You might also like
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Hi-Performance Transmissions: Super T10Document20 pagesHi-Performance Transmissions: Super T10Lisa DurdenNo ratings yet
- Dana Driveshaft InstallationDocument24 pagesDana Driveshaft InstallationCAP History Library88% (8)
- 100027D-CRTi Running Procedure PDFDocument9 pages100027D-CRTi Running Procedure PDFAhmed Eid FarhNo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
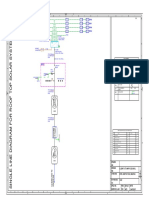
- Riser Diagram PDFDocument1 pageRiser Diagram PDFChristian FloresNo ratings yet
- 5R110 Additional Info 6.15A.2018Document8 pages5R110 Additional Info 6.15A.2018choco84100% (1)
- BH Liner HangerDocument9 pagesBH Liner HangerzhiqianxuNo ratings yet
- 6 Griffith Double Acting Hydraulic Mechanical Drilling Jar Series 431 428 440 441 480 411 437 Operating ManualDocument19 pages6 Griffith Double Acting Hydraulic Mechanical Drilling Jar Series 431 428 440 441 480 411 437 Operating ManualAnonymous F2tu2TrzVtNo ratings yet
- Design of Free Standing WallsDocument12 pagesDesign of Free Standing Wallssaif.mulla0% (1)
- Drill Pipe ConnectionDocument20 pagesDrill Pipe ConnectionAlex Boz75% (4)
- STR-5 STR-7 STR-6: 2Rx1C X 4Sqmm DC Cu - Cable 740voc, 8.7amp Per StringDocument1 pageSTR-5 STR-7 STR-6: 2Rx1C X 4Sqmm DC Cu - Cable 740voc, 8.7amp Per StringSatishKumarMauryaNo ratings yet
- Attention: 6R140 Installation GuideDocument4 pagesAttention: 6R140 Installation GuideAlex Maceira GraterolNo ratings yet
- TCBC-TS Running Manual 2021 Rev ADocument10 pagesTCBC-TS Running Manual 2021 Rev AGouldNo ratings yet
- TCBC-HT Running Manual 2021 Rev BDocument9 pagesTCBC-HT Running Manual 2021 Rev BGould100% (3)
- Type CDG 11 Overcurrent and Earthfault RelayDocument8 pagesType CDG 11 Overcurrent and Earthfault RelayArun KumarNo ratings yet
- Girth Gear InspectionDocument2 pagesGirth Gear Inspectionn_ashok6890390% (2)
- Installation, Assembly and Test Procedure: Kamos Patented Kammprofil GasketDocument16 pagesInstallation, Assembly and Test Procedure: Kamos Patented Kammprofil Gasketjayhuacat7743No ratings yet
- Manual-18 Rotary Side Door ElevatorDocument12 pagesManual-18 Rotary Side Door ElevatorYesid Cruz Yesid Cruz100% (1)
- Data Sheet AgitatorDocument10 pagesData Sheet AgitatorEdi KurniawanNo ratings yet
- Precast FlooringDocument20 pagesPrecast FlooringantonamxNo ratings yet
- CableBolt TDSDocument2 pagesCableBolt TDSMarkusMakuAldoNo ratings yet
- Girth Gear Inspection PDFDocument2 pagesGirth Gear Inspection PDFMohammed g100% (1)
- FSO 300 Thru 700 FSO 750 Thru 1027 FS 750 Thru 1027: Installation InstructionsDocument6 pagesFSO 300 Thru 700 FSO 750 Thru 1027 FS 750 Thru 1027: Installation InstructionsEzequiel CeccarelliNo ratings yet
- General Purpose Overrunning Clutches FRB 400 Through 800: Installation InstructionsDocument4 pagesGeneral Purpose Overrunning Clutches FRB 400 Through 800: Installation InstructionsPedro AbregúNo ratings yet
- Aa1406064 IomDocument9 pagesAa1406064 IomCeledonio HerreraNo ratings yet
- Commissioning Checks of Gear ToothingDocument4 pagesCommissioning Checks of Gear Toothinghumayun121No ratings yet
- Shear Pin ManualDocument9 pagesShear Pin ManualmshamsianNo ratings yet
- TC-SF Running Manual 2021 Rev. EDocument7 pagesTC-SF Running Manual 2021 Rev. EGouldNo ratings yet
- Problem With Disk Pack CouplingDocument4 pagesProblem With Disk Pack CouplingMiguelNo ratings yet
- Dodge DGF Gear Couplings: Instruction ManualDocument2 pagesDodge DGF Gear Couplings: Instruction ManualTony_Black99No ratings yet
- Ipsco Connections Running Manual April2021 FinalDocument26 pagesIpsco Connections Running Manual April2021 FinalsayafadjarNo ratings yet
- Hims Jit Lesson LearnDocument25 pagesHims Jit Lesson LearnFarghud EismethNo ratings yet
- TCPC Running Manual 2019 Rev BDocument10 pagesTCPC Running Manual 2019 Rev BGouldNo ratings yet
- Lgf-432h-Emh-1025 - 490 - 4174 I+m ManualDocument7 pagesLgf-432h-Emh-1025 - 490 - 4174 I+m ManualhansNo ratings yet
- Lgf-432h-Emh-1025 - 490 - 4174 I+m ManualDocument7 pagesLgf-432h-Emh-1025 - 490 - 4174 I+m ManualhansNo ratings yet
- TC-FJ Running Manual 2021 Rev. DDocument9 pagesTC-FJ Running Manual 2021 Rev. DGouldNo ratings yet
- TCPN Running Procedures REV BDocument7 pagesTCPN Running Procedures REV BGouldNo ratings yet
- Mill Wright 1Document56 pagesMill Wright 1balamuruganNo ratings yet
- Dec Pump Assembly Cross Sectional Drawing e Agitator d7868Document11 pagesDec Pump Assembly Cross Sectional Drawing e Agitator d7868GabrielNo ratings yet
- Lovejoy / Sier-Bath: "FSL" Slide Type Coupling Size FSL 2 Thru FSL 7Document3 pagesLovejoy / Sier-Bath: "FSL" Slide Type Coupling Size FSL 2 Thru FSL 7josueNo ratings yet
- Screw Jack CalculationDocument10 pagesScrew Jack CalculationBaris YeltekinNo ratings yet
- LW Scientific ManualDocument4 pagesLW Scientific Manualboris betancourtNo ratings yet
- Drive Shaft Installation InstructionDocument7 pagesDrive Shaft Installation InstructionYonas MuluNo ratings yet
- Installation Sheet: ImportantnoticeDocument2 pagesInstallation Sheet: ImportantnoticeBruce LyndeNo ratings yet
- Lovejoy / Sier-Bath: Installation & Alignment InstructionsDocument2 pagesLovejoy / Sier-Bath: Installation & Alignment Instructionsroyert80No ratings yet
- TENTEC Operator ManualDocument15 pagesTENTEC Operator ManualDeividas BNo ratings yet
- IOM - H-FE High Performance CouplingsDocument12 pagesIOM - H-FE High Performance CouplingsWan DanialNo ratings yet
- RT34 Crawler Tractor DozerDocument5 pagesRT34 Crawler Tractor DozerDawn GavinNo ratings yet
- How To Use This Manual: Type A10Document5 pagesHow To Use This Manual: Type A10dparoNo ratings yet
- RT09 Forward Tipping DumperDocument5 pagesRT09 Forward Tipping DumperDuncanNo ratings yet
- Oil Cooled Distribution Xmer Instruction ManualDocument11 pagesOil Cooled Distribution Xmer Instruction ManualmanorajcvNo ratings yet
- Torque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Document28 pagesTorque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Sagar YadavNo ratings yet
- Installation of PistonDocument3 pagesInstallation of Pistonvijaykumar kulkarniNo ratings yet
- Pmfp1a-001 I 05-10GT HoDocument38 pagesPmfp1a-001 I 05-10GT HoeduardoolarteNo ratings yet
- Motor Instruction Manual: 1 Configuration of PartsDocument2 pagesMotor Instruction Manual: 1 Configuration of PartsjebakumarNo ratings yet
- Motor Instruction Manual: 1 Configuration of PartsDocument2 pagesMotor Instruction Manual: 1 Configuration of PartsjebakumarNo ratings yet
- Tire Change BookletDocument7 pagesTire Change BookletBakariabeYusuphNo ratings yet
- Para-Flex Couplings: Includes ATEX Certified Couplings Instruction ManualDocument4 pagesPara-Flex Couplings: Includes ATEX Certified Couplings Instruction Manualrrobles011No ratings yet
- GM 4L80-E, 4L85-E Vacuum Test Plate Kit: Part NumberDocument8 pagesGM 4L80-E, 4L85-E Vacuum Test Plate Kit: Part NumberДенис ЕфрахимNo ratings yet
- Dmyi 000060Document2 pagesDmyi 000060mohammadfarsiinfoNo ratings yet
- vx136qqdqdm2 SeriesDocument202 pagesvx136qqdqdm2 SeriesjosdiNo ratings yet
- 0620000008Document6 pages0620000008mahsaNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Lating & Seting NippleDocument2 pagesLating & Seting NippleYesid Cruz Yesid CruzNo ratings yet
- FISHING MAGNETS - Fichas GPSDocument17 pagesFISHING MAGNETS - Fichas GPSYesid Cruz Yesid CruzNo ratings yet
- Almacenamiento de TuberiaDocument4 pagesAlmacenamiento de TuberiaYesid Cruz Yesid CruzNo ratings yet
- Plusco190 Pipe Dopes Pipe Storage CompoundDocument1 pagePlusco190 Pipe Dopes Pipe Storage CompoundYesid Cruz Yesid CruzNo ratings yet
- KULIAH4 EC3 Column-Kl PDFDocument27 pagesKULIAH4 EC3 Column-Kl PDFZazliana IzattiNo ratings yet
- Pumptrol FSG Pressure Switch: Simply Smart: Proven, Long Life SwitchesDocument2 pagesPumptrol FSG Pressure Switch: Simply Smart: Proven, Long Life SwitchestmmehtaNo ratings yet
- Low Gas Pressure Regulator: Product HandbookDocument31 pagesLow Gas Pressure Regulator: Product HandbookmanishaliveNo ratings yet
- 4165-4175 Exploded View PDFDocument2 pages4165-4175 Exploded View PDFbatman2054No ratings yet
- H-Beam Catalogue JindalDocument4 pagesH-Beam Catalogue JindalVikram DalalNo ratings yet
- Associate - AgrementDocument3 pagesAssociate - AgrementRasik PatelNo ratings yet
- Operation With Ceramic Membrane Filtration System For DWTP in JapanDocument6 pagesOperation With Ceramic Membrane Filtration System For DWTP in JapanmadithakNo ratings yet
- IITM Thesis FormatDocument18 pagesIITM Thesis FormatAmar NaikNo ratings yet
- Claas Kgaa MBHDocument3 pagesClaas Kgaa MBHRasoolKhadibiNo ratings yet
- Burning of Magnesium in AirDocument12 pagesBurning of Magnesium in AirbigbossNo ratings yet
- 16th National Power Systems ConferenceDocument11 pages16th National Power Systems ConferenceHarish ReddyNo ratings yet
- HPLC ColumnsDocument26 pagesHPLC ColumnsitzamaraNo ratings yet
- Control Theory II - Homework 1-Chapter 1: 1 ProblemsDocument2 pagesControl Theory II - Homework 1-Chapter 1: 1 ProblemsSantiago Orellana CNo ratings yet
- Cavity WallsDocument4 pagesCavity WallsEma MyzunNo ratings yet
- 3.4 Diaphragm WallDocument16 pages3.4 Diaphragm Wallcy stNo ratings yet
- Binocular Hands and Head Tracking Using Projective Joint Probabilistic Data Association FilterDocument50 pagesBinocular Hands and Head Tracking Using Projective Joint Probabilistic Data Association FilterMiyabi MayoNo ratings yet
- Resonant Inductive Coupling PDFDocument2 pagesResonant Inductive Coupling PDFWaqas AyubNo ratings yet
- EIM Load Explanation With An ExampleDocument54 pagesEIM Load Explanation With An ExampleDharani Prasad ChowdaryNo ratings yet
- OMRON - Motion & DrivesDocument64 pagesOMRON - Motion & Drivestanto_deep_15No ratings yet
- NDS-TRS Hydraulic Power UnitDocument40 pagesNDS-TRS Hydraulic Power Unitguadalupe.montejo2683No ratings yet
- A Practical Method For The Assessment of Work-Related Musculoskeletal Risks - Quick Exposure Check (QEC)Document6 pagesA Practical Method For The Assessment of Work-Related Musculoskeletal Risks - Quick Exposure Check (QEC)hildaNo ratings yet
- MBA ProjectDocument5 pagesMBA ProjectNaushad KhanNo ratings yet
- Velocity TrianglesDocument17 pagesVelocity TrianglesRavi Kiran JanaNo ratings yet