You might also like
- Laser DissertationDocument7 pagesLaser DissertationPayForAPaperCanada100% (1)
- Simultaneous Multiwavelength and Pulsed Laser Processing InnovationsDocument17 pagesSimultaneous Multiwavelength and Pulsed Laser Processing InnovationskuruvillacNo ratings yet
- j.optcom.2019.124384Document11 pagesj.optcom.2019.124384liviu9nanoNo ratings yet
- Laser Micromachining Research PaperDocument4 pagesLaser Micromachining Research Paperxwrcmecnd100% (1)
- Laser Processing of Materials: J Dutta Majumdar and I MannaDocument68 pagesLaser Processing of Materials: J Dutta Majumdar and I MannaaliNo ratings yet
- Research Paper On LaserDocument5 pagesResearch Paper On Laserafnhekkghifrbm100% (1)
- (2016) (Malinauskas Et Al) Ultrafast Laser Processing of Materials - From Science To IndustryDocument14 pages(2016) (Malinauskas Et Al) Ultrafast Laser Processing of Materials - From Science To IndustryRenkuReNo ratings yet
- Orazi Et Al - 2021 - Ultrafast Laser Manufacturing - From Physics To Industrial ApplicationsDocument24 pagesOrazi Et Al - 2021 - Ultrafast Laser Manufacturing - From Physics To Industrial ApplicationsJef De ClerckNo ratings yet
- Numerical and Experimental Analysis of Dynamic Process of Laser Ablation Epoxy ResinDocument11 pagesNumerical and Experimental Analysis of Dynamic Process of Laser Ablation Epoxy ResinJerry LinNo ratings yet
- Volume Photoinscription of Glasses Three-DimensionDocument31 pagesVolume Photoinscription of Glasses Three-DimensionMinh VuNo ratings yet
- A Review Femtosecond Laser-Based Processing Methods and Their Applications in Optical Device ManufacturingDocument11 pagesA Review Femtosecond Laser-Based Processing Methods and Their Applications in Optical Device ManufacturingMinh VuNo ratings yet
- Oder Ji 2016Document8 pagesOder Ji 2016HassanNo ratings yet
- Research Paper On Laser TechnologyDocument8 pagesResearch Paper On Laser Technologyafeaynwqz100% (1)
- Review of Laser Doping and Its Applications in Silicon Solar CellsDocument12 pagesReview of Laser Doping and Its Applications in Silicon Solar CellsJIJIN KNo ratings yet
- Laser Shock Peening and Its Applications A ReviewDocument42 pagesLaser Shock Peening and Its Applications A ReviewDamienNo ratings yet
- Journal of Quantitative Spectroscopy & Radiative Transfer: A.V. GusarovDocument15 pagesJournal of Quantitative Spectroscopy & Radiative Transfer: A.V. GusarovСергей БадюкNo ratings yet
- Structuring and Functionalization of Non-MetallicDocument38 pagesStructuring and Functionalization of Non-MetallicLau MartínNo ratings yet
- Applied Surface Science: Mohammad Hossein Mahdieh, Behzad FattahiDocument11 pagesApplied Surface Science: Mohammad Hossein Mahdieh, Behzad FattahiIntenNo ratings yet
- Turan 2017Document8 pagesTuran 2017P SamuelNo ratings yet
- Ganeriwala - (2014) - Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing ProcessesDocument6 pagesGaneriwala - (2014) - Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing ProcessesJesus Ismael Jimenez GarciaNo ratings yet
- 32 Applsci 13 12352Document12 pages32 Applsci 13 12352sylwka.inoNo ratings yet
- Study of Ruby Laser Beam Interaction With Glass: Bojana M. RadojkovićDocument5 pagesStudy of Ruby Laser Beam Interaction With Glass: Bojana M. Radojkovićsama EmadNo ratings yet
- Laser Processing of Materials MANNADocument68 pagesLaser Processing of Materials MANNAfuratnajjarNo ratings yet
- Influence of Power Density and Frequency of The Process of Laser Marking of Steel ProductsDocument6 pagesInfluence of Power Density and Frequency of The Process of Laser Marking of Steel ProductsZASSNo ratings yet
- Sugioka 2017 Progress in Ultrafast Laser ProcessDocument21 pagesSugioka 2017 Progress in Ultrafast Laser Process林北煎包侠No ratings yet
- 1 s2.0 S2214785320382419 MainDocument10 pages1 s2.0 S2214785320382419 MainChockalingamNo ratings yet
- Investigation of The Material Removal Efficiency DDocument7 pagesInvestigation of The Material Removal Efficiency DvfanghelinaNo ratings yet
- 234 Laser Beam MachiningDocument13 pages234 Laser Beam MachiningrrameshsmitNo ratings yet
- tmp9930 TMPDocument16 pagestmp9930 TMPFrontiersNo ratings yet
- Dissertation Laser DiodeDocument5 pagesDissertation Laser DiodeFindSomeoneToWriteMyCollegePaperDesMoines100% (1)
- Raman-XPSDocument8 pagesRaman-XPSAntares757No ratings yet
- Advanced Optical Materials - 2019 - Ako - Dielectrics For Terahertz Metasurfaces Material Selection and FabricationDocument16 pagesAdvanced Optical Materials - 2019 - Ako - Dielectrics For Terahertz Metasurfaces Material Selection and Fabricationrajaram huptaNo ratings yet
- Laser Nano-Manufacturing ReviewDocument21 pagesLaser Nano-Manufacturing ReviewAntony Bazan100% (1)
- Laser Ablation ThesisDocument8 pagesLaser Ablation Thesisdianamezasaltlakecity100% (2)
- A Feedback Control System For Laser Forming: PergamonDocument13 pagesA Feedback Control System For Laser Forming: PergamonHaneen AbdelrahmanNo ratings yet
- Thick-Film and LTCC Passive Components For High-Temperature ElectronicsDocument10 pagesThick-Film and LTCC Passive Components For High-Temperature Electronicssagacious.ali2219No ratings yet
- Research Paper On LasersDocument6 pagesResearch Paper On Lasersgw2xyzw9100% (1)
- Flexible Controls of Terahertz Waves Using Coding and Programmable MetasurfacesDocument13 pagesFlexible Controls of Terahertz Waves Using Coding and Programmable MetasurfacesAnuj SharmaNo ratings yet
- Femtosecond Laser ThesisDocument8 pagesFemtosecond Laser Thesistaniaknappanchorage100% (2)
- 2014 - Applications of Absorption Spectroscopy Using Quantum Cascade LasersDocument13 pages2014 - Applications of Absorption Spectroscopy Using Quantum Cascade LasersputtipongtanNo ratings yet
- Artículos OdontolgíaDocument11 pagesArtículos OdontolgíaGrecia Minerva Abanto FloresNo ratings yet
- Direct Measurements of Laser Absorptivity During Metal Melt Pool Formation Associated With Powder Bed Fusion Additive Manufacturing ProcessesDocument5 pagesDirect Measurements of Laser Absorptivity During Metal Melt Pool Formation Associated With Powder Bed Fusion Additive Manufacturing ProcessesLi KLNo ratings yet
- Fundamentals of Laser Ablation for MicrofluidicsDocument27 pagesFundamentals of Laser Ablation for MicrofluidicsTony DeligiorgisNo ratings yet
- Xu 2020 J. Phys. D Appl. Phys. 53 135109Document9 pagesXu 2020 J. Phys. D Appl. Phys. 53 135109Van HenryNo ratings yet
- Interferometric LithographyDocument18 pagesInterferometric Lithographyp6tzk7No ratings yet
- 1-s2.0-S1359835X1830037X-mainDocument10 pages1-s2.0-S1359835X1830037X-main1711076053No ratings yet
- Laser Cutting Parameters' Effect on HAZDocument6 pagesLaser Cutting Parameters' Effect on HAZHarshad PatelNo ratings yet
- Sciencedirect: Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing ProcessesDocument6 pagesSciencedirect: Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing ProcessesVasantha PrasathNo ratings yet
- PHD Thesis Laser Induced Breakdown SpectrosDocument6 pagesPHD Thesis Laser Induced Breakdown Spectroslizbrowncapecoral100% (2)
- Technical TR Laser WeldingDocument1 pageTechnical TR Laser WeldingFaurica GeorgianaNo ratings yet
- Technical TR Laser WeldingDocument1 pageTechnical TR Laser WeldingFaurica GeorgianaNo ratings yet
- Impact of FLM Thickness in Laser Induced Periodic Structures On Amorphous Si FlmsDocument8 pagesImpact of FLM Thickness in Laser Induced Periodic Structures On Amorphous Si Flms趙睿中No ratings yet
- 1 s2.0 S0143816616303724 MainDocument12 pages1 s2.0 S0143816616303724 MainNorman ZhuNo ratings yet
- Laser Ablation Efficiency of PaintDocument8 pagesLaser Ablation Efficiency of PaintmustafaNo ratings yet
- Surface Plasmon PDFDocument2 pagesSurface Plasmon PDFPatience ImaneNo ratings yet
- Parametric Study and Multi-Criteria Optimization of Laser CladdingDocument20 pagesParametric Study and Multi-Criteria Optimization of Laser CladdingUma MaheshNo ratings yet
- Etching Assisted+Femtosecond+Laser+Modification+of+Hard+Materials Opto Electronic+AdvancesDocument14 pagesEtching Assisted+Femtosecond+Laser+Modification+of+Hard+Materials Opto Electronic+AdvancesHairs InfoNo ratings yet
- Nanomaterials 12 04107 v2Document11 pagesNanomaterials 12 04107 v2mehdi labNo ratings yet
- Breakthroughs in Semiconductor Lasers: Volume 4, Number 2, April 2012Document6 pagesBreakthroughs in Semiconductor Lasers: Volume 4, Number 2, April 2012Mahedi HasanNo ratings yet
- Chapter 4 Duality and Post Optimal AnalysisDocument37 pagesChapter 4 Duality and Post Optimal AnalysisMir Md Mofachel HossainNo ratings yet
- Plaintiff's Original Petition: Uber Ridesharing DefendantDocument8 pagesPlaintiff's Original Petition: Uber Ridesharing DefendantWigingtonRumleyDunnBlairLLPNo ratings yet
- Modern Control Systems Linear Approximation Laplace TransformDocument3 pagesModern Control Systems Linear Approximation Laplace TransformramNo ratings yet
- Investingunplugged PDFDocument225 pagesInvestingunplugged PDFWilliam MercerNo ratings yet
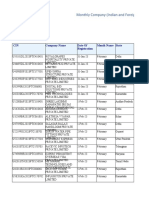
- Monthly-Company (Indian-and-Foreign) - and LLPs-20230301Document724 pagesMonthly-Company (Indian-and-Foreign) - and LLPs-20230301Yogesh Paigude0% (1)
- Q12 KeyDocument3 pagesQ12 KeyMuhammad AbdullahNo ratings yet
- Basic IT Tutorial 2 - No Answer, Candidates Are To Work Out The Answers ThemselveDocument3 pagesBasic IT Tutorial 2 - No Answer, Candidates Are To Work Out The Answers ThemselveTri Le MinhNo ratings yet
- Automatic Transmission System SeminarDocument14 pagesAutomatic Transmission System SeminarAnonymous 2YgIckU0No ratings yet
- Activity#tachometer - MEC 0326.1-2Document4 pagesActivity#tachometer - MEC 0326.1-2MarkJude MorlaNo ratings yet
- Mitchell Board of Education June 26 Meeting AgendaDocument33 pagesMitchell Board of Education June 26 Meeting AgendainforumdocsNo ratings yet
- Example of An Essay CAEDocument3 pagesExample of An Essay CAEJon ArriaranNo ratings yet
- PharmacophoreDocument7 pagesPharmacophoresatheeshpharma6No ratings yet
- Es Q1 WK 3 Module Sep 12 16 2022Document42 pagesEs Q1 WK 3 Module Sep 12 16 2022Vinz AlilingNo ratings yet
- Sand Patch TestDocument5 pagesSand Patch TestgreatpicNo ratings yet
- Discover Haxeflixel FullDocument182 pagesDiscover Haxeflixel FullKristian Macanga100% (3)
- Optical Burst Switching (OBS)Document27 pagesOptical Burst Switching (OBS)adityaNo ratings yet
- Copier CoDocument9 pagesCopier CoHun Yao ChongNo ratings yet
- Tall VarietiesDocument23 pagesTall VarietiessakthivelNo ratings yet
- Notaries Act 1999 rules for Dutch notariesDocument45 pagesNotaries Act 1999 rules for Dutch notariesAnt1603No ratings yet
- BSBPMG534 Task 2 - V2.4Document9 pagesBSBPMG534 Task 2 - V2.4Anoosha MazharNo ratings yet
- Haslinda Mohd Anuar Senior Lecturer School of Law ColgisDocument24 pagesHaslinda Mohd Anuar Senior Lecturer School of Law ColgisSHAHEERANo ratings yet
- Baranda v. GustiloDocument2 pagesBaranda v. GustiloRiena MaeNo ratings yet
- Pilz PNOZ 3 DatasheetDocument5 pagesPilz PNOZ 3 DatasheetIsrael De LeonNo ratings yet
- Branding Strategy Mcvities PDFDocument13 pagesBranding Strategy Mcvities PDFrishab sablokNo ratings yet
- Media Palnning ProcessDocument3 pagesMedia Palnning ProcessSrinivas KumarNo ratings yet
- Citroen C4 Picasso/Grand Picasso BilmetropolenDocument5 pagesCitroen C4 Picasso/Grand Picasso BilmetropolenAlberto Miglino100% (1)
- MD Anderson Medical Oncology 4th Edition 2022Document1,694 pagesMD Anderson Medical Oncology 4th Edition 2022Iskandar414100% (6)
- Yct Rrb Math 2024 (Eng)Document897 pagesYct Rrb Math 2024 (Eng)Digital WorldNo ratings yet
- RTC Order Granting Motion for Execution in Ejectment Case Despite Pending AppealDocument5 pagesRTC Order Granting Motion for Execution in Ejectment Case Despite Pending AppealAmmie AsturiasNo ratings yet
- Unit 7 Chapter 7 International Marketing NotesDocument7 pagesUnit 7 Chapter 7 International Marketing NotesGv HarishNo ratings yet