You might also like
- Api600 - 602 - 603 & Ibb Gate ValvesDocument11 pagesApi600 - 602 - 603 & Ibb Gate ValvesEugenio GomezNo ratings yet
- Gate - Globe - Check - Strainer - Dual CheckDocument32 pagesGate - Globe - Check - Strainer - Dual CheckSacre EwaNo ratings yet
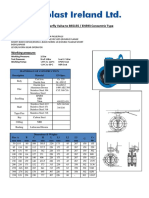
- Butterfly Valves EgeplastDocument4 pagesButterfly Valves EgeplastdsyashankaNo ratings yet
- Mackie 1202-vlz Pro Service ManualDocument12 pagesMackie 1202-vlz Pro Service ManualdimasarenasgonzalezNo ratings yet
- AMRI ISORIA 16 Type Series Booklet DataDocument20 pagesAMRI ISORIA 16 Type Series Booklet Datarudiskw456No ratings yet
- Valves 1234Document13 pagesValves 1234Goutham KSNo ratings yet
- Robotmount: Specified Internationally For The New Arc Welding Robot ARC Mate 100icDocument8 pagesRobotmount: Specified Internationally For The New Arc Welding Robot ARC Mate 100icAsrul Arashi IrdianaNo ratings yet
- A600 T E-2017Document13 pagesA600 T E-2017RezaYulisnaPNNo ratings yet
- Phonic+-+PHP5A P6A P8A 230305 152733Document32 pagesPhonic+-+PHP5A P6A P8A 230305 152733Claúdio CordoniNo ratings yet
- RX20Document8 pagesRX20Keyne MendonçaNo ratings yet
- Hydroo Motors For Submersible Pumps - 6"Document2 pagesHydroo Motors For Submersible Pumps - 6"BearingmanNo ratings yet
- Series LFB6080, LFB6081 Specification SheetDocument2 pagesSeries LFB6080, LFB6081 Specification SheetWattsNo ratings yet
- Type P Cable 092018 - Control - Multi Cond. Unarmored Shielded Website Version Logo WatermarkDocument2 pagesType P Cable 092018 - Control - Multi Cond. Unarmored Shielded Website Version Logo WatermarkSongkunhua SongNo ratings yet
- Ganchos MillerDocument12 pagesGanchos MillerCristian Alonso Gonzalez MolinaNo ratings yet
- J. Irizar & Company LTD: Conventional Tank Turning Rolls, WR SeriesDocument0 pagesJ. Irizar & Company LTD: Conventional Tank Turning Rolls, WR SeriesOdprirodeNo ratings yet
- EN6114Document14 pagesEN6114akayirNo ratings yet
- Preheater PDFDocument2 pagesPreheater PDFAhmadi MunibNo ratings yet
- 20090610144043A ProductsDocument24 pages20090610144043A Productsidontlikeebooks100% (1)
- Various Kinds of API Valves Products ListDocument80 pagesVarious Kinds of API Valves Products ListMOHAMEDNo ratings yet
- Vitas Check Valves Full OpeningDocument4 pagesVitas Check Valves Full OpeningMina MagdyNo ratings yet
- VALVULA CHECK OSCILANTE HakohavDocument1 pageVALVULA CHECK OSCILANTE HakohavDanny VenturaNo ratings yet
- MasterSeries 850 Specification SheetDocument2 pagesMasterSeries 850 Specification SheetFEBCONo ratings yet
- F 706 WDocument1 pageF 706 WAhmed Salah Abd EL-WahedNo ratings yet
- B3887BHF1Document4 pagesB3887BHF1xianmingNo ratings yet
- SG41Document1 pageSG41bhaaskarNo ratings yet
- A700 - T - e DiscontinuedDocument9 pagesA700 - T - e DiscontinuedbschiedelNo ratings yet
- KSB WKLNDocument2 pagesKSB WKLNgangruka0% (1)
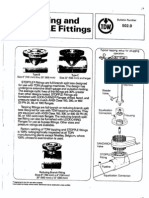
- Hot TappingDocument6 pagesHot TappingbravoalfadeltaNo ratings yet
- Serie A Ba Que AnglaisDocument3 pagesSerie A Ba Que AnglaisAnkur BhargavaNo ratings yet
- Perar Compact Ball ValvesDocument16 pagesPerar Compact Ball ValvesUday GokhaleNo ratings yet
- SB63Document1 pageSB63bhaaskarNo ratings yet
- DECAST CPP Installation Manual 2016.02.10 PDFDocument60 pagesDECAST CPP Installation Manual 2016.02.10 PDFLalitMohanSenapatiNo ratings yet
- Catalogue FSDA 60 HZDocument7 pagesCatalogue FSDA 60 HZAndres Fitria FarrelNo ratings yet
- Faslt 0020 enDocument6 pagesFaslt 0020 enshashikanth79No ratings yet
- Ball Valve Weight For Nutech Control ValveDocument11 pagesBall Valve Weight For Nutech Control Valveanandbhanushali1541991No ratings yet
- F607OTSFP Válvula de Compuerta NibcoDocument1 pageF607OTSFP Válvula de Compuerta NibcoAlberth Rojas CastellanosNo ratings yet
- Application Deep Well Turbine Pumps: Product Introduction 2361.1x/01-10G3Document4 pagesApplication Deep Well Turbine Pumps: Product Introduction 2361.1x/01-10G3FawadNo ratings yet
- Industrial Batteries - Network Power Sonnenschein A600 Premium Quality For Uninterrupted CommunicationDocument16 pagesIndustrial Batteries - Network Power Sonnenschein A600 Premium Quality For Uninterrupted CommunicationglukkerNo ratings yet
- Data Sheet 15-5PH-AMS5659Document2 pagesData Sheet 15-5PH-AMS5659沈家麒No ratings yet
- YL32 Series Four-Column Deep Drawing Hydraulic PressesDocument4 pagesYL32 Series Four-Column Deep Drawing Hydraulic PressesBALANo ratings yet
- OS&Y Gate Valve - Flanged: Model: AOSY-FFDocument1 pageOS&Y Gate Valve - Flanged: Model: AOSY-FFAlberthNo ratings yet
- MasterSeries 860 Specification SheetDocument2 pagesMasterSeries 860 Specification SheetFEBCONo ratings yet
- Revised Offer Consoliadted BOQ-Jio PointDocument9 pagesRevised Offer Consoliadted BOQ-Jio PointPankaj ChaddaNo ratings yet
- Catalog 2009 Only Data - (p56-60)Document23 pagesCatalog 2009 Only Data - (p56-60)Cojocaru LucianNo ratings yet
- Spec Top DriveDocument85 pagesSpec Top DriveahnafNo ratings yet
- Catalogue WP-SDC CCR CE (MID)Document3 pagesCatalogue WP-SDC CCR CE (MID)control1y1segu-65318No ratings yet
- Loading Chute S300Document3 pagesLoading Chute S300CoreloNo ratings yet
- Catalogue ALL COMBINED PDFDocument28 pagesCatalogue ALL COMBINED PDFpradip panthaNo ratings yet
- AFK & AFQ-Series: Axial FanDocument12 pagesAFK & AFQ-Series: Axial FanAngga SenjayaNo ratings yet
- Flow MeterDocument6 pagesFlow MeterYvoSteentjes100% (1)
- Stewart Buchanan Gauges Model 21-42-43SDocument2 pagesStewart Buchanan Gauges Model 21-42-43SNazrul IslamNo ratings yet
- Sonnenschein A600 en BateriasDocument15 pagesSonnenschein A600 en Bateriasgilberto floresNo ratings yet
- Ai Cylinders - Heavyduty PDFDocument15 pagesAi Cylinders - Heavyduty PDFGM HerbalsNo ratings yet
- NKF (Standard Short) : Flanges According To ASME B16.5 / ASME B16.47 SERIES ADocument1 pageNKF (Standard Short) : Flanges According To ASME B16.5 / ASME B16.47 SERIES AVidyasenNo ratings yet
- SpectableBlinds Catalog SingleBlindsSpacersDocument10 pagesSpectableBlinds Catalog SingleBlindsSpacersMohd Hisyamuddin Mohd AminudinNo ratings yet
- WW 800 Engineering English v3Document20 pagesWW 800 Engineering English v3mecanicoNo ratings yet
- Mech Van Catalogue PDFDocument26 pagesMech Van Catalogue PDFVan Nguyen Huu VanNo ratings yet
- Conveyor BeltsDocument22 pagesConveyor BeltsFavorSea Industrial Channel LimitedNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- ASV 10 20 BrochureDocument8 pagesASV 10 20 BrochureThomas Duane DavidsonNo ratings yet
- PulscLine Silencer Product GuideDocument12 pagesPulscLine Silencer Product Guidedaimon_pNo ratings yet
- EPCC05 - 6-3 - Constn - QA-QC Rev 0Document248 pagesEPCC05 - 6-3 - Constn - QA-QC Rev 0Ramesh mudunuri100% (2)
- T109 Maxiprofile KlingerDocument5 pagesT109 Maxiprofile KlingerKashif KaziNo ratings yet
- HMF/A/V/R-02. Hydraulic Motors For Closed and Open Loop OperationDocument44 pagesHMF/A/V/R-02. Hydraulic Motors For Closed and Open Loop OperationhoiNo ratings yet
- Well Testing Product CatalogDocument14 pagesWell Testing Product CatalogYudha Prastya100% (1)
- Iso 27509 2020Document15 pagesIso 27509 2020T KelvinNo ratings yet
- HS372221 26 Pip Iso 0168 0000 1 - Rm01aDocument1 pageHS372221 26 Pip Iso 0168 0000 1 - Rm01aibrahim qasimovNo ratings yet
- CES Business PresentationDocument50 pagesCES Business PresentationGary David CrowhurstNo ratings yet
- Etech EV 50Hz PDFDocument78 pagesEtech EV 50Hz PDFمعين عزامNo ratings yet
- Operating Instructions: BA G298 EN 08.98Document39 pagesOperating Instructions: BA G298 EN 08.98Waris La Joi WakatobiNo ratings yet
- Numbering System & IdentificationDocument50 pagesNumbering System & Identification4uengineerNo ratings yet
- Tal Wsa PNG Iso 1PGW063402 - 00 - A01 - 00Document1 pageTal Wsa PNG Iso 1PGW063402 - 00 - A01 - 00Deborah Jasmine Saldarriaga CrisantoNo ratings yet
- 2013 Asian Diesel ApplicationDocument752 pages2013 Asian Diesel ApplicationVicken100% (4)
- 03 PipspecsDocument24 pages03 PipspecsPoonam AshwinNo ratings yet
- SaddleDocument66 pagesSaddleJamil AhmedNo ratings yet
- A9 HBR-01-GSX-MEC-DTS-0002 Rev B2Document9 pagesA9 HBR-01-GSX-MEC-DTS-0002 Rev B2ahmed.njahNo ratings yet
- R/F - 150Lb Rating Cast Y'-Type Strainer: SDD/YFL/R15/STLDocument1 pageR/F - 150Lb Rating Cast Y'-Type Strainer: SDD/YFL/R15/STLNagLakshmananNo ratings yet
- Fabrication Erection Installation Procedure For Piping PDFDocument35 pagesFabrication Erection Installation Procedure For Piping PDFTaofiq100% (1)
- Asme Viii Pressure Vessels Full English 1Document5 pagesAsme Viii Pressure Vessels Full English 1Sterling100% (1)
- 4E Iron Valves CatalogueDocument9 pages4E Iron Valves CatalogueGuillermo de la Fuente SantiagoNo ratings yet
- Schedule C - Attachment I Pricing Attachment IDocument142 pagesSchedule C - Attachment I Pricing Attachment Ixue jun xiangNo ratings yet
- Manual Helix-VDocument32 pagesManual Helix-VHans GAGO GUTIERREZNo ratings yet
- Euler SS For Steam CatalogueDocument12 pagesEuler SS For Steam CatalogueMohamed Saad EldinNo ratings yet
- EGP3-03.20 Technical Requirements For Piping ComponentsDocument31 pagesEGP3-03.20 Technical Requirements For Piping ComponentsMathias OnosemuodeNo ratings yet
- Balanced Bellows Type Pressure Relief Valve NumbersDocument17 pagesBalanced Bellows Type Pressure Relief Valve NumbersswatkoolNo ratings yet
- Valves S&S B Series 8-Inch Globe: Instruction ManualDocument12 pagesValves S&S B Series 8-Inch Globe: Instruction ManualpedroNo ratings yet
- Resume 10201Document14 pagesResume 10201nicko.arya.dharmaNo ratings yet
- SP94 03 PDFDocument24 pagesSP94 03 PDFgooseNo ratings yet
- Sec DPSDocument542 pagesSec DPSganeshakceNo ratings yet