds Work in Extrusion Blow Molding TechnologyDocument7 pagesHold Molds Work in Extrusion Blow Molding TechnologyNormanBatesNo ratings yet
- Gear Type Injection MouldingDocument47 pagesGear Type Injection MouldingJohn Ajish50% (2)
- Plastic Injection Moulding: Guide Name: DR - PRASAD KDocument19 pagesPlastic Injection Moulding: Guide Name: DR - PRASAD Ktejas p nNo ratings yet
- Extrusion Blow MoldingDocument23 pagesExtrusion Blow MoldingBeshoy NadyNo ratings yet
- Polymer Chemistry: Processing of PlasticsDocument42 pagesPolymer Chemistry: Processing of PlasticsRadhiNo ratings yet
- Plastic Injection Molding Process ExplainedDocument42 pagesPlastic Injection Molding Process ExplainedDinesh arNo ratings yet
- Blow Moulding by HammahDocument28 pagesBlow Moulding by HammahAdnan JavedNo ratings yet
- Plastic Moulding ProcessDocument4 pagesPlastic Moulding Processkeerthi939No ratings yet
- Guide To Rotational Moulding - BeallDocument11 pagesGuide To Rotational Moulding - BeallBhaveshNo ratings yet
- Failure Mode in Effet AnalysisDocument14 pagesFailure Mode in Effet AnalysisBharat DograNo ratings yet
- Unit - V Polymer Processing Blow Moulding: Shankamitra T P 2016110039 B.E.Material Science EngineeringDocument18 pagesUnit - V Polymer Processing Blow Moulding: Shankamitra T P 2016110039 B.E.Material Science EngineeringRony ShielaNo ratings yet
- Mt1 Unit 5 NotesDocument11 pagesMt1 Unit 5 NotesvelavansuNo ratings yet
- Unit-6 Plastic MouldingDocument12 pagesUnit-6 Plastic MouldingManav Patel100% (1)
- Manufacturing Process AssignmentDocument8 pagesManufacturing Process AssignmentArsalan SidikiNo ratings yet
- CLB21103 Process Instrumentation Mini Project: Process & Instrumentation in Yakult (M) SDN BHD, Negeri Sembilan (Critical Instrument Part)Document3 pagesCLB21103 Process Instrumentation Mini Project: Process & Instrumentation in Yakult (M) SDN BHD, Negeri Sembilan (Critical Instrument Part)Siti Hajar MohamedNo ratings yet
- MTE Innovative Project Report Rudransh Khera 2K20 - A18 - 80Document8 pagesMTE Innovative Project Report Rudransh Khera 2K20 - A18 - 80Ayush SinghNo ratings yet
- Injection Molding Machine SnopsisDocument6 pagesInjection Molding Machine Snopsisrajinder kutaalNo ratings yet
- Blow Mould Tool Design and Manufacturing Process for 1litre Pet BottleDocument10 pagesBlow Mould Tool Design and Manufacturing Process for 1litre Pet BottleSushobhan DasNo ratings yet
- Plasting ProcessingDocument19 pagesPlasting Processingnethumini GunawardanaNo ratings yet
- Module V - Blow and Transfer Molding ProcessesDocument17 pagesModule V - Blow and Transfer Molding ProcessesAntonius PrakosaNo ratings yet
- Injection MouldingDocument23 pagesInjection MouldingPrathmeshBhokari100% (1)
- Top 7 Plastic Forming Techniques ExplainedDocument9 pagesTop 7 Plastic Forming Techniques ExplainedCollins Obari AdiyeNo ratings yet
- Homework 4Document2 pagesHomework 4Aditya AgrawalNo ratings yet
- Blow MoldingDocument2 pagesBlow MoldingNasser EsmaeiliNo ratings yet
- Plastic ProcessesDocument27 pagesPlastic Processesnitouch3564No ratings yet
- Molding Definition: Molding Is The Process ofDocument74 pagesMolding Definition: Molding Is The Process ofijotanNo ratings yet
- Hollow Plastic Manufacturing MethodsDocument12 pagesHollow Plastic Manufacturing MethodsNilanjana MishraNo ratings yet
- Plastic Injection Training ReportDocument31 pagesPlastic Injection Training ReportsazmsNo ratings yet
- Polymers PPT PDFDocument47 pagesPolymers PPT PDFShivani RajeevNo ratings yet
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanNo ratings yet
- Advantages and uses of rotational molding, blow molding, and other plastic forming processesDocument2 pagesAdvantages and uses of rotational molding, blow molding, and other plastic forming processesapril_ian02No ratings yet
- Basics of Injection Molding DesignDocument20 pagesBasics of Injection Molding DesignAdeniyiNo ratings yet
- Type of Injection mouldDocument5 pagesType of Injection mouldSuneth TharakaNo ratings yet
- Production Department.Document24 pagesProduction Department.Siddharthan.B-18UCC081No ratings yet
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Error-prone PCR techniqueDocument3 pagesError-prone PCR techniqueMD IBRAHIMNo ratings yet
- Thorametrix - Chest Drainage Systems (N)Document7 pagesThorametrix - Chest Drainage Systems (N)Hernan RaudalesNo ratings yet
- Plastic Waste Recyclers WebsiteDocument7 pagesPlastic Waste Recyclers WebsiteUnitedWork ServiceNo ratings yet
- Northern Blotting SsDocument11 pagesNorthern Blotting Ssrck46No ratings yet
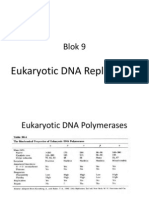
- Eukaryotic DNA Replication Blok9Document15 pagesEukaryotic DNA Replication Blok9'Alivia Nabdakh ClocheNo ratings yet
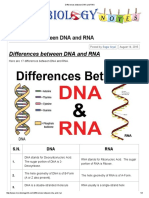
- Differences Between DNA and RNADocument3 pagesDifferences Between DNA and RNAMeri SunderNo ratings yet
- DNA Jism Ki Kitab-e-Hidayat PDFDocument21 pagesDNA Jism Ki Kitab-e-Hidayat PDFSyed ShamsuddinNo ratings yet
- Resin Identification Code - Wikipedia, The Free EncyclopediaDocument4 pagesResin Identification Code - Wikipedia, The Free Encyclopediamemma_coopNo ratings yet
- Polimerizacion FDCADocument266 pagesPolimerizacion FDCAHernan Felipe Cifuentes PeñaNo ratings yet
- MRK - Spring 2020 - BT502 - 2 - BC170203159Document11 pagesMRK - Spring 2020 - BT502 - 2 - BC170203159Mashal WakeelaNo ratings yet
- Best SpeakersDocument22 pagesBest Speakersgheo23No ratings yet
- Resins IndustryDocument10 pagesResins IndustrytheaguzmanNo ratings yet
- FILE 20191029 153218 Mckeen2013Document72 pagesFILE 20191029 153218 Mckeen2013kiddprofessorNo ratings yet
- AIC185 Biobased1Document116 pagesAIC185 Biobased1Bethany SilvaNo ratings yet
- ISO 1043 1 2011 PlasticsDocument11 pagesISO 1043 1 2011 PlasticsአንዋርጀማልNo ratings yet
- Thermoplay Brochure 2006-53559Document34 pagesThermoplay Brochure 2006-53559ingenieria y desarrolloNo ratings yet
- PCR (Title Aim Intro)Document4 pagesPCR (Title Aim Intro)Abby YongNo ratings yet
- Award 20092313121321Document27 pagesAward 20092313121321tejasNo ratings yet
- Arlanxeo TSR Product BrochureDocument16 pagesArlanxeo TSR Product BrochureErwin ErwinNo ratings yet
- Combining Polyethylene and Polypropylene: Enhanced Performance With PE/ iPP Multiblock PolymersDocument4 pagesCombining Polyethylene and Polypropylene: Enhanced Performance With PE/ iPP Multiblock PolymersRiskaNo ratings yet
- Polytechnic University of The Philippines: College of Engineering Industrial Engineering DepartmentDocument6 pagesPolytechnic University of The Philippines: College of Engineering Industrial Engineering DepartmentNorieanne GarciaNo ratings yet
- PACHECO An Overview of Plastic Recycling in Rio de JaneiroDocument7 pagesPACHECO An Overview of Plastic Recycling in Rio de JaneiroAnonymous HijNGQtNNo ratings yet
- Nukleotida, DNA, RNA OKDocument42 pagesNukleotida, DNA, RNA OKSylvia AnggraeniNo ratings yet
- Lyocell Fibre DocumentDocument4 pagesLyocell Fibre DocumentHossain RsfaNo ratings yet
- Asam NukleatDocument33 pagesAsam NukleatZulkifli LokhenzuNo ratings yet
- POLYPROPYLENE I Thesis (Final)Document8 pagesPOLYPROPYLENE I Thesis (Final)falmubaddelNo ratings yet