You might also like
- Enhancement of ESP PerformanceDocument10 pagesEnhancement of ESP Performancemag_ktps20021520No ratings yet
- Maharashtra State Electricity Distribution Co. LTD.: Technical SpecificationsDocument14 pagesMaharashtra State Electricity Distribution Co. LTD.: Technical SpecificationsHeeresh TiwariNo ratings yet
- 6.6 KV BreakerDocument29 pages6.6 KV Breakerdan_geplNo ratings yet
- Design and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaDocument4 pagesDesign and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaKvvPrasadNo ratings yet
- Comet Lugs Catalogue DetailsDocument29 pagesComet Lugs Catalogue Detailsmani_208ee0% (1)
- Full ProjectDocument65 pagesFull ProjectPervin KumarNo ratings yet
- Electrostatic PrecipitatorDocument15 pagesElectrostatic PrecipitatorapofviewNo ratings yet
- Sizing Generators For Leading Power FactorDocument9 pagesSizing Generators For Leading Power Factor최형식No ratings yet
- ts203b20130814 033640 SplitDocument2 pagests203b20130814 033640 Splitcdq powerplant50% (2)
- 3 Phase Siemens Standard Motors PDFDocument18 pages3 Phase Siemens Standard Motors PDFVishnu KumarNo ratings yet
- Anpara Thermal Power StationDocument26 pagesAnpara Thermal Power StationManju Tripathi100% (1)
- BR PR PartsDocument18 pagesBR PR PartsKrishna KumarNo ratings yet
- Electrostatic PrecipitorsDocument2 pagesElectrostatic PrecipitorsTeererai KaguraNo ratings yet
- Transformer Oil Purification Procedure StepsDocument9 pagesTransformer Oil Purification Procedure StepsDilipNo ratings yet
- Salient Features of Generators Stage-1Document12 pagesSalient Features of Generators Stage-1raghavendran raghu100% (1)
- M/s. Gravity Sponge and Power Pvt. LTDDocument52 pagesM/s. Gravity Sponge and Power Pvt. LTDiexNo ratings yet
- Exp - 8 - Pelletizing of Iron Ore PowdersDocument12 pagesExp - 8 - Pelletizing of Iron Ore PowdersIbrahim MücahitNo ratings yet
- Generator Capability CurveDocument37 pagesGenerator Capability CurveJeya KannanNo ratings yet
- Calculate Numbers of Plate - Pipe - Strip Earthings (Part-3) - Electrical Notes & ArticlesDocument11 pagesCalculate Numbers of Plate - Pipe - Strip Earthings (Part-3) - Electrical Notes & ArticlesMohamad HishamNo ratings yet
- DNW Steel PlantDocument54 pagesDNW Steel Plantmosesprasanthjoy0% (2)
- High Efficiency ESP PDFDocument221 pagesHigh Efficiency ESP PDFraju100% (1)
- PIERALISI Decanter Technology1Document29 pagesPIERALISI Decanter Technology1Danilo Jose Saavedra Mayer100% (1)
- Power PlantDocument28 pagesPower PlantSanjay SharmaNo ratings yet
- Maintenance On Rotating MachinesDocument8 pagesMaintenance On Rotating MachinesMario ArmelaoNo ratings yet
- Guarantee Technical ParametersDocument3 pagesGuarantee Technical ParametersDramebaaz SandeepNo ratings yet
- Generator TransformerDocument6 pagesGenerator TransformerAnubhav MittalNo ratings yet
- SHIVA KRISHNA RESUME New 2 PDFDocument3 pagesSHIVA KRISHNA RESUME New 2 PDFRam Babu RamzzNo ratings yet
- Eterna CW: Kirloskar Brothers LimitedDocument2 pagesEterna CW: Kirloskar Brothers Limitedudiptya_papai2007100% (1)
- Kirloskar Sumbersible PumpDocument36 pagesKirloskar Sumbersible PumpKrishna GoswamiNo ratings yet
- Factors, k1, k2..... k5 PDFDocument5 pagesFactors, k1, k2..... k5 PDFRikesh NakhanNo ratings yet
- Reality of Gi Pipe EarthingDocument8 pagesReality of Gi Pipe EarthingjamessmithNo ratings yet
- Consumable Selection SAILDocument50 pagesConsumable Selection SAILSantosh CNo ratings yet
- Is 3427-1997 (Iec 298-1990) - Switch Gear &contrl GearDocument68 pagesIs 3427-1997 (Iec 298-1990) - Switch Gear &contrl Gearjerinmathew2220No ratings yet
- DC Motors InformationDocument9 pagesDC Motors InformationCarlosNo ratings yet
- NTPC O&M ConferenceDocument880 pagesNTPC O&M Conferenceerkumar_ranjan100% (4)
- 2018 - Electrostatic Precipitator Power Supply - A Review PDFDocument6 pages2018 - Electrostatic Precipitator Power Supply - A Review PDFMahlatse MarabaNo ratings yet
- Cable Entry Selection Chart-FeplDocument3 pagesCable Entry Selection Chart-Feplsumitsharma2010100% (1)
- Shyam Steel Industries LTD EnglishDocument14 pagesShyam Steel Industries LTD EnglishbalaasenthilNo ratings yet
- Insulation Co OrdinationDocument4 pagesInsulation Co OrdinationVasudha SinghNo ratings yet
- 3 Phase Induction Motor Protection Using Numerical RelayDocument8 pages3 Phase Induction Motor Protection Using Numerical RelayIJIRSTNo ratings yet
- Electrostatic Precipitator 01 ELEXDocument3 pagesElectrostatic Precipitator 01 ELEXböhmitNo ratings yet
- Motor Frame SizeDocument15 pagesMotor Frame SizeDipendraTomarNo ratings yet
- Basics of Thermal Power PlantDocument119 pagesBasics of Thermal Power Plantsiva7448163No ratings yet
- 10 - Bus Transfer System Retroffiting - Concept NoteDocument9 pages10 - Bus Transfer System Retroffiting - Concept Notevitthal01No ratings yet
- Power Plant ShortcutsDocument21 pagesPower Plant ShortcutsabcNo ratings yet
- Operation and Maintenance of AC GeneratorDocument31 pagesOperation and Maintenance of AC GeneratorsravangannaNo ratings yet
- Cast Iron Grades PDFDocument1 pageCast Iron Grades PDFAnurag JainNo ratings yet
- TRE - 72064N - TIS Rev-01Document18 pagesTRE - 72064N - TIS Rev-01ankushbahaleNo ratings yet
- Grey Water Management Resource Book GoIDocument38 pagesGrey Water Management Resource Book GoIsalilNo ratings yet
- Chapter-Ii Project Description 2.1 Type of ProjectDocument20 pagesChapter-Ii Project Description 2.1 Type of ProjectOMSAINATH MPONLINENo ratings yet
- Star-Delta Starter: Electrical Notes & ArticlesDocument25 pagesStar-Delta Starter: Electrical Notes & Articlesprabhanshu241991100% (1)
- Water Treatment Training Dakhni Expansion Project P J Sulfur Recovery UnitDocument15 pagesWater Treatment Training Dakhni Expansion Project P J Sulfur Recovery Unitnasir_engrNo ratings yet
- Power Factor JK Paper Ltd. 1st PrizeDocument4 pagesPower Factor JK Paper Ltd. 1st Prizeeiji7No ratings yet
- ESP To Bag FilterDocument1 pageESP To Bag FiltersolquihaNo ratings yet
- ABB Breaker ManualDocument56 pagesABB Breaker ManualSatpal SinghNo ratings yet
- CIRCUIT BREAKERS For NptiDocument56 pagesCIRCUIT BREAKERS For NptiJayPrakash YadavNo ratings yet
- 2001 The Importance of Iron Ores in Direct ReductionDocument9 pages2001 The Importance of Iron Ores in Direct ReductionsatyajitNo ratings yet
- Alternative Binders To Bentonite For Iron Ore Pelletizing - Part I Effects On Physical and Mechanical PropertiesDocument10 pagesAlternative Binders To Bentonite For Iron Ore Pelletizing - Part I Effects On Physical and Mechanical Propertiesvitaliy khmelNo ratings yet
- Development of Thermomechanical Processes As An AlDocument11 pagesDevelopment of Thermomechanical Processes As An AlLuis CoronaNo ratings yet
- Asme Sa-192-2021Document4 pagesAsme Sa-192-2021MargaritaNo ratings yet
- Types of Boring MachineDocument12 pagesTypes of Boring MachineBenz Andrew RegisNo ratings yet
- Corrosion Types: Direct Chemical Attack Is Also FundamentallyDocument5 pagesCorrosion Types: Direct Chemical Attack Is Also FundamentallyKemal ToprakNo ratings yet
- Is 1285 PDFDocument11 pagesIs 1285 PDFswaroop87No ratings yet
- Module 1b One Piece Pattern (Flatback)Document6 pagesModule 1b One Piece Pattern (Flatback)CookieLovelyNo ratings yet
- Techalloy 276 ERNiCrMo-4Document2 pagesTechalloy 276 ERNiCrMo-4wiNo ratings yet
- Kinetics Probset (LE3)Document1 pageKinetics Probset (LE3)Jewls HatudNo ratings yet
- Gold Recovery by Heap LeachingDocument33 pagesGold Recovery by Heap LeachingGeologs31 broNo ratings yet
- AS 1627 1 2003 Metal Finishing PreparationDocument21 pagesAS 1627 1 2003 Metal Finishing PreparationlearsiNo ratings yet
- Manufacturing-Process Extrusion NotesDocument16 pagesManufacturing-Process Extrusion NotesRaunak RajpalNo ratings yet
- 6 - Wastewater Management Report - Armelle de VienneDocument7 pages6 - Wastewater Management Report - Armelle de VienneHeri AndoniNo ratings yet
- Multicel 16112023020122Document6 pagesMulticel 16112023020122Amin FarukiNo ratings yet
- Amie Fundamentals of Design and Manufacturing DesignDocument3 pagesAmie Fundamentals of Design and Manufacturing DesignAhmed Abotoor50% (6)
- Calculation - Horizontal Pressure VesselDocument30 pagesCalculation - Horizontal Pressure VesselVlanic StudioNo ratings yet
- Bend Testing of Material For Ductility: Standard Test Methods ForDocument10 pagesBend Testing of Material For Ductility: Standard Test Methods Forsafak kahramanNo ratings yet
- EnviroSEP - Oil & Water SeparatorDocument4 pagesEnviroSEP - Oil & Water SeparatorAdeel AhmedNo ratings yet
- Welding RobotsDocument11 pagesWelding RobotsConfusionMakesmanperfect100% (1)
- Indura Em12k-H400Document2 pagesIndura Em12k-H400Rodrigo CarizNo ratings yet
- Wear Behavior of The Pair Superalloy FXS-414 PDFDocument7 pagesWear Behavior of The Pair Superalloy FXS-414 PDFWalid BenaziNo ratings yet
- Syn Converter NitridingDocument10 pagesSyn Converter NitridingGaurav GuptaNo ratings yet
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- Sop of SGI PDFDocument10 pagesSop of SGI PDFPankaj Adhikari100% (2)
- Grey Iron Castings - Specification: Indian StandardDocument1 pageGrey Iron Castings - Specification: Indian StandardSvapneshNo ratings yet
- Welding SOP 29 Feb 12 1Document6 pagesWelding SOP 29 Feb 12 1Trương Định100% (1)
- Sitte: ChuckefDocument1 pageSitte: ChuckefAbdullah alnajmNo ratings yet
- Vehicle: Unit-5 Body Materials, Trim and MechanismsDocument6 pagesVehicle: Unit-5 Body Materials, Trim and MechanismskismuganNo ratings yet
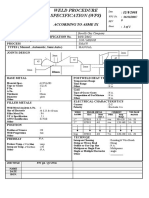
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Tds Polintek L&P Plus For Metal-Dmi IndustriDocument1 pageTds Polintek L&P Plus For Metal-Dmi IndustriYosep SasadaNo ratings yet
- C67SDocument1 pageC67SHans GoetheNo ratings yet
- Iron and Steel ppt-2Document19 pagesIron and Steel ppt-2Raunak RajpalNo ratings yet