You might also like
- Target Costing ExampleDocument11 pagesTarget Costing ExampleRajesh KumarNo ratings yet
- Target Costing DissertationDocument7 pagesTarget Costing DissertationInstantPaperWriterCanada100% (1)
- 2 Target PDFDocument13 pages2 Target PDFمحمد زرواطيNo ratings yet
- Evaluation of The Target Costing Model in The Textile and Apparel IndustryDocument5 pagesEvaluation of The Target Costing Model in The Textile and Apparel IndustryTI Journals PublishingNo ratings yet
- Grinding Vs ShavingDocument9 pagesGrinding Vs ShavingAmanTiwaryNo ratings yet
- Research Paper On Target CostingDocument4 pagesResearch Paper On Target Costingfysfs7g3100% (1)
- Chapter - 3 Overview of The Costing TechniquesDocument109 pagesChapter - 3 Overview of The Costing TechniquesIsh vermaNo ratings yet
- Target Costing Research PaperDocument5 pagesTarget Costing Research Paperl1wot1j1fon3100% (1)
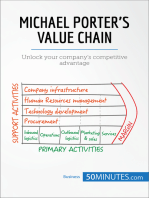
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- The Utilization of Target Costing in The Telecom IndustryDocument6 pagesThe Utilization of Target Costing in The Telecom IndustryThe IjbmtNo ratings yet
- Target Costing: Review of Empirical Studies in The Automotive SectorDocument10 pagesTarget Costing: Review of Empirical Studies in The Automotive SectorMehdi RostamiNo ratings yet
- Strategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsDocument12 pagesStrategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsNune SabanalNo ratings yet
- Target Costing Technique Reduces Costs Throughout Global Supply ChainDocument9 pagesTarget Costing Technique Reduces Costs Throughout Global Supply ChainAsc RaihanNo ratings yet
- Functional Cost Analysis Application in ManufacturingDocument12 pagesFunctional Cost Analysis Application in ManufacturingWinnie WenNo ratings yet
- Answer To Questions: Strategic Cost Management - Solutions ManualDocument8 pagesAnswer To Questions: Strategic Cost Management - Solutions ManualKyla Roxas67% (6)
- Lifecycle CostDocument13 pagesLifecycle CostMusab AhmedNo ratings yet
- Production Costs and Cost Management Practices of Turkish Manufacturing Companies (Ici 500) : A Descriptive StudyDocument16 pagesProduction Costs and Cost Management Practices of Turkish Manufacturing Companies (Ici 500) : A Descriptive StudygodsonzachariahNo ratings yet
- Chapter One: 1.1. Back Ground of The StudyDocument31 pagesChapter One: 1.1. Back Ground of The StudyBobasa S AhmedNo ratings yet
- Target Costing AccountsDocument32 pagesTarget Costing Accountsac27rocksNo ratings yet
- FinalNiknamfar PolandConference2017Document12 pagesFinalNiknamfar PolandConference2017Nur Al MahinNo ratings yet
- CHAPTER-8Document30 pagesCHAPTER-8Allen DimaculanganNo ratings yet
- Salmah WorkDocument5 pagesSalmah WorkPeter K.SpewellNo ratings yet
- Cost Reduction Techniques in Press Part ProductionDocument7 pagesCost Reduction Techniques in Press Part Productionramanamurtytv7176No ratings yet
- Target Costing in The Budget and Calculation of Costs and of Results For Some Products in The Stainless Steel IndustryDocument11 pagesTarget Costing in The Budget and Calculation of Costs and of Results For Some Products in The Stainless Steel IndustryRizan MohamedNo ratings yet
- Life Cycle Costing SystemDocument11 pagesLife Cycle Costing SystemnoorNo ratings yet
- How to Manage Future Costs and Risks Using Costing and MethodsFrom EverandHow to Manage Future Costs and Risks Using Costing and MethodsNo ratings yet
- Product: 1.1. Background of The StudyDocument24 pagesProduct: 1.1. Background of The StudyFiteh K100% (1)
- Target Costing: Kenneth Crow DRM AssociatesDocument6 pagesTarget Costing: Kenneth Crow DRM AssociatesAhmed RazaNo ratings yet
- Target CostingDocument32 pagesTarget Costingapi-3701467100% (3)
- Relationship Between Target Costing and Value PricingDocument10 pagesRelationship Between Target Costing and Value Pricingjimsmith89No ratings yet
- Recent and Future Trends in Cost EstimationDocument13 pagesRecent and Future Trends in Cost EstimationArshika KumariNo ratings yet
- TheUtilizationofTargetCostingintheTelecomIndustry Krstevski MancheskiDocument7 pagesTheUtilizationofTargetCostingintheTelecomIndustry Krstevski MancheskiNathem NasherNo ratings yet
- NOTES FOR CONTEMPORARY - FullDocument30 pagesNOTES FOR CONTEMPORARY - FullMridulGuptaNo ratings yet
- NPD and Innovation FileDocument14 pagesNPD and Innovation FileVilas KharatNo ratings yet
- Chapter 8Document8 pagesChapter 8Shenne Minglana50% (4)
- The Activity Based Costing and Target Costing As Modern Techniques in Determination of Product CostDocument5 pagesThe Activity Based Costing and Target Costing As Modern Techniques in Determination of Product CostdevinaNo ratings yet
- Target Costing for EECDocument7 pagesTarget Costing for EECSugaNo ratings yet
- Cost Management Techiniques Used in Sugar Industry: AbstractDocument8 pagesCost Management Techiniques Used in Sugar Industry: AbstractUnknown 777No ratings yet
- Chapter Two Design of The Operations/production Systems 2.1. Product-Service Design and DevelopmentDocument42 pagesChapter Two Design of The Operations/production Systems 2.1. Product-Service Design and DevelopmentYared TeshomeNo ratings yet
- Strategic CostDocument12 pagesStrategic CostTessie Mae Onongen PagtamaNo ratings yet
- Managerial Implications of Target Costing: CR Vol. 15, No. 1,2005Document9 pagesManagerial Implications of Target Costing: CR Vol. 15, No. 1,2005محمد زرواطيNo ratings yet
- Chapter 3 OM EditedDocument19 pagesChapter 3 OM EditedSeid KassawNo ratings yet
- Target CostingDocument2 pagesTarget CostingSwati GoelNo ratings yet
- Costs Models in Design and Manufacturing of Sand Casting ProductsDocument2 pagesCosts Models in Design and Manufacturing of Sand Casting ProductsSaurav KumarNo ratings yet
- Target Costing ExplainedDocument11 pagesTarget Costing ExplainedRam patharvatNo ratings yet
- Management AccountingDocument5 pagesManagement AccountingKen LunNo ratings yet
- Guide To Manufacturing Cost Estimation DriversDocument24 pagesGuide To Manufacturing Cost Estimation DriversMazareanu GheorghitaNo ratings yet
- RP4 Product and Service DesignDocument7 pagesRP4 Product and Service DesignGerline MaeNo ratings yet
- Tata Nano Target CostingDocument10 pagesTata Nano Target CostingAnumol LawrenceNo ratings yet
- Theory Questions of Advance Management Accounting (CA Final)Document7 pagesTheory Questions of Advance Management Accounting (CA Final)Lawrence Maretlwa33% (3)
- 2014 Icbed 5Document15 pages2014 Icbed 5Beatrice Mae ChuaNo ratings yet
- 16bme0920 VL2019201001233 DaDocument9 pages16bme0920 VL2019201001233 Dashiv wadhwaNo ratings yet
- Jit Production To Reduce Inventory Level-SynopsisDocument5 pagesJit Production To Reduce Inventory Level-SynopsisNageshwar SinghNo ratings yet
- Target and Kaizen Costing in ConstructionDocument7 pagesTarget and Kaizen Costing in ConstructionJordano Bruno MoraesNo ratings yet
- Accn09b Module 1Document5 pagesAccn09b Module 1princess manlangitNo ratings yet
- FOM Chapters 3 and 4Document29 pagesFOM Chapters 3 and 4maylinalorraine23estoyaNo ratings yet
- Cost Analysis For 'Make-Or-Buy' Decisions For Manufacturing IndustriesDocument6 pagesCost Analysis For 'Make-Or-Buy' Decisions For Manufacturing IndustriesxjsddjwefNo ratings yet
- Agile Manufacturing The Drivers Concepts and AttributesDocument11 pagesAgile Manufacturing The Drivers Concepts and AttributesDaniel Pereira Dos SantosNo ratings yet
- Reports On Target Costing in BangladeshDocument98 pagesReports On Target Costing in BangladeshAvijit GhoshNo ratings yet
- Chapter 3 The External Assessment 2024 Part 1Document4 pagesChapter 3 The External Assessment 2024 Part 1Nada AlhenyNo ratings yet
- Ihrm Test Bank ChaptersDocument124 pagesIhrm Test Bank ChaptersNada Alheny100% (1)
- Inventory Costing Methods MCQDocument13 pagesInventory Costing Methods MCQNada AlhenyNo ratings yet
- Quiz 2 - MADocument5 pagesQuiz 2 - MANada AlhenyNo ratings yet
- Chapter 01 Test Bank Cost AccDocument5 pagesChapter 01 Test Bank Cost AccNada AlhenyNo ratings yet
- Assignment 4 Cost AccountingDocument2 pagesAssignment 4 Cost AccountingNada AlhenyNo ratings yet
- Level One: Meeting Customer ExpectationsDocument22 pagesLevel One: Meeting Customer ExpectationsNada AlhenyNo ratings yet
- Tif Chapter 1 Multiple Choice Questions For Your Own StudyDocument14 pagesTif Chapter 1 Multiple Choice Questions For Your Own StudyNada AlhenyNo ratings yet
- Chapter Four RiskDocument15 pagesChapter Four RiskNada AlhenyNo ratings yet
- Tupad Orientation Presentation 2017Document54 pagesTupad Orientation Presentation 2017Anonymous EvbW4o1U7100% (5)
- Foreign Bodies of Air Passages and Food PassageDocument20 pagesForeign Bodies of Air Passages and Food PassageRamli HassanNo ratings yet
- Pulseless Arrest Algorithm For Managing AsystoleDocument1 pagePulseless Arrest Algorithm For Managing AsystoleLady MuffinsNo ratings yet
- 2.2.5 Respiration WorksheetDocument7 pages2.2.5 Respiration WorksheeterikabeltranNo ratings yet
- School Form 2 Daily Attendance Report of Learners For Senior High School (SF2-SHS)Document2 pagesSchool Form 2 Daily Attendance Report of Learners For Senior High School (SF2-SHS)Charly Mint Atamosa IsraelNo ratings yet
- VACCINATION LISTDocument2 pagesVACCINATION LISTRakesh KumarNo ratings yet
- Leave Policy For EmployeesDocument9 pagesLeave Policy For EmployeesMEGHA PALANDENo ratings yet
- Health10 q3 Mod1 Healthtrendsissues v5Document27 pagesHealth10 q3 Mod1 Healthtrendsissues v5Wensyl Mae De GuzmanNo ratings yet
- Drilling Fluid Processing System BrochureDocument20 pagesDrilling Fluid Processing System BrochureazkNo ratings yet
- CONTENTS Final Page For IntroductionDocument78 pagesCONTENTS Final Page For Introductionvarshadh varshaNo ratings yet
- What is Special EducationDocument2 pagesWhat is Special EducationImelda Nantin GarciaNo ratings yet
- Electrometallurgy NptelDocument23 pagesElectrometallurgy NptelChayon MondalNo ratings yet
- Clinton Foundation 2013 IRS Form 990 FiledDocument75 pagesClinton Foundation 2013 IRS Form 990 FiledCitizen WellsNo ratings yet
- Amalgams Qs & AsDocument27 pagesAmalgams Qs & Askaran89No ratings yet
- Irc 097-1987Document10 pagesIrc 097-1987kruttika_apNo ratings yet
- Class 8th syllabus overviewDocument1 pageClass 8th syllabus overviewMuhammad Abdullah KhanNo ratings yet
- Case Study Fire IncidentDocument7 pagesCase Study Fire IncidentD21Sanjana Ubale100% (1)
- Drinking Water Booklet - 05-14-2007Document152 pagesDrinking Water Booklet - 05-14-2007Minos_CoNo ratings yet
- Intro To Psychology Crash Course Psychology 1Document3 pagesIntro To Psychology Crash Course Psychology 1Hahaha YeahNo ratings yet
- Ecb Recovery PlanningDocument20 pagesEcb Recovery PlanningMohamed MostafaNo ratings yet
- Molykote: 111 CompoundDocument2 pagesMolykote: 111 CompoundEcosuministros ColombiaNo ratings yet
- Meniere's Disease and Tinnitus in Nursing PractiseDocument5 pagesMeniere's Disease and Tinnitus in Nursing PractiseLizbeth MarinahNo ratings yet
- Guide To The Cambodian Labour Law (En)Document73 pagesGuide To The Cambodian Labour Law (En)ហួត ភីរុណNo ratings yet
- Surat Sponsorship Merck (Iliadin)Document1 pageSurat Sponsorship Merck (Iliadin)goblok goblokinNo ratings yet
- Fuel System Upgrades For Your QSK-60Document6 pagesFuel System Upgrades For Your QSK-60Josh JonesNo ratings yet
- Dip Zinc 7-Tank ProcessDocument3 pagesDip Zinc 7-Tank ProcessAmit Chauhan100% (1)
- Doctor and Clinical AssistantsDocument2 pagesDoctor and Clinical AssistantsIvan DwiputraNo ratings yet
- SCC50 ManualDocument33 pagesSCC50 ManualJesus Alejandro Cochachin VegaNo ratings yet
- Analiza PESTDocument16 pagesAnaliza PESTIoana Ciobanu100% (1)