You might also like
- Welding Process Notes BestDocument152 pagesWelding Process Notes Bestaravindan100% (2)
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- 4-Storey Steel Office Building in Quebec CityDocument25 pages4-Storey Steel Office Building in Quebec CityDedy KristiantoNo ratings yet
- Lighting BOQ Offer 14.11.19Document3 pagesLighting BOQ Offer 14.11.19Akd Deshmukh100% (1)
- Velocity String Drainage Technology For HorizontalDocument11 pagesVelocity String Drainage Technology For HorizontalThe SangeNo ratings yet
- Consumable Spec Rev 12Document24 pagesConsumable Spec Rev 12megastar0604No ratings yet
- Cable SpecDocument164 pagesCable SpecWin MeeNo ratings yet
- AAAC Stranded CondDocument13 pagesAAAC Stranded Condgvsbabu63No ratings yet
- Section 2 Gmaw Fundamentals: 2-1. Basic InformationDocument9 pagesSection 2 Gmaw Fundamentals: 2-1. Basic InformationEnriquinoNo ratings yet
- Data Sheet: Tembreak 2 S1000-Se MCCB: Max in (A) of FrameDocument3 pagesData Sheet: Tembreak 2 S1000-Se MCCB: Max in (A) of FrameTosikur RahmanNo ratings yet
- Project: Bbh-New CT Scan Electrical Boq Tpeco.,: SharanDocument6 pagesProject: Bbh-New CT Scan Electrical Boq Tpeco.,: SharanMohammed Ayaz AhmedNo ratings yet
- Technical and Vocational Education Faculty Electrical Motor Control Star-Delta StarterDocument7 pagesTechnical and Vocational Education Faculty Electrical Motor Control Star-Delta StarterdianaNo ratings yet
- AB Switch InformationDocument20 pagesAB Switch InformationSunilkumarNo ratings yet
- Maintenancesystemforheavyearthmovingequipment PDFDocument9 pagesMaintenancesystemforheavyearthmovingequipment PDFchaitanya devNo ratings yet
- Cs & Las Impact Req - Asme Sec Viii Div 2Document16 pagesCs & Las Impact Req - Asme Sec Viii Div 2AmitNarayanNitnawareNo ratings yet
- 35MW plant's 110kV electrical packageDocument32 pages35MW plant's 110kV electrical packageganesh_dgNo ratings yet
- FACTORY AUTOMATION: Miniature Circuit Breakers, Residual Current Circuit Breakers, IsolatorsDocument16 pagesFACTORY AUTOMATION: Miniature Circuit Breakers, Residual Current Circuit Breakers, IsolatorsBùi Đình DuyNo ratings yet
- Raychem RPG UL Listed Lug Range PDFDocument20 pagesRaychem RPG UL Listed Lug Range PDFDarwinPowChonLong100% (1)
- Parametric Optimization of Mig WeldingDocument8 pagesParametric Optimization of Mig WeldingMihaela NastaseNo ratings yet
- Piping dimensions and materialsDocument6 pagesPiping dimensions and materialsFREDYTOAPANTANo ratings yet
- Miniature Circuit Breakers Residual Current Circuit Breakers IsolatorsDocument16 pagesMiniature Circuit Breakers Residual Current Circuit Breakers IsolatorsLUATNo ratings yet
- Miniature Circuit BreakersDocument24 pagesMiniature Circuit BreakersAhmed SherifNo ratings yet
- Line Pipes: Chapter TwoDocument11 pagesLine Pipes: Chapter TwomrNo ratings yet
- Tech B-3722 SF-80AM PDFDocument5 pagesTech B-3722 SF-80AM PDFEduard Gonzalo Rojas CervantesNo ratings yet
- Proc.-02 GTAW - PAWDocument37 pagesProc.-02 GTAW - PAWRaghu vamshiNo ratings yet
- ELECTRODES, Type of Joints, Welding Symbols PDFDocument18 pagesELECTRODES, Type of Joints, Welding Symbols PDFChyawan KumarNo ratings yet
- Welding Methods Guide: Processes, Joints & StandardsDocument52 pagesWelding Methods Guide: Processes, Joints & StandardscyNo ratings yet
- LARCE TERASAKI S1000-SE Data SheetDocument3 pagesLARCE TERASAKI S1000-SE Data SheetCamilo SepulvedaNo ratings yet
- 5 - D. Ungermann, R. Trillmich - Tension Tests On Welded Threaded Studs With A Tensile Strength of 800Nmm2 PDFDocument11 pages5 - D. Ungermann, R. Trillmich - Tension Tests On Welded Threaded Studs With A Tensile Strength of 800Nmm2 PDFJEANNINA BULEJE CASTILLONo ratings yet
- Eti Ohe 11 5 89Document12 pagesEti Ohe 11 5 89Abhishek PandeyNo ratings yet
- ESAB Rebel EMP 215icDocument4 pagesESAB Rebel EMP 215icEDUARDO ALCANTARA JRNo ratings yet
- ASTM A335 P91 Steel PipesDocument7 pagesASTM A335 P91 Steel PipesNhien ManNo ratings yet
- S1250-SE Data Sheet PDFDocument4 pagesS1250-SE Data Sheet PDFArun Senthil Nathan ViswanathanNo ratings yet
- IEEE transactions explore behavior of switching arcsDocument10 pagesIEEE transactions explore behavior of switching arcsautomation vguardNo ratings yet
- Technical Specification EM13KDocument1 pageTechnical Specification EM13KVåïbhäv ÇhåühåñNo ratings yet
- 40m - Anchorage BlockDocument29 pages40m - Anchorage BlockShijo AntonyNo ratings yet
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- Joining Methods and ERW Spot Welding ProcessDocument92 pagesJoining Methods and ERW Spot Welding ProcessHimanshu MishraNo ratings yet
- DatasheetDocument6 pagesDatasheetJorge Fuentes LugoNo ratings yet
- Article - Submerged Arc Welding Wires PDFDocument20 pagesArticle - Submerged Arc Welding Wires PDFMukesh VermaNo ratings yet
- 8010-GDocument1 page8010-GagrinjoshNo ratings yet
- Size Down KonduktorDocument7 pagesSize Down KonduktorMuhammad FauzanNo ratings yet
- ARC WELDING MACHINE CLASSIC MMA MOVING CORE TYPEDocument1 pageARC WELDING MACHINE CLASSIC MMA MOVING CORE TYPENazmul ClickerNo ratings yet
- SH203-C20 Product DetailsDocument4 pagesSH203-C20 Product DetailsBilalNo ratings yet
- Circuit BreakersDocument60 pagesCircuit Breakerslian tineoNo ratings yet
- Chapter 36-Electrical Work-Fixing of I. C. Switch Fuses/ Distribution Board/ Miniature Circuit BreakersDocument6 pagesChapter 36-Electrical Work-Fixing of I. C. Switch Fuses/ Distribution Board/ Miniature Circuit BreakersahahNo ratings yet
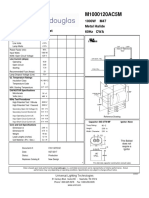
- M1000120AC5MDocument1 pageM1000120AC5MEnrique MurgiaNo ratings yet
- AMENDMENT 2 (500 KV) (Rev2, Apr2016)Document7 pagesAMENDMENT 2 (500 KV) (Rev2, Apr2016)Jed SrisuthumNo ratings yet
- Utp Af A7Document1 pageUtp Af A7VIRPOPNo ratings yet
- YGL29C29: Product DetailsDocument2 pagesYGL29C29: Product DetailsJesús ZavaletaNo ratings yet
- Dpa M Cle Rj45B 48 (929 121) : Product Datasheet: DehnpatchDocument1 pageDpa M Cle Rj45B 48 (929 121) : Product Datasheet: DehnpatchAlex RivasNo ratings yet
- PLN504 - B-3# Technical Schedule 7.2.10 Workshop and Store Equipment Add. 2Document15 pagesPLN504 - B-3# Technical Schedule 7.2.10 Workshop and Store Equipment Add. 2power plant groupNo ratings yet
- Required CP Materials List: Sl. No. Description of Material Unit Remarks Required QuantityDocument2 pagesRequired CP Materials List: Sl. No. Description of Material Unit Remarks Required Quantitymtuanlatoi9704No ratings yet
- The Influence of Process ParametersDocument10 pagesThe Influence of Process Parametersswapnil pandeNo ratings yet
- Iw&tt GmawDocument50 pagesIw&tt GmawHimanshu MishraNo ratings yet
- 4-20 Ma Output Velocity Sensor: 641B00 Performance English SI Op Tion A L Version SDocument1 page4-20 Ma Output Velocity Sensor: 641B00 Performance English SI Op Tion A L Version SachrafNo ratings yet
- Cable Run Calculator for Fault Level, Voltage Drop and PowerDocument1 pageCable Run Calculator for Fault Level, Voltage Drop and Powerrps20031No ratings yet
- UTP A 3545 NB PDFDocument1 pageUTP A 3545 NB PDFNNo ratings yet
- UTP A 3545 NBDocument1 pageUTP A 3545 NBNapol HengbumrungNo ratings yet
- UTP A 3545 NB PDFDocument1 pageUTP A 3545 NB PDFNNo ratings yet
- Protect Wireless Networks with N-UC230-01 Surge ArrestorDocument2 pagesProtect Wireless Networks with N-UC230-01 Surge ArrestorLuciano Silvério LeiteNo ratings yet
- Antech Gtaw Tig315p Acdc PDFDocument1 pageAntech Gtaw Tig315p Acdc PDFSun Sun0% (1)
- Welding NPTEL Lecturers - Part5Document30 pagesWelding NPTEL Lecturers - Part5Sai ChaithanyaNo ratings yet
- Back Weld Repair Procedure QualificationDocument15 pagesBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataNo ratings yet
- DB Hawells CatalogueDocument80 pagesDB Hawells CatalogueesskNo ratings yet
- Rapid Technical Paper Revised Format 2020Document16 pagesRapid Technical Paper Revised Format 2020maximNo ratings yet
- 1 s2.0 S1350630720317192 MainDocument16 pages1 s2.0 S1350630720317192 MainmaximNo ratings yet
- Proceedings 49 00166Document6 pagesProceedings 49 00166maximNo ratings yet
- 1 s2.0 S2214785318313646 MainDocument7 pages1 s2.0 S2214785318313646 MainmaximNo ratings yet
- Applsci 11 08083 v3Document18 pagesApplsci 11 08083 v3maximNo ratings yet
- GRDJEV06I070016Document7 pagesGRDJEV06I070016maximNo ratings yet
- Mse 140 1 012019Document9 pagesMse 140 1 012019maximNo ratings yet
- On The Effects of Tube Butting On The Structural Performance of Steel Bicycle FramesDocument6 pagesOn The Effects of Tube Butting On The Structural Performance of Steel Bicycle FramesmaximNo ratings yet
- Forces Applied to a Bicycle During Normal CyclingDocument16 pagesForces Applied to a Bicycle During Normal CyclingOH WilberNo ratings yet
- Synthesis of Nanoparticles From Plant ExtractsDocument10 pagesSynthesis of Nanoparticles From Plant ExtractssitinisasyakirinaNo ratings yet
- Reproducibility Crisis?: Is There ADocument3 pagesReproducibility Crisis?: Is There AIoannis PanagopoulosNo ratings yet
- Groundwater Terms & ConceptsDocument29 pagesGroundwater Terms & ConceptsAryono AdhiNo ratings yet
- Einstein Field Equations (EFE) : 1 - General Relativity OriginsDocument32 pagesEinstein Field Equations (EFE) : 1 - General Relativity Originsapi-457917864No ratings yet
- p25 29 Tech Paper GE SEPT15 PDFDocument6 pagesp25 29 Tech Paper GE SEPT15 PDFTarek AbulailNo ratings yet
- Experimental Study On The Strength and Durability of Nano ConcreteDocument5 pagesExperimental Study On The Strength and Durability of Nano ConcreteMuftah SrehNo ratings yet
- D 422 - 63 R98 - Rdqymi02m1i5oa - PDFDocument8 pagesD 422 - 63 R98 - Rdqymi02m1i5oa - PDFEnmanuel Cruz0% (1)
- TcpTunnel CAD en ReferenceManualDocument52 pagesTcpTunnel CAD en ReferenceManualRaul MejiaNo ratings yet
- Particle On A RingDocument9 pagesParticle On A RingSurendra KarwaNo ratings yet
- Chow's Handbook of Applied HydrologyDocument47 pagesChow's Handbook of Applied HydrologyErick AmâncioNo ratings yet
- UPCAT Math Topics Algebra Geometry Trigonometry StatisticsDocument6 pagesUPCAT Math Topics Algebra Geometry Trigonometry StatisticsAndre Mikhail SerraNo ratings yet
- Cementitious Underlayment (Maxxon Corp.)Document6 pagesCementitious Underlayment (Maxxon Corp.)Donald EssenNo ratings yet
- UVEX Safety Glasses Pheos (Kacamata Safety) Black/Greys HC/AF Grey 1unitDocument12 pagesUVEX Safety Glasses Pheos (Kacamata Safety) Black/Greys HC/AF Grey 1unitZahwa Alya PutriNo ratings yet
- 5.-T-Loop Position and Anchorage ControlDocument7 pages5.-T-Loop Position and Anchorage ControlVerónica Patricia Anicama ChávezNo ratings yet
- GEM Ground Enhancement MaterialDocument2 pagesGEM Ground Enhancement Materialbrayan GcNo ratings yet
- EEE 201 Engineering Mathematics Assoc - Prof. Dr. Ertuğrul AKSOY Cartesian and Cylindrical Coordinate SystemsDocument56 pagesEEE 201 Engineering Mathematics Assoc - Prof. Dr. Ertuğrul AKSOY Cartesian and Cylindrical Coordinate Systems357911No ratings yet
- Calculating Average Speed and Density from Time and Distance DataDocument32 pagesCalculating Average Speed and Density from Time and Distance DataLove TxTNo ratings yet
- General Science & General Awareness CBT-1 2019 PDFDocument23 pagesGeneral Science & General Awareness CBT-1 2019 PDFChandra PrakashNo ratings yet
- Chap2 Mason RuleDocument4 pagesChap2 Mason Rulegoroi90No ratings yet
- Nath JokesDocument5 pagesNath JokesRinNo ratings yet
- Catalogue Fans DrivesDocument60 pagesCatalogue Fans DrivesFernando MouraNo ratings yet
- Ac AssignmentDocument3 pagesAc AssignmentAditya GuptaNo ratings yet
- Kwame Nkrumah University of Science and Technology (Knust)Document20 pagesKwame Nkrumah University of Science and Technology (Knust)BENNo ratings yet
- THE Culture OF Time AND Space: With NEW PrefaceDocument18 pagesTHE Culture OF Time AND Space: With NEW PrefaceGingerAleNo ratings yet