You might also like
- TCBC-HT Running Manual 2021 Rev BDocument9 pagesTCBC-HT Running Manual 2021 Rev BGould100% (3)
- TCPC Running Manual 2019 Rev BDocument10 pagesTCPC Running Manual 2019 Rev BGouldNo ratings yet
- TC-SF Running Manual 2021 Rev. EDocument7 pagesTC-SF Running Manual 2021 Rev. EGouldNo ratings yet
- TCBC-TS Running Manual SummaryDocument10 pagesTCBC-TS Running Manual SummaryGouldNo ratings yet
- TCPN Running Procedures REV BDocument7 pagesTCPN Running Procedures REV BGouldNo ratings yet
- Drill Pipe ConnectionDocument20 pagesDrill Pipe ConnectionAlex Boz75% (4)
- Ipsco Connections Running Manual April2021 FinalDocument26 pagesIpsco Connections Running Manual April2021 FinalsayafadjarNo ratings yet
- General Information: Torque SpecificationsDocument3 pagesGeneral Information: Torque SpecificationsLuis TepezanoNo ratings yet
- Belt Tension RequiredDocument2 pagesBelt Tension RequiredJinto A J100% (3)
- Dodge DGF Gear Couplings: Instruction ManualDocument2 pagesDodge DGF Gear Couplings: Instruction ManualTony_Black99No ratings yet
- Lockheed FlarelessDocument20 pagesLockheed FlarelessGazpachoesiNo ratings yet
- QP05-16E Rev.5Document11 pagesQP05-16E Rev.5Cong BuiNo ratings yet
- Manual TenarisDocument28 pagesManual TenarisCamilo Moreno100% (1)
- BVM Corporation Maintenance Manual: Casing Slips "CMSXL"Document5 pagesBVM Corporation Maintenance Manual: Casing Slips "CMSXL"Ali mohammadNo ratings yet
- Conventional Sucker Rod Running Procedure SWIDocument6 pagesConventional Sucker Rod Running Procedure SWIFaruq. MechanicNo ratings yet
- John Crane France High Performance Coupling InstallationDocument15 pagesJohn Crane France High Performance Coupling Installationlubricacion100% (2)
- MI - 5386 - Relays PDFDocument4 pagesMI - 5386 - Relays PDFSudarshan DhumalNo ratings yet
- DENSO COMMON RAIL INJECTOR REPAIR GUIDEDocument22 pagesDENSO COMMON RAIL INJECTOR REPAIR GUIDEMarcoNo ratings yet
- 25F-PRCServ PDFDocument38 pages25F-PRCServ PDFsindelu60No ratings yet
- Tenaris Running Manual 01Document20 pagesTenaris Running Manual 01advantage025No ratings yet
- Dial String Guide DC-3Document95 pagesDial String Guide DC-3Edd Whatley100% (1)
- Quick Couplers Mechanical Hydraulic 068700 PDFDocument26 pagesQuick Couplers Mechanical Hydraulic 068700 PDFSTEVHEN MARTHINNo ratings yet
- 00153-16-August-2021-Vimec-E10-EcoVimec-Lifting-PlatformDocument20 pages00153-16-August-2021-Vimec-E10-EcoVimec-Lifting-Platformmohammed.ranaNo ratings yet
- 70.00.00 Standard Practices - Maintenance ProceduresDocument21 pages70.00.00 Standard Practices - Maintenance ProceduresTimoteo Molina RomeroNo ratings yet
- CB150 Operating Manual T2 (258126)Document13 pagesCB150 Operating Manual T2 (258126)Cesar VellorinNo ratings yet
- Firecharger Installation ADocument10 pagesFirecharger Installation AAugmotorsNo ratings yet
- Install & Maintain Disc CouplingDocument7 pagesInstall & Maintain Disc CouplinghansNo ratings yet
- Lgf-432h-Emh-1025 - 490 - 4174 I+m ManualDocument7 pagesLgf-432h-Emh-1025 - 490 - 4174 I+m ManualhansNo ratings yet
- Repair Manual MP 1Document11 pagesRepair Manual MP 1Tiffany DacinoNo ratings yet
- How It Works - PDF RotaBoltDocument5 pagesHow It Works - PDF RotaBoltaop10468No ratings yet
- OCTG Running and Pulling TpsDocument11 pagesOCTG Running and Pulling Tpskaveh-bahiraeeNo ratings yet
- Carbtune PDFDocument22 pagesCarbtune PDFndmvillocilloNo ratings yet
- TCB Installation Booklet HRCDocument11 pagesTCB Installation Booklet HRCAlexandre FonsecaNo ratings yet
- GPT Installation Instructions - LoresDocument7 pagesGPT Installation Instructions - LoresEWheelerFKNo ratings yet
- 20-1718 Rig Tongs AOTDocument10 pages20-1718 Rig Tongs AOTRahul M.R100% (1)
- Click Wrench RepairDocument31 pagesClick Wrench RepairTu PhamNo ratings yet
- Tabla Tension Correas GatesDocument4 pagesTabla Tension Correas Gatesvibrador0% (1)
- 804Document259 pages804juanNo ratings yet
- Recommended Practice Wedge Lock Flush / Semi Flush ConnectionsDocument7 pagesRecommended Practice Wedge Lock Flush / Semi Flush Connectionszouke2002No ratings yet
- 001-054 Piston and Connecting Rod AssemblyDocument8 pages001-054 Piston and Connecting Rod AssemblyYè WințNo ratings yet
- Rieju MRT 50 (ENGLISH) Workshop ManualDocument75 pagesRieju MRT 50 (ENGLISH) Workshop Manualavista12350% (2)
- API 8 Round 23Document4 pagesAPI 8 Round 23walid ben khedherNo ratings yet
- Smi 292Document28 pagesSmi 292Sourav NandiNo ratings yet
- MODEL 5500 HYDRAULIC TUBING TONG OPERATIONS AND SERVICE MANUALDocument37 pagesMODEL 5500 HYDRAULIC TUBING TONG OPERATIONS AND SERVICE MANUALLucas Lewis0% (3)
- Assembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62Document12 pagesAssembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62rajuajiNo ratings yet
- Tenaris Running Manual 03Document28 pagesTenaris Running Manual 03Dileep KumarNo ratings yet
- 02X7815C0110 Rev03 09-11Document67 pages02X7815C0110 Rev03 09-11tinpenaNo ratings yet
- Manual Soldadura RidwellDocument12 pagesManual Soldadura RidwellPablo MazalanNo ratings yet
- Pages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningDocument2 pagesPages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningRajis Rahim100% (1)
- Oil Based Rig Maintenance ReportDocument12 pagesOil Based Rig Maintenance Reportelmaadawy2002No ratings yet
- Rod Install PDFDocument8 pagesRod Install PDFVeterano del Camino100% (1)
- EZ Torque: Hydraulic Cathead User's ManualDocument35 pagesEZ Torque: Hydraulic Cathead User's ManualJuan Garcia100% (1)
- Installation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt HolesDocument4 pagesInstallation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt Holesquiron2010No ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- Chevelle Performance Projects: 1964-1972From EverandChevelle Performance Projects: 1964-1972Rating: 4.5 out of 5 stars4.5/5 (2)
- Design of A ThickenerDocument3 pagesDesign of A ThickenerHelenette Joy Vergara Cane100% (6)
- Sample Lab Report CinnamaldehydeDocument2 pagesSample Lab Report CinnamaldehydehimalNo ratings yet
- Alluminio TeoriaDocument91 pagesAlluminio TeoriaxypangioNo ratings yet
- Prefabrication IntroductionDocument3 pagesPrefabrication IntroductionGiri ThirthaNo ratings yet
- Huawei DBS3900 Spare Parts CatalogueDocument102 pagesHuawei DBS3900 Spare Parts CatalogueKhalidox SolitaireNo ratings yet
- Iron Ore Final Grinding by HPGR and Air ClassificationDocument20 pagesIron Ore Final Grinding by HPGR and Air ClassificationW ZuoNo ratings yet
- C LanguageDocument135 pagesC LanguageSandeep SandyNo ratings yet
- General ISO Geometrical TolerancesDocument2 pagesGeneral ISO Geometrical TolerancesMaheshNo ratings yet
- Install Guideposts DelineatorsDocument4 pagesInstall Guideposts DelineatorsLWF TripNo ratings yet
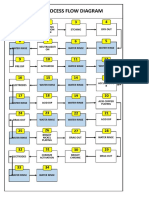
- Plating Process Flow DiagramDocument4 pagesPlating Process Flow DiagramManu SharmaNo ratings yet
- Hydr. System / Hydraulsystem: Fig. 1 of 2Document15 pagesHydr. System / Hydraulsystem: Fig. 1 of 2PABLONo ratings yet
- T61 Service ManualDocument184 pagesT61 Service ManualMrHoleshot55No ratings yet
- Micro 133 Midterm Lecture 2 - IO Interfacing With 8255 & Assembly Language - EditedDocument10 pagesMicro 133 Midterm Lecture 2 - IO Interfacing With 8255 & Assembly Language - EditedKeilla Romabiles LeopandoNo ratings yet
- Design of Slotted Waveguide Antenna for Radar at X-BandDocument3 pagesDesign of Slotted Waveguide Antenna for Radar at X-BandSyed Nazim shahNo ratings yet
- Stabilization and Solidification of Hazardous, Radioactive, and Mixed Wastes PDFDocument391 pagesStabilization and Solidification of Hazardous, Radioactive, and Mixed Wastes PDF김혜인No ratings yet
- Activity 7 Maath 101 Central Tendency For Gouped DataDocument3 pagesActivity 7 Maath 101 Central Tendency For Gouped DataTzietel Ann FloresNo ratings yet
- Filtration Questions)Document8 pagesFiltration Questions)Evan CarniyanNo ratings yet
- Regulate Solar Power Systems 10-30A MPPT Charger ManualDocument3 pagesRegulate Solar Power Systems 10-30A MPPT Charger ManualMaximusDecimus100% (1)
- 10” Osborn Gy-Roll Crusher GuideDocument7 pages10” Osborn Gy-Roll Crusher GuideCarl RichterNo ratings yet
- C.B.S.E Study Material 2 (Unit-1)Document71 pagesC.B.S.E Study Material 2 (Unit-1)vikramkhatri4100% (2)
- UT For Duplex Stainless Steel WeldsDocument5 pagesUT For Duplex Stainless Steel WeldsvsnaiduqcNo ratings yet
- Bias Point Analysis by Hand and in SPICE DescriptionDocument6 pagesBias Point Analysis by Hand and in SPICE DescriptionMit MA0% (1)
- SIPOCDocument7 pagesSIPOCFran JimenezNo ratings yet
- Asia 16 Rodday Hacking A Professional DroneDocument27 pagesAsia 16 Rodday Hacking A Professional DronePrakash ShuklaNo ratings yet
- XAPI6Document370 pagesXAPI6MoulikplNo ratings yet
- Engineering CPWD Analysis of Rates - 1Document571 pagesEngineering CPWD Analysis of Rates - 1javedk_33No ratings yet
- Usermanual 1189007288Document34 pagesUsermanual 1189007288PawełOsadaNo ratings yet
- Study The Structural Behaviour of Ferrocement Beam: UNIMAS E-Journal of Civil EngineeringDocument7 pagesStudy The Structural Behaviour of Ferrocement Beam: UNIMAS E-Journal of Civil EngineeringAnonymous xC6bM4x6U6No ratings yet
- MONLEON, REI JULIAN KYLE T. - Module 3 - Assignment 3 - MT NPBST 11 A1Document5 pagesMONLEON, REI JULIAN KYLE T. - Module 3 - Assignment 3 - MT NPBST 11 A1Christian Felix GuevarraNo ratings yet