You might also like
- Arduino Programming Step by Step Guide To Mastering Arduino Hardware and SoftwareDocument109 pagesArduino Programming Step by Step Guide To Mastering Arduino Hardware and SoftwareMohan100% (3)
- Genesis Repair Manual EngDocument24 pagesGenesis Repair Manual EngMatthew HartrickNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Bearing Installation ProcedureDocument6 pagesBearing Installation ProcedureHamad KhaledNo ratings yet
- Item Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)Document11 pagesItem Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)pearl nojokeNo ratings yet
- Torque SpecificationsDocument50 pagesTorque SpecificationsNilton sergio gomes lins100% (1)
- Cat General Torque Specifications PDFDocument48 pagesCat General Torque Specifications PDFAlaudin Awang Xwijaya0% (1)
- Manual de Torques CaterpillarDocument48 pagesManual de Torques CaterpillarJohn Calfuan Alfaro50% (2)
- V - Belt BandoDocument12 pagesV - Belt BandoEko Wibowo100% (1)
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461No ratings yet
- Conveyor Belt Maintenance Manual 2010Document46 pagesConveyor Belt Maintenance Manual 2010paul_lesberg100% (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Unit 5 EstándarDocument2 pagesUnit 5 EstándardechillbroNo ratings yet
- RTR Piping Inspection GuideDocument17 pagesRTR Piping Inspection GuideFlorante NoblezaNo ratings yet
- M-S-215 Static Cone PenetrometerDocument4 pagesM-S-215 Static Cone PenetrometerJunpieter GultomNo ratings yet
- Bearing Failures-1Document25 pagesBearing Failures-1huseyin100% (1)
- Basic Oil AnalysisDocument32 pagesBasic Oil AnalysishuseyinNo ratings yet
- 690 06 Fenner Taper Lock InstallationDocument1 page690 06 Fenner Taper Lock InstallationManhar PanchalNo ratings yet
- Prensa Kurt D688Document17 pagesPrensa Kurt D688Arnulfo Larragoitia Martinez100% (1)
- Installation and Removal of Q.D. and Taper Lock Bushings: Exercise E223-S05-EXR-RV1.wpdDocument7 pagesInstallation and Removal of Q.D. and Taper Lock Bushings: Exercise E223-S05-EXR-RV1.wpdirawan malikNo ratings yet
- Poseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Document10 pagesPoseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Marlon Alejandro Arboleda TapiaNo ratings yet
- VDL Service ManualDocument13 pagesVDL Service ManualSergio Martín BrionesNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- B-02 Mechnical Seal For SBPO LubeDocument8 pagesB-02 Mechnical Seal For SBPO LubeMarvin DuarteNo ratings yet
- BR3 007 ManualDocument5 pagesBR3 007 ManualRodrigo Jechéla BarriosNo ratings yet
- SV-860 Rev02Document41 pagesSV-860 Rev02Amjad HossenNo ratings yet
- BR3 001 - Rex 2000,3000,5000,9000 Series Roller BearDocument5 pagesBR3 001 - Rex 2000,3000,5000,9000 Series Roller BearRodrigo Jechéla BarriosNo ratings yet
- Installation and Maintenance Guide for Bibby Torque LimitersDocument13 pagesInstallation and Maintenance Guide for Bibby Torque LimitersAmirmasoudNo ratings yet
- Fkirons Halo ManualDocument6 pagesFkirons Halo ManualEmanuel avalos riosNo ratings yet
- Change Procedure of Hub BearingsDocument4 pagesChange Procedure of Hub BearingsRadu DumbravaNo ratings yet
- FIS116_EN_A5.pdfDocument4 pagesFIS116_EN_A5.pdfroyert8No ratings yet
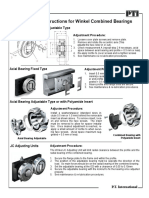
- Winkel Bearing Adjustment Re Lube Instructions 0719Document2 pagesWinkel Bearing Adjustment Re Lube Instructions 0719huseyinNo ratings yet
- 40 90 Mechanical Seal Kits SWIDocument2 pages40 90 Mechanical Seal Kits SWIWong DaNo ratings yet
- CAT Torque Specifications General InformationDocument2 pagesCAT Torque Specifications General InformationSergeyNo ratings yet
- 23152 CCK_W33 - Mounting -_ Withdrawal sleeve -_ Hydraulic mounting -_ Drive-up method without oil injectionDocument11 pages23152 CCK_W33 - Mounting -_ Withdrawal sleeve -_ Hydraulic mounting -_ Drive-up method without oil injectionpmf engineering limitedNo ratings yet
- Flowserve Pusher Seal ManualDocument16 pagesFlowserve Pusher Seal ManualNikhil Princeton AndradeNo ratings yet
- General Information: Torque SpecificationsDocument3 pagesGeneral Information: Torque SpecificationsLuis TepezanoNo ratings yet
- RTL Sleevoil Instruction Manual 499970Document11 pagesRTL Sleevoil Instruction Manual 499970गुंजन सिन्हाNo ratings yet
- 23152 CCK_W33 - Mounting -_ Withdrawal sleeve -_ Hydraulic mounting -_ Drive-up method with oil injectionDocument12 pages23152 CCK_W33 - Mounting -_ Withdrawal sleeve -_ Hydraulic mounting -_ Drive-up method with oil injectionpmf engineering limitedNo ratings yet
- General InformationDocument7 pagesGeneral InformationRobert SantiagoNo ratings yet
- Connecting Rod MaintenanceDocument3 pagesConnecting Rod MaintenanceDIEGO YECID MILLAN MENDOZANo ratings yet
- Hyponic InstallationDocument7 pagesHyponic InstallationDeMen NguyenNo ratings yet
- RINGSPANN InstallationInstructions-RLK200Document5 pagesRINGSPANN InstallationInstructions-RLK200Izzi Al-AkbarNo ratings yet
- How To Service Your Transmission Shift PinsDocument7 pagesHow To Service Your Transmission Shift PinswardofNo ratings yet
- Bearing Mounting Procedure: (Page 1 of 6)Document6 pagesBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGNo ratings yet
- Instruction Manual: Internal Gear PumpDocument16 pagesInstruction Manual: Internal Gear PumpGrosu DanutNo ratings yet
- Trailer Buddy VaultDocument10 pagesTrailer Buddy VaultjeffNo ratings yet
- rd-m592 2Document1 pagerd-m592 2faizgpNo ratings yet
- Hilliard Flame Clutch InstallationDocument4 pagesHilliard Flame Clutch InstallationDavid CarsonNo ratings yet
- 23152 CCK_W33 - Mounting -_ Withdrawal sleeve -_ Mechanical mountingDocument14 pages23152 CCK_W33 - Mounting -_ Withdrawal sleeve -_ Mechanical mountingpmf engineering limitedNo ratings yet
- Model MS ManualsDocument15 pagesModel MS ManualsbarrettshawnNo ratings yet
- Modification of The Feed ShaftDocument1 pageModification of The Feed Shaftnhatnguyen101No ratings yet
- Installation Procedure - RFN 7012Document3 pagesInstallation Procedure - RFN 7012Barry ChungNo ratings yet
- Fis190 en A5Document8 pagesFis190 en A5andhucaosNo ratings yet
- Hammer Mill ManualDocument20 pagesHammer Mill Manualdatnguyen789jNo ratings yet
- Tap SPDOpInstDocument6 pagesTap SPDOpInstjschaudtNo ratings yet
- Rear SealDocument9 pagesRear SealHammad Uddin JamilyNo ratings yet
- SPL U Joint Service Guide PDFDocument2 pagesSPL U Joint Service Guide PDFLeonardo PeñalozaNo ratings yet
- Korando B4 D0 NJDocument10 pagesKorando B4 D0 NJlink2ndNo ratings yet
- Fin FanDocument4 pagesFin FanPuchit SpkNo ratings yet
- TENSIONER INSTALL 233BDocument2 pagesTENSIONER INSTALL 233BCarlos Lara CastroNo ratings yet
- SI 6PZRA 003 ENG - v1 - m56577569830677284Document1 pageSI 6PZRA 003 ENG - v1 - m56577569830677284lirch5No ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- Technical guide cardan shaftsDocument6 pagesTechnical guide cardan shaftsEdwin FontechaNo ratings yet
- Winkel Bearing Adjustment Re Lube Instructions 0719Document2 pagesWinkel Bearing Adjustment Re Lube Instructions 0719huseyinNo ratings yet
- Mli Nov Dec 2022Document40 pagesMli Nov Dec 2022huseyinNo ratings yet
- Comprehensive Maintenance Techniques and AnalysisDocument34 pagesComprehensive Maintenance Techniques and AnalysisFarhan Hyder SyedNo ratings yet
- Basics of Oil AnalysisDocument17 pagesBasics of Oil AnalysisMthobisi DladlaNo ratings yet
- Heatless Desiccant Dryers Bochure A4Document8 pagesHeatless Desiccant Dryers Bochure A4rodonganjaya22No ratings yet
- IAEA TECDOC-1590 Application of Reliability Centred Maintenance To Optimize Operation and Maintenance in Nuclear Power PlantsDocument94 pagesIAEA TECDOC-1590 Application of Reliability Centred Maintenance To Optimize Operation and Maintenance in Nuclear Power PlantsMarino ValisiNo ratings yet
- Eich Split Bearing Instruction Manual 07 19Document5 pagesEich Split Bearing Instruction Manual 07 19huseyinNo ratings yet
- AMS Suite: Machinery Health Manager: MHM-97498, Rev 2 November 2014Document15 pagesAMS Suite: Machinery Health Manager: MHM-97498, Rev 2 November 2014favi89No ratings yet
- R 90-160 IU Operation & Maintenance July 2007 Rev.ADocument56 pagesR 90-160 IU Operation & Maintenance July 2007 Rev.AhuseyinNo ratings yet
- Great Job GAPetfoods.Document1 pageGreat Job GAPetfoods.huseyinNo ratings yet
- Fan TroubleshootingDocument7 pagesFan TroubleshootingMahmood ZizoNo ratings yet
- Why ERP Implementation Fails: Check List 1: Diagnostic PhaseDocument8 pagesWhy ERP Implementation Fails: Check List 1: Diagnostic PhasehuseyinNo ratings yet
- Sae Standard Ja1011Document1 pageSae Standard Ja1011huseyinNo ratings yet
- Ferrography - PosterDocument1 pageFerrography - PosterhuseyinNo ratings yet
- Torque Tightening Best Practice Guidance Online Training BrochureDocument4 pagesTorque Tightening Best Practice Guidance Online Training BrochureIrtiza ZafarNo ratings yet
- Bearing Current in VFD Fed MotorDocument24 pagesBearing Current in VFD Fed Motormarn-in2501No ratings yet
- Glossary of Reliability Terms and DefinitionsDocument45 pagesGlossary of Reliability Terms and DefinitionshuseyinNo ratings yet
- How To Build Your Credibility As A Consultant - F.MoosaDocument7 pagesHow To Build Your Credibility As A Consultant - F.MoosahuseyinNo ratings yet
- Flange Sealing Guide - EN PDFDocument64 pagesFlange Sealing Guide - EN PDFAli AlizadehNo ratings yet
- Fast and Reliable: Handheld TympanometerDocument4 pagesFast and Reliable: Handheld TympanometersermedNo ratings yet
- Kidney, bladder & prostate pathology slides explainedDocument20 pagesKidney, bladder & prostate pathology slides explainedNisrina Nur AzisahNo ratings yet
- Curriculam VitaeDocument3 pagesCurriculam Vitaeharsha ShendeNo ratings yet
- Qcs 2010 Section 13 Part 3 Accessories PDFDocument3 pagesQcs 2010 Section 13 Part 3 Accessories PDFbryanpastor106No ratings yet
- Annual Report 18Document363 pagesAnnual Report 18Safeer UllahNo ratings yet
- Unit 2 - Chapter 04 - Working With FormsDocument24 pagesUnit 2 - Chapter 04 - Working With FormsSnr Berel ShepherdNo ratings yet
- 4) April 2023 Current AffairsDocument24 pages4) April 2023 Current AffairsPicturesque vibrant shadesNo ratings yet
- 9284 - Technical Instruction Addenum 3 Corrigendum 2Document5 pages9284 - Technical Instruction Addenum 3 Corrigendum 2Bambang HerimantoNo ratings yet
- 2 Both Texts, and Then Answer Question 1 On The Question Paper. Text A: Esports in The Olympic Games?Document2 pages2 Both Texts, and Then Answer Question 1 On The Question Paper. Text A: Esports in The Olympic Games?...No ratings yet
- 01 The-Mckinsey-Edge-Hattori-En-26154Document5 pages01 The-Mckinsey-Edge-Hattori-En-26154Waqar AhmedNo ratings yet
- PathFit 1 (Lessons)Document10 pagesPathFit 1 (Lessons)Patawaran, Myka R.No ratings yet
- Consumer Behavior PP Chapter 4Document36 pagesConsumer Behavior PP Chapter 4tuongvyvyNo ratings yet
- Comparative Media SystemsDocument10 pagesComparative Media SystemsJoram MutwiriNo ratings yet
- Introduction To Drug DiscoveryDocument45 pagesIntroduction To Drug Discoveryachsanuddin100% (5)
- Classification of AnimalsDocument6 pagesClassification of Animalsapi-282695651No ratings yet
- My Watch Runs WildDocument3 pagesMy Watch Runs WildLarissa SnozovaNo ratings yet
- Plant Chicago 2Document4 pagesPlant Chicago 2api-321978505No ratings yet
- Assessmentof Safety Cultureand Maturityin Mining Environments Caseof Njuli QuarryDocument12 pagesAssessmentof Safety Cultureand Maturityin Mining Environments Caseof Njuli QuarryAbdurrohman AabNo ratings yet
- The Mysteries of Plato: Lunar NotebookDocument2 pagesThe Mysteries of Plato: Lunar NotebookDavor BatesNo ratings yet
- Gen 001 Sas 4Document4 pagesGen 001 Sas 4Michael MarzonNo ratings yet
- Frequently Asked Questions About Ailunce HD1: Where Can Find HD1 Software & Firmware?Document5 pagesFrequently Asked Questions About Ailunce HD1: Where Can Find HD1 Software & Firmware?Eric Contra Color0% (1)
- Summarised Maths Notes (Neilab Osman)Document37 pagesSummarised Maths Notes (Neilab Osman)dubravko_akmacicNo ratings yet
- Atomic Structure QuestionsDocument1 pageAtomic Structure QuestionsJames MungallNo ratings yet
- Malabsorption and Elimination DisordersDocument120 pagesMalabsorption and Elimination DisordersBeBs jai SelasorNo ratings yet
- Analects of A.T. Still-Nature Quotes-UnboundedDocument8 pagesAnalects of A.T. Still-Nature Quotes-UnboundedBruno OliveiraNo ratings yet
- Covid 19 PDFDocument117 pagesCovid 19 PDFvicky anandNo ratings yet
- Bài tập tiếng Anh 12 (Reading)Document7 pagesBài tập tiếng Anh 12 (Reading)Minh AnhNo ratings yet