Professional Documents
Culture Documents
TC Series Cone Crusher: Installation, Operation and Maintenance Manual
Uploaded by
Homer Edy Armas CalixtoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
TC Series Cone Crusher: Installation, Operation and Maintenance Manual
Uploaded by
Homer Edy Armas CalixtoCopyright:
Available Formats
Original Instructions
Trio®
TC Series Cone Crusher
Installation, Operation and Maintenance Manual Minerals
Cover Page
www.global.weir
Copyright © 2020, Copyright © 2020, Weir Slurry Group, Inc. Trio® is a registered trademark of Weir Slurry Group, Inc. Weir Slurry Group, Inc. (“the Company”) is the owner of the copyright and all
confidential information in this document.The document may contain information that is private, confidential and/or privileged. The document must not be copied in whole or in part, in any form or by any
means, and the information in it must not be disclosed to any person, or used for any purpose other than the specific purpose for which it has been provided, without the prior written consent of the
Company.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT
Document No.: DOC-07-000399 13/3/20 Revision 0
Trio®
TC Series Cone Crusher
Installation, Operation and Maintenance Manual Minerals
Project Information
Page i UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio®
TC Series Cone Crusher
Installation, Operation and Maintenance Manual Minerals
Revision Page
Revision Description Reviewed Authorized Date
Rev 0 Draft Release Randy Miller CTG 13 March, 2020
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page ii
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®
TC Series Cone Crusher
Installation, Operation and Maintenance Manual Minerals
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page iii UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher
Table of Contents
1 Introduction ............................................................................................................................1-1
1.1 Scope of the Manual ..................................................................................................................................... 1-1
1.2 Intended Audience ........................................................................................................................................ 1-1
1.3 Disclaimer ..................................................................................................................................................... 1-1
1.4 Overview of the IOM manual ........................................................................................................................ 1-2
1.5 Contact Information....................................................................................................................................... 1-2
1.6 Glossary of Acronyms ................................................................................................................................... 1-3
2 Safety.......................................................................................................................................2-1
2.1 Safety Symbols ............................................................................................................................................. 2-1
2.2 Safety Signs and Icons on the Equipment .................................................................................................... 2-1
2.3 Personnel Safety........................................................................................................................................... 2-4
2.3.1 Management Responsibilities..................................................................................................... 2-4
2.3.2 Operator Responsibilities ........................................................................................................... 2-5
2.3.3 Work Area Safety........................................................................................................................ 2-6
2.3.4 Equipment and Tools ................................................................................................................. 2-6
2.3.5 Training and Knowledge ............................................................................................................ 2-7
2.4 Plant Safety................................................................................................................................................... 2-7
2.5 General Safety ............................................................................................................................................ 2-13
2.6 Qualified Workers ....................................................................................................................................... 2-13
2.7 Markings and Approvals.............................................................................................................................. 2-13
2.8 Safety Equipment........................................................................................................................................ 2-13
2.9 Fire-Fighting................................................................................................................................................ 2-14
2.10 Emergency Procedures .............................................................................................................................. 2-14
2.11 Lock Out, Tag Out and Try Out ................................................................................................................... 2-14
2.11.1 When is Lock Out, Tag Out and Try Out required?................................................................... 2-14
2.11.2 Who must apply a Lock Out, Tag Out and Try Out? ................................................................. 2-14
2.11.3 When can a Lock Out, Tag Out and Try Out be removed?....................................................... 2-14
2.11.4 Who can remove a Lock Out, Tag Out and Try Out?................................................................ 2-15
2.12 Installation Safety........................................................................................................................................ 2-15
2.13 Control System Safety ................................................................................................................................ 2-16
2.13.1 Electrical safe work................................................................................................................... 2-17
3 Technical Data ........................................................................................................................3-1
3.1 Cone Crusher Serial Number........................................................................................................................ 3-1
3.2 Cone Crusher Dimensions............................................................................................................................ 3-1
4 Description..............................................................................................................................4-1
4.1 Cone Crusher Introduction............................................................................................................................ 4-1
4.2 Cone Crusher Components .......................................................................................................................... 4-2
4.2.1 Cone Crusher Dimensions ......................................................................................................... 4-5
4.2.2 Cone Crusher Typical Physical Properties ............................................................................... 4-5
4.2.3 Cone Crusher Components Weight............................................................................................ 4-6
4.2.4 Cone Crusher Drive Configuration ............................................................................................. 4-6
4.2.5 Capacity Chart (TPH) ................................................................................................................. 4-7
4.2.6 Typical Physical Properties......................................................................................................... 4-8
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page iv
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher
4.2.7 Cone Crusher Auxiliary Equipment............................................................................................. 4-9
4.2.8 Cone Crusher Lubrication Power Unit (LPU)............................................................................ 4-10
4.2.9 Cone Crusher Hydraulic Power Unit (HPU).............................................................................. 4-10
5 Transport and Storage ...........................................................................................................5-1
5.1 General ......................................................................................................................................................... 5-1
5.2 Transportation............................................................................................................................................... 5-1
5.2.1 Transport Safety ......................................................................................................................... 5-1
5.2.2 Chain of Responsibility ............................................................................................................... 5-1
5.2.3 Load Restraint ............................................................................................................................ 5-2
5.2.4 Cone Crusher Transportation .................................................................................................... 5-3
5.3 Crusher Storage............................................................................................................................................ 5-4
5.4 Lubrication Power Unit and Hydraulic Power Unit Storage........................................................................... 5-5
6 Installation of Crusher ...........................................................................................................6-1
6.1 General Information ...................................................................................................................................... 6-1
6.2 Receiving and Inspection.............................................................................................................................. 6-1
6.3 Installation Requirements ............................................................................................................................. 6-1
6.3.1 Installing Crusher to a Steel Structure or Grouting to a Concrete Foundation .......................... 6-2
6.3.2 Mounting Drive Motor ................................................................................................................. 6-4
6.4 Machinery Installed onto a Skid, Mobile or Portable Unit ............................................................................. 6-4
6.5 Position ......................................................................................................................................................... 6-4
6.6 Level Requirements ...................................................................................................................................... 6-4
6.7 Lifting Requirements ..................................................................................................................................... 6-5
6.8 Feed Arrangement ........................................................................................................................................ 6-5
6.9 Discharge Arrangement ................................................................................................................................ 6-6
6.10 Drive System................................................................................................................................................. 6-6
6.10.1 V-belt Drive ................................................................................................................................. 6-6
6.11 Motor............................................................................................................................................................. 6-7
6.12 Piping Information ......................................................................................................................................... 6-7
6.13 Installation..................................................................................................................................................... 6-8
6.13.1 Countershaft Assembly Installation into the Mainframe.............................................................. 6-9
6.13.2 Eccentric Assembly Installation ................................................................................................ 6-10
6.13.3 Socket Assembly Installation .....................................................................................................6-11
6.13.3.1 Socket Installation .....................................................................................................................6-11
6.13.3.2 Socket Liner Installation ........................................................................................................... 6-12
6.13.3.3 Socket Sealing Ring Installation ............................................................................................... 6-15
6.13.4 Head Assembly Installation ...................................................................................................... 6-16
6.13.5 Upper Assembly Installation ..................................................................................................... 6-17
6.13.6 Bowl Assembly Installation ....................................................................................................... 6-18
6.13.7 Tramp Release Cylinder Installation......................................................................................... 6-19
7 Lubrication Power Unit (LPU) ...............................................................................................7-1
7.1 General Information ...................................................................................................................................... 7-1
7.2 Receiving and Inspection.............................................................................................................................. 7-1
7.3 Level Requirements ...................................................................................................................................... 7-1
7.4 Lifting Requirements ..................................................................................................................................... 7-2
Page v UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher
7.4.1 Forklifting .................................................................................................................................... 7-3
7.4.2 Overhead Lifting (Crane or Hoist)............................................................................................... 7-4
7.4.3 Lifting Sling ................................................................................................................................. 7-4
7.5 Lubrication System Unit Installation.............................................................................................................. 7-5
7.5.1 Requirement ............................................................................................................................... 7-5
7.5.2 Installation .................................................................................................................................. 7-5
7.5.3 Countershaft Box Pressure Line Connection ............................................................................. 7-6
7.5.4 Lubrication System Unit Settings & Adjustment ......................................................................... 7-6
7.5.5 Test Safeties ............................................................................................................................... 7-8
7.6 TC36, TC51, TC66 & TC84X LPU Dimensions .......................................................................................... 7-10
7.7 TC36,TC51, TC66 & TC84X LPU Components...........................................................................................7-11
7.8 LPU Specifications...................................................................................................................................... 7-12
7.9 Lubrication Oil Level ................................................................................................................................... 7-12
7.10 Lubricant ..................................................................................................................................................... 7-13
7.11 Start-Up....................................................................................................................................................... 7-13
7.12 Safety Interlocks ......................................................................................................................................... 7-13
7.13 Lubricant Oil Temperature And Pressure In Crusher .................................................................................. 7-15
7.14 Recommendations ...................................................................................................................................... 7-15
7.15 Lubrication Sensors (Optional) ................................................................................................................... 7-15
7.16 Lubrication Schematics............................................................................................................................... 7-16
7.16.1 TC36 Standard Lubrication Schematic .................................................................................... 7-16
7.16.2 TC36 Automatic Lubrication Schematic.................................................................................... 7-18
7.16.3 TC51 Standard Lubrication Schematic..................................................................................... 7-20
7.16.4 TC51 Automatic Lubrication Schematic.................................................................................... 7-22
7.16.5 TC66 Standard Lubrication Schematic..................................................................................... 7-24
7.16.6 TC66 Automatic Lubrication Schematic .......................................................................... 7-26
7.16.7 TC84X Standard Lubrication Schematic .................................................................................. 7-28
7.16.8 TC84X Automatic Lubrication Schematic ................................................................................. 7-30
7.17 Lubrication Unit Layout with Sensors (Optional)......................................................................................... 7-32
7.18 LPU and Crusher Connections ................................................................................................................... 7-33
7.19 Lubrication Sensor Location (Optional)....................................................................................................... 7-34
8 Hydraulic Power Unit (HPU) ..................................................................................................8-1
8.1 Introduction ................................................................................................................................................... 8-1
8.2 Receiving and Inspection.............................................................................................................................. 8-1
8.3 Level Requirements ...................................................................................................................................... 8-1
8.4 Lifting Requirements ..................................................................................................................................... 8-2
8.4.1 Forklifting .................................................................................................................................... 8-3
8.4.2 Overhead Lifting (Crane or Hoist)............................................................................................... 8-3
8.4.3 Lifting Sling ................................................................................................................................. 8-4
8.5 Hydraulic Oil Specification ............................................................................................................................ 8-5
8.6 HPU Installation ............................................................................................................................................ 8-5
8.7 Operation of Power Unit................................................................................................................................ 8-5
8.8 Standard HPU Components ......................................................................................................................... 8-6
8.9 Automatic HPU Components ........................................................................................................................ 8-7
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page vi
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher
8.10 Hydraulic Schematic ..................................................................................................................................... 8-8
8.10.1 TC36, TC51 & TC66 Standard Hydraulic Schematic.................................................................. 8-8
8.10.2 TC36, TC51 & TC66 Automatic Hydraulic Schematic .............................................................. 8-10
8.10.3 TC84X Standard Hydraulic Schematic ..................................................................................... 8-12
8.10.4 TC84X Automatic Hydraulic Schematic.................................................................................... 8-14
8.10.5 Valve Logic Reference.............................................................................................................. 8-16
8.10.6 HPU Tank Oil Level .................................................................................................................. 8-16
8.11 TC36, TC51 & TC66 Hydraulic Power Unit Dimensions ............................................................................. 8-17
8.12 TC84X Hydraulic Power Unit Dimensions .................................................................................................. 8-18
8.13 TC36, TC51, TC66 & TC84X HPU Dimensions.......................................................................................... 8-19
8.14 TC36, TC51, TC66 & TC84X HPU Parameters .......................................................................................... 8-19
8.15 Hydraulic Hose Connection To Crusher...................................................................................................... 8-20
8.15.1 HPU Manifold Ports Details ...................................................................................................... 8-21
8.16 TC36 Hydraulic Pressure Settings.............................................................................................................. 8-22
8.17 TC51 Hydraulic Pressure Settings.............................................................................................................. 8-22
8.18 TC66 Hydraulic Pressure Settings.............................................................................................................. 8-22
8.19 TC84X Hydraulic Pressure Settings ........................................................................................................... 8-23
8.20 TC84X Inter Locks ...................................................................................................................................... 8-23
8.21 HPU Sensor Location (Optional)................................................................................................................. 8-24
8.22 Hydraulic Troubleshooting .......................................................................................................................... 8-25
9 Control System.......................................................................................................................9-1
9.1 Control System Architecture ......................................................................................................................... 9-1
9.1.1 Primary Panel (PP)..................................................................................................................... 9-1
9.1.2 Lubrication Power Unit (LPU) ..................................................................................................... 9-1
9.1.3 Hydraulic Power Unit (HPU) ....................................................................................................... 9-1
9.1.4 Local Control Panel .................................................................................................................... 9-1
9.1.5 Crusher Junction Box ................................................................................................................. 9-2
9.1.6 Main Crusher Motor.................................................................................................................... 9-2
9.1.7 Human Machine Interface (HMI) - Optional................................................................................ 9-2
9.2 Control System Description .......................................................................................................................... 9-3
9.2.1 Programmable Logic Controller.................................................................................................. 9-3
9.2.2 Input / Output Modules ............................................................................................................... 9-3
9.2.2.1 Inputs.......................................................................................................................................... 9-3
9.3 HPU Control System Sensor Description (Optional)..................................................................................... 9-4
9.3.1 Lubrication Power Unit (LPU) Sensors (Optional) ...................................................................... 9-4
9.3.2 Cone Crusher Sensors (Standard) ............................................................................................. 9-5
9.3.3 Cone Crusher Sensors (Optional) .............................................................................................. 9-5
9.3.4 Control System Local Operating Panel ...................................................................................... 9-5
9.4 Wiring Information......................................................................................................................................... 9-5
9.5 Installation..................................................................................................................................................... 9-6
9.5.1 Settings for the Electrical Components ...................................................................................... 9-6
9.6 Interlocks....................................................................................................................................................... 9-7
9.6.1 Commissioning-Interlock List...................................................................................................... 9-7
9.7 Human Machine Interface Operating Instructions (HMI)............................................................................... 9-9
Page vii UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher
9.8 Troubleshooting ............................................................................................................................................ 9-9
9.8.1 Communication Failures............................................................................................................. 9-9
9.8.2 Sensor Problems ........................................................................................................................ 9-9
9.9 HMI Screen ................................................................................................................................................. 9-10
9.9.1 Main Screen ............................................................................................................................. 9-10
9.9.2 LPU Screen ...............................................................................................................................9-11
9.9.3 HPU Screen.............................................................................................................................. 9-12
9.9.4 Alarm Screen............................................................................................................................ 9-13
9.9.5 Charts Screen........................................................................................................................... 9-14
10 Commissioning and Operation ...........................................................................................10-1
10.1 Operation Safety ......................................................................................................................................... 10-1
10.2 Commissioning and Warranty Registration For Cone Crusher ................................................................... 10-2
10.3 Initial Start-Up Information .......................................................................................................................... 10-6
10.4 Daily Start-up and Shut-down Procedure ................................................................................................... 10-7
10.5 Operating Instructions................................................................................................................................. 10-9
10.5.1 Hydraulic Power Unit Control Panel and Operation ................................................................. 10-9
10.5.2 Countershaft Speed................................................................................................................ 10-10
10.5.3 Countershaft Rotation..............................................................................................................10-11
10.5.4 Preparations Starting After Maintenance.................................................................................10-11
10.5.5 Check Before Starting the Crusher......................................................................................... 10-12
10.5.6 Starting The Crusher .............................................................................................................. 10-12
10.5.7 Immediately After Starting the Crusher Inspect ...................................................................... 10-12
10.5.8 During Operation .................................................................................................................... 10-12
10.5.9 Break-In Procedure ................................................................................................................ 10-13
10.5.10 Stopping Safely ...................................................................................................................... 10-13
10.5.11 Lockout, Tagout and Tryout Electrical Service........................................................................ 10-13
10.5.12 Warning Tags.......................................................................................................................... 10-13
10.5.13 Crusher Setting....................................................................................................................... 10-14
10.5.14 Checking the Crusher Setting................................................................................................. 10-15
10.5.15 Installing the Bowl................................................................................................................... 10-16
10.5.16 Adjusting the Bowl (Using Hydraulic Adjustment)................................................................... 10-16
10.5.17 Minimum Setting..................................................................................................................... 10-16
10.5.18 Difficulty in Turning the Bowl .................................................................................................. 10-17
10.5.19 Determining Liner Wear.......................................................................................................... 10-19
10.5.20 Thread Lubrication.................................................................................................................. 10-20
10.5.21 Clearing The Crushing Cavity................................................................................................. 10-20
11 Assembly .............................................................................................................................. 11-1
11.1 Assembly Safety ..........................................................................................................................................11-1
11.2 Assembly Instructions ..................................................................................................................................11-1
11.3 General ........................................................................................................................................................11-1
11.3.1 Mainframe Assembly Components............................................................................................11-2
11.3.2 Mainframe Assembly Installation ...............................................................................................11-5
11.3.2.1 Outer Eccentric Bushing Assembly ...........................................................................................11-7
11.3.2.2 Main Frame Pins Installation ...................................................................................................11-10
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page viii
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher
11.3.2.3 Arm Guards & Mainframe Cap Installation ..............................................................................11-11
11.4 Countershaft Assembly ..............................................................................................................................11-13
11.4.1 Countershaft Assembly Components ......................................................................................11-13
11.4.2 Countershaft Assembly Installation .........................................................................................11-16
11.4.3 Crusher Sheave installation.....................................................................................................11-31
11.5 Eccentric Assembly....................................................................................................................................11-32
11.5.1 Eccentric Assembly Components Installation..........................................................................11-34
11.5.2 Eccentric Assembly Installation ...............................................................................................11-42
11.5.3 Backlash and Root Clearance .................................................................................................11-45
11.6 Socket Assembly........................................................................................................................................11-46
11.6.1 Socket Liner Installation ..........................................................................................................11-47
11.6.2 Socket Components Installation ..............................................................................................11-51
11.6.3 Socket Assembly Installation ...................................................................................................11-54
11.6.3.1 Installing Bolted Socket ...........................................................................................................11-54
11.6.3.2 Installing Dowel Socket ...........................................................................................................11-57
11.6.3.3 Socket Sealing Ring Installation ..............................................................................................11-60
11.6.3.4 Socket and Eccentric Clearance .............................................................................................11-61
11.7 Head Assembly ..........................................................................................................................................11-62
11.7.1 Short and Standard Head Assembly Components ..................................................................11-62
11.7.2 Head Assembly Installation .....................................................................................................11-63
11.7.3 Upper Frame Assembly Components......................................................................................11-72
11.7.3.1 Upper Frame Assembly Installation.........................................................................................11-74
11.8 Bowl Assembly...........................................................................................................................................11-84
11.8.1 Bowl Assembly Components ...................................................................................................11-84
11.8.2 Bowl Assembly Installation ......................................................................................................11-86
11.9 Tramp Release Cylinder Installation .........................................................................................................11-93
12 Disassembly .........................................................................................................................12-1
12.1 Disassembly Instructions ............................................................................................................................ 12-1
12.2 Bowl Assembly Removal............................................................................................................................. 12-2
12.3 Tramp Release Cylinder Removal .............................................................................................................. 12-8
12.4 Lubrication Connection Removal ................................................................................................................ 12-9
12.5 Upper Frame Assembly Removal ............................................................................................................. 12-10
12.6 Head Assembly Removal.......................................................................................................................... 12-18
12.7 Socket Assembly Removal ....................................................................................................................... 12-23
12.7.1 Socket Sealing Ring Removal ................................................................................................ 12-23
12.7.2 Socket Removal (Bolted Type) ............................................................................................... 12-24
12.7.3 Socket Removal (Dowel Type) ............................................................................................... 12-26
12.7.4 Socket Liner Removal ............................................................................................................ 12-27
12.7.5 Socket Assembly Components Removal................................................................................ 12-28
12.8 Eccentric Assembly Removal.................................................................................................................... 12-30
12.9 Countershaft Assembly Removal.............................................................................................................. 12-38
12.10Mainframe Assembly Removal ................................................................................................................. 12-51
13 Maintenance..........................................................................................................................13-1
13.1 Maintenance Safety ................................................................................................................................... 13-1
Page ix UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher
13.2 Inspection.................................................................................................................................................... 13-2
13.2.1 Inspection Procedures.............................................................................................................. 13-2
13.2.2 Operator’s Daily Log................................................................................................................. 13-3
13.2.3 Daily Checks and Maintenance ................................................................................................ 13-4
13.2.4 Weekly Checks and Maintenance ............................................................................................ 13-5
13.2.5 Monthly Checks and Maintenance ........................................................................................... 13-6
13.2.6 Annual Checks and Maintenance............................................................................................. 13-6
13.2.7 Liner Change, Check and Maintenance ................................................................................... 13-7
13.2.8 Maintenance Schedule ............................................................................................................. 13-8
14 Lubricants .............................................................................................................................14-1
14.1 General Lubrication Information.................................................................................................................. 14-1
14.2 Lubricant Specification................................................................................................................................ 14-1
14.2.1 Lubrication Chart ...................................................................................................................... 14-2
14.2.2 Lubrication System Commissioning checks ............................................................................. 14-4
14.3 Lubrication Intervals.................................................................................................................................... 14-5
14.4 Lubricating System Oil Analysis.................................................................................................................. 14-6
15 Decommissioning and Disposal .........................................................................................15-1
15.1 Decommissioning Safety ............................................................................................................................ 15-1
15.2 Decommissioning........................................................................................................................................ 15-2
15.2.1 Task Involved............................................................................................................................ 15-3
15.2.2 Decommissioning Procedure.................................................................................................... 15-3
15.3 Disposal ...................................................................................................................................................... 15-5
16 Troubleshooting ...................................................................................................................16-1
17 Special Tools ........................................................................................................................17-1
17.1 TC36 Special Tools ..................................................................................................................................... 17-1
17.2 TC51 Special Tools ..................................................................................................................................... 17-2
17.3 TC66 Special Tools ..................................................................................................................................... 17-3
17.4 TC84X Special Tools................................................................................................................................... 17-4
18 Electrical Schematics ..........................................................................................................18-1
19 Appendix ...............................................................................................................................19-1
19.1 Torque Specifications.................................................................................................................................. 19-1
19.1.1 Torque Charts ........................................................................................................................... 19-1
19.1.1.1 Standard Bolt Torque ................................................................................................................ 19-1
19.1.1.2 Metric Bolt Torque.................................................................................................................... 19-1
19.2 V-Belt Drive Information .............................................................................................................................. 19-6
19.2.1 General Belt Care..................................................................................................................... 19-6
19.2.2 General Belt Recommendations............................................................................................... 19-6
19.2.3 Belt Drive Troubleshooting ....................................................................................................... 19-8
19.2.4 Maintaining V-Belt Tensions ..................................................................................................... 19-8
19.2.4.1 Tension-Deflection Method ....................................................................................................... 19-9
19.2.5 Belt Type Cross-Sections ....................................................................................................... 19-12
19.2.6 Belt Idlers................................................................................................................................ 19-12
19.2.7 Inside Idler .............................................................................................................................. 19-12
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page x
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher
19.2.8 Backside Idler ......................................................................................................................... 19-13
19.2.9 Kiss Idler................................................................................................................................. 19-13
19.3 Accumulator Charging Instruction............................................................................................................. 19-14
19.3.1 Description.............................................................................................................................. 19-14
19.3.2 General Characteristics .......................................................................................................... 19-14
19.3.3 Checking and Pressurizing..................................................................................................... 19-14
19.3.4 Disassembly ........................................................................................................................... 19-16
19.4 Oil Viscosity Classification ........................................................................................................................ 19-17
19.5 Crushing Terminology ............................................................................................................................... 19-18
19.5.1 Description.............................................................................................................................. 19-18
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xi
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
List of Tables
Table 1-1:Overview of the Manual................................................................................................................................. 1-2
Table 1-2:Acronyms ...................................................................................................................................................... 1-3
Table 2-1:Safety Symbols ............................................................................................................................................. 2-1
Table 2-2:Safety Pictogram ........................................................................................................................................... 2-1
Table 4-1: Typical Cone Crusher Dimensions ............................................................................................................... 4-5
Table 4-2:Cone Crusher Typical Physical Properties .................................................................................................... 4-5
Table 4-3:Typical Cone Crusher Components Weight .................................................................................................. 4-6
Table 4-4:TC Series Cone Crusher Drive Configuration ............................................................................................... 4-6
Table 4-5:Typical Capacity Chart (TPH)........................................................................................................................ 4-7
Table 4-6:Typical Physical Properties ........................................................................................................................... 4-8
Table 6-1:Motor Selection Guide ................................................................................................................................... 6-7
Table 6-2:Socket to Main Frame Interference ............................................................................................................. 6-12
Table 6-3:Socket Liner to Main Frame Interference .................................................................................................... 6-14
Table 7-1:Cone Crusher Lubrication System Pressure Setting..................................................................................... 7-8
Table 7-2:LPU Specifications ...................................................................................................................................... 7-12
Table 7-3:Safety Interlocks for TC36 ........................................................................................................................... 7-13
Table 7-4:Safety Interlocks for TC51 ........................................................................................................................... 7-13
Table 7-5:Safety Interlocks for TC66 ........................................................................................................................... 7-14
Table 7-6:Safety Interlocks for TC84X......................................................................................................................... 7-14
Table 7-7:Lubrication Sensors Connections................................................................................................................ 7-35
Table 8-1:Valve Logic Reference................................................................................................................................. 8-16
Table 8-2:HPU Dimensions ......................................................................................................................................... 8-19
Table 8-3:HPU Parameters ......................................................................................................................................... 8-19
Table 8-4:Manifold Port Details ................................................................................................................................... 8-21
Table 8-5:TC36 Hydraulic Pressure Setting ................................................................................................................ 8-22
Table 8-6:TC51 Hydraulic Pressure Setting ................................................................................................................ 8-22
Table 8-7:TC66 Hydraulic Pressure Setting ................................................................................................................ 8-22
Table 8-8:TC84X Hydraulic Pressure Settings ............................................................................................................ 8-23
Table 8-9:Hydraulic Troubleshooting........................................................................................................................... 8-25
Table 9-1:Description and Removal of Communication Failures................................................................................... 9-9
Table 10-1:Initial Start-Up Information......................................................................................................................... 10-6
Table 10-2:Cone Crusher Daily Log ............................................................................................................................ 10-7
Table 10-3:Countershaft Speed ................................................................................................................................ 10-10
Table 10-4:Discharge Settings .................................................................................................................................. 10-15
Table 11-1:Locking Material Requirement ....................................................................................................................11-9
Table 11-2:Eccentric Dimension .................................................................................................................................11-35
Table 11-5:Socket Liner to Socket Interference..........................................................................................................11-48
Table 11-6:Socket to Mainframe Interference.............................................................................................................11-55
Table 11-7:Backing material required .........................................................................................................................11-71
Page xii UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio®TC Series Cone Crusher
Table 11-8:Typical Crusher Epoxy (COPPS bushing Lock #K-113) Requirement......................................................11-89
Table 12-1:Socket Liner Oil Groove Depth................................................................................................................ 12-29
Table 13-1:Operator’s Daily Log.................................................................................................................................. 13-3
Table 13-2:Daily Checks and Maintenance ................................................................................................................. 13-4
Table 13-3:Weekly Checks and Maintenance ............................................................................................................. 13-5
Table 13-4:Monthly Checks and Maintenance ............................................................................................................ 13-6
Table 13-5:Annual Checks and Maintenance.............................................................................................................. 13-6
Table 13-6:Line Change, Checks and Maintenance ................................................................................................... 13-7
Table 13-7:Maintenance Schedule .............................................................................................................................. 13-8
Table 14-1:Lubrication Specification ........................................................................................................................... 14-1
Table 14-2:Lubrication Chart ....................................................................................................................................... 14-2
Table 14-3:Lubrication System Checklist .................................................................................................................... 14-4
Table 14-4:Cone Crusher Lubrication Intervals .......................................................................................................... 14-5
Table 14-5:Cone Lubricating System Contamination Limits........................................................................................ 14-6
Table 16-1:Troubleshooting ......................................................................................................................................... 16-1
Table 19-1:Torque Values for Standard Hardware ...................................................................................................... 19-2
Table 19-2:Torque Values for Metric Hardware ........................................................................................................... 19-4
Table 19-3:Belt Drive Troubleshooting ........................................................................................................................ 19-8
Table 19-4:Belt Deflection Force ............................................................................................................................... 19-10
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xiii
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
List of Figures
Figure 2-1:Safety Signs on Typical Cone Crusher ........................................................................................................ 2-3
Figure 3-1:Cone Crusher Nameplate ............................................................................................................................ 3-1
Figure 4-1:Typical Cone Crusher .................................................................................................................................. 4-1
Figure 4-2:Typical Cone Crusher Components ............................................................................................................. 4-3
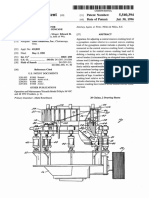
Figure 4-3:Typical Cone Crusher Cross Section ........................................................................................................... 4-4
Figure 4-4:Typical Cone Crusher Dimensions .............................................................................................................. 4-5
Figure 4-5:Typical Cone Crusher Auxiliary Equipment.................................................................................................. 4-9
Figure 5-1:Load Restraint ............................................................................................................................................. 5-2
Figure 5-2:Typical Cone Crusher Shipped Assemblies ................................................................................................. 5-3
Figure 6-1:Typical Cone Crusher on Steel Isolation Frame .......................................................................................... 6-2
Figure 6-2:Foundation Layout ....................................................................................................................................... 6-4
Figure 6-3:Feed Arrangement ....................................................................................................................................... 6-5
Figure 6-4:V-belt Drive Slack Side ................................................................................................................................ 6-6
Figure 6-5:Typical Countershaft Assembly Installation ................................................................................................. 6-9
Figure 6-6:Typical Eccentric Assembly Installation ..................................................................................................... 6-10
Figure 6-7:Typical Socket Installation ..........................................................................................................................6-11
Figure 6-8:Melted Bushing Lock ................................................................................................................................. 6-13
Figure 6-9:Socket Liner Installation With Key ............................................................................................................. 6-13
Figure 6-10:Typical Socket Sealing Ring Installation .................................................................................................. 6-15
Figure 6-11:Typical Head Assembly Installation.......................................................................................................... 6-16
Figure 6-12:Typical Upper Assembly Installation ........................................................................................................ 6-17
Figure 6-13:Typical Bowl Assembly Installation .......................................................................................................... 6-18
Figure 6-14:Typical Tramp Release Cylinder Installation ............................................................................................ 6-19
Figure 7-1:Installation of LPU (Typical) ......................................................................................................................... 7-1
Figure 7-2:Moving LPU ................................................................................................................................................. 7-3
Figure 7-3:Lifting LPU .................................................................................................................................................. 7-4
Figure 7-4:Typical Lubrication System Layout .............................................................................................................. 7-5
Figure 7-5:Lubrication System Pressure Lines ............................................................................................................. 7-6
Figure 7-6:Heater Switch .............................................................................................................................................. 7-6
Figure 7-7:Cooling Fan Switch ...................................................................................................................................... 7-7
Figure 7-8:Return Oil Temperature Switch .................................................................................................................... 7-7
Figure 7-9:Lubrication System Cooler Line Ball Valves ................................................................................................ 7-7
Figure 7-10:Return Oil Flow Switch .............................................................................................................................. 7-8
Figure 7-11:Lube Pressure Safety Switch ..................................................................................................................... 7-9
Page xiv UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio®TC Series Cone Crusher
Figure 7-12:LPU Dimensions and Capacity ................................................................................................................ 7-10
Figure 7-13:TC36, TC51, TC66 & TC84X LPU Components.......................................................................................7-11
Figure 7-14:Typical LPU Oil Level............................................................................................................................... 7-12
Figure 7-15:TC36 Standard Lubrication Schematic .................................................................................................... 7-17
Figure 7-16:TC36 Automatic Lubrication Schematic ................................................................................................... 7-19
Figure 7-17:TC51 Standard Lubrication Schematic .................................................................................................... 7-21
Figure 7-18:TC51 Automatic Lubrication Schematic ................................................................................................... 7-23
Figure 7-19:TC66 Standard Lubrication Schematic .................................................................................................... 7-25
Figure 7-20:TC66 Automatic Lubrication Schematic ................................................................................................... 7-27
Figure 7-21:TC84X Standard Lubrication Schematic.................................................................................................. 7-29
Figure 7-22:TC84X Automatic Lubrication Schematic ................................................................................................ 7-31
Figure 7-23:Lubrication Unit Layout ............................................................................................................................ 7-32
Figure 7-24:LPU and Crusher Connections ................................................................................................................ 7-33
Figure 7-25:Lubrication Sensors Location ................................................................................................................. 7-35
Figure 8-1:Installation of HPU ....................................................................................................................................... 8-1
Figure 8-2:Moving HPU................................................................................................................................................. 8-3
Figure 8-3:LPU Lifting ................................................................................................................................................... 8-4
Figure 8-4:Standard HPU Components ........................................................................................................................ 8-6
Figure 8-5:Automatic HPU Components ....................................................................................................................... 8-7
Figure 8-6:TC36, TC51 & TC66 Standard Hydraulic Schematic................................................................................... 8-9
Figure 8-7:TC36, TC51 & TC66 Automatic Hydraulic Schematic.................................................................................8-11
Figure 8-8:TC84X Standard Hydraulic Schematic ...................................................................................................... 8-13
Figure 8-9:TC84X Automatic Hydraulic Schematic ..................................................................................................... 8-15
Figure 8-10:HPU Tank Oil Levels ................................................................................................................................ 8-16
Figure 8-11:TC36, TC51 & TC66 Hydraulic Power Unit Dimensions .......................................................................... 8-17
Figure 8-12:TC84X Hydraulic Power Unit Dimensions ............................................................................................... 8-18
Figure 8-13:Typical Hydraulic Pipe Connection Diagram............................................................................................ 8-20
Figure 8-14:TC84X HPU Interlocks............................................................................................................................. 8-23
Figure 8-15:HPU Sensor Location .............................................................................................................................. 8-24
Figure 9-1:Main Screen............................................................................................................................................... 9-10
Figure 9-2:LPU Screen ................................................................................................................................................9-11
Figure 9-3:HPU Screen ............................................................................................................................................... 9-12
Figure 9-4:Alarm Screen ............................................................................................................................................. 9-13
Figure 9-5:Charts Screen ............................................................................................................................................ 9-14
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xv
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
Figure 10-1:HPU - Control Panel ................................................................................................................................ 10-9
Figure 10-2:Countershaft Rotation Direction..............................................................................................................10-11
Figure 10-3:Crusher Setting ...................................................................................................................................... 10-14
Figure 10-4:Bowl Thread Engagement in clamping ring and Adjustment Ring ......................................................... 10-16
Figure 10-5:Cap Seal Adjustment ............................................................................................................................. 10-17
Figure 10-6:Determining Liner Wear ......................................................................................................................... 10-19
Figure 10-7:Grease Fittings ...................................................................................................................................... 10-20
Figure 10-8:Clearing the Crusher Cavity................................................................................................................... 10-21
Figure 11-1:Cut Section View for TC36, TC51, and TC66 Mainframe Assembly .........................................................11-2
Figure 11-2:Cut Section View for TC84X Mainframe Assembly ...................................................................................11-3
Figure 11-3:Typical Mainframe Components List .........................................................................................................11-4
Figure 11-4:Typical Mainframe Liner Installation..........................................................................................................11-5
Figure 11-5:Typical Mainframe Seat Liner and Fulcrum Bar Installation .....................................................................11-6
Figure 11-6:Cut Section View to show Mainframe and Mainframe Seat Liner .............................................................11-6
Figure 11-7:Typical Outer Eccentric Bushing Installation .............................................................................................11-8
Figure 11-8:Typical Epoxy Filling .................................................................................................................................11-9
Figure 11-9:Typical Retaining Ring Installation for TC51 & TC84X............................................................................11-10
Figure 11-10:Typical Mainframe Pin Installation.........................................................................................................11-10
Figure 11-11:Typical Mainframe Arm Guard Installation.............................................................................................11-11
Figure 11-12:Typical Mainframe Cap Installation .......................................................................................................11-12
Figure 11-13:Cut Section View for TC36, TC51, and TC66 Countershaft Assembly .................................................11-13
Figure 11-14:Cut Section View for TC84X Countershaft Assembly ...........................................................................11-13
Figure 11-15:Typical Countershaft Components List for TC36, TC51, and TC66 ......................................................11-14
Figure 11-16:TC84X Countershaft Components List .................................................................................................11-15
Figure 11-17:Typical Countershaft Box Seal & Bushing Installation ..........................................................................11-16
Figure 11-18:Typical Countershaft Bushing Oil Groove Position ...............................................................................11-17
Figure 11-19:Drive Motor Positioned Below Motor Sheave........................................................................................11-18
Figure 11-20:Typical Pinion Thrust washer Installation ..............................................................................................11-19
Figure 11-21:Typical Countershaft Installation ..........................................................................................................11-19
Figure 11-22:Pinion Key Installation for TC36, TC51 & TC66 ....................................................................................11-20
Figure 11-23:Locking Hub Installation for TC84X.......................................................................................................11-20
Figure 11-24:TC36, TC51, and TC66 Pinion Thrust Washer Installation ...................................................................11-21
Figure 11-25:Typical Countershaft Box Installation ...................................................................................................11-22
Figure 11-26:Typical O-Ring Installation ....................................................................................................................11-23
Page xvi UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio®TC Series Cone Crusher
Figure 11-27:Oil Flinger Installation in Vertical Position for TC36, TC51, and TC66..................................................11-23
Figure 11-28:Oil Flinger & housing Installation for TC84X .........................................................................................11-24
Figure 11-29:Clamping the Pinion ..............................................................................................................................11-25
Figure 11-30:Typical Oil Flinger and Countershaft Bushing Clearance Value............................................................11-25
Figure 11-31:Typical Piston Ring................................................................................................................................11-26
Figure 11-32:Typical Gasket, Oil Flinger Housing and Plug Installation.....................................................................11-27
Figure 11-33:Typical Drive Key Installation ................................................................................................................11-28
Figure 11-34:Typical Countershaft Box Guard Installation .........................................................................................11-28
Figure 11-35:Typical Countershaft Assembly Installation...........................................................................................11-29
Figure 11-36:Typical Countershaft Assembly - Bolts and Washers Installation..........................................................11-30
Figure 11-37:Typical Sheave Installation....................................................................................................................11-31
Figure 11-38:Typical Eccentric Assembly Components .............................................................................................11-32
Figure 11-39:Eccentric Components of TC36 ............................................................................................................11-33
Figure 11-40:Inner Eccentric Bushing Installation ......................................................................................................11-34
Figure 11-41:Measurement ........................................................................................................................................11-35
Figure 11-42:Epoxy Filling..........................................................................................................................................11-36
Figure 11-43:Orifice Installation for TC84X ................................................................................................................11-36
Figure 11-44:Counterweight Bolt Bushing Installation TC51......................................................................................11-37
Figure 11-45:Counterweight Installation TC51,TC66, and TC84X .............................................................................11-37
Figure 11-46:Counterweight and Ring Gear as one integral assembly in TC36 ........................................................11-38
Figure 11-47:Typical Counterweight and Eccentric Gear - Bolts and Washers Insert TC51 ......................................11-38
Figure 11-48:Counterweight Fasteners and Pin Installation for Models TC66 & TC84X............................................11-39
Figure 11-49:Eccentric Installation .............................................................................................................................11-40
Figure 11-50:Eccentric Key Installation ......................................................................................................................11-41
Figure 11-51: Shims Installation .................................................................................................................................11-42
Figure 11-52:Lower Thrust Bearing Installation..........................................................................................................11-43
Figure 11-53:Upper Thrust Bearing Installation..........................................................................................................11-44
Figure 11-54:Backlash and Root Clearance...............................................................................................................11-45
Figure 11-55:Typical Socket Assembly Components .................................................................................................11-46
Figure 11-56:Typical Dowel Pin Installation to the Socket..........................................................................................11-47
Figure 11-57:Socket Liner Lifting................................................................................................................................11-47
Figure 11-58:Socket Liner Installation ........................................................................................................................11-48
Figure 11-59:Melted Bushing Lock.............................................................................................................................11-49
Figure 11-60:Socket Liner Installation With Key.........................................................................................................11-49
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xvii
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
Figure 11-61:Scraping Bushing Lock Epoxy ..............................................................................................................11-50
Figure 11-62:Bushing Sleeve Installation TC51 and TC84X ......................................................................................11-51
Figure 11-63:Oil Retaining Ring Installation ...............................................................................................................11-51
Figure 11-64:Locking Keys Installation.......................................................................................................................11-52
Figure 11-65:Support Rubber Pipe Installation ..........................................................................................................11-52
Figure 11-66:Spring Housing Installation TC36..........................................................................................................11-53
Figure 11-67:Shims Installation ..................................................................................................................................11-53
Figure 11-68:Socket Assembly Lifting ........................................................................................................................11-54
Figure 11-69:Tightening Head Capscrews .................................................................................................................11-55
Figure 11-70:Bolted Socket Seating Surface .............................................................................................................11-56
Figure 11-71:Dowel Pin Installation to the mainframe................................................................................................11-57
Figure 11-72:Tightening Jacking Screws ...................................................................................................................11-58
Figure 11-73:Dowel Socket Seating Surface..............................................................................................................11-59
Figure 11-74:Socket Sealing Ring Installation............................................................................................................11-60
Figure 11-75:Socket and Eccentric Clearance ...........................................................................................................11-61
Figure 11-76:Typical Short and Standard Head Assembly Components ...................................................................11-62
Figure 11-77:Typical Damping Plug Installation .........................................................................................................11-63
Figure 11-78:Typical Mainshaft Installation inside the Head ......................................................................................11-64
Figure 11-79:Mainshaft and Head Position ................................................................................................................11-64
Figure 11-80:Typical Mantle Lifting.............................................................................................................................11-65
Figure 11-81:Typical Lower Mantle Installation ..........................................................................................................11-65
Figure 11-82:Typical Upper Mantle Installation ..........................................................................................................11-66
Figure 11-83:Typical Torch Ring Installation...............................................................................................................11-67
Figure 11-84:Typical Mainshaft Nut Installation..........................................................................................................11-67
Figure 11-85:TC84X Mantle installation .....................................................................................................................11-68
Figure 11-86:TC84X Cap Installation .........................................................................................................................11-69
Figure 11-87:Typical Epoxy Filling..............................................................................................................................11-70
Figure 11-88:Typical Head Assembly Installation.......................................................................................................11-71
Figure 11-89:Upper Frame Assembly - Components List ..........................................................................................11-73
Figure 11-90:TC51 & TC66 Cut Section View of Upper Frame Assembly .................................................................11-73
Figure 11-91:TC84X Cut Section View of Upper Frame Assembly ............................................................................11-74
Figure 11-92:Typical Hydraulic Motor and Mounting Plate Installation.......................................................................11-74
Figure 11-93:Typical Rubber Seal and Clamp Installation .........................................................................................11-75
Figure 11-94:Typical Clamping Cylinder Installation ..................................................................................................11-76
Page xviii UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio®TC Series Cone Crusher
Figure 11-95:Typical Grease Fitting Installation .........................................................................................................11-76
Figure 11-96:Typical Clamping Ring Installation ........................................................................................................11-77
Figure 11-97:Typical Sleeve Installation.....................................................................................................................11-78
Figure 11-98:Typical Pad Installation .........................................................................................................................11-78
Figure 11-99:Typical Rubber Seal and Clamp Installation .........................................................................................11-79
Figure 11-100:Typical Gear Ring Installation .............................................................................................................11-80
Figure 11-101:Typical Gear Keeper Weldment Installation ........................................................................................11-80
Figure 11-102:Typical Hydraulic Assembly Installation ..............................................................................................11-81
Figure 11-103:Typical Washer Plate Installation ........................................................................................................11-81
Figure 11-104:Typical Motor Cover Installation ..........................................................................................................11-82
Figure 11-105:Typical Upper Frame Assembly Installation ........................................................................................11-83
Figure 11-106:Typical Bowl Assembly Components ..................................................................................................11-84
Figure 11-107:Typical Cut Section View of Bowl Assembly .......................................................................................11-85
Figure 11-108:Fiberglass Inserts................................................................................................................................11-86
Figure 11-109:Typical Bowl Installation ......................................................................................................................11-87
Figure 11-110:Typical U-Bolts Installation ..................................................................................................................11-88
Figure 11-111:Rubber Plate Installation for TC36.......................................................................................................11-89
Figure 11-112:Typical Adjustment Cap Installation.....................................................................................................11-89
Figure 11-113:Typical Wool Felt Packing & Rubber Ring Installation ........................................................................11-90
Figure 11-114:Typical Feed Hopper Installation .........................................................................................................11-91
Figure 11-115:Typical Bowl Assembly Installation......................................................................................................11-92
Figure 11-116:Typical Tramp Release Cylinder Installation .......................................................................................11-93
Figure 12-1:Typical Bowl Assembly Lifting .................................................................................................................. 12-2
Figure 12-2:Typical Feed Hopper Removal ................................................................................................................ 12-3
Figure 12-3:Typical Rubber Ring Removal ................................................................................................................. 12-4
Figure 12-4:Typical Adjustment Cap Removal ............................................................................................................ 12-5
Figure 12-5:Rubber Plate Removal for TC36.............................................................................................................. 12-5
Figure 12-6:Typical U-Bolts Removal.......................................................................................................................... 12-6
Figure 12-7:Typical Bowl Removal.............................................................................................................................. 12-7
Figure 12-8:Typical Tramp Release Cylinder Removal ............................................................................................... 12-8
Figure 12-9:Typical Lubrication Connection Removal................................................................................................. 12-9
Figure 12-10:Typical Upper Frame Assembly Removal ............................................................................................ 12-10
Figure 12-11:Typical Motor Cover Removal ...............................................................................................................12-11
Figure 12-12:Typical Washer Plate Removal .............................................................................................................12-11
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xix
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
Figure 12-13:Typical Hydraulic Assembly Removal .................................................................................................. 12-12
Figure 12-14:Typical Gear Keeper Weldment Removal............................................................................................ 12-12
Figure 12-15:Typical Gear Ring Removal ................................................................................................................. 12-13
Figure 12-16:Typical Rubber Seal and Clamp Removal ........................................................................................... 12-13
Figure 12-17:Typical Pad Removal ........................................................................................................................... 12-14
Figure 12-18:Typical Sleeve, Bolts and Washers Removal ...................................................................................... 12-14
Figure 12-19:Typical Clamping Ring Removal .......................................................................................................... 12-15
Figure 12-20:Typical Clamping Cylinder Removal .................................................................................................... 12-16
Figure 12-21:Typical Rubber Seal and Clamp Removal ........................................................................................... 12-17
Figure 12-22:Typical Hydraulic Motor and Mounting Plate Removal ........................................................................ 12-17
Figure 12-23:Head Assembly Lifting ......................................................................................................................... 12-18
Figure 12-24:Mainshaft Nut Removal ....................................................................................................................... 12-19
Figure 12-25:Torching the Torch Ring ....................................................................................................................... 12-19
Figure 12-26:Upper Mantle Removal ........................................................................................................................ 12-20
Figure 12-27:Lower Mantle Removal ........................................................................................................................ 12-21
Figure 12-28:Mainshaft and Head Removal ............................................................................................................. 12-22
Figure 12-29:Socket Sealing Ring Removal ............................................................................................................. 12-23
Figure 12-30:Cap Screws Removal .......................................................................................................................... 12-24
Figure 12-31:Socket Removal................................................................................................................................... 12-25
Figure 12-32:Socket Dowel pins type Removal ........................................................................................................ 12-26
Figure 12-33:Socket Liner Removal.......................................................................................................................... 12-27
Figure 12-34:Support Rubber Pipe Removal ............................................................................................................ 12-28
Figure 12-35:Locking Key Removal .......................................................................................................................... 12-28
Figure 12-36:Dowel Pin Removal ............................................................................................................................. 12-29
Figure 12-37:Bushing Sleeve Removal..................................................................................................................... 12-29
Figure 12-38:Eccentric Assembly Lifting ................................................................................................................... 12-30
Figure 12-39:Lower Thrust Bearing Installation ........................................................................................................ 12-31
Figure 12-40:Eccentric Key Removal........................................................................................................................ 12-32
Figure 12-41:Eccentric Removal ............................................................................................................................... 12-33
Figure 12-42:Epoxy Removal.................................................................................................................................... 12-34
Figure 12-43:Inner Eccentric Bushing Removal........................................................................................................ 12-35
Figure 12-44:Counterweight and Eccentric Gear - Bolts and Washers Removal TC51, TC66 & TC84X ................. 12-36
Figure 12-45:Counterweight and Ring Gear as one integral assembly in TC36 ....................................................... 12-36
Figure 12-46:Counterweight Removal TC51, TC66 & TC84X .................................................................................. 12-37
Page xx UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio®TC Series Cone Crusher
Figure 12-47:Typical Sheave Removal ..................................................................................................................... 12-38
Figure 12-48:Typical Countershaft Assembly Removal ............................................................................................ 12-39
Figure 12-49:Typical Pipe Plug Removal .................................................................................................................. 12-40
Figure 12-50:Typical Countershaft Box Guard Removal........................................................................................... 12-40
Figure 12-51:Typical Drive Key Removal .................................................................................................................. 12-41
Figure 12-52:Typical Gasket, Oil Flinger Housing and Pipe Plug Removal .............................................................. 12-41
Figure 12-53:Typical Piston Ring Removal ............................................................................................................... 12-42
Figure 12-54:Oil Flinger Removal for TC36, TC51 & TC66 ...................................................................................... 12-43
Figure 12-55:Oil Flinger Removal for TC84X ............................................................................................................ 12-44
Figure 12-56:Typical O-Ring Removal ...................................................................................................................... 12-45
Figure 12-57:Typical Countershaft Box Removal...................................................................................................... 12-46
Figure 12-58:Pinion Thrust Washer Removal for TC36, TC51 & TC66..................................................................... 12-47
Figure 12-59:Pinion Key Removal for TC36, TC51 & TC66...................................................................................... 12-47
Figure 12-60:Locking Hub Assembly Removal for TC84X ........................................................................................ 12-48
Figure 12-61:Typical Pinion Shaft Removal .............................................................................................................. 12-48
Figure 12-62:Typical Pins Removal .......................................................................................................................... 12-49
Figure 12-63:Centering Plate .................................................................................................................................... 12-49
Figure 12-64:Countershaft Bushing Removal ........................................................................................................... 12-50
Figure 12-65:TC84X and TC51 Retain Ring Removal .............................................................................................. 12-51
Figure 12-66:Typical Mainframe Cap Removal......................................................................................................... 12-52
Figure 12-67:Typical Outer Eccentric Bushing Removal Method.............................................................................. 12-53
Figure 12-68:Typical Mainframe Arm Guard Removal .............................................................................................. 12-54
Figure 12-69:Typical Mainframe Pin Removal .......................................................................................................... 12-55
Figure 12-70:Typical Mainframe Seat Liner and Fulcrum Bar Removal.................................................................... 12-55
Figure 12-71:Typical Mainframe Liner Removal ....................................................................................................... 12-56
Figure 14-1:Hydraulic Motor Gear Box - Feeding and Draining hole positions ........................................................... 14-5
Figure 17-1:TC36 Special Tools .................................................................................................................................. 17-1
Figure 17-2:TC51 Special Tools .................................................................................................................................. 17-2
Figure 17-3:TC66 Special Tools .................................................................................................................................. 17-3
Figure 17-4:TC84X Special Tools................................................................................................................................ 17-4
Figure 19-1:Typical Belt and Sheave Wear................................................................................................................. 19-6
Figure 19-2:Sheave Gauge Showing Wear................................................................................................................. 19-7
Figure 19-3:Sheave Alignment .................................................................................................................................... 19-7
Figure 19-4:Tension-Deflection Diagram..................................................................................................................... 19-9
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xxi
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
Figure 19-5:Belt Type Cross-Sections....................................................................................................................... 19-12
Figure 19-6:Inside Idler ............................................................................................................................................. 19-12
Figure 19-7:Backside Idler ........................................................................................................................................ 19-13
Figure 19-8:Kiss Idler ................................................................................................................................................ 19-13
Figure 19-9:Charging Set .......................................................................................................................................... 19-14
Figure 19-10:Connections......................................................................................................................................... 19-15
Figure 19-11:Oil Viscosity Classification ................................................................................................................... 19-17
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page xxii
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio®TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page xxiii UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Introduction
1 Introduction
The Installation, Operation and Maintenance Manual (IOM) included in the shipment must be read thoroughly
before installing or operating the Cone Crusher. All instructions regarding maintenance must be retained for
reference.
The Cone Crusher is a high-capacity compression type crusher that fractures material along its natural fault
lines.
Product size is controlled by adjusting the distance between the bowl liner and mantle. The bowl liner and
mantle are commonly referred to as liners and make up the crushing chamber of the cone. These liners are
replaceable and come in different profiles depending on the type of material to be crushed and customer
preference.
The crusher uses a hydraulic system which provides protection for the crusher as well as a reliable method
for releasing and clearing non-crushable objects that enter the crushing chamber.
The Cone Crusher may be mounted or installed in static, modular skid, as well as portable wheel or mobile
track plant applications. Irrespective of the type of application of the Cone Crusher, it must be level to operate
properly.
1.1 Scope of the Manual
This manual describes the installation, operation, and maintenance of Trio Cone Crusher. The manual must
be used as a reference in conjunction with the Trio product-specific training.
1.2 Intended Audience
This manual is intended for:
• Weir Trio representative.
• Personnel who have at least a basic level of trade/professional competency.
1.3 Disclaimer
Please contact your local Weir Trio representative for any assistance.
• This manual provides basic information about the product. The product purchased may contain
equipment variations to this manual.
• Operating conditions specified in the manual may vary to the operating conditions of the product
installed on-site.
• Illustrations shown in the manual are for reference only and may not match the specific product.
WARNING
PERSONNEL INJURY
The Cone Crusher must be installed, operated, and maintained only by personnel who are
trained and have sufficient knowledge about the hazards that may occur during its
operation.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 1-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Introduction Trio® TC Series Cone Crusher
1.4 Overview of the IOM manual
Table 1-1 describes the organisation of the manual.
Chapter Description
Introduction Contains an introduction to the Cone Crusher and the scope of the manual.
Safety Lists the safety guidelines that must be adhered to while installing, operating and maintaining the
Cone Crusher.
Technical Data Contains the technical aspects of the Cone Crusher.
Description Describes the working principle and different components of the Cone Crusher.
Transport and Provides information on safety guidelines and procedures to follow while delivering the Cone
Storage Crusher to a customer location, transporting the Cone Crusher to a workshop for maintenance
and storing the Cone Crusher.
Installation of This section provides information related to the Cone Crusher installation.
Crusher
Lubrication Power This section provides information related to the LPU installation requirements, lifting procedures
Unit (LPU) and piping information.
Hydraulic Power This section provides information related to the HPU installation requirements, lifting procedures
Unit (HPU) and piping information.
Control System This section provides information related to the Control System installation requirements, lifting
procedures.
Commissioning This section provides information related to the procedures associated with Cone Crusher pre-
and Operation start up, Cone Crusher start-up, Cone Crusher shut-down procedures along with troubleshooting
information related to Cone Crusher start-ups.
Assembly This section provides information related to the safety guidelines and procedures to be followed
while performing Cone Crusher assembly.
Disassembly This section provides information related to the safety guidelines and procedures to be followed
while performing Cone Crusher disassembly.
Maintenance This section provides information related to the periodic maintenance procedures.
Lubricants This section provides information related to the lubrication requirements, specifications,
lubrication checks and service intervals.
Decommissioning This section provides information related to the decommissioning the machine and disposing or
and Disposal selling it.
Troubleshooting This section provides information related to various problems that may occur during Cone
Crusher operation and respective solutions.
Special Tools This section provides information related to the special tools that are required for assembly and
disassembly.
Appendix Contains additional information such as torque specification, V-belt drive information,
specification for assembling bevel gears, accumulator charging information, crushing
terminology, and reference documents for customers.
Table 1-1: Overview of the Manual
1.5 Contact Information
If you need any assistance, please contact your local Weir Trio representative (www.global.weir or
trio@mail.weir).
Page 1-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Introduction
1.6 Glossary of Acronyms
Acronym Description
ATEX Equipment for Potentially Explosive Atmospheres
COR Chain of Responsibility
CSS Closed Side Setting
EMC Electromagnetic Compatibility
GA General Arrangement
HPU Hydraulic Power Unit
IOM Installation, Operation and Maintenance
ISO International Organisation for Standardisation
LOTOTO Lock Out and Tag Out and Try Out
LPU Lubrication Power Unit
MSHA Mine Safety and Health Administration
MTPH Metric Ton Per Hour
OSHA Occupational Safety and Health Administration
PED Pressure Equipment Directive
PPE Personal Protective Equipment
SDS Safety Data Sheets
QTY Quantity
Table 1-2: Acronyms
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 1-3
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Introduction Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 1-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
2 Safety
The instructions in this chapter must be followed for safe and efficient operation.
2.1 Safety Symbols
The safety symbols used in this manual are indicated in Table 2-1.
Signal Warning Level Description
DANGER Indicates a hazard with a high level of risk
DANGER which, if not avoided, could result in death or
catastrophic equipment damage.
WARNING Indicates a hazard with a medium level of risk
WARNING which, if not avoided, could result in serious or
moderate injury, or serious equipment damage.
CAUTION Indicates a hazard with a low level of risk which,
CAUTION if not avoided, could result in moderate or minor
injury, or moderate equipment damage.
NOTICE Indicates important information for the user.
NOTICE
Table 2-1: Safety Symbols
2.2 Safety Signs and Icons on the Equipment
The safety regulations follow a set of common-sense rules. Personnel who work with or near heavy
equipment must be aware of these rules.
For creating such awareness to the personnel, safety signs are fixed on the equipment. These symbols
remind the personnel about common hazards and safety procedures. The language of the icons is simple
and direct (refer to Table 2-2).
Symbols Description
Read manual.
Safety alert symbol.
Lock out power associated with all components related to machine
operation.
Table 2-2: Safety Pictogram
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
Symbols Description
Wear hearing protection when you are near this equipment.
Wear eye protection when you are near this equipment.
Wear respiratory protection when you are near this equipment.
Wear head protection when you are near this equipment.
Entanglement hazard. Death or serious injury can result by getting
caught in belting.
Press hazard. Death or serious injury can result by getting caught in the
machinery.
Make sure that all guards are in place.
Risk of electric shock.
Table 2-2: Safety Pictogram (Continued)
Page 2-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
1 1
1 Rolling Caution 2 Electric Shock Caution
3 Rolling Caution 4 Press Caution
Figure 2-1: Safety Signs on Typical Cone Crusher
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-3
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
2.3 Personnel Safety
This equipment is designed with the safety of all personnel in mind. Never attempt to change, modify,
eliminate or bypass any of the safety devices installed at the factory. Guards, covers and shields installed
around moving parts at the factory are meant to prevent accidental injury to operators and other personnel.
Do not remove them.
DANGER
RISK OF PERSONAL INJURY OR DEATH
SOMETIMES, AT A CUSTOMER’S REQUEST, EQUIPMENT IS SHIPPED WITHOUT
CERTAIN FEATURES SUCH AS A DRIVE MOTOR. IN SUCH CASES IT IS THE
CUSTOMER’S RESPONSIBILITY TO GUARD THE MACHINE PROPERLY. AN
UNGUARDED MACHINE CAN LEAD TO PERSONAL INJURY OR DEATH.
.
DANGER
RISK OF PERSONAL INJURY OR DEATH DUE TO FLYING ROCKS
• THERE IS A RISK OF ROCKS FLYING OUT FROM THE FEEDING INLET.
• THE FEED INLET SHALL BE COVERED COMPLETELY TO PREVENT ROCKS FROM
FLYING OUT. PERSONNEL SHOULD BE RESTRICTED FROM MOVING CLOSE TO
CRUSHER DURING OPERATING.
DANGER
RISK OF INJURY LEADING TO DEATH
DO NOT ATTEMPT TO INSPECT OR WORK UNDER THE HEAD OR ANY OTHER
ASSEMBLY WHILE IT IS SUSPENDED FROM A CRANE. IT CAN CAUSE SERIOUS
INJURY LEADING TO DEATH. ALWAYS PLACE THE HEAD ASSEMBLY ON THE
GROUND FOR INSPECTION.
WARNING
RISK OF INJURY DUE TO SHARP EDGES
• Before starting any work, identify and examine any parts that could be hazardous due to
sharp edges. All metal components must be considered to have sharp edges.
• Worn out components can have sharp or jagged edges. Handle worn parts carefully, to
prevent damage to slings or personnel injury.
• Assess the components before moving or lifting and use mechanical devices wherever
possible.
The recommended safety practices are as follows:
2.3.1 Management Responsibilities
• Make sure that everyone working on or near this equipment is familiar with safety precautions.
Assign a supervisor at the job site responsible for job safety.
• Give crew members specific safety responsibilities and instruct them to report any unsafe
conditions to their supervisor.
Page 2-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
2.3.2 Operator Responsibilities
DANGER
RISK DUE TO ALCOHOLIC BEVERAGES AND MEDICATION
THE PERSONNEL WORKING ON OR NEAR THE EQUIPMENT HAVE TO BE ALERT.
DO NOT USE ALCOHOLIC BEVERAGES BEFORE COMING TO WORK OR WHILE ON
THE JOB.
BE AWARE OF MEDICINES, TRANQUILLIZERS OR OTHER DRUGS WHICH CAN
MAKE YOU SLEEPY OR LESS ALERT.
• Read all danger, warning, caution and notice signs.
• Always lock out, tag out and try out involved energy sources before performing maintenance or
adjustments on this equipment. Make it impossible for anyone to start this machine while others
work on it or in it.
• Never remove any guard, cover or shield when this equipment is in motion.
• Replace guards, covers and shields after completing the relevant tasks.
• Block parts as necessary to prevent their sudden movement while people are working on the
machine.
• Never attempt to clear away jammed feed material, discharge material or other stoppage while
the machine is running. Stop the equipment, lock out, tag out and try out before touching this
machine with tools or hands.
• Wear proper personal protective equipment, including eye protection, try out, hard hat and safety
shoes, whenever you are near this machine while it is running.
• Wear eye protection when handling fuel, oil, lubricants, chemical propellants. They can damage
the eyes.
• Wear a respirator whenever required.
• Wear a safety glasses all the time while hammering metal, drilling and grinding. A face shield is
always required to protect.
• Keep pockets free of objects as they can fall into the machinery.
• Wear gloves while changing cables, to protect your hands.
• Wear a safety glass and protective clothing while using high-pressure air.
• Wear goggles and protective clothing when handling molten metals like zinc, babbitt, lead, etc.
• Wear ear protective devices when required or reduce exposure time as required.
• Never use High Pressure air to clean debris off from yourself.
• Dress appropriately in every way. Never wear loose clothes, long hair, coattail, jewellery, pockets
full of tools or any other item that could get caught in moving parts.
• Always complete a "Job Start" or a "Job Safety Analysis" (JSA) prior to starting the equipment. In
most regions, a warning alarm or horn must be sounded prior to start up.
• Lift with your legs, not with your back. Keep the weight close to your body. If the load is heavy (as
a guide 40 lbs/18 kg) conduct a risk assessment and follow safe lifting procedures. Use the
assistance of other personnel or lifting equipment if required.
• Never engage in horseplay when near this machine, or any other.
• Report any defective machinery or equipment and unsafe conditions or activity to your supervisor
immediately.
• Don’t limit safety practices to the few rules listed here. Think safety and act safely at all times.
• Most of all, know your equipment. Understand the machinery, the conditions under which it
operates and what it is capable of doing.
• Governing body laws along with site rules take precedence over the above-mentioned safety
practices.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-5
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
2.3.3 Work Area Safety
• Keep the work area as neat and clean as practical, free of debris and tools. Oily and wet floors,
steps and hand-rails are slippery. In winter, watch out for ice and snow. Wet spots near electrical
equipment are unsafe.
• Keep all product safety signs clean, clear and current.
• Make sure all electrical equipment is properly grounded. Water near electric sources and
components is dangerous.
• Store hazardous materials in restricted access areas and mark them clearly. Federal regulations
require special labelling of certain materials.
• Never start an engine in an enclosed space without properly venting the exhaust.
• Do not smoke or allow smoking near fuels and solvents. Never strike a spark or use an open
flame near fuels and solvents.
• Store flammable fuels, solvents and gases in secure, well-ventilated areas. Never allow fumes to
accumulate in the storage area. Use non-flammable solvents for cleaning parts and equipment
whenever possible.
• Do not let any material build up on or around the Cone Crusher.
• Know where fire extinguishers and other fire-suppression equipment is located. Learn how to use
them effectively. Training on the use of fire suppression or extinguishers is required.
• Take necessary precautions when working around hydraulic systems, hoses, etc. Remove all
system pressure by de-energizing hydraulic unit, lock and tag out system, open manual dump
valves, confirm system pressure has been released and all associated pressure gauges read
zero, especially be cautious of potential residual pressure remaining in a hydraulic circuit after all
system pressure has been released. High-pressure oil are very dangerous.
• Take appropriate precautions when torch cutting or welding. Avoid breathing the fumes when
performing these types of procedures as it may cause a health hazard. Perform such procedures
in an outdoor, well ventilated area with either a separate clean air supply provided to the
mechanic or with the local exhaust of fumes. Please refer to OSHA or MSHA standards as
appropriate or other governing bodies in your region.
2.3.4 Equipment and Tools
DANGER
GENUINE PARTS
• GENUINE PARTS AND ACCESSORIES ARE DESIGNED, TESTED AND
INCORPORATED INTO THE PRODUCTS TO HELP ENSURE THEY MAINTAIN
CONTINUED PRODUCT QUALITY AND PERFORMANCE IN USE.
• AS WEIR TRIO DOES NOT TEST THE PARTS AND ACCESSORIES SOURCED FROM
OTHER VENDORS, THE INSTALLATION OF SUCH PARTS AND ACCESSORIES
ADVERSELY AFFECTS THE PERFORMANCE AND SAFETY FEATURES OF THE
PRODUCTS.
• THE FAILURE TO PROPERLY SELECT, INSTALL OR USE AUTHORISED PARTS
AND ACCESSORIES IS CONSIDERED MISUSE. DAMAGE OR FAILURE CAUSED BY
MISUSE IS NOT COVERED BY OUR WARRANTY.
• IN ADDITION, ANY MODIFICATION OF WEIR TRIO PRODUCTS OR REMOVAL OF
ORIGINAL COMPONENTS MAY IMPAIR THE SAFETY OF THESE PRODUCTS IN
THEIR USE.
• Maintain all related tooling associated with maintenance and repair of equipment in good working
condition, clean and store all tooling after completing a job task.
• Use the correct tools for the application.
• Keep drive belts and sheaves in good condition. Frayed belts or cracked sheaves are not only
dangerous, they cost you downtime.
• Always use mechanical assistance to lift heavy loads. Never overload a hoist, crane, jack or other
lifting devices. Check lifting tackle regularly; replace it at the first sign of stretch, fraying or other
wear.
Page 2-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
• Keep your equipment clean, free of dirt and grease, so that loose, cracked or broken parts are
more easily spotted. Replace defective parts as soon as they are discovered.
• To prevent slipping, wipe hand lever and knobs clean of oil or grease.
2.3.5 Training and Knowledge
WARNING
RISK OF INJURY
Do not operate this equipment until you have been trained in its safe operation or
maintenance.
This equipment may only be operated or maintained by trained personnel, who have
demonstrated their ability to do so safely.
Proper training and equipment knowledge is essential to the safe operation of this machine. Carefully read
the entire manual before attempting to operate. Keep this manual for future reference.
2.4 Plant Safety
DANGER
LOCK OUT AND TAG OUT AND TRY OUT THE WORK AREA
• THE ELECTRICAL, HYDRAULIC, PNEUMATIC OR MECHANICAL POWER SOURCE
OF THE CRUSHING EQUIPMENT MUST BE LOCKED OUT, TAGGED OUT AND
TRIED OUT WHENEVER ANY MAINTENANCE ACTIVITY IS CARRIED OUT ON IT.
• ACCIDENTAL START-UP OF THE EQUIPMENT CAN RESULT IN A FATAL
ACCIDENT.
DANGER
INSTALL DRIVE GUARDS
• CONE CRUSHER SHEAVES ARE DESIGNED FOR MAXIMUM RIM SPEEDS. IF
THESE SPEEDS ARE EXCEEDED, SHEAVE MAY FAIL AND CAN CAUSE SEVERE
PERSONNEL INJURY OR EVEN DEATH.
• CONE CRUSHERS ARE DRIVEN BY EITHER V-BELTS OR DIRECT COUPLINGS TO
MOTORS. MAKE SURE THAT THE BELT DRIVE OR COUPLING HAVE A
PROTECTIVE GUARD AROUND IT.
• AS THE SPEED OF THE CONE CRUSHER IS IMPORTANT FOR PROPER
OPERATION, MOST V-BELT DRIVE GUARDS HAVE A SMALL OPENING
IMMEDIATELY OPPOSITE THE CENTRE OF THE CONE CRUSHER DRIVE SHAFT,
SO THAT A TACHOMETER CAN BE INSERTED TO OCCASIONALLY CHECK THE
SPEED OF THE COUNTERSHAFT. THIS OPENING MUST BE COVERED WITH AN
ACCESS DOOR OR HATCH.
• THIS TASKS SHOULD BE PERFORMED BY TRAINED PROFESSIONALS WITH
CONTROLS IN PLACE TO PROTECT THEM WHILE TESTING.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-7
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
DANGER
RELEASE OF FLUIDS OR GASES UNDER PRESSURE HAZARD
• UNPROTECTED BODY PARTS EXPOSED TO THE RELEASE OF FLUIDS OR GASES
UNDER PRESSURE CAN BE AT RISK OF INJECTION OR INGESTION HAZARDS.
THIS CAN OCCUR DURING THE LOOSENING OF FIXINGS TO PRESSURE
inspection CONTAINMENT COMPONENTS.
• ENSURE THAT THE CORRECT PPE IS USED WHEN THIS HAZARD IS PRESENT.
• NEVER ATTEMPT TO TIGHTEN LEAKING FITTINGS OR HOSES UNDER
PRESSURE.
DANGER
VIBRATION LEVELS
• CRUSHERS ARE NOT INTENDED TO BE INSTALLED AT WORKSTATIONS OR
REQUIRE CONTINUAL CLOSE CONTACT BY OPERATIVES. IF THIS IS
UNAVOIDABLE, THEN THE FREQUENCY AND LEVEL OF EXPOSURE TO
VIBRATION BY ANY OPERATIVE SHOULD BE ASSESSED. ATTENTION SHOULD BE
GIVEN TO VIBRATIONS TRANSMITTED THROUGH THE FEET TO THE BODY FROM
THE CRUSHER FOUNDATIONS OR SUPPORT STRUCTURE.
• THE EUROPEAN DIRECTIVE 2002/44/EC REFERENCES VIBRATION EXPOSURE
LIMIT AND ACTION VALUES FOR THE HAND-ARM AND THE WHOLE BODY.
CAUTION
CRUSHING PLANT NOISE EMISSION
• For the motor only sound pressure levels, refer to the relevant proprietary electrical motor
manual.
• For an in-service crusher, including its drive, the actual noise levels generated are
dependent on many variable factors, such as drive types, crushed rock types,
surrounding equipment, whether it is installed indoor/outdoor, type of foundation or any
combination of the above and local environmental factors, these factors are beyond the
control of Weir Trio.
• Sound emission levels should be assessed in service by the user refer to directive 2003/
10/EC for minimum.
• Health & safety exposure requirements europe. Suitable precautions such as the use of
personnel protective equipment (PPE) should be taken to protect operators from
exposure to noise in accordance with local health, safety and environmental regulations.
• Crushing equipment and auxiliary equipment found in and around the crushing
equipment such as chutes, transfer stations, screens are noisier than the Cone Crusher.
• Governing bodies will dictate the allowable level of exposure to plant personal.
• Wear hearing protection devices if the noise level is higher than the limits.
• If hearing protection devices are undesirable, reduce the amount of noise exposure that
an operator or maintenance personnel may be subjected to.
• Improper installation of the operator station may increase noise conditions. Acoustical
tile, soundproof walls helps to reduce the noise.
• An operator tower should not be placed at the crusher ejections, spillage, etc.
Page 2-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
WARNING
CONE CRUSHER
• The Cone Crusher is designed to crush rock, recycled concrete, and also a wide range of
other products and materials. The use of this machinery in any other way is prohibited
and contrary to its intended use.
• When the equipment is used for any other purpose, the user is responsible for any
injuries or damage that may occur.
• Weir Trio recommends that the equipment must be operated only by personnel who have
undergone training.
WARNING
CRUSHING PLANT DUST
• Crushing and auxiliary equipment such as chutes, transfer stations, screens, etc., create
dust.
• Breathing dust is hazardous to personnel. Personnel working around dust are prone to
lung disease, depending on the concentrations of dust and the type of material being
crushed.
• Weir Trio recommends personnel wear dust-protection devices, such as a respirator, to
prevent dust inhalation. It is the responsibility of the operator to determine the necessity
of protective devices and make sure they are used appropriately.
• Installation of dust collection systems or the use of water spray bars at the feed and /or
discharge conveyor of the crushing circuit can reduce the airborne dust.
• Crushing with a choke level can also reduce the dust from the Cone Crusher.
• The configuration of each rock crushing installation is different. Weir Trio, recommends
that the operator consults the local Weir Trio representative or a dust consultant for
possible alternative methods of dust reduction.
WARNING
WELDING EQUIPMENT
• Take precautions while torch cutting and/or welding, like this may cause health hazards
posed by materials being cut or welded. Avoid breathing the fumes while performing this
procedure. Perform this procedure outdoors with separate clean air supply provided to
the personnel performing the task or in a well ventilated area with the local exhaust of
fumes. Follow all regulations and standards as appropriate.
• One of the most frequently used tools around a Cone Crusher is a cutting torch. Cone
Crushers equipped with hydraulic components de-pressurise these components shoild
be covered with flame-proof material so that sparks, weld spatter, etc., cannot reach
these areas. Ruptured high-pressure hydraulic lines quickly vaporize the hydraulic fluid
as it reaches the atmosphere. This vaporized fluid can become flammable, which can
result in severe burns for personnel in the immediate area.
• The maintenance personnel using torch cutting equipment must be informed if there are
hydraulic components in the immediate area in which they are working. Adequate
precautions must be taken to avoid these components. Rubber lined components that are
used in normal plant maintenance are not immune to the torch cutting equipment.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-9
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
WARNING
LIGHTNING PROTECTION
• When the crusher is installed outside of an enclosed building or is connected to the
outside by conductive parts, the crusher should be included within the site's lightning
protection system assessment.
• Where it has been assessed that the crusher must be protected from lightning strike by
bonding to the sites lightning strike grounding system, the connection should be made to
meet or exceed the requirements of the governing standard such as the EU standard
EN 62305 in Europe.
• As part of the user's scheduled maintenance program, the connection should be visually
inspected and tested in accordance with that standard and its exposed parts protected
from corrosive environments.
CAUTION
ELECTROSTATIC CHARGES
• If the crusher is used in dry or dusty environments or its operating conditions causes the
machine or its components to become electrically isolated from earth, for example by
mounting on an ungrounded foundation such as anti-vibration rubber matting, this may
lead to a build-up of static electricity leading to risk of electrical discharges, (potential
ignition source in hazardous environments) and electric shock.
• To prevent this, a bonded connection from the crusher to the site's earth grounding
system should be made to meet or exceed the requirements of the local governing
standards such as the international standard IEC 60364.
• As part of the user's scheduled maintenance program, the connection should be visually
inspected and tested in accordance with that standard and its exposed parts protected
from corrosive environments.
CAUTION
OPERATORS PLATFORM
• Perform periodic inspection and maintenance on each Cone Crusher.
• It is important to create a platform at a level convenient for the maintenance personnel to
inspect and work on the Cone Crusher.
• A good operators platform must be made of the solid floor plate, must have hand railing,
toe plate and wire mesh or expanded metal.
• The Wire mesh or expanded metal between the platform and the top of the hand railing
prevents tools from dropping from the platform and stroking personnel working below the
platform.
• Do not fasten the operators platform to the adjustment ring. The entire adjustment ring
raises or lifts quickly when tramp iron passes through the Cone Crusher.
Page 2-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
CAUTION
CAUTION WHILE USING CRANES
• One of the most frequent safety concerns of Cone Crusher safety violation is the use of
inadequate and unsafe lifting equipment.
• The internal parts of the crusher should only be assembled and disassembled with crane
facilities that are capable of lifting and lowering the various parts of a Cone Crusher.
• Operate the crane within the rated capacity. The safe rated capacity includes the weight
of the hook, block and any material handling devices such as cables, slings, spreader
bars etc.
• To find the true weight of the load which can be handled safely, subtract the weight of the
hook, block and any material handling devices such as cables, slings, spreader bar etc.
• Consider a chain hoist as the last option to assemble and disassemble the Cone Crusher.
CAUTION
CAUTION WHILE USING MOBILE CRANES
• When using a mobile crane, operate it within the rated capacity of the machine to avoid
buckling the boom or tipping.
• Safe ratings are based on operating the crane on firm, level ground.
• Avoid fast swings, hoists or sudden braking as this can cause overloads.
• Do not handle large, heavy loads in strong winds.
• While moving the crane, check bridges before crossing.
• Check clearance under bridges, and overhead electrical lines or any overhead
obstruction.
CAUTION
CAUTION WHILE USING LIFTING EQUIPMENT
• Lift all Cone Crusher components with slow and even movements.
• Always comply with maximum load regulations for the equipment.
• Add the weights of the hoisting accessories such as chain, hooks, etc. to the Cone
Crusher weight.
CAUTION
RISK DUE TO CONVEYOR BELTS
• Do not use conveyor belts as walkways.
• Always provide handrails along the conveyor belt walkway as an additional safety
precaution.
CAUTION
RISK DUE TO DUST / DIRT ACCUMULATIONS
• As part of the user scheduled maintenance program, inspect and clean the external
surfaces of the crusher equipment and electrical motor casing so that it is free from dust,
dirt accumulations or sources of ignition that could cause motor tripping or fire hazards.
• Ensure that the electrical motor is adequately ventilated at all times.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-11
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
CAUTION
RISK DUE TO PORTABLE EQUIPMENT
• If the crushing plant consists of portable equipment, that is, crushing and screening
equipment mounted on trailers, trailer footing or cribbing is important for safe operation.
• Check the footing. The Cone Crusher must be on as solid and level a footing as possible.
Use heavy timber mats as needed.
• Raise the trailer, so that trailer wheels do not touch the ground.
• Place the screw jacks at each corner and crib appropriately of the trailer or as near to the
corner as possible.
• Adjust the levelling jacks until the unsupported portion of the trailer beams stops vibrating
or until the vibration is reduced to a minimum.
• Never leave the trailer in a low spot where rains may wash out the footing. Always crib
the trailer in place. The portable plant levelling jacks should then be raised unless they
are run on levelling jacks.
• Recheck trailer footing periodically for stability.
• When moving the trailer, check bridges before crossing.
• Make sure it supports the weight of the machine.
• Check clearances under bridges for overhead lines or any overhead obstruction.
• Never travel with near capacity loads.
• Check local laws on weight and height limitations.
• When travelling on a highway, make sure that all headlights, clearance lights and tail
lights are ON.
• Use appropriate warning flags and signs.
CAUTION
RISK OF NAUSEA OR EYE OR SKIN IRRITATION DUE TO EPOXY BACKING
MATERIAL
The epoxy backing material is used on all Cone Crushers. When epoxy backings are used,
take adequate precautions while removing the liners with a cutting torch. Make sure that
the area is well ventilated since epoxy fumes can cause nausea or possible eye or skin
irritation.
NOTICE
GUARDING
Rotating components must be guarded at all times when the machine is running. The
machine should only be worked on when stationary and its drive is locked out.
The machinery guarding must be regularly inspected for damage or corrosion and replaced
if its safety performance can no longer be assured. All designated fixings for guards are to
be used and if damaged they should be replaced by the same or equivalent type in
accordance with standard EN ISO 14120:2015 Guarding of Machinery.
NOTICE
TORQUE SPECIFICATIONS
For specific bolt torques requirements refer to the “Torque Specifications” on page 19-1.
Page 2-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
2.5 General Safety
Legal requirements and local regulations may differ substantially with regard to particular safety requirements
and may be regularly modified by relevant authorities without notice. As a consequence, applicable laws and
regulations must be consulted to insure compliance.
These instructions are intended to facilitate familiarisation with the product and its permitted use. Operating
the product in compliance with these instructions is important to avoid risks. The instructions may not take
into account local regulations. It is the responsibility of the purchaser of the product to make sure such
regulations are observed by all, including those installing the product. Always coordinate repair activities with
operations personnel and follow all plant safety requirements, applicable workplace health and safety laws
and regulations.
These instructions must be read before installing, operating, using and maintaining the equipment in any
region, worldwide. The equipment must not be put into service until all the conditions relating to health and
safety are completed.
Information in these user instructions is believed to be reliable. In spite of all the efforts to provide the correct
and necessary information, the content of this manual may appear insufficient and is not guaranteed as to its
completeness or accuracy.
2.6 Qualified Workers
All personnel involved in the operation, installation, inspection, and maintenance of the equipment must be
qualified to carry out the work involved. If your personnel does have the necessary knowledge and skill,
appropriate training and instruction must be provided.
If required, the operator may engage the manufacturer/supplier to provide applicable training.
Always coordinate repair activities with operations and workplace health and safety personnel. Follow all
plant safety requirements and workplace health and safety laws and regulations, where applicable.
2.7 Markings and Approvals
It is a legal requirement that machinery and equipment put into service within certain regions of the world
must conform to the applicable marking directives and standards such as CE marking directives covering
machinery and, where applicable, low-voltage equipment, Electromagnetic Compatibility (EMC), Pressure
Equipment Directive (PED), and Equipment for Potentially Explosive Atmospheres (ATEX).
Where applicable, the directives and any additional approvals cover important workplace health and safety
aspects relating to machinery and equipment and the satisfactory provision of technical documents and
workplace health and safety instructions.
Where applicable, this document incorporates information relevant to these directives and approvals. To
confirm the applicable approvals, and if the product is CE marked, check the serial number plate markings
and certification.
2.8 Safety Equipment
Do not operate the Cone Crusher without properly installed V-belt and coupling guards in place. If guards are
removed during maintenance they must be replaced before operating the Cone Crusher.
For auxiliary equipment (motors, belt drives, couplings, etc.), standard workplace health and safety
precautions must be followed and appropriate instruction manuals consulted before and during installation,
operation, adjustment, and maintenance.
Reference: www.osha.com or www.msha.gov
USA Mine Safety and Health Administration
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-13
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
2.9 Fire-Fighting
• Make sure you are familiar with the site and local procedures and requirements for fire prevention
and fire-fighting.
• Do not smoke when handling fuel containers or while refuelling.
• Shut off the engine when refuelling. Use extra caution if the engine is hot.
• When pouring fuel into the tank, ground the funnel or spout against the filter neck to avoid static
electric spark.
• Do not use gasoline or diesel fuel for cleaning parts. Good commercial, non-flammable solvents
are preferred.
• Do not smoke while using cleaning solvents.
• Do not allow greasy and oily rags to accumulate in a poorly ventilated area. Store oily rags and
other combustible material in a safe place.
• Never use an open flame to check fuel, battery electrolyte or coolant levels or to look for hydraulic
leaks anywhere on the equipment. Use a flashlight.
• Know where fire extinguishers are kept and how they operate and for what type of fire. Check
regularly, at least monthly to make sure extinguishers are in the working area.
• In the event of a fire, shut-down the Cone Crusher power, including the hydraulic power unit and
the lubrication system if this can be done safely.
2.10 Emergency Procedures
Make sure you are familiar with site and local procedures and requirements. If there is an emergency, follow
site and local procedures.
2.11 Lock Out, Tag Out and Try Out
Lock out, tag out and try out is a procedure that’s designed to prevent the unexpected or accidental start-up
of equipment and to alert all workers whenever it is unsafe to operate any piece of equipment. When used as
intended, lock out, tag out and try out also protects personnel from energy stored in devices such as springs,
accumulators, batteries, hydraulic systems, etc.
2.11.1 When is Lock Out, Tag Out and Try Out required?
• Any time anyone is maintaining, repairing, lubricating, or, for whatever reason, working on the
equipment.
• When the equipment is broken or, for whatever reason, unfit or unsafe to operate.
• While clearing blocked or jammed mechanisms.
• Whenever the equipment is left unattended.
2.11.2 Who must apply a Lock Out, Tag Out and Try Out?
• Any person working on the equipment.
• Foreman or other person responsible for the work being done.
• If several people are working on a machine at the same time, each person must apply his or her
lock, tag and try out.
2.11.3 When can a Lock Out, Tag Out and Try Out be removed?
After performing these six steps:
1. All safety guards are back in place.
2. All work is complete.
3. All workers are notified that a lock is being removed.
4. All workers are positioned safely for start-up.
5. Controls are positioned for safe start-up.
6. The machine is ready for safe operation and a walk around has been preformed, ensuring that no one is
in an unsafe position around the equipment.
Page 2-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
2.11.4 Who can remove a Lock Out, Tag Out and Try Out?
• Only the person who applied a lock and tag is permitted to remove them.
• Lockout, tagout and try out rules laid out here are generic. To get instructions for your particular
workplace, consult your employer’s lockout/tagout/try out procedure.
2.12 Installation Safety
WARNING
RISK OF INJURY DURING LIFTING
To Lift the Cone Crusher, use machinery, lifting slings, and equipment of sufficient size to
safely handle the load. When hooking lifting slings to the Cone Crusher, always attach to
the main frame. Never use other lifting points to lift a complete machine.
DANGER
FIRE HAZARD
IF OXYGEN AND ACETYLENE MUST BE USED FOR CUTTING WORK, ASSESS THE
WORK AREA TO MAKE SURE THAT FLAMMABLE MATERIALS ARE NOT PRESENT.
DANGER
LIFTING DEVICE SAFETY
• USE LIFTING DEVICES TO LIFT HEAVY OR AWKWARD COMPONENTS.
• THE LIFTING DEVICES MUST BE IN GOOD CONDITION, CERTIFIED AND TAGGED.
• THE LIFTING DEVICES MUST BE OF ADEQUATE CAPACITY AND MUST BE USED
WHENEVER THEY ARE REQUIRED.
• PERSONNEL MUST NEVER WORK UNDER SUSPENDED LOADS.
WARNING
RISK OF INJURY DURING LIFTING
Do not attempt to lift the cone head assembly by any other method as this would not be
strong enough to lift the entire weight of the head assembly. This could result in serious
personal injury or severe damage to the equipment.
CAUTION
CAUTION WHILE USING CRANES
• One of the most frequent safety concerns of Cone Crusher safety violation is the use of
inadequate and unsafe lifting equipment.
• The internal parts of the Cone Crusher not be assembled and disassembled with crane
facilities that are capable of lifting and lowering the various parts of a Cone Crusher.
• Operate the crane within the rated capacity. The safe rated capacity includes the weight
of the hook, block and any material handling devices such as cables, slings, spreader
bars etc.
• To find the true weight of the load which can be handled safely, subtract the weight of the
hook, block and any material handling devices such as cables, slings, spreader bar etc.
• Consider chain blocks as the last option to assemble and disassemble the Cone Crusher.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-15
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
CAUTION
CAUTION WHILE USING MOBILE CRANES
• When using a mobile crane, operate it within the rated capacity of the machine to avoid
buckling the boom or tipping.
• Safe ratings are based on operating the crane on firm, level ground.
• Avoid fast swings, hoists or sudden braking as this can cause overloads.
• Do not handle large, heavy loads in strong winds.
• While moving the crane, check bridges before crossing.
• Check clearance under bridges, for overhead electrical lines or any overhead obstruction.
CAUTION
CAUTION WHILE USING LIFTING EQUIPMENT
• Lift all Cone Crusher components using equipment with slow and even movements.
• Never exceed the maximum load regulations for the equipment.
• Add the weights of the hoisting accessories such as chain, hooks, etc. to the Cone
Crusher weight.
• Always make sure that the lifting equipment is of sufficient capacity to lift the required
weights.
CAUTION
FOLLOW SAFE WORKING PRACTICES
Follow safe working practices during all assembly and maintenance work.
CAUTION
EQUIPMENT DAMAGE
Check and ensure that all parts have no burrs or upset edges. This ensures that the
components are assembled correctly with full surface contact.
2.13 Control System Safety
These instructions are not intended as a substitute for proper training or adequate experience in safe
operation of the control system. Only competent technicians who are familiar with this equipment should
install, operate and maintain the control system.
A competent technician has these qualifications:
• Is trained in industry-accepted high and low-voltage safe operating practices and procedures.
• Is trained and authorised to energise, de-energise, clear and ground power distribution
equipment.
DANGER
RISK OF ELECTRIC SHOCK
CONTACT WITH HAZARDOUS VOLTAGE CAUSES DEATH OR SEVERE PERSONAL
INJURY. FOLLOW ALL LOCALLY APPROVED SAFETY PROCEDURES WHEN
WORKING AROUND HIGH- AND LOW-VOLTAGE LINES AND EQUIPMENT.
Page 2-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Safety
DANGER
RISK OF PERSONNEL INJURY OR DEATH
POWER DISTRIBUTION AND TRANSMISSION EQUIPMENT MUST BE PROPERLY
SELECTED FOR THE INTENDED APPLICATION. IT MUST BE INSTALLED AND
SERVICED BY COMPETENT PERSONNEL WHO HAVE BEEN TRAINED AND
UNDERSTAND PROPER SAFETY PROCEDURES. THESE INSTRUCTIONS ARE
WRITTEN FOR SUCH PERSONNEL AND ARE NOT A SUBSTITUTE FOR ADEQUATE
TRAINING AND EXPERIENCE IN SAFETY PROCEDURES. FAILURE TO PROPERLY
SELECT, INSTALL OR MAINTAIN POWER DISTRIBUTION AND TRANSMISSION
EQUIPMENT CAN RESULT IN DEATH, SEVERE PERSONAL INJURY, AND
EQUIPMENT DAMAGE.
2.13.1 Electrical safe work
All relevant electrical work related to installation, operation and maintenance should be carried out according
to the locally approved safety procedures and guidelines.
The operator should go through proper training before utilizing the control system.
Regular safety checks should be undertaken with the data recording.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 2-17
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Safety Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 2-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Technical Data
3 Technical Data
This section describes the:
• Cone Crusher serial number
• Cone Crusher dimensions
3.1 Cone Crusher Serial Number
DETAIL A
MOTOR
SEE DETAIL A
Figure 3-1: Cone Crusher Nameplate
Cone Crushers are assigned a serial number which is stamped on a plate on the machine
(refer to Figure 3-1). Other components on the Cone Crusher may have separate serial numbers or
identifying numbers. Always give the model and serial number or identifying number of your Cone Crusher
when ordering parts or requesting information. If parts are required, you should supply that serial number or
identifying number as well as the Cone Crusher numbers. The GA (General Arrangement) drawings and the
parts list are supplied along with the IOM manual.
3.2 Cone Crusher Dimensions
Dimensions for the Cone Crusher are found in the serial specific parts manual and GA (General
Arrangement) drawings.
Refer to “Cone Crusher Components Weight” on page 4-6 and “Cone Crusher Dimensions” on page 4-5 for
more details.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 3-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Minerals China Ltd. All rights reserved. 13/3/20 Revision 0
Technical Data Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 3-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Minerals China Ltd. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Description
4 Description
This section provides:
• Cone Crusher Introduction
• Cone Crusher components
• Cone Crusher gradation and capacity charts
4.1 Cone Crusher Introduction
The Cone Crusher is a high-capacity compression type crusher that fractures material along its natural fault
lines.
Product size is controlled by adjusting the distance between the bowl mounted bowl liner and head mounted
mantle. The bowl liner and mantle are commonly referred to as “liners” or liner set, and make up the crushing
chamber of the cone. These liners are replaceable and are available in several different profiles depending
upon the type of material to be crushed and customer preference.
The Cone Crusher uses a series of hydraulic tramp cylinders setup to maintain proper crushing hold-down
force of the upper frame assembly, with built-in overload protection for the Cone Crusher as well as a simple
method for release and clearing if a non-crushable object enters the crushing chamber.
The Cone Crusher may be installed in stationary, modular skid, as well as portable wheel or mobile track
plant applications. The Cone Crusher must be accurately leveled within 1 mm/1 m to operate properly.
Figure 4-1: Typical Cone Crusher
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 4-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Description Trio® TC Series Cone Crusher
NOTICE
PARTLY COMPLETED MACHINERY OR MACHINERY FOR INCORPORATION INTO
OTHER MACHINERY
When the Cone Crusher has been supplied as a partly completed machinery as defined by
the European Union Machinery Directive 2006/42/EC for example without its Guards, Drive
System, Hydraulic Power Unit or any other equipment to enable its proper safe operation
or it is to be assembled into other machinery or operated in isolation, then the final
machinery should not be put into service until it has been declared in conformity with the
essential health and safety requirements of Directive 2006/42/EC and any other applicable
directives. Crusher controls should be configured so as to prevent any inadvertent
accidental start-up or shut down by operators and include a means of isolation from its
driver. An emergency stop should be included and configured to stop the machinery and
related equipment in a safe manner.
Refer to the relevant sections of this manual for assembly instructions of the various sub-
assemblies to complete the machine.
4.2 Cone Crusher Components
This section provides details of the major components of the Cone Crusher.
Each model/size Cone Crusher consists of similar components however, certain models/sizes may not have
the same components as other models/sizes.
Check the Cone Crusher’s components with the ordered list. Make sure that it is equipped with the
components as per order.
The Crusher main frame assembly must be properly fixed to an engineered foundation with proper anchor
bolts. This provides firm support to the Cone Crusher components. The liners inside the main frame ensure
that the inside portion is well protected.
The adjustment ring assembly is mounted on top of the crusher lower main frame, aligned by several
perimeter guide pins and mating bushings. The adjustment ring is supported by the hydraulic tramp cylinders.
The adjustment ring also has internal threads, which are used to support the mating OD threads located on
the bowl assembly. These mating threads also facilitate the adjustment of the crusher assembly “Closed Side
Setting”, and CSS rock output size adjustment setup.
The tramp release cylinders are mounted in such a way that one end is fixed to the upper frame assembly
and other end to the main frame assembly.
The clamping ring is mounted on top the adjustment ring. Installed about the perimeter of the clamping rings
are a series of hydraulic single-acting clamping cylinders. These cylinders are energized, or extended, to
“Lock” and maintain the CSS adjustment setting of the crusher. A clamped CSS state prevents the mating
adjustment threads between the bowl and adjustment clamping rings from rotating during crusher operation.
Dust shells with seals are bolted to the assembly. These prevent dust and dirt from entering the clamping
ring, clamping cylinders, bowl and internal threads.
The countershaft has a sheave or direct drive coupling on one end and a pinion gear on the other end. The
pinion meshes with a mating ring gear, which is fitted to the eccentric assembly. An electric motor or diesel
engine transmits power to the countershaft sheave through the v-belt or direct drive. The pinion gear
mounted on the inboard end of the countershaft drives, the ring gear on the eccentric assembly.
Page 4-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Description
Below Figure 4-2 represent the Cone Crusher main components.
5
6
2 7
15
Upper
Assembly
14
3 8
9
Lower
Assembly
10
11
12
13
1 Bowl Assembly 6 Upper Mantle 11 Tramp Release Cylinders
2 Bowl Liner 7 Lower Mantle 12 Countershaft Assembly
3 Upper Frame Assembly 8 Head Assembly 13 Main Frame Assembly
4 Mainshaft Nut 9 Socket Assembly 14 CSS Adjustment Drive Motor
5 Torch Ring 10 Eccentric Assembly 15 Clamping Cylinders
Figure 4-2: Typical Cone Crusher Components
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 4-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Description Trio® TC Series Cone Crusher
Refer to Figure 4-3 for a cross section view of a Cone Crusher.
1
3
4
5
34 6
7
8
12
33
32 9
35 10
31 11
30
29 13
27 14
28 15
26 16
17
25
18
24
23
22 19
20
21
1 Feed Hopper 13 Counterweight 25 Main Frame
2 Mainshaft Nut 14 Countershaft Bushing 26 Ring Gear
3 Adjustment Cap 15 Oil Flinger and Seal Assembly 27 Retainer Ring
4 Bowl 16 Countershaft 28 Arm Guard
5 Adjustment Gear 17 Countershaft Box 29 Socket
6 Clamping Ring 18 Pinion 30 Mainframe Liner
7 Torch Ring 19 Lubrication Connections 31 Socket Sealing Ring
8 Bowl Liner 20 Lower Thrust Bearing 32 Socket Liner
9 Lower Mantle 21 Mainframe Cap 33 Main Frame Pin
10 Head 22 Upper Thrust Bearing 34 Bowl Liner U Bolt
11 Main Shaft 23 Eccentric Bushing 35 Tramp Release Cylinder
12 Upper Mantle 24 Eccentric
Figure 4-3: Typical Cone Crusher Cross Section
Page 4-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Description
4.2.1 Cone Crusher Dimensions
C
A
Figure 4-4: Typical Cone Crusher Dimensions
Model A mm (in) B mm (in) C mm (in)
TC36 1,321 (52) 2,700 (106) 1,304 (51)
TC51 1,765 (69) 3,185 (125) 1,517 (59)
TC66 2,261 (89) 3,960 (155) 2,045 (80)
TC84X 2,490 (98) 4,650 (183) 1,375 (54)
Table 4-1: Typical Cone Crusher Dimensions
4.2.2 Cone Crusher Typical Physical Properties
Max Max Maintenance
Machine Weight Recommended Counter Shaft
Model Installation
kg (Ibs) Part Weight kg (Ibs) Power kW (HP) Speed (rpm)
Weight kg (Ibs)
TC36 12,000 (26,500) 5,000 (11,000) <2,700 (6,000) 90 (125) 585
TC51 22,200 (49,600) 9,200 (20,300) <5,000 (11,000) 200 (250) 625
TC66 43,500 (95,90) 19,000 (41,900) <10,000 (22,000) 250 (350) 550
TC84X 78,000 (172,000) 36,500 (80,500) <17,000 (37,500) 450 (600) 480 (Standard)
530 (Short Head)
Table 4-2: Cone Crusher Typical Physical Properties
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 4-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Description Trio® TC Series Cone Crusher
4.2.3 Cone Crusher Components Weight
Variant assembly combinations are available in each crusher assembly. The maximum weights of each sub-
assembly are shown in table below. These weights may vary by +/-5%.
TC36 TC51 TC66 TC84X
Components/Assembly
Weight kg (lbs) Weight kg (lbs) Weight kg (lbs) Weight kg (lbs)
Main Frame Assembly 2,900 (6,400) 5,400 (11,900) 11,500 (25,400) 22,700 (50,000)
Countershaft Assembly 600 (1,300) 800 (1,800) 1,800 (4,000) 2,500 (5,500)
Eccentric Assembly 500 (1,100) 1,200 (2,600) 2,300 (5,100) 4,000 (8,000)
Socket Assembly 300 (700) 700 (1,500) 1,800 (4,000) 2,700 (6,000)
Tramp Cylinder (each) 200 (400) 200 (400) 200 (400) 400 (900)
Head with Mantle Liner 1,500 (3,300) 3,400 (7,500) 7,900 (17,400) 15,400 (33,900)
Upper Frame Assembly 2,700 (6,000) 3,900 (8,600) 6,500 (14,300) 10,900 (24,000)
Bowl Assembly with Bowl 2,600 (5,700) 4,500 (9,900) 9,500 (20,900) 15,500 (34,100)
Liner
Table 4-3: Typical Cone Crusher Components Weight
4.2.4 Cone Crusher Drive Configuration
Crusher Motor Counter Eccentrc
Motor Gear Eccentric
Model Power Frequency Sheave Sheave Shaft Speed
Speed Ratios Speed
Dia Dia Speed Range
(kW/
(Hz) (rpm) mm (in) mm (in) (rpm) - (rpm) (rpm)
HP)
90kW 50 1000 720 (28.3) 431 (17) 599 1.76 340
TC36 340
125HP 60 1200 720 (28.3) 356 (14) 593 1.76 337
200kW 50 1000 720 (28.3) 457 (18) 635 2.16 294
TC51 295
250HP 60 1200 720 (28.3) 381 (15) 635 2.16 294
250kW 50 1000 914 (36) 508 (20) 556 2.05 271
TC66 275
350HP 60 1200 914 (36) 432 (17) 567 2.05 277
400kW 50 1000 942 (37) 457 (18) 485 2.05 237
TC84
550HP 60 1200 942 (37) 381 (15) 485 2.05 237
235
450kW 50 1000 942 (37) 457 (18) 485 2.05 237
TC84X
600HP 60 1200 942 (37) 381 (15) 485 2.05 237
1 Any section is out of this table, please contact Weir Trio representative.
Table 4-4: TC Series Cone Crusher Drive Configuration
Page 4-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Description
4.2.5 Capacity Chart (TPH)
Model Cavity CSS
10 13 16 19 25 32 38
6 mm* 51 mm 64 mm
mm mm mm mm mm mm mm
80- 110- 125- 145-
Standard - 45-60 55-75 70-90 - -
105 135 155 190
TC36
Short 90- 115-
45-65 65-85 80-110 - - - - -
Head 125 150
100- 110- 135- 155- 175- 230- 310-
Standard - - -
135 160 200 265 315 350 420
TC51
Short 90- 115- 140- 175- 200-
70-100 - - - -
Head 130 190 230 260 300
160- 175- 250- 290- 320- 380- 480-
Standard - - -
210 240 340 410 495 570 770
TC66
Short 120- 150- 190- 220- 250- 300-
- - - -
Head 165 230 290 330 370 405
360- 480- 600- 720- 900- 1200-
Standard - - - -
480 680 860 940 1300 1500
TC84X
Short 215- 300- 360- 410- 450- 520-
- - - -
Head 315 415 500 580 630 700
1 Indicated capacity is neither minimum or maximum values. Actual capacity will depend on eccentric speed,
chamber selection, and feed parameters. For best results, operating the Cone Crusher with a full crusher chamber
is recommended. However, all TC series crushers accept reasonable variations in feed rates.
2 TPH - Tonne Per Hour
3 * Consult engineering for CSS settings 6mm or smaller.
Table 4-5: Typical Capacity Chart (TPH)
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 4-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Description
4.2.6 Typical Physical Properties
Discharging Opening
Model Cavity Standard Head Short Head
Adjustment Range
Minimum Close Open Minimum Close Open Short
Standard
Discharge Feed Feed Discharge Feed Feed Head
Head mm
Opening Opening Opening Opening Opening Opening mm
(in)
mm (in) mm (in) mm (in) mm (in) mm (in) mm (in) (in)
25 160 178 25-38
EC - - - -
(1) (6.29) (7) (1-1.4)
13 138 158 6* 61 76 13-38 6*-19
C
(0.51) (5.43) (6.2) (0.23) (2.40) (2.9) (0.5-1.4) (0.23-0.74)
TC36
3* 48 60 3*-16
M - - - -
(0.11) (1.88) (2.36) (0.11-0.62)
9 85 105 3* 33 40 9-22 3*-13
F
(0.35) (3.34) (4.13) (0.11) (1.29) (1.54) (0.3-0.8) (0.11-0.51)
25 255 281 16 106 128 25-50 16-25
EC
(1) (10) (11) (0.62) (4.17) (5) (1-2) (0.62-0.98)
19 225 251 10 84 105 19-50 10-20
C
(0.74) (10) (9.8) (0.39) (3.3) (4.13) (0.74-2) (0.39-0.78)
TC51
16 200 221 6* 72 90 16-38 6*-16
M
(0.62) (7.8) (8.7) (0.23) (2.8) (3.54) (0.62-1.49) (0.23-0.62)
13 108 135 3* 50 60 13-30 3*-16
F
(0.51) (4.25) (5.3) (0.11) (1.9) (2.36) (0.51-1.18) (0.11-0.62)
38 320 330 16 106 115 38-64 16-25
EC
(1.4) (12.5) (12.9) (0.62) (4.17) (1.52) (1.49-2.51) (0.62-1)
25 215 241 10 95 106 25-50 10-25
C
(1) (8.46) (9.4) (0.39) (3.7) (4.17) (1-2) (0.39-1)
TC66
22 195 213 6* 55 72 22-38 6*-19
M
(0.86) (7.67) (8.3) (0.23) (2.16) (2.83) (0.86-1.49) (0.23-0.74)
16 170 188 5* 35 55 16-38 5*-13
F
(0.62) (6.69) (7.4) (0.19) (1.37) (2.16) (0.62-1.49) (0.19-0.51)
32 331 367 32-64
C - - - -
(1.25) (13) (14.4) (1.25-2.51)
25 308 343 10 92 134 25-60 10-25
M
TC8X (1) (12.12) (13.5) (0.39) (3.6) (5.27) (1-2) (0.39-1)
99
19 259 293 6* 50 19-45 6*-25
F (3.89)
(0.74) (10.19) (11.53) (0.23) (1.9) (0.74-1.77) (0.23-1)
1 EC = EXTRA COARSE; C = COARSE; M = MEDIUM; F = FINE
1 * Consult Engineering for CSS settings 6mm or smaller.
Table 4-6: Typical Physical Properties
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 4-8
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Description
4.2.7 Cone Crusher Auxiliary Equipment
1 2
1 HPU (Hydraulic Power Unit)
2 LPU (Lubrication Power Unit)
3 Local Control Panel
Figure 4-5: Typical Cone Crusher Auxiliary Equipment
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 4-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Description Trio® TC Series Cone Crusher
4.2.8 Cone Crusher Lubrication Power Unit (LPU)
The lubrication system unit supplies clean and cool lubrication oil to the Cone Crusher. The lubrication
system is air-cooled. Refer to “Lubrication Power Unit (LPU)” on page 7-1 for more details.
4.2.9 Cone Crusher Hydraulic Power Unit (HPU)
The Hydraulic Power Unit (HPU) facilitates the operation of the Cone Crusher. This unit controls the evenly
positioned clamping cylinders for thread lock, which ensures 360° thread clamping during the crushing
operation. The clamping cylinders are released to allow the adjustment of the CSS. With the push-button
control, the hydraulic motor provides power to rotate the adjustment gear, which allows precision CSS setup
and adjustment.
The HPU also controls the tramp release cylinders which connect the upper frame assembly adjustment ring
at one end and the crusher lower main frame at the other end. The tramp release cylinders are evenly spaced
around the outer frame of the Cone Crusher, holding the crusher upper and lower frame sections together,
thus controlling allowable crushing forces, and more importantly - crusher overload.
Each tramp release cylinder is connected to the accumulator and has a high-volume pressure relief valve.
When a tramp overload incident occurs, the upper frame assembly raises, increasing the hydraulic pressure
on the top side of the cylinder. The accumulator absorbs the pressure spike event, to maintain an even and
constant hold down pressure during a tramp event. If an over-loading condition occurs, the relief valve opens
and the displaced oil moves rapidly to the bottom side of the hydraulic tramp cylinder or back to the HPU
tank. This action protects the internal and external mechanical components of Cone Crusher from excess
stress.
The tramp release cylinders are designed to provide two functions:
• Hold down the upper frame assembly in CSS setup position.
• Raise the upper-frame assembly and clear the cavity by allowing rock to free fall out of the
crushing zone of the Cone Crusher.
Refer to “Hydraulic Power Unit (HPU)” on page 8-1 for more details.
Page 4-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Transport and Storage
5 Transport and Storage
5.1 General
When the Cone Crusher is in operation, the material being crushed exerts a downward force on the cone
head. This action holds the cone head in its proper position.
With no downward force on the cone head, gravity is the only thing preventing the cone head from lifting.
Anything that produces a bouncing action, such as transportation on a rough road or even a trailer
suspension, can result in an unacceptable vertical movement.
During shipment or transport, the cone head must be prevented from lifting or bouncing.
CAUTION
EQUIPMENT DAMAGE
Failure to prevent cone head movement may result in damage to Cone Crusher
components.
5.2 Transportation
This section describes the following:
• Transport safety
• Chain of Responsibility (COR)
• Load restraint commandments and tools
• Transportation of the Cone Crusher
5.2.1 Transport Safety
The transport vendor must pack the freight such that it:
• Makes sure any instructions required to lift or re-tether the load are fully visible.
• Does not cause any hazard to the supply staff, transport personnel, and the general public.
• Complies with all legal requirements including mass, dimension, and load restraint requirements.
• Can withstand high-speed road transport over rough terrain.
• Can be safely loaded/unloaded from the transport vehicles.
• Minimises the risk of injury to all personnel involved in the freight transportation.
• Minimises the risk of damage to the freight.
• Minimises the risk of damage to other freight and the general public.
• Has packing labels that specify the weight of the items and details of the recipient.
• Has ratchet-strap tie-downs over painted areas to minimise paint damage.
• Secures the loose items.
5.2.2 Chain of Responsibility
Under the Chain of Responsibility (COR) regulations, all parties with some control in the supply chain have
legal responsibilities to make sure that the compliance with relevant heavy vehicle road laws, including mass,
dimension, and load restraint laws. This includes people involved in consigning, loading, packing, and
receiving freight as well as drivers of those vehicles (for example, concerning speeding and fatigue
management).
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 5-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Transport and Storage Trio® TC Series Cone Crusher
5.2.3 Load Restraint
The systems that secure the Cone Crusher must withstand the forces associated with the following four
deceleration/acceleration, applied separately.
20% of the weight of the load
Half the weight of the upwards (rough roads)
load sideways Half the weight of the load
(cornering) 0.2W rearwards (accelerating,
braking in reverse)
0.5W
0.5W
0.5W
0.8W Half the weight of the
load sideways
80% of the weight of (cornering)
the load forwards
(braking)
(W = Weight of the load)
Figure 5-1: Load Restraint
Key requirements for load security are:
1. Make sure that the load platform, bodywork, and any load securing equipment are in a serviceable
condition before loading the vehicle.
2. Secure the cargo so that it cannot move, roll-over, wander because of vibrations, fall off the vehicle, or
make the vehicle tip over.
3. Determine the securing method(s) best adapted to the characteristics of the cargo (locking, blocking,
direct lashing, top-over lashing, or a combination of these).
4. Make sure that the vehicle and blocking equipment manufacturers’ recommendations are adhered to.
5. Make sure that the cargo securing equipment is commensurate with the constraints it encounters during
the journey. Make sure that the securing equipment can withstand the following conditions, which are
considered as normal circumstances, that may occur during a journey:
• Emergency braking
• Strong cornering to avoid an obstacle
• Bad road or weather conditions
6. Inspect the cargo and check for overload and/or poorly balanced weight distribution before starting
when cargo is loaded, unloaded, or redistributed each time. Make sure that the cargo is distributed in
such a way that the centre of gravity of the total cargo lies as close as possible to the longitudinal axis
and is kept as low as possible (heavier goods below, lighter goods above).
7. Use equipment which supports the cargo securing such as friction mats, walking boards, straps, edge
beams, etc. wherever possible.
8. Make sure that the securing arrangements do not damage the goods transported.
Page 5-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Transport and Storage
5.2.4 Cone Crusher Transportation
1
1 Upper Frame (includes Bowl Assembly) 3 Tramp Cylinder Assembly
2 Head Assembly 4 Main Frame Assembly
Figure 5-2: Typical Cone Crusher Shipped Assemblies
The Cone Crusher is typically shipped in three major part sections:
• Main Frame Assembly (includes the countershaft assembly, Eccentric Assembly, Socket
Assembly and Tramp Cylinders Assembly)
• Head Assembly
• Upper Frame (includes Bowl Assembly)
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 5-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Transport and Storage Trio® TC Series Cone Crusher
5.3 Crusher Storage
The crusher is to rust-prone during shipping or seasonal shut-down or during outdoor storage.
To protect the crusher from rust corrosion during extreme weather, the following measures are
recommended.
1. Remove the upper frame, bowl, head, eccentric and socket assemblies. Disconnect the drain line and
the oil pressure inlet from the bottom of the main frame. Seal all the piping holes using the pipe plugs.
2. Always use lubricating oil which has a rust preventive blend. This is designed for the protection of
internal parts of the enclosed assemblies. These products provide 30 to 40 times more protection
against rust compared with high-quality lubrication oils that have not been especially formulated to
prevent rust.
Use a broad paint brush to coat the inside surface of the main frame with rust preventive
lubrication oil. Approximately 208 L of oil is required to coat the crusher. The viscosity of the oil
must be in the 150 to 300 SSU at 38 °C (100 ° F) range.
For most of the applications, the residual film left by these oils need not be flushed. Fill the
crusher with lubricating oil and resume the normal service.
3. Use a broad paintbrush to coat the thrust bearing, the outer surface of the main shaft, and all exposed
surfaces of the pinion with rust preventive oil.
4. Remove the countershaft box oil feed hose from the top or side of the countershaft box.
5. Place a funnel in the hole of the countershaft box. Pour lubricating oil into the countershaft box and
rotate the countershaft. Approximately 20 L is required to coat the entire countershaft box area. There
could be oil leaks from the drive end of the countershaft box which is normal. Clear the leaks and install
the oil feed hose on the countershaft box.
6. Pour oil in the main shaft through lubrication hole until it is filled and later drain it.
7. Use a brush to coat the outer surface of the head, eccentric, the bore of the eccentric bushing and all
exposed surfaces of the gear with rust preventive oil.
8. Install the eccentric assembly and socket assembly. Apply a coat of the rust preventive oil on all
exposed surfaces of socket and socket liner. Install the head assembly.
9. Fill the oil tank with rust preventive oil. Approximately 95 l is required for the entire hydraulic system.
Make sure that the rust preventive oil is compatible with the hydraulic system where neoprene,
polyurethane, bronze, nickel, chrome, steel and iron are used.
10. Check and make sure that the hydraulic tramp release, clamping and bowl turning mechanisms are all
thoroughly coated with rust preventive oil.
A light-bodied petroleum solvent which contains substantial amounts of polar rust preventive
additive and has a strong attraction for metal surfaces must be used on the external threads.
The additive must have excellent ability to wet metal surfaces in the presence of water and as a
result, strongly resist the displacement from the surface by water. The solvent must evaporate
quickly and leave a thin, transparent, greasy film.
11. Apply (spraying or brushing or rolling) light-bodied petroleum solvent on the external metal surfaces of
the bowl, adjustment ring and clamping ring threads. This film need not be removed when the crusher is
placed in operation.
12. Apply a liberal amount of grease (lithium base grease NLGI No. 1 containing a 5-10% of molybdenum
disulfide) on the external threads.
13. Install the bowl and upper adjustment ring assembly. Cover the entire unit with a black polyethylene to
prevent water from seeping into it. Black is recommended since it deteriorates slower than the
transparent sheets. Steel strap the polyethylene sheeting, to hold it in place.
14. Connect the oil inlet and drain line. The oil coated on the metal surfaces ensures rust protection.
Following the above measures ensures protection for 6-12 months.
Page 5-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Transport and Storage
Crusher Stored as Sub-assemblies
If the crusher is shipped or stored as various sub-assemblies then along with the above steps, these
additional protections have to be followed:
1. Cover the socket, socket liner and outside of the main shaft with black polyethylene sheet. Make sure
that the cover is wrapped around the countershaft box and is stretched to the upper adjustment ring.
Prevent the sheets from sagging by suitably bracing them.
2. Spray or coat the specially processed asphaltic material on all exposed surfaces of the sub-assemblies
(bowl, feed plate, head socket and eccentric). The specially processed asphaltic material is prepared as
fluid by mixing a petroleum solvent. It is a black liquid that can be applied at room temperature. As the
petroleum solvent evaporates, it leaves a hard, strong, dry, acid-resistant film. This coating provides
long-term protection under extreme conditions such as unprotected outdoor storage and the presence
of corrosive fumes. Use this coating on the unpainted surfaces. This film is similar to paint and is semi-
permanent. This film can be removed after repeated rubbing the surfaces with solvent soaked rags.
Following the above measures ensures protection for 24 months.
5.4 Lubrication Power Unit and Hydraulic Power Unit Storage
To store the units up to three months, special provisions have to be made so that operational-readiness can
be maintained.
• Motors have to be equipped with internal space heaters which are kept continuously kept on.
• The motors have to be crated appropriately and covered with polyethylene sheeting.
• Hand-rotate the shafts once a month. Keep the units in a cool, dry location.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 5-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Transport and Storage Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 5-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Installation of Crusher
6 Installation of Crusher
6.1 General Information
The status of a crusher as a complete set or different sub-assemblies is dependent on the export
arrangement or handling restrictions. The larger size Cone Crushers are shipped with major sub-assemblies.
When the Cone Crusher is delivered, thoroughly check for damage that might have occurred during
transport.
6.2 Receiving and Inspection
NOTICE
INSPECTION
Inspect the Cone Crusher before proceeding with installation.
Do the following during inspection:
• Note any damage on the shipper's bill of lading and have the deliverer sign your description of any
problem(s).
• Keep a copy of the marked-up bill of lading for your files.
• Take photos if possible.
• File a claim with the carrier within 30 days of receipt of the equipment.
• Check loose parts, small parts boxes, and tools against the packing list to make sure that all items
shipped are present.
6.3 Installation Requirements
A durable, stable, firm and level foundation is critical for Cone Crusher operation. Make sure that the
foundation and supporting structures are strong enough to support the dynamic load of the operating Cone
Crusher and related equipment with material moving through it.
The main frame must rest on a flat, level and horizontal surface. The foundation has to be prepared for
installing the Cone Crusher.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
6.3.1 Installing Crusher to a Steel Structure or Grouting to a Concrete Foundation
2 3
5
6
1 Floating Frame Component 6 Drive Guard Support-2
2 Drive Guard Top 7 Drive Guard Bottom
3 Motor 8 Rubber Isolator
4 Motor Base 9 Drive Guard Support-1
5 Drive Guard Middle
Figure 6-1: Typical Cone Crusher on Steel Isolation Frame
Page 6-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
To install the crusher on a concrete foundation or to grout a steel structure to a concrete slab, proceed as
follows.
1. When using epoxy or concrete grout, place the crusher on hardwood blocks positioned beneath each of
the four (4) corners of the frame assembly. Wood is used because grout shrinks when it sets, and the
wood will shrink with the grout. The blocks should support the crusher approximately 1 to 1 1/2 in (25 to
38 mm) for epoxy grout and 2 to 2 1/2 in (50 to 64 mm) above the top of the concrete foundation to allow
for the proper thickness of concrete grout.
2. The surface of the foundation, where the grouting will be poured, should be left rough and be carefully
cleaned before grouting. When using concrete grout, this surface should be thoroughly saturated with
water and kept wet to prevent any rapid absorption of water from the grout mix. However, remove any
excess water from the top of the foundation just before pouring the concrete grout. Use a concrete grout
mixture that contains a non-shrink additive to minimize the shrinkage. Mix and pour the epoxy grout
following the instructions in the carton. Pay particular attention to the temperature requirements.
3. Using an overhead crane or other lifting device that is capable of lifting the total weight of the crusher,
attach suitable steel cable slings to the four (4) ribs near the lower corners of the main frame flange. The
steel cables should be held apart by heavy-duty spreader bars to prevent any shifting of the cables.
WARNING
RISK OF INJURY DURING LIFTING
Always make sure the lifting device is of sufficient capacity to lift the required weights.If not,
this could result in serious personal injury or severe damage to the equipment.
The installation process requires overhead clearance for lifting and positioning of the crusher and its
assembly components. Make sure ample clearance and overhead space are available to safely maneuver
the crusher for installation. Overhead space and clearance will later also be required for crusher maintenance
actives; The foundation size and clearance requirements, dynamic and static forces generated by a crusher
can be found on the crusher's GA drawing provided by Weir.
4. Lower the crusher in position on the foundation on top of the hardwood blocks.
5. Level the crusher by inserting steel shims between the underside of the main frame flange on top of the
wood blocks.
NOTICE
CRUSHER LEVEL
When a crusher is mounted on a steel structure, the crusher is simply levelled, shimmed
and tightened firmly to the structure.
6. Construct a form around the inside and outside of the main frame flange to contain the epoxy or
concrete during pouring. Use 1 x 4 in (25 x 102 mm) wood strips for the forms. Locate and fasten the 1
x 4 in (25 x 102 mm) wood strips, 1/2 in (13 mm) from the outside of the main frame flange. On the
inside, place the forms against the side of the foundation and the underside of the main frame flange. All
forms must be thoroughly waxed with several coats of ordinary paste wax. This will prevent the wood
strips from sticking to the grout. All joints and seams must be sealed with tubes of silicone caulk to
prevent leakage of the grout during pouring.
7. To prevent air entrapment under the crusher, pour the grout from one place at a time, allowing the grout
to cover an area of approximately 2 ft (.6 m) on either side of the pouring spot. Then move to a position
where the previous pour flow has stopped and pour again. Continue this procedure until grouting is
completed. Do not pour the grout into more than one area at a time.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-3
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
8. Epoxy or concrete grout should harden sufficiently in 2 or 3 days to permit operation. After the grouting
has hardened, tighten the crusher firmly to the foundation.
Foundation Bolts (4)
Epoxy or Concrete Grout
with wood forms removed
Wood Forms
Outer Line of Foundation
Crusher Main
Frame Flange
Figure 6-2: Foundation Layout
6.3.2 Mounting Drive Motor
When mounting Cone Crusher drive motors, make sure that it is mounted on a similar mounting isolation
platform as the Cone Crusher. This ensures that the drive motor does not allow the drive belts to slack in
under load.
6.4 Machinery Installed onto a Skid, Mobile or Portable Unit
For applications where the machinery and its drive system is to be installed onto a skid, mobile or portable
unit, the unit's structure and machinery hold down fixings must be designed and constructed to suit the
maximum loads transmitted from the machinery to the structure during it is in use including breakdown event.
Refer to the General Arrangement for details of loading's transmitted to the support structure from the
machinery. The machinery must be stable and mounted level (refer to “Level Requirements” on page 6-4)
before use.
It is recommended that a stability assessment of the application by a competent person is made and if
deemed necessary additional outriggers are used to prevent tipping or rolling of the assembly before use.
NOTICE
CRUSHER INSTALLATION
Weather and other factors that may affect ground stability, regular checks should be made
for changing ground conditions during machine use. The machine should be securely fixed
down to the mobile unit structure and supported on firm ground so that no movement can
occur during use.
Machinery should never be operated whilst a mobile platform is in transit.
6.5 Position
The Cone Crusher must be in installed in a location where there is sufficient clearance above and around the
unit for access to maintain, repair or replace the:
• Bowl and head assemblies
• Countershaft assembly
Allow enough room around the Cone Crusher for conveyors, loaders, and maintenance equipment (including
auxiliary equipment) and personnel. This ensures easy removal of the equipment during servicing.
6.6 Level Requirements
Wherever the Cone Crusher is installed, it must be mounted level.
• For stationary units, the supporting structure must be level when completed.
• For skid-mounted, mobile or portable plant units, the frame must be levelled. Use levelling jacks or
suitable blocking as needed to bring the unit to a level position.
• Horizontal of the crusher requirement - 1mm/m.
Page 6-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
6.7 Lifting Requirements
To lift the Cone Crusher, use machinery, lifting slings, and equipment of sufficient size to safely handle the
load. When hooking lifting slings to the Cone Crusher, always attach to the main frame. Never lift the
complete Cone Crusher by attaching to the upper frame assembly or hopper. If only the upper frame
assembly is to be removed from the Cone Crusher for maintenance or component replacement, fasten the
lifting slings and equipment to the lifting lugs provided on top of the assembly.
6.8 Feed Arrangement
Incorrect Method Correct Method
Figure 6-3: Feed Arrangement
The efficiency of the crusher is directly dependent on the feed arrangement. The crusher reaches maximum
efficiency, if the feed supplied is adequate and evenly distributed around the crushing cavity.
Proper control of the feed material maximises capacity, product size and life of components. Inadequate feed
causes the crusher to run in underpowered conditions, resulting in uneven distribution of forces across the
bearings.
Make sure that the feed is mixed thoroughly and distributed evenly around the crushing cavity. Unevenly
distributed feed leads to irregular size products and reduced capacity. This also causes “ring movement”.
Ring movement is a condition when the adjustment ring jumps up and down over the main frame seat liners.
Extended ring bounce leads to damage of components like adjustment ring, main frame seat liners, main
frame and other attaching parts.
It is recommended to mount a feed box over the top of the hopper of the crusher. This provides a backstop for
the feed as it comes from the chute. The feed box makes sure that the feed rebounds and falls vertically on
the feed plate uniformly.
The speed of the material entering the crusher must be controlled. Material dropped from a higher distance
can pass through the open side of the cavity and is not crushed. This results in extended period of ring
bounce, resulting in damage to components.
It is good practice to place a screen ahead of the crusher to prevent fine particles from entering the crushing
cavity.
To prevent any non-crushable items (called “tramp”) from entering the crushing cavity, install a device to
remove non-crushable items, such as metal magnet or detector.
Such materials passing into the crushing chamber cause ring bounce and may damage components.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-5
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
6.9 Discharge Arrangement
The discharge arrangement varies with each installation. The discharge arrangement must follow the
recommendation given in the foundation drawings. A shelf or ledge has to be constructed within the
discharge compartment. This makes a “dead bed” and is designed to absorb the impact of the falling material
before it moves to the conveying equipment. This ensures that the conveying equipment has extended life.
If a chute is being used, the slope of the chute must be more than 45° with the horizontal and, if the material
is very sticky, increase the angle of inclination.
Maintain sufficient clearance between the crusher and the discharge area. This prevents material from
clogging the discharge area and in turn avoids the build-up of the material under the crusher.
A Zero Speed Switch should be installed on the “tail pulley” or “counterweight pulley” on the crusher
discharge belt or conveyor to stop the feed to the crusher. It prevents the discharging material from backing
up into the crusher.
6.10 Drive System
The Cone Crusher is V-Belt Driven type and powered by an electric motor.
6.10.1 V-belt Drive
The V-belt drive prevents shock loads from being transmitted to the crusher drive motor. Different
combinations of sheave diameters are used to vary the speed of the countershaft. Two different types of
V-belt drives are single and banded belts.
Both of these types can be used on a standard sheave.
The single belts are compact and are designed for drive economy and reduced overhung load. The banded
belts are a set of two or four or eight individual belts attached with a common cover to prevent belt whip or
turnover. For optimum performance limit the banded belts to two or four individual belts.
If the motor sheave is located within 30° or directly below the crusher vertical centreline, then inform the
factory about the position of the same. The factory would install the outer countershaft bushing accordingly.
Installation of V-belt Drive
4
1
3
2
4
1 Tight Side 3 Slack Side Note Bow or Sag in Belts
2 Motor Sheave 4 Crusher Sheave
Figure 6-4: V-belt Drive Slack Side
Page 6-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
To install the V-belt drive, proceed as follows:
1. Clean the sheave grooves. Make sure that the oil, grease or rust are removed. Use brake cleaner
aerosol spray.
2. Align the sheaves and make sure that the shafts are parallel.
3. Do not try to force the belt on the sheaves. Always reduce the centre distance between the sheaves, so
that the belts can be easily slipped on them.
Due to manufacturing tolerance or possible stretch and wear of the belt, the centres must be adjustable to
accommodate this allowance. Do not mix old and new belts. Always use belts of the same rating and of
manufactures.
6.11 Motor
An electrical motor is used as the crusher driving motor. The drive motor specification is as follows:
• Continuous rated, with normal starting torque (approximately 125 percent).
• Normal breakdown torque (approximately 200 percent) with ± 10 percent acceptable voltage variance.
• Abrasive resistant insulation and stator thermostats (an internal protective device).
• The horsepower rating of 15% higher than the recommended operating horsepower (ideally use a
service factor of 1.15 to maintain a continuous horsepower level).
Model Recommended Power kW (HP)
TC36 90 (125)
TC51 200 (250)
TC66 250 (350)
TC84X 450 (600)
Table 6-1: Motor Selection Guide
6.12 Piping Information
Refer to the piping and lubrication drawings for piping connections and location. The types of lubrication used
for a Cone Crusher is given in section “Lubricant Specification” on page 14-1. Generally, the piping layout
varies with each site and local conditions.
Important factors that influence the piping layout are as follows:
• It is recommended to keep the pipeline short and as direct as possible.
• It is recommended to keep the pipes clean. Remove chips and cuttings from all pipes before operating
the lubrication system.
• Check all pipes for leaks. Any leakage in the oil suction line leads to lowering the pump efficiency.
• Install unions at suitable locations to enable maintenance activities on equipment like oil pump, filter,
cooler, etc.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-7
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
6.13 Installation
If the Cone Crusher is shipped in separated sub-assemblies, the arrangement is listed below.
The following sub-assemblies of the Cone Crusher are shipped separately:
1. Main Frame Assembly (includes socket assembly, eccentric assembly and countershaft assembly)
2. Head Assembly
3. Upper Frame and Bowl Assembly
4. Tramp Release Cylinder
Once the main frame assembly is grouted to the foundation, the sub-assemblies of the Cone Crusher are
installed on it.
CAUTION
CAUTION WHILE USING CRANES
• One of the most common Cone Crusher safety violations is the use of inadequate and
unsafe lifting device.
• The internal parts of the Cone Crusher must only be assembled and disassembled with
crane facilities that are capable of lifting and lowering the various parts of a Cone
Crusher.
• Operate the crane within the rated capacity. The safe rated capacity includes weight of
the hook, block and any material handling devices such as cables, slings, spreader bar,
etc.
• To find the true weight of the load which can be handled safely, subtract the weight of the
hook, block and any material handling devices such as cables, slings, spreader bar etc.
• Consider chain blocks as the last option to assemble and disassemble the Cone Crusher.
CAUTION
CAUTION WHILE USING MOBILE CRANES
• When using a mobile crane, operate it within the rated capacity of the machine to avoid
buckling the boom or tipping.
• Safe ratings are based on operating the crane on firm, level ground.
• Avoid fast swings, hoists or sudden braking as this can cause overloads.
• Do not handle large, heavy loads in strong winds.
• While moving the crane, check bridges before crossing.
• Check clearance under bridges, for overhead electrical lines or any overhead obstruction.
CAUTION
CAUTION WHILE USING LIFTING EQUIPMENT
• Lift all Cone Crusher components using equipment with slow and even movements.
• Always comply with maximum load regulations for the equipment.
• Add the weights of the hoisting accessories such as chain, hooks etc. to the Cone
Crusher weight.
NOTICE
TORQUE SPECIFICATIONS
For specific bolt torques requirements refer to the “Torque Specifications” on page 19-1.
Page 6-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
NOTICE
TOOLS AND LIFTING DEVICES CONDITION
Ensure that all tools, equipments, and lifting devices required for assembly are in good
condition.
6.13.1 Countershaft Assembly Installation into the Mainframe
2 3
1 Mainframe Assembly 3 Eye Bolt
2 Lifting Slings 4 Countershaft Assembly
Figure 6-5: Typical Countershaft Assembly Installation
To install countershaft assembly, proceed as follows:
1. Install the eye bolts to the countershaft assembly and attach the lifting slings to eye bolts.
2. Lift the countershaft assembly using an appropriate lifting device.
3. Insert the countershaft assembly into the mainframe assembly.
4. Install bolts and washers in their holes of countershaft assembly and mainframe assembly. Torque the
bolts gradually. Refer “Torque Specifications” on page 19-1.
5. Remove the lifting slings and eye bolts from the countershaft assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-9
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
6.13.2 Eccentric Assembly Installation
5
1
1 Eye Bolt 4 Lifting Slings
2 Eccentric Assembly 5 Steel Cross Bar
3 Mainframe Assembly
Figure 6-6: Typical Eccentric Assembly Installation
To install eccentric assembly, proceed as follows:
1. Install the eye bolts to the eccentric assembly and attach lifting slings to the eye bolts.
2. Lift the eccentric assembly using appropriate lifting device.
3. Carefully insert the eccentric assembly into the mainframe and ensure the required backlash and root
clearance is achieved between the eccentric gear and countershaft pinion.
4. Remove the lifting slings and eye bolts from the eccentric assembly.
Page 6-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
6.13.3 Socket Assembly Installation
6.13.3.1 Socket Installation
7
2
1 Lifting Slings 5 Dowel Pin
2 Socket Liner 6 Locking Key
3 Socket 7 Eye Bolt
4 Mainframe Assembly
Figure 6-7: Typical Socket Installation
Once the eccentric assembly is installed, and the backlash and root clearances have been established, install
the socket as follows:
1. Lower the socket assembly into an approximate position on the mainframe and align the holes in the
socket with the tapped holes in the mainframe.
NOTICE
SOCKET AND MAINFRAME ALIGNMENT
A hole in both the socket and mainframe is offset to ensure proper alignment.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-11
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
2. Insert the socket head cap screws through the holes in the socket then into the tapped holes in the
mainframe.
3. As the socket has an interference fit with the mainframe, uniformly heat the mainframe around the
socket fit to 38°C (100°F) above ambient temperature. See Table 6-2 on page 6-12 for the proper
amount of interference between socket and main frame.
4. Alternately tighten each cap screw with a wrench, to prevent a small amount of binding.
5. Tighten all cap screws until the socket is seated in the mainframe. The socket is properly seated when
the flange is in contact with the mainframe.
Socket to Main Frame Interference
Crusher Size
Minimum Maximum
TC36 0.002 in (0.05 mm) 0.006 in (0.152 mm)
TC51 0.0004 in (0.010 mm) 0.006 in (0.152 mm)
TC66 0.005 in (0.127 mm) 0.009 in (0.229 mm)
TC84X 0.00086 in (0.022 mm) 0.0055 in (0.14 mm)
Table 6-2: Socket to Main Frame Interference
6.13.3.2 Socket Liner Installation
The radial oil grooves in the socket liner are 0.59 in (15mm) deep when the socket liner was “new”. When the
socket liner is replaced as follows:
NOTICE
SOCKET LINER REPLACEMENT
The socket liner must be replaced when the grooves in the liner wear down to a 0.16 in
(4mm) depth.
1. Remove the cap screws that secure the socket to the mainframe.
2. Install the three (3) jackscrews in the tapped holes in the socket flange.
3. Uniformly heating the mainframe around the socket fit to 38°C (100°F) above ambient temperature. The
heating of the mainframe is required to protect it from damage when removing the socket.
4. Alternately tighten each jack screw a small amount to prevent binding in the mainframe.
5. Continue tightening the cap screws until they bottom in the threaded holes.
6. Back out the cap screws far enough to insert a steel block under each cap screw. Continue tightening
the cap screws until the socket is free of the mainframe.
7. Place the socket upside down on timbers or other suitable supports.
8. Place a 4" x 4" wooden block against the socket liner and hit against the wooden block with a heavy
hammer. Keep hitting the liner, moving around the bore, and alternately hitting the liner at one point and
then at a point on the opposite side, until the liner drops free.
9. Make sure that the socket liner-seating surface on the socket was not damaged (dents, nicks, etc.)
when the socket liner was removed. These must be ground flush!
10. Then turn the socket over and center the new liner over the drilled holes in the socket. To prevent the
socket liner from turning, should the socket liner lose its interference fit, Babbitt will be poured in the
holes of the socket liner and socket after the liner is seated.
11. Place a wooden block directly over the top of the socket fit, as the liner has an interference fit with the
socket, and hit against the block with a sledgehammer or heavy ram. See Table 6-3 on page 6-14 for the
proper amount of interference between the socket liner and the socket. Force the liner in place a little at
a time, moving around the perimeter of the bore and alternately hitting the bock at one point and then at
a point on the opposite side.
Page 6-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
12. There are two methods used to prevent the socket liner from rotating in the socket. Refer to the crusher
parts manual and check the Machine serial number (SN) to confirm which method is used.
a. If dowel pins are used in the socket, pour molten Babbitt into the holes in the socket liner.
1
1 Pouring Holes 3 Socket
2 Socket Liner 4 Support
Figure 6-8: Melted Bushing Lock
b. If a key is used, bolt the key onto the socket prior to installing the socket liner.
1
1 Socket Liner 3 Key
2 Socket
Figure 6-9: Socket Liner Installation With Key
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-13
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
13. Thoroughly clean and lightly oil the surface of the liner.
Socket Liner to Socket Interference
Crusher Size
Minimum Maximum
TC36 0.00 in (0.0 mm) 0.003 in (0.08 mm)
TC51 0.0002 in (0.005 mm) 0.004 in (0.102 mm)
TC66 0.005 in (0.127 mm) 0.009 in (0.229 mm)
TC84X 0.00086 in (0.022 mm) 0.0055 in (0.14 mm)
Table 6-3: Socket Liner to Main Frame Interference
Page 6-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
6.13.3.3 Socket Sealing Ring Installation
1 Lifting Slings 3 Socket
2 Socket Sealing Ring 4 Eye Bolt
Figure 6-10: Typical Socket Sealing Ring Installation
To install socket sealing ring, proceed as follows:
1. Install the eye bolts to the socket sealing ring and attach the lifting slings to eye bolts.
2. Lift it using appropriate lifting device.
3. Place the socket sealing ring on to the socket locking key.
4. Remove the lifting slings and eye bolts from the socket sealing ring.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-15
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
6.13.4 Head Assembly Installation
1 4
2 2
3 3
1 Lifting Slings 3 Head Assembly
2 Head Lifting Tool 4 Lifting Straps
Figure 6-11: Typical Head Assembly Installation
To install head assembly, proceed as follows:
1. Install head lifting tool on the head assembly, attach the lifting slings/lifting straps to the head lifting tool.
2. Lift the head assembly using appropriate lifting device.
3. Place the head assembly on to the socket and the head assembly main shaft into the eccentric
assembly.
4. Remove the lifting device from the head assembly.
Page 6-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
6.13.5 Upper Assembly Installation
1 Lifting Slings 3 Mainframe Pin
2 Upper Frame Assembly
Figure 6-12: Typical Upper Assembly Installation
To install upper frame assembly, proceed as follows:
1. Attach the lifting slings to upper frame assembly
2. Lift the upper frame assembly using an appropriate lifting device.
3. Place the upper frame assembly by aligning the holes of upper frame assembly to the mainframe pins.
4. Remove the lifting slings from the upper frame assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-17
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
6.13.6 Bowl Assembly Installation
1 Lifting Slings 3 Upper Frame Assembly
2 Bowl Assembly 4 Mainframe Assembly
Figure 6-13: Typical Bowl Assembly Installation
To install bowl assembly, proceed as follows:
1. Attach the lifting slings to the bowl assembly.
2. Use appropriate lifting device to lift the bowl assembly from the support. Position and lower the bowl
assembly into the upper frame assembly as shown in the Figure 6-13.
3. Carefully align the 50mm pitch adjustment threads on the bowl and clamping ring, then rotate the bowl
in a clock wise direction, threading it into the upper frame assembly.
4. The hydraulic adjustment motor can be used to rotate the bowl assembly once properly engaged with
the clamping ring threads.
5. Remove the lifting slings from the bowl assembly.
Page 6-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Installation of Crusher
6.13.7 Tramp Release Cylinder Installation
Type 1
Type 2
1 Clevis Pin 3 Cotter Pin
2 Tramp Release Cylinder
Figure 6-14: Typical Tramp Release Cylinder Installation
To install the tramp release cylinders, proceed as follows:
1. Make sure that all cylinders are de-pressurised.
2. Using an appropriate lifting device, carefully lift the tramp release cylinder onto the mainframe and align
the bottom fork of the cylinder onto main frame boss.
3. Insert the lower clevis pin to lock the lower part of the tramp release cylinder to the mainframe. Insert the
cotter pin at the end of the lower pin to hold it in position.
4. Use a wedge in-between the bottom clearance to the mainframe or a strap hanging on the top to ensure
that the cylinder will not be pivoted falling over.
5. Insert the upper clevis pin to lock the upper part of the tramp release cylinder to the upper frame
assembly. Insert the cotter pin at the end of the upper pin to hold it in position.
6. Once the tramp release cylinder is installed, remove the lifting device from the top.
7. Repeat the steps 2 to 6 to install the remaining tramp release cylinders onto the mainframe and upper
frame assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 6-19
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Installation of Crusher Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 6-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7 Lubrication Power Unit (LPU)
7.1 General Information
The lubrication system consists of an oil reservoir, pump and motor, pump relief valve, filter, filter relief valve,
oil cooler, lube pressure switch, immersion heater, and high-temperature switch. Sensors are used at various
locations in the circuit to monitor the oil temperature. Pressure gauges are used at various locations to
monitor oil pressure as it flows through the entire circuit.
CAUTION
EQUIPMENT DAMAGE
Always use only the recommended lubricants. Using any other lubricants may lead to
equipment damage and void warranties.
7.2 Receiving and Inspection
When the Lubrication Power Unit (LPU) is delivered, thoroughly check for damage that might have occurred
during transport.
NOTICE
INSPECTION
Inspect the Lubrication Power Unit (LPU) before proceeding with the installation.
Do the following during inspection:
• Note any damage on the shipper's bill of lading and have the deliverer sign your description of any
problem(s).
• Keep a copy of the marked-up bill of lading for your files.
• Take photos if possible.
• File a claim with the carrier within 30 days of receipt of the equipment.
• Check loose parts, small parts boxes, and tools against the packing list to make sure that all items
shipped are present.
7.3 Level Requirements
Comply with the following requirements while installing the LPU in an upright position:
• Level tolerance of base should be within ±1 mm / 1m. Use a level gauge to check the level.
• Make sure that the base is flat.
90°
90°
Figure 7-1: Installation of LPU (Typical)
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
Once the LPU is placed in an upright position, it has to be welded or fastened by bolts onto the level base. If
the cabinet is fixed directly onto a floor, comply with the following requirements:
1. The level tolerance requirement shall be the same for both the base and floor.
2. The lower layer of the floor has to be firm and concrete to meet the tolerance requirement while filling
the soil (especially while using the insulating layer and adhesive agent).
3. The floor shall have the loading capability over 20kN/m2 (compression for the floor from top to bottom).
DANGER
RISK OF PERSONNEL INJURY OR DEATH
ONLY PROPERLY TRAINED AND QUALIFIED PERSONNEL WITH KNOWLEDGE OF
THE EQUIPMENT SHOULD INSTALL AND MAINTAIN THE LPU. PERSONNEL SHOULD
WEAR APPROPRIATE SAFETY HEADGEAR, GLOVES, SHOES, AND GLASSES WHILE
PERFORMING THE INSTALLATION PROCEDURE. EXTREME CAUTION IS REQUIRED
WHEN PERFORMING THE INSTALLATION.
IMPROPER HANDLING OF THE EQUIPMENT CAN LEAD TO EQUIPMENT DAMAGE
OR SEVERE PERSONAL INJURY OR DEATH.
WARNING
PERSONNEL INJURY OR EQUIPMENT DAMAGE
Electrical connections should only be made by appropriately qualified electrical personnel.
Incorrect wiring may cause electric shock or fire.
Make sure that the cables are clean. Dirt or debris on the cables at the exit of the LPU may
cause short-circuit, leading to personal injury or equipment damage.
In case of fire involving electrical equipment, use only carbon dioxide fire extinguishers or
those approved for use in fighting electrical fires.
WARNING
PERSONNEL INJURY OR EQUIPMENT DAMAGE
While dismantling the LPU, there is a risk of damage to the wooden box. Improper handling
can cause equipment damage or injury.
After completing the installation of LPU, clean the work area, to prevent equipment
damage.
7.4 Lifting Requirements
CAUTION
RISK OF PERSONNEL INJURY AND EQUIPMENT DAMAGE
Follow local codes and guidelines in addition to your company safety procedures when
handling LPU. To avoid personal injury and structural damage to the LPU, never attempt to
lift or move the LPU by any means other than those listed in this publication.
The following guidelines are provided to avoid personal injury and equipment damage during handling, and to
facilitate moving the LPU at the installation site.
Due to varying LPU configurations, several different shipping skids are used. To prevent distortion and
minimize the tipping of the LPU during the moving process, the shipping skid must remain bolted to the LPU
until it is delivered to its final installation area.
Handle the LPU carefully to avoid damage to the units, columns, and paint. Keep the LPU in an upright
position. The LPU should not have been tipped or laid flat during shipment. Before moving the LPU, make
sure that the route is clear of all obstructions and that fellow worker are a safe distance away.
Page 7-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.4.1 Forklifting
DANGER
RISK OF PERSONNEL INJURY OR DEATH
SECURE THE LOAD/LPU, IS NECESSARY. IMPROPER USE OF LIFTING EQUIPMENT
OR LIFTING MAY LEAD TO FALLING OF EQUIPMENT, CAUSING EQUIPMENT
DAMAGE OR SEVERE PERSONAL INJURY.
Figure 7-2: Moving LPU
The LPU has shipping skids that facilitate the insertion of lift truck forks, with fork access from each side. To
use the forklift for lifting the LPU, proceed as follows:
CAUTION
EQUIPMENT DAMAGE
Ensure that the forklift truck can handle the weight and size of the LPU safely. Shipping
weights can be found on the packing slip included with each shipment.
1. Use the Forklift only from underneath the shipping skid. Use the skid to support the load with the
appropriate safety factor. Carefully position the LPU on the forks for proper balance, note that the LPU is
top- and front-heavy. Make sure that the forks support the load. Keep the load against the carriage. Tilt
the load backward toward the lift truck's mast.
2. Use a belt to secure the LPU to the forklift truck.
3. Start and stop the forklift truck gradually and slowly, avoiding jerky movements. When traveling with the
load, drive slowly with the forks carried as low as possible, consistent with safe operation.
4. Refer to “TC36, TC51, TC66 & TC84X LPU Dimensions” on page 7-10 for LPU weight and size
information.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.4.2 Overhead Lifting (Crane or Hoist)
Overhead lifting is the recommended method for moving the LPU, supplied with lifting points. LPU bases are
provided with lifting angles. Refer to Figure 7-3 and follow the overhead lifting procedure.
Figure 7-3: Lifting LPU
WARNING
EQUIPMENT DAMAGE
Ensure that the load rating of the lifting device is sufficient to handle the load safely. Refer
to the packing slip included with the shipment for weights.
1. Attach rigging to the overhead crane, hoist or similar lifting device.
2. Do not pass ropes or cables through the support holes in the lifting angle. Use slings with load-rated
hooks or shackles.
3. Select or adjust the rigging lengths to compensate for any unequal weight distribution of the load and
support the LPU in an upright position.
4. Reduce tension on the rigging and compression on the lifting angle by ensuring the angle between the
lifting cables and the vertical plane does not exceed safety ratings.
7.4.3 Lifting Sling
Using a lifting sling is the preferred method for overhead lifting of heavy-duty/export packaged systems, but it
may be used for other types of systems. Refer to the following procedure.
1. Place the lifting sling under the shipping platform. Ensure that slack has been eliminated and that the
lifting sling remains in place under the load.
2. The spreader bar must have a larger span (overhang) than the LPU load.
3. Carefully stabilize the LPU during handling. All rigging must be designed to support the load (refer to the
packing slip for weight) with the appropriate safety factor.
Page 7-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.5 Lubrication System Unit Installation
7.5.1 Requirement
The LPU should be installed on either of two bases as described:
1. A concrete base with a strong and stable foundation.
2. A floor that can hold and support the LPU.
3. The fore and aft area of the cabinet should not be lower than 20 mm.
7.5.2 Installation
The lubrication system must be mounted below the crusher’s drain line to prevent oil from being able to back
up into the crusher and cause oil leaks or other problems.
The drain/return oil line must have a minimum pitch of 25 mm (1 in) for every 300 mm (12 in) of run to provide
proper oil drainage from the crusher, refer to Figure 7-4 on page 7-5.
The drain/return oil line should be less than 5 m (16 ft). The bottom of the lube unit should be greater than
1800 mm (71 in) to the crusher mounting surface, refer to Figure 7-4 on page 7-5.
2&3
1 Pitch 3 Return Line Length
2 Run 4 Mount Surface to Bottom of Lube Unit
Figure 7-4: Typical Lubrication System Layout
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.5.3 Countershaft Box Pressure Line Connection
The lubrication system pressure lines must run to the bottom center of the crusher as well as to the top of the
countershaft box housing to assure proper lubrication oil circulation, refer to Figure 7-5 on page 7-6.
Section A-A
A
A 3
4 2
4
1 Countershaft Box Pressure Line 3 Return Line
2 Lubrication System Unit 4 Pressure Lines
Figure 7-5: Lubrication System Pressure Lines
7.5.4 Lubrication System Unit Settings & Adjustment
The lubrication system unit must be adjusted after it is located and installed at the crusher site. The following
steps outline these settings and adjustments:
1. Make sure the proper amount and grade of oil are in the tank.
2. Open tank gate valve.
3. Check the pump for proper rotation.
4. Check the cooling fan for proper rotation (air blows through the cooling fins).
5. Set heater switch (if adjustable). The Normal setting is Off at 30°C (86°F), On at 22°C (72°F), refer
Figure 7-6 on page 7-6.
Figure 7-6: Heater Switch
Page 7-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
6. Set a cooling fan switch (if adjustable). The Normal setting is Off at 38°C (100°F), On at 43°C (110°F),
refer Figure 7-7 on page 7-7.
Figure 7-7: Cooling Fan Switch
7. Remove the cover on the bottom of return oil temperature switch and set it to 54°C (129°F), refer
Figure 7-8 on page 7-7.
Figure 7-8: Return Oil Temperature Switch
8. Check to make sure ball valves are turned to allow the oil to run through a cooler, refer Figure 7-9 on
page 7-7.
Figure 7-9: Lubrication System Cooler Line Ball Valves
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
9. Start the lube system pump and allow the oil to circulate until it has reached 16°C (60°F). Adjust to
correct pressure, refer Table 7-1 on page 7-8.
NOTICE
CHECK PRESSURE SETTING
Once the cone has started and the oil heats up, the pressure will need to be fine-tuned.
The recommended pressure should be maintained when the cone temperature is around
37°C (98°F) which means the pressure may be slightly higher until the cone reaches that
temperature.
MODEL PRESSURE
TC36 5 -13 psi* (0.35 - 0.9 bar)
TC51 5 -15 psi* (0.35 - 1 bar)
TC66 5 -17 psi* (0.35 - 1.2 bar)
TC84X 21 - 72 psi* (1.5 - 5.0 bar)
* Add 1 psi for every 2.5 ft. of elevation you have between the lube line at the skid and the
countershaft box on crusher.
Table 7-1: Cone Crusher Lubrication System Pressure Setting
7.5.5 Test Safeties
Return Oil Temperature Switch
1. Start the cone when return oil has reached 22°C (71°F). The countershaft should rotate counter
clockwise.
2. Turn adjustment knob on return oil temperature switch down below ambient temperature. Cone should
shut off after 15 seconds indicating the safety circuit is wired correctly and functioning properly.
Return Oil Flow Switch (If Equipped)
1. Start the cone when return oil has reached 22°C (71°F). The countershaft should rotate counter
clockwise.
2. With a screwdriver, gently push the flap inside the return line towards the flow of oil until you hear the
contacts actuate. Refer Figure 7-10 on page 7-8 cone should shut down indicating it is wired correctly
and functioning properly.
Figure 7-10: Return Oil Flow Switch
Page 7-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
Lube Pressure Safety Switch
1. Start the Cone Crusher. It may be necessary to wait a while if a soft start is set for a limited amount of
starts.
2. Remove the cover of the pressure safety switch, Refer Figure 7-11 on page 7-9.
1
2
1 Lube Oil Safety Switch 4 Lever Travels as Oil Pressure Increases or Decreases
2 Adjustment 5 Contacts
3 Tripped Position
Figure 7-11: Lube Pressure Safety Switch
3. Loosen the jam nut on adjustment at the top of the switch.
4. Test the switch by turning the adjustment until the lever on the inside travels to the top, thus actuating
the contacts. The cone should stop.
5. Re-adjust the switch so the contacts actuate when the cone is at 60 - 70% of the normal operating
pressure. Example - A cone calculated as needing 0.8 bar (12 psi) at the gauge on the skid to operate
should be set to shut down when the pressure is 0.4 - 0.5 bar (7 - 8 psi).
NOTICE
OIL PRESSURE
The Cone Crusher pressure is measured at the cone inlet / countershaft. At no time should
the oil pressure at the countershaft be less than 0.4 bar (5 psi).
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.6 TC36, TC51, TC66 & TC84X LPU Dimensions
Height
dth
Le
ng Wi
th
SN. Description TC36 TC51 TC66 TC84X
1 Length 1800 mm (70.5 in) 1800 mm (70.5 in) 1900 mm (75 in) 2200 mm (86.5 in)
2 Width 1800 mm (70.5 in) 2100 mm (82.5 in) 2100 mm (82.5 in) 2400 mm (94.5 in)
3 Height 1100 mm (43 in) 1100 mm (43 in) 1220 mm (48 in) 1800 mm (71 in)
4 LPU Tank Capacity 500 L (132 Gallon) 500 L (132 Gallon) 500 L (132 Gallon) 900 L (238 Gallon)
LPU Weight With 1100 Kg (2425 lbs) 1300 Kg (2866 lbs) 1500 Kg (3307 lbs) 1900 Kg (4188 lbs)
5
Out Oil
LPU Weight With 1500 Kg (3307 lbs) 1700 Kg (3748 lbs) 1900 Kg (4188 lbs) 2700 Kg (5952 lbs)
6
Oil
Figure 7-12: LPU Dimensions and Capacity
Page 7-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.7 TC36,TC51, TC66 & TC84X LPU Components
6
18
5
15
10
11
4 2
3 14
19
17
16
16
8
1 Hydraulic Reservoir 8 Ball Valve 14 Heaters
2 Hydraulic Pump 9 Cooler Assembly 15 Level Gauge
3 Coupling 10 Butterfly Valve 16 Temperature Gauge
4 Electric Motor 11 Filter 17 Flow Switch
5 Pressure Gauge 12 Suction Strainer (Not Shown) 18 Pressure Switch
6 Breather 13 Return Strainer (Not Shown) 19 Temperature Switch
7 Relief Valve (Not Shown)
Figure 7-13: TC36, TC51, TC66 & TC84X LPU Components
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-11
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.8 LPU Specifications
Description TC36 TC51 TC66 TC84X
Motor 1.5 kW (2 hp) 3 kW (4 hp) 4 kW (5.3 hp) 11 kW (15 hp)
Motor Speed 700 RPM @ 50HZ 1450 RPM @ 50HZ 960 RPM @ 50HZ 1450 RPM @ 50HZ
1400 RPM @ 60HZ 1700 RPM @ 60HZ 1150 RPM @ 60HZ 1700 RPM @ 60HZ
Oil Pump 63 +/- 15 125 +/- 15 200 +/- 15 400 +/- 25
Flow Capacity
l/min
Working 5-13 psi (0.35 - 0.9 bar) 5-15 psi (0.35 -1 bar) 5-17 psi (0.35 -1.2 bar) 21-72 psi (1.5 -5 bar)
Pressure
Lube Oil Tank 500 L (132 Gallon) 500 L (132 Gallon) 500 L (132 Gallon) 900 L (238 Gallon)
Capacity
Filtration 80 μm 80 μm 80 μm 80 μm
Air Cooler 0.6M × 0.5M 0.9M × 0.9M 1M × 1M 1.7M × 1.5M
Power (Air 1.5 kW (2hp) 2.2 kW (3hp) 2.2 kW (3hp) 7.5 kW (10hp)
Cooler)
Table 7-2: LPU Specifications
7.9 Lubrication Oil Level
1 Low Oil Level 3 High Oil Level
2 Recommend Oil Level
Figure 7-14: Typical LPU Oil Level
There are three labels on the lubrication system, refer to Figure 7-14 on page 7-12.
1. High Oil Level - The oil level to be filled for the first time, under the non-operating condition with pump off
and the crusher oil drained into the tank.
2. Recommend Oil Level - The tank level with full oil during the crusher operation. It is recommended to
keep the oil level close to this label.
3. Low Oil Level - The tank has less oil and needs to be refilled.
Page 7-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.10 Lubricant
The lubricant used must be gear oil with EP properties. The viscosity index must be 90 or higher, resist
foaming and have anti-wear additives. Use the proper oil viscosity grade depending on the specific ambient
operating temperature. For more details refer to “Lubricants” on page 14-1. The oil reservoir holds approx.
500liter (132 gal.) for TC36, TC51, and TC66 models and 900 Liter (238 gal.) for TC84X model. Additional oil
is required to fill the lines, filter, and cooler the first time.
7.11 Start-Up
Check the rotation of the motor before starting the lube system which is clockwise viewed from the fan end.
The minimum oil temperature in the oil tank before starting must be 16°C (60°F). Tank oil temperature is
controlled with immersion heaters which engage at tank temperatures below 22°C (72°F) and disengages at
27°C (80°F). Running the crusher with lube oil too cold could result in excessive relief by-pass and reduced
oil flow to the crusher.
When all of the above have been checked, start the lube system and circulate the oil through the crusher at
least one minute before starting a crusher. This will ensure that all bearing surfaces are lubricated before they
begin spinning.
7.12 Safety Interlocks
TC36
Crusher Start Crusher return oil temperature must be > 27°C (80°F) before crusher start.
Crusher Motor stops/ No Start Oil Pressure < 0.35 bar (5 psi) or Oil Temperature < 16°C (60°F)
Alarm on Oil temperature difference between the feed and return oil > 3°C or 6°F
Return Oil temperature > 54°C (129°F)
Oil differential Pressure > 1.7 bar (25 psi)
Low Oil Level, Zero Flow.
Heater Auto Start / Stop Start when oil Temperature < 22°C (72°F), Stops when > 27°C (80°F)
Cooler Auto Start / Stop Starts when oil Temperature > 43°C (110°F), Stops when < 38°C (100°F)
Lubrication pump is running Oil flow detected in return line,
Tank oil temperature and feed line temperature are in healthy range
Table 7-3: Safety Interlocks for TC36
TC51
Crusher Start Crusher return oil temperature must be > 27°C (80°F) before crusher start.
Crusher Motor stops/ No Start Oil Pressure < 0.35 bar (5 psi) or Oil Temperature < 16°C (60°F)
Alarm on Oil temperature difference between the feed and return oil > 3°C or 6°F
Return Oil temperature > 60°C (140°F)
Low Oil Level and Zero Flow
Heater Auto Start / Stop Start when Oil Temperature < 22°C (72°F) Stops when > 27°C (80°F)
Cooler Auto Start / Stop Start when Oil Temperature > 43°C (110°F), Stops when < 38°C (100°F)
Lubrication pump is running Oil flow detected in return line,
Tank oil temperature and feed line temperature are in healthy range
Table 7-4: Safety Interlocks for TC51
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-13
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
TC66
Crusher Start Crusher return oil temperature must be > 27°C (80°F) before crusher start.
Crusher Motor stops/ No Start Oil Pressure < 0.35 bar (5 psi) or Oil Temperature < 16°C (60°F)
Alarm on Oil temperature difference between the feed and return oil > 3°C or 6°F
Return Oil temperature > 60°C (140°F)
Low Oil Level and Zero Flow
Heater Auto Start / Stop Start when Oil Temperature < 22°C (72°F), Stops when > 27°C (80°F)
Cooler Auto Start / Stop Start when Oil Temperature > 43°C (110°F), Stops when < 38°C (100°F)
Lubrication pump is running Oil flow detected in return line,
Tank oil temperature and feed line temperature are in healthy range
Table 7-5: Safety Interlocks for TC66
TC84X
Crusher Start Crusher return oil temperature must be > 27°C (80°F) before crusher start.
Crusher Motor Oil Pressure < 1.5 bar (22psi) or Oil Temperature < 16°C (60°F)
Stops
LPU Alarm on Oil temperature difference between the Oil temperature difference between the
Warning feed and return oil > 6°C or 11°F feed and return oil > 10 °C
- LPU oil tank temperature < 22 °C (71.6°F)
Alarm
LPU oil supply pressure < 2 bar (29 psi) LPU oil supply pressure < 1.5 bar (22 psi)
LPU Shut
LPU oil supply temperature > 50°C down LPU oil supply temperature > 52 °C
LPU Alarm on (122°F) (125.6°F)
Warning LPU oil drain temperature > 54°C LPU oil drain temperature > 60 °C (140°F)
(130°F)
LPU return oil flow is low for 8 Seconds
Oil tank temp > 60°C (140°F) and LPU oil filter pressure switch is trigged.
Heater Auto Start when Oil Temperature < 22°C (72°F), Stops when < 27°C (80°F)
Start / Stop
Cooler Auto Start when Oil Temperature > 43°C (110°F), Stops when < 38°C (100°F)
Start / Stop
Table 7-6: Safety Interlocks for TC84X
Page 7-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.13 Lubricant Oil Temperature And Pressure In Crusher
1. Normal inlet oil temperature: 38-54°C (100-130°F). Preferred range: 38-41°C (100-115°F)
2. Ensure the 90% oil into crusher when oil temperature 27-35° C (80-95° F); if the oil temperature is above
38° C (100° F), all oil must be into the crusher.
7.14 Recommendations
For Ambient Temp. above 40°C (100°F)
1. Chevron Oil - Use “Gear Compound EP” gear lube oil or “TEGRA Synthetic Gear Oil”
2. Texaco Oil - Use “Meropa EP” gear lube oil or “PINNACLE EP” synthetic oil.
3. Mobil Oil - Use “600” series gear lube oil with EP additive or “SHC” synthetic oil with EP additive.
For Ambient Temp. below 40°C (100°F)
1. Use good quality petroleum-based oil with EP additive. Consult your local lubricant specialist for a
recommendation.
2. For ambient temp. consistently below 0°C (32°F), use 3 tank heaters in the lube tank to get the crusher
starting oil temperature close to 16°C (60°F).
7.15 Lubrication Sensors (Optional)
1. LPU Supply Oil Pressure Sensor: Its purpose is to monitor the pressure in the supply lines. The system
monitors this to indicate the bushings are getting properly lubricated.
2. LPU Supply Oil Temperature Sensor: This RTD is used to monitor the supply oil temperature to the
crusher. It is located between the oil cooler and the crusher. If the oil temperature reaches or exceeds
54°C (129 °F) a warning is set to notify the operator.
3. LPU Return Oil Temperature Sensor: This RTD is used to monitor the return oil temperature leaving the
crusher. If the oil temperature reaches or exceeds 54°C (129 °F) a warning is set to notify the operator
and the feed conveyor is stopped. If the oil temperature exceeds 60°C (140°F) then the crusher must be
stopped.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-15
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.16 Lubrication Schematics
7.16.1 TC36 Standard Lubrication Schematic
16 5 18
9
8
M
11
16 19 19
T T
5
13
13
2 3 4
M 15
7 6 16
10
14
12
19
1 T
Page 7-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
1 Hydraulic Reservoir 11 Filter
2 Hydraulic Pump 12 Suction Strainer
3 Coupling 13 Return Strainer
4 Electric Motor 14 Heater
5 Pressure Gauge 15 Level Gauge
6 Breather 16 Temperature Gauge
7 Relief Valve 17 Flow Switch (Not Shown)
8 Ball Valve 18 Pressure Switch
9 Cooler 19 Temperature Switch
10 Butterfly Valve
Figure 7-15: TC36 Standard Lubrication Schematic
Page 7-17 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.16.2 TC36 Automatic Lubrication Schematic
16 21 U 5 20 U
T P
M 8
11
16 21 U
T
5
13
13
2 3 4
M
15 16
7 6
10
14
12
21
U
T
1
Page 7-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
1 Hydraulic Reservoir 12 Suction Strainer
2 Hydraulic Pump 13 Return Strainer
3 Coupling 14 Heater
4 Electric Motor 15 Level Gauge
5 Pressure Gauge 16 Temperature Gauge
6 Breather 17 Flow Switch (Not Shown)
7 Relief Valve 18 Pressure Switch (Not Shown)
8 Ball Valve 19 Temperature Switch (Not Shown)
9 Cooler 20 Pressure Transducer
10 Butterfly Valve 21 Temperature Transducer
11 Filter 22 Flow Transducer (Not Shown)
Figure 7-16: TC36 Automatic Lubrication Schematic
Page 7-19 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.16.3 TC51 Standard Lubrication Schematic
16 5 18
9
8
M
11
16 19 19 17
T T
5 13
13
2 3 4
M 15 16
7 6
10
14
12
19
1 T
Page 7-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
1 Hydraulic Reservoir 11 Filter
2 Hydraulic Pump 12 Suction Strainer
3 Coupling 13 Return Strainer
4 Electric Motor 14 Heater
5 Pressure Gauge 15 Level Gauge
6 Breather 16 Temperature Gauge
7 Relief Valve 17 Flow Switch
8 Ball Valve 18 Pressure Switch
9 Cooler 19 Temperature Switch
10 Butterfly Valve
Figure 7-17: TC51 Standard Lubrication Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-21
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.16.4 TC51 Automatic Lubrication Schematic
21 20 22
16 U 5 U U
T P F
9
8
M
11
16 21 17
U
T
5
13
2 3 4 13
M
7 6 15 16
10
14 12
U 21
T
Page 7-22 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
1 Hydraulic Reservoir 12 Suction Strainer
2 Hydraulic Pump 13 Return Strainer
3 Coupling 14 Heater
4 Electric Motor 15 Level Gauge
5 Pressure Gauge 16 Temperature Gauge
6 Breather 17 Flow Switch
7 Relief Valve 18 Pressure Switch (Not Shown)
8 Ball Valve 19 Temperature Switch (Not Shown)
9 Cooler 20 Pressure Transducer
10 Butterfly Valve 21 Temperature Transducer
11 Filter 22 Flow Transducer
Figure 7-18: TC51 Automatic Lubrication Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-23
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.16.5 TC66 Standard Lubrication Schematic
16 5 18
9
8
M
11
16 19 19 17
T T
5
13
13
3 4
2
M
7 15
6 16
10
14
12
19
1 T
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-24
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
1 Hydraulic Reservoir 11 Filter
2 Hydraulic Pump 12 Suction Strainer
3 Coupling 13 Return Strainer
4 Electric Motor 14 Heater
5 Pressure Gauge 15 Level Gauge
6 Breather 16 Temperature Gauge
7 Relief Valve 17 Flow Switch
8 Ball Valve 18 Pressure Switch
9 Cooler 19 Temperature Switch
10 Butterfly Valve
Figure 7-19: TC66 Standard Lubrication Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-25
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.16.6 TC66 Automatic Lubrication Schematic
16 U 19 5 18 U 22 U
T P F
9
8
M
11
16 19 17
U
T
5
13
13
2 3 4
M
7 6 15 16
10
14
12
U 19
T
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-26
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
1 Hydraulic Reservoir 12 Suction Strainer
2 Hydraulic Pump 13 Return Strainer
3 Coupling 14 Heater
4 Electric Motor 15 Level Gauge
5 Pressure Gauge 16 Temperature Gauge
6 Breather 17 Flow Switch
7 Relief Valve 18 Pressure Switch (Not Shown)
8 Ball Valve 19 Temperature Switch (Not Shown)
9 Cooler 20 Pressure Transducer
10 Butterfly Valve 21 Temperature Transducer
11 Filter 22 Flow Transducer
Figure 7-20: TC66 Automatic Lubrication Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-27
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.16.7 TC84X Standard Lubrication Schematic
16 5 18 19
9
8
M
16 19 17
5
13
13
3 4
2
M
7 15
6 16
11
14
19
1
T
Page 7-28 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
1 Hydraulic Reservoir 11 Filter
2 Hydraulic Pump 12 Suction Strainer (Not Shown)
3 Coupling 13 Return Strainer
4 Electric Motor 14 Heater
5 Pressure Gauge 15 Level Gauge
6 Breather 16 Temperature Gauge
7 Relief Valve 17 Flow Switch
8 Ball Valve 18 Pressure Switch
9 Cooler 19 Temperature Switch
10 Butterfly Valve (Not Shown)
Figure 7-21: TC84X Standard Lubrication Schematic
Page 7-29 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.16.8 TC84X Automatic Lubrication Schematic
16 19 5 18 22
U
T F
9
8
M
19 17
16
T
5
13
13
2 3 4
M
7 6 15 16
11
14
19
T
1
Page 7-30 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
1 Hydraulic Reservoir 12 Suction Strainer (Not Shown)
2 Hydraulic Pump 13 Return Strainer
3 Coupling 14 Heater
4 Electric Motor 15 Level Gauge
5 Pressure Gauge 16 Temperature Gauge
6 Breather 17 Flow Switch
7 Relief Valve 18 Pressure Switch
8 Ball Valve 19 Temperature Switch
9 Cooler 20 Pressure Transducer (Not Shown)
10 Butterfly Valve (Not Shown) 21 Temperature Transducer (Not Shown)
11 Filter 22 Flow Transducer
Figure 7-22: TC84X Automatic Lubrication Schematic
Page 7-31 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.17 Lubrication Unit Layout with Sensors (Optional)
16 17 20 21 6 11 5
EDS344-3-016 ETS326-3-100
15
19
18
M12x1
9
22 4 3 2
1
؍ᣔ྇
M12x1
14
1 Hydraulic Reservoir 9 Cooler Assembly 16 Temperature Gauge
2 Hydraulic Pump 10 Butterfly Valve (Not Shown) 17 Return Flow Sensor
3 Coupling 11 Filter 18 Oil Flow Sensor
4 Electric Motor 12 Suction Strainer (Not Shown) 19 Return Oil Temperature Sensor
5 Pressure Gauge 13 Return Strainer (Not Shown) 20 Feed Oil Pressure Sensor
6 Breather 14 Heaters 21 Feed Oil Temperature Sensor
7 Relief Valve (Not Shown) 15 Level Gauge 22 Tank Oil Temperature Sensor
8 Ball Valve
Figure 7-23: Lubrication Unit Layout
Page 7-32 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
7.18 LPU and Crusher Connections
1 Lubrication Oil Supply 2 Lubrication Oil Return
Figure 7-24: LPU and Crusher Connections
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-33
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
7.19 Lubrication Sensor Location (Optional)
A
2,4
Standard Temperature & Pressure
Gauges
1,2 3
C
5 6 7 B
D
2
10
9
8 12,13
11
G
2,4,17
15
14,4 18
1,2
C 16
19
H
Standard Temperature & Pressure
Gaugess
2,4,7
Page 7-34 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubrication Power Unit (LPU)
1 Flow Sensor 10 Connector NPT 1/2”X G1/2”
2 Female Connector Plug 11 Female Connector Plug M18 X 1.9
3 Port Plug 12 Temperature Sensor
4 Cable, Shielded 13 Clamp Wall Mount, Sensor
5 Pipe Manifold, 5 - Port 14 Pressure Sensor
6 Elect Pressure Switch 15 Pipe Manifold, 3 - Port
7 Temperature Sensor 16 Pipe Manifold, 2"
8 Temperature Probe Inst Sleeve 17 Elect Pressure Switch
9 Temperature Probe 18 Port Plug, M20 X 1.5
Figure 7-25: Lubrication Sensors Location
A Connect to the Tee Fitting on Outlet of E Install on the LPU Reservoir
Cooler (Gauges are shown in phantom
supplied with STD LPU)
B Connect to the Tee Fitting on Outlet of F Connect to Oil Return Port on Tank
Cooler
C Connect to the Outlet with Pipe G Oil Returned Port
D Thermometer and Flow Switch FS-254 H Connect to the Tee Fitting on Outlet of Cooler
(Gauges are shown in phantom supplied (Gauges are shown in phantom supplied with STD
with STD LPU) LPU)
Table 7-7: Lubrication Sensors Connections
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 7-35
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubrication Power Unit (LPU) Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 7-36 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8 Hydraulic Power Unit (HPU)
8.1 Introduction
The clamping, cavity clearing, bowl locking, and bowl adjustment are functions of the crusher operated
hydraulically. The upper portion of the crusher is clamped to the lower portion of the crusher using tramp
cylinders. These same cylinders are used to clear the crusher by supplying pressure on the piston side of the
cylinders. The bowl is locked to the adjustment ring using clamping cylinders (these cylinders are inside the
adjustment cap and cannot be seen from outside the crusher).
The bowl is screwed into the clamping ring and adjustment ring. The clamping cylinders when pressurized
create a locking force between the adjustment ring, clamping ring, and bowl threads. This prevents the bowl
from turning while crushing.
8.2 Receiving and Inspection
When the Hydraulic Power Unit (HPU) is delivered, thoroughly check for damage that might have occurred
during transport.
NOTICE
INSPECTION
Inspect the Hydraulic Power Unit (HPU) before proceeding with the installation.
Do the following during inspection:
• Note any damage on the shipper's bill of lading and have the deliverer sign your description of
any problem(s).
• Keep a copy of the marked-up bill of lading for your files.
• Take photos if possible.
• File a claim with the carrier within 30 days of receipt of the equipment.
• Check loose parts, small parts boxes, and tools against the packing list to make sure that all items
shipped are present.
8.3 Level Requirements
Comply with the following requirements while installing the HPU in an upright position:
• Level tolerance of base should be within ±1 mm / 1m. Use a level gauge to check the level.
• Make sure that the base is flat.
2
90°
90°
1 HPU 2 Concrete Foundation
Figure 8-1: Installation of HPU
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
Once the HPU is placed in an upright position, it has to be welded or fastened by bolts onto the level base. If
the cabinet is fixed directly onto a floor, comply with the following requirements:
1. The level tolerance requirement shall be the same for both the base and floor.
2. The lower layer of the floor has to be firm and concrete to meet the tolerance requirement while filling
the soil (especially while using the insulating layer and adhesive agent).
3. The floor shall have the loading capability over 20kN/m2 (compression for the floor from top to bottom).
DANGER
RISK OF PERSONNEL INJURY OR DEATH
ONLY PROPERLY TRAINED AND QUALIFIED PERSONNEL WITH THE KNOWLEDGE
OF THE EQUIPMENT SHOULD INSTALL AND MAINTAIN THE HPU. THE PERSONNEL
SHOULD WEAR APPROPRIATE SAFETY HEADGEAR, GLOVES, SHOES, AND
GLASSES WHILE PERFORMING THE INSTALLATION PROCEDURE. EXTREME
CAUTION IS REQUIRED WHEN PERFORMING THE INSTALLATION.
IMPROPER HANDLING OF THE EQUIPMENT CAN LEAD TO EQUIPMENT DAMAGE
OR SEVERE PERSONAL INJURY OR DEATH.
WARNING
PERSONNEL INJURY OR EQUIPMENT DAMAGE
The cable laying should be guided. Cross wiring may cause electric shock or fire accidents.
Make sure that the cables are clean. Dirt or debris on the cables at the exit of the HPU may
cause short-circuit, leading to personal injury or equipment damage.
In case of fire involving electrical equipment, use only carbon dioxide fire extinguishers or
those approved for use in fighting electrical fires.
WARNING
PERSONNEL INJURY OR EQUIPMENT DAMAGE
While dismantling the HPU, there is a risk of damage to the wooden box. Improper
handling can cause equipment damage or injury.
After completing the installation of HPU, clean the work area, to prevent equipment
damage.
8.4 Lifting Requirements
CAUTION
EQUIPMENT DAMAGE
Follow local codes and guidelines in addition to your company safety procedures when
handling HPU. To avoid personal injury and structural damage to the HPU, never attempt
to lift or move the HPU by any means other than those listed in this publication.
The following guidelines are provided to avoid personal injury and equipment damage during handling, and to
facilitate moving the HPU at the installation site.
Due to varying HPU configurations, several different shipping skids are used. To prevent distortion and
minimize the tipping of the HPU during the moving process, the shipping skid must remain bolted to the HPU
until it is delivered to its final installation area.
Handle the HPU carefully to avoid damage to the units, columns, and paint. Keep the HPU in an upright
position. The HPU should not have been tipped or laid flat during shipment. Before moving the HPU, make
sure that the route is clear of all obstructions and that fellow worker are a safe distance away.
Page 8-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.4.1 Forklifting
DANGER
RISK OF PERSONNEL INJURY OR DEATH
SECURE THE LOAD/HPU, IF NECESSARY. IMPROPER USE OF LIFTING EQUIPMENT
OR LIFTING MAY LEAD TO FALLING OF EQUIPMENT, CAUSING EQUIPMENT
DAMAGE OR SEVERE PERSONAL INJURY.
Figure 8-2: Moving HPU
The HPU has shipping skids that facilitate the insertion of lift truck forks, with fork access from each side. To
use the forklift for lifting the HPU, proceed as follows:
CAUTION
EQUIPMENT DAMAGE
Ensure that the forklift truck can handle the weight and size of the HPU safely. Shipping
weights can be found on the packing slip included with each shipment.
1. Use the Forklift only from underneath the shipping skid. Use the skid to support the load with the
appropriate safety factor. Carefully position the HPU on the forks for proper balance, note that the HPU
is top and front-heavy. Make sure that the forks support the load. Keep the load against the carriage. Tilt
the load backward toward the lift truck's mast.
2. Use a belt to secure the HPU to the forklift truck.
3. Start and stop the forklift truck gradually and slowly, avoiding jerky movements. When traveling with the
load, drive slowly with the forks carried as low as possible, consistent with safe operation.
8.4.2 Overhead Lifting (Crane or Hoist)
Overhead lifting is the recommended method for moving the HPU, supplied with lifting angles. HPU bases
are provided at a lifting angle.
1. Attach rigging to the overhead crane, hoist or similar lifting device.
2. Do not pass ropes or cables through the support holes in the lifting angle. Use slings with load-rated
hooks or shackles.
3. Select or adjust the rigging lengths to compensate for any unequal weight distribution of the load and
support the HPU in an upright position.
4. Reduce tension on the rigging and compression on the lifting angle by ensuring the angle between the
lifting cables and the vertical plane does not exceed 45 degrees.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
8.4.3 Lifting Sling
Using a lifting sling is the preferred method for overhead lifting of heavy-duty/export packaged columns, but it
may be used for other types of columns. Refer to the following procedure.
1 Lifting Slings 3 HPU
2 Eye Bolt
Figure 8-3: LPU Lifting
1. Place the lifting sling under the shipping platform. Ensure that slack has been eliminated and that the
lifting sling remains in place under the load.
2. The spreader bar must have a larger span (overhang) than the HPU load.
3. Carefully stabilize the HPU during handling. All rigging must be designed to support the load (refer to the
packing slip for weight) with the appropriate safety factor.
Page 8-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.5 Hydraulic Oil Specification
For this hydraulic power unit, use high-grade paraffin (not naphthalene) base industrial oil of viscosity
specified below, having high film strength, high affinity for and adhesiveness to metal surfaces, and stable
chemical and physical properties. Such oils should have a high viscosity index, rapid water separation, resist
foaming, offer some rust and corrosion protection, resist oxidation and have anti-wear additives. Correct oils
meeting the specifications are essential for the protection of the working parts in the power unit. They are
available from all major oil companies. Improper oils can ruin the parts and their use will void any warranties
pertaining to the power unit.
Refer to “Lubricant Specification” on page 14-1 for hydraulic oil specification.
NOTICE
HYDRAULIC FLUIDS
Do not use fire-resistant hydraulic fluids as these hydraulic systems are not designed for
the use of such fluids.
8.6 HPU Installation
1. Mount the power unit in a location not to exceed 30 feet / 9 mm from the crusher. The unit should be
placed in the proper location so the operator can see the clearing cylinders and the adjustment cap.
2. Install the electrical wiring to the junction box located on the side of the unit. The main switch is included
with the unit but the electrical connection must be supplied by the customer and installed to conform to
local electrical codes. See the electrical schematic for proper customer connections. Do not supply the
power to the unit until all the components are connected and the reservoir is filled.
3. Refer to “Hydraulic Hose Connection To Crusher” on page 8-20 for hose connections from crusher to
HPU manifold.
4. After the wiring of the power, unit has been completed and before starting the power unit, the pump
rotation must be checked. The correct rotation of the electric motor is counter clockwise when viewing
the back of the motor (looking at the motor fan). Bump the motor to verify rotation.
8.7 Operation of Power Unit
The pump on the power unit is a pressure compensated piston pump set to give maximum flow while using
full motor HP. This means that as the pressure required goes up, the flow will go down and maintain a power
draw. This will allow the operator to adjust the crusher as quickly as possible without over-loading the power
unit electric motor.
To install the bowl initially, switch the “Crush/ Service” selector switch on the operator control box to the
“Service” position. This will release any pressure to the clamping cylinders and allow the bowl to turn freely in
the clamping and adjustment ring. Depress the push button that is labeled “Bowl In”. At this time, the
hydraulic brake on the hydraulic gear drive will release and the motor will begin to turn the bowl in. Each\
revolution of the bowl lowers the bowl 50mm (approx. 2”). Once the bowl is in the proper position, release the
“Bowl In” push button and turn the selector switch to “Crush”. The clamping cylinders will then pressurized
and lock the bowl to the adjustment ring.
The base of the tramp cylinders are attached to the adjustment ring and the rod of the tramp cylinders are
attached to the mainframe. While crushing, hydraulic pressure is always trying to retract (collapse) the tramp
cylinders thus keeping the adjustment ring in place. If a non-crushable object enters the crushing cavity, the
adjustment ring will try to lift and pass the object. The hydraulic pressure in the tramp cylinder will exceed the
internal relief valve setting on the cylinder and allow the cylinder to extend to pass the tramp material. Once
the material has passed, the hydraulic pressure will now be lower than the designed operating pressure and
the power unit will start, re-pressurize the tramp cylinders to the proper value and then stop.
NOTICE
PRESSURE RELEASE
Always release system pressure before working on a hydraulic system.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
8.8 Standard HPU Components
7 5
6A
6B 1
6C
11
12
9 10A 10B
1 Hydraulic Reservoir 6A System Pressure Gauge 9 Oil Filter
2 Hydraulic Pump 6B Tramp Pressure Gauge 10A Tramp Pressure Switch
3 Coupling 6C Clamp Pressure Gauge 10B Clamp Pressure Switch
4 Electric Motor 7 Breather Cap 11 Manifold
5 Oil Level Gauge 8 Accumulator 12 Drain Plug
Figure 8-4: Standard HPU Components
Page 8-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.9 Automatic HPU Components
6A
6B
6C
10A 10B 10C
7
9
1
8
4
3
2
11
12
1 Hydraulic Reservoir 6B Tramp Pressure Gauge 10A System Pressure Transducer
2 Hydraulic Pump 6C Clamp Pressure Gauge 10B Tramp Pressure Transducer
3 Coupling 7 Breather Cap 10C Clamp Pressure Transducer
4 Electric Motor 8 Accumulator 11 Manifold
5 Oil Level Gauge 9 Oil Filter 12 Drain Plug
6A System Pressure Gauge
Figure 8-5: Automatic HPU Components
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.10 Hydraulic Schematic
8.10.1 TC36, TC51 & TC66 Standard Hydraulic Schematic
CLAMP CYLINDER
3DT 4DT
A B
14a
P T TRAMP CYLINDER BOWL ADJUSTMENT
5DT 6DT 7DT 8DT
A B A B
14b 14c
13c
P T P T
HYDRAULIC MOTOR
22
15a 13a 13b
11
2DT 15b
CLOSE OPEN
23a
12a 12b
P
6C 23b
18
20
1DT 17
6A 21
20
A1 A2 A3 BR B3
21 21 B2
21 21
10A 10B 6B
20 8
8 20
20
3
19
2 M 4
9 7
16
1 5
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-8
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
1 Hydraulic Reservoir 13B Pressure Reducing Valve Motor Circuit
2 Hydraulic Pump 13C Pressure Reducing Valve Clamp Circuit
3 Coupling 14A Directional Control Valve Clamp Circuit
4 Electric Motor 14B Directional Control Valve Tramp Circuit
5 Level Gauge 14C Directional Control Valve Bowl Adjustment
6A System Pressure Gauge 15A PO Check Valve Clamp
6B Tramp Pressure Gauge 15B PO Check Valve Tramp
6C Clamp Pressure Gauge 16 Ball Valve
7 Breather 17 System Pressure Relief Valve
8 Accumulator 18 Tramp Cylinder
9 Oil Filter 19 Clamp Cylinder
10A Clamp Pressure Switch 20 Gauge Hose
10B Tramp Pressure Switch 21 Gauge Coupling
11 Shuttle Valve 22 Bowl Adjustment Motor
12A Manual Pump Valve Clamp Circuit 23A Clamp Solenoid Dump Valve
12B Manual Pump Valve Tramp Circuit 23B System Solenoid Dump Valve
13A Pressure Reducing Valve Tramp Circuit
Figure 8-6: TC36, TC51 & TC66 Standard Hydraulic Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher
‘
Hydraulic Power Unit (HPU)
8.10.2 TC36, TC51 & TC66 Automatic Hydraulic Schematic
CLAMP CYLINDER
3DT 4DT
A B
14a
P T TRAMP CYLINDER BOWL ADJUSTMENT
5DT 6DT 7DT 8DT
A B A B
14b 14c
13c
P T P T
HYDRAULIC MOTOR
22
15a 13a 13b
24 U 11
20
P 2DT 15b CLOSE OPEN
23a
20 21
21
12a 12b
P
10A 23b 18
20 1DT 17
21
24 U
P T A2 A3
A1 P B2 BR B3
21 21 21
20 10B 20
20
8 8
24
U
P
3
4 19
2 M
9 7
16
1 5
Page 8-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
1 Hydraulic Reservoir 13C Pressure Reducing Valve Clamp Circuit
2 Hydraulic Pump 14A Directional Control Valve Clamp Circuit
3 Coupling 14B Directional Control Valve Tramp Circuit
4 Electric Motor 14C Directional Control Valve Bowl Adjustment
5 Level Gauge 15A PO Check Valve Clamp
6 System Pressure Gauge 15B PO Check Valve Tramp
7 Breather 16 Ball Valve
8 Accumulator 17 System Pressure Relief Valve
9 Oil Filter 18 Tramp Cylinder
10A Clamp Pressure Gauge 19 Clamp Cylinder
10B Tramp Pressure Gauge 20 Gauge Hose
11 Shuttle Valve 21 Gauge Coupling
12A Manual Dump Valve Clamp Circuit 22 Bowl Adjustment Motor
12B Manual Dump Valve Tramp Circuit 23A Clamp Solenoid Dump Valve
13A Pressure Reducing Valve Tramp Circuit 23B System Solenoid Dump Valve
13B Pressure Reducing Valve Motor Circuit 24 Pressure Transducer
Figure 8-7: TC36, TC51 & TC66 Automatic Hydraulic Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-11
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher
‘
Hydraulic Power Unit (HPU)
8.10.3 TC84X Standard Hydraulic Schematic
CLAMP CYLINDER TRAMP CYLINDER BOWL ADJUSTMENT
3DT A B 4DT 5DT 6DT 7DT 8DT
A B A B
14a 14b 14c
P T P T P T
HYDRAULIC MOTOR
22
13a 13b
15a
11
2DT 15b
23a CLOSE OPEN
12a 12b
6B 23b
18
20 1DT 17
6A
21
B2
20
A1 T
21
A2 21 A3 BR B3
21 21 8 6C
20 10B
10A 20
8 20
3
19
2 M 4
9 7
16
1 5
Page 8-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
1 Hydraulic Reservoir 13A Pressure Reducing Valve Tramp Circuit
2 Hydraulic Pump 13B Pressure Reducing Valve Motor Circuit
3 Coupling 14A Directional Control Valve Clamp Circuit
4 Electric Motor 14B Directional Control Valve Tramp Circuit
5 Level Gauge 14C Directional Control Valve Bowl Adjustment
6A System Pressure Gauge 15A PO Check Clamp
6B Clamp Pressure Gauge 15B PO Check Tramp
6C Tramp Pressure Gauge 16 Ball Valve
7 Breather 17 System Pressure Relief Valve
8 Accumulator 18 Tramp Cylinder
9 Oil Filter 19 Clamp Cylinder
10A Clamp Pressure Switch 20 Gauge Hose
10B Tramp Pressure Switch 21 Gauge Coupling
11 Shuttle Valve 22 Bowl Adjustment Motor
12A Manual Dump Valve Clamp Circuit 23A Clamp Solenoid Dump Valve
12B Manual Dump Valve Tramp Circuit 23B System Solenoid Dump Valve
Figure 8-8: TC84X Standard Hydraulic Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-13
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.10.4 TC84X Automatic Hydraulic Schematic
CLAMP CYLINDER TRAMP CYLINDER BOWL ADJUSTMENT
3DT A B 4DT 5DT 6DT 7DT 8DT
A B A B
14a 14b 14c
P T P T P T
HYDRAULIC MOTOR
22
13a 13b
15a
11
2DT 15b CLOSE
23a OPEN
12a 12b
10A 23b
18
24 U 20 1DT 17
P
6 21
U
20 20 24
P T A2 A3
A1 B2 BR B3
21 21 21
21 21
10B 20
20 20
8 8
24
U
P
3
19
2 M 4
9 7
16
1 5
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-14
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
1 Hydraulic Reservoir 14A Directional Control Valve Clamp Circuit
2 Hydraulic Pump 14B Directional Control Valve Tramp Circuit
3 Coupling 14C Directional Control Valve Bowl Adjustment
4 Electric Motor 15A PO Check Clamp
5 Level Gauge 15B PO Check Tramp
6 System Pressure Gauge 16 Ball Valve
7 Breather 17 System Pressure Relief Valve
8 Accumulator 18 Tramp Cylinder
9 Oil Filter 19 Clamp Cylinder
10A Clamp Pressure Gauge 20 Gauge Hose
10B Tramp Pressure Gauge 21 Gauge Coupling
11 Shuttle Valve 22 Bowl Adjustment Motor
12A Manual Dump Valve Clamp Circuit 23A Clamp Solenoid Dump Valve
12B Manual Dump Valve Tramp Circuit 23B System Solenoid Dump Valve
13A Pressure Reducing Valve Tramp Circuit 24 Pressure Transducer
13B Pressure Reducing Valve Motor Circuit
Figure 8-9: TC84X Automatic Hydraulic Schematic
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-15
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.10.5 Valve Logic Reference
Mode 1DT 2DT 3DT 4DT 5DT 6DT 7DT 8DT
Pump Running No Load Service X
Pump Running Loaded Crush X X
Crusher Clear Service X
Bowl In Service X X
Bowl Out Service X X
No Power to HPU Service /
Crush
Table 8-1: Valve Logic Reference
8.10.6 HPU Tank Oil Level
1 High Oil Level 3 Low Oil Level
2 Recommend Oil Level
Figure 8-10: HPU Tank Oil Levels
There are three labels on the hydraulic power unit system, refer to Figure 8-10.
1. High Oil Level - The oil level to be filled for the first time, under the non-operating condition with pump off
and the crusher oil drained into the tank.
2. Recommend Oil Level - The tank level with full oil during the crusher operation. It is recommended to
keep the oil level close to this label.
3. Low Oil Level - The tank has less oil and needs to be refilled.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-16
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.11 TC36, TC51 & TC66 Hydraulic Power Unit Dimensions
A
Height
Length Width
A-A
Figure 8-11: TC36, TC51 & TC66 Hydraulic Power Unit Dimensions
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-17
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
8.12 TC84X Hydraulic Power Unit Dimensions
A
Height
Length Width
A-A
Figure 8-12: TC84X Hydraulic Power Unit Dimensions
Page 8-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.13 TC36, TC51, TC66 & TC84X HPU Dimensions
Descriptions TC36,TC51 & TC66 Models TC84X Model
Length 1050 mm (41.5 in) 1150 mm (45 in)
Width 800 mm (31 in) 900 mm (35 in)
Height 1770 mm (70 in) 2050 mm (80 in)
Weight Without Oil 700 kg (1543 lbs) 800 kg (1763 lbs)
Weight With Oil 840 kg (1851 lbs) 1050 kg (2314 lbs)
Table 8-2: HPU Dimensions
8.14 TC36, TC51, TC66 & TC84X HPU Parameters
Descriptions TC36,TC51 & TC66 Specification TC84X Specification
Normal Pressure 200 bar (2900 psi) 200 bar (2900 psi)
Pump Volume 18 L/Min for 50 HZ 36 L/Min for 50 HZ
22 L/Min for 60 HZ 43 L/Min for 60 HZ
Control Voltage 24 V 24 V
Filtration 25 μm 10 μm
Oil Tank Capacity 140 L (37 gallon) 250 L (66 gallon)
Motor Power 7.5 kW (10 hp) for 50 HZ 15 kW (20 hp)
8.5 kW (11.5 hp) for 60 HZ
Motor Voltage 460 V for 60 HZ /380 V for 50 HZ 460 V for 60 HZ /380 V for 50 HZ
Table 8-3: HPU Parameters
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-19
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
8.15 Hydraulic Hose Connection To Crusher
6
5
A3
A2
BR
A1 B2 B3
5
BR 2
3
A3
4
B3
3
4
Hydraulic Motor Connections
A1
Clamp cylinder Connections
1 Hose Connection From Tramp cylinder to 4 Hose Connection From Hydraulic Gear
Manifold Motor to Manifold
2 Hose Connection From Tramp cylinder to 5 Hose Connection From Hydraulic Gear
Manifold Motor Brake Port to Manifold
3 Hose Connection From Hydraulic Gear 6 Hose Connection From Clamping Cylinder
Motor to Manifold Port to Manifold
Figure 8-13: Typical Hydraulic Pipe Connection Diagram
Page 8-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
There are 6 ports on the HPU, each of these port are connected to the Cone Crusher as follows:
1. Connect the tramp release cylinder hose to Port B2 (tramp release cylinder retain pressure port) on the
HPU manifold.
2. Connect the tramp release cylinder hose to the Port A2 (tramp release cylinder other port) on the HPU
manifold.
3. Connect the clamping cylinder hose to port A1 (clamping cylinder port) on the HPU manifold.
4. Connect the hydraulic motor hose to port A3 (hydraulic motor port A) on the HPU manifold.
5. Connect the hydraulic motor hose to port B3 (hydraulic motor port B) on the HPU manifold.
6. Connect the hydraulic motor brake hose to port BR (brake port) on the HPU manifold.
8.15.1 HPU Manifold Ports Details
Port Name Description Thread Size Standard Torque (Nm)
A1 Clamp Circuit 9/16"-18 ISO 11926-1 47
A2 Tramp Build Pressure 3/4"-16 ISO 11926-1 81
B2 Tramp Clear 3/4"-16 ISO 11926-1 81
A3 Bowl Adjustment In 7/8"-14 ISO 11926-1 136
B3 Bowl Adjustment Out 7/8"-14 ISO 11926-1 136
BR Motor Brake 9/16'-18 ISO 11926-1 47
Table 8-4: Manifold Port Details
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-21
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
8.16 TC36 Hydraulic Pressure Settings
Minimum Pressure Maximum Pressure
Function
Bar (PSI) Bar (PSI)
Main Relief N/A 207 (3000)
Tramp Cylinders 117 (1700) 131 (1900)
Clamp Cylinders 172 (2495) 193 (2800)
Hydraulic Gear Motor - 207 (3000)
Pressure Reducing - 48 (700)
Valve Clamping Circuit
Pressure Reducing - 150 (2200)
Valve Tramp Circuit
Table 8-5: TC36 Hydraulic Pressure Setting
8.17 TC51 Hydraulic Pressure Settings
Minimum Pressure Maximum Pressure
Function
Bar (PSI) Bar (PSI)
Main Relief - 207 (3000)
Tramp Cylinders 131 (1900) 141 (2050)
Clamp Cylinders 172 (2495) 193 (2800)
Hydraulic Gear Motor 207 (3000)
Pressure Reducing - 48 (700)
Valve Clamp Circuit
Pressure Reducing - 150 (2200)
Valve Tramp Circuit
Table 8-6: TC51 Hydraulic Pressure Setting
8.18 TC66 Hydraulic Pressure Settings
Minimum Pressure Maximum Pressure
Function
Bar (PSI) Bar (PSI)
Main Relief N/A 207 (3000)
Tramp Cylinders 173 (2500) 183 (2650)
Clamp Cylinders 172 (2495) 193 (2800)
Hydraulic Gear Motor - 207 (3000)
Pressure Reducing - 48 (700)
Valve Clamping Circuit
Pressure Reducing - 193 (2800)
Valve Tramp Circuit
Table 8-7: TC66 Hydraulic Pressure Setting
Page 8-22 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.19 TC84X Hydraulic Pressure Settings
Minimum Pressure Maximum Pressure
Function
Bar (PSI) Bar (PSI)
Main Relief N/A 207 (3000)
Tramp Cylinders 125 (1800) 140 (2000)
Clamp Cylinders 172 (2495) 193 (2800)
Hydraulic Gear Motor - 207 (3000)
Pressure Reducing - -
Valve Clamp Circuit
Pressure Reducing - 150 (2180)
Valve Tramp Circuit
Table 8-8: TC84X Hydraulic Pressure Settings
8.20 TC84X Inter Locks
Inter Locks
HPU Alarm on Tramp press < 120 bar (1750 psi), HPU Shut down Tramp press >145 bar (2100 psi) in 2
alarm and stop feeder, HPU start minute, alarm and stop HPU
tramp when press > 125 bar (1800 psi)
HPU Alarm on Clamp press <158 bar (2300 psi), HPU Shut down Clamp press >192 Bar (2800 psi) in
alarm and stop feeder, HPU start 2 minute, alarm and stop HPU
tramp when press > 172 bar (2500 psi)
HPU Alarm on Filter press > 2.8 bar (40 psi)
Figure 8-14: TC84X HPU Interlocks
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-23
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
8.21 HPU Sensor Location (Optional)
1 2
Figure 8-15: HPU Sensor Location
1 System Pressure Sensor 3 Clamp Pressure Sensor
2 Tramp Pressure Sensor
Page 8-24 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Hydraulic Power Unit (HPU)
8.22 Hydraulic Troubleshooting
Trouble Shooting
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
Excessive Ring Bounce
Tramp cylinder pressure too low 1. Check that power is being supplied to Hydraulic Power Unit
2. Look for leaks in the tramp cylinder circuit
3. Check the pressure switch (PS3-Sch) setting. PS3 should close
125 bar (1800 psi). PS4 should close at 140 bar (2000 psi).
4. Check the pressure reducing valve (PRV2 -Sch). The Pressure setting
should be150 bar (2175 psi).
5. Check main relief (RV1- Sch). The Pressure setting should be 207 bar
(3000 psi).
6. The Needle valve (NV2 -) is not closed tightly. Tighten valve.
Low Clamping Pressure
Low Clamping cylinder pressure 1. Look for hydraulic leaks in the clamping cylinder circuit.
2. Needle valve (NV1- Sch) is not closed tightly, tighten it.
3. Check the charge on the hydraulic accumulator ACC-1(Sch). Switch
the “Crush/Service” selector switch on the operator control box to the
“Service” position, and then set the pressure to 100 bar (1450 psi)
4. Check the pressure switch (PS1-Sch) setting. PS1 should close
172 bar (2500 psi). PS2 should close at 193 bar (2800 psi).
5. Check main relief (RV1 -Sch). The Pressure setting should be 207 bar
(3000 psi).
Cannot Turn Bowl for Adjustment
No pressure to hydraulic motor 1. Check for pressure at gauge port G5 & G6. You should get system
pressure 207 bar (3000 psi). If not, check electrical connections to
gear drive solenoid valve.
2. Defective main relief valve (RV1). Replace it.
3. Defective pump or motor. Replace it.
4. Check clamping cylinders are releasing.
5. Clean dirt / fines from bowl / adjustment & clamping ring threads.
6. Apply grease to threads at bowl / adjust/clamping rings.
No pressure to hydraulic brake 1. Check for pressure at gauge port G4. You should get system pressure
(pressure to release) 207 bar (3000 psi). If not, inspect shuttle valve SH1
Table 8-9: Hydraulic Troubleshooting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 8-25
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Hydraulic Power Unit (HPU) Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 8-26 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9 Control System
9.1 Control System Architecture
The control system is comprised of the following main modules:
1. Primary Panel (PP)
2. Lubrication Power Unit (LPU)
3. Hydraulic Power Unit (HPU)
4. Local Control Panel
5. Crusher Junction Box
6. Main Crusher Motor
7. Human Machine Interface (HMI)-Optional
9.1.1 Primary Panel (PP)
The PP is a PLC based system equipped with multiple input/output (I/O) and communication modules. This
main panel is typically mounted in a central location due to this panel containing all the power distribution,
communications, and motor protection circuits (MPC) for the following motors:
1. Lubrication Cooling Fan Motor(s)
2. Lubrication Pump Motor(s)
3. Lubrication Heating Element(s)
4. Hydraulic Pump Motor
The PLC is equipped with a field bus interface allowing connectivity to distributed input/output (I/O) modules
located at remote panels around the crusher. It also provides a point for remote access for customer
integration and troubleshooting:
1. Lubrication Power Unit (LPU)
2. Hydraulic Power Unit (HPU)
3. Crusher Junction-Box
4. Main Crusher Primary Panel (PP)
The sensor and control signals of each subsystem are connected via terminals to designated I/O on the
remote I/O modules. The sensor and control data is then communicated back to the primary panel (PP) PLC
via the field bus. Typical field bus protocols include Ethernet/IP, Device net, Profinet, or Profibus. The primary
panel PLC executes the control logic program to provide proper operation and protection to the TC Cone
Crushers and all its associated subsystems.
9.1.2 Lubrication Power Unit (LPU)
The LPU is a remote rack that is linked via Ethernet/IP or Profinet from the Primary Panel PLC. The LPU
circulates lubrication oil throughout the crusher. The lubrication system acts to minimize the friction and
control the temperature generated at the interface of any working parts. The LPU is equipped with various
pressure, temperature, level, and flow sensors. During the crushing process, this unit will maintain optimal
running temperatures, by either heating or cooling the oil depending on the current system running conditions.
9.1.3 Hydraulic Power Unit (HPU)
The HPU is a remote rack that is connected via Ethernet/IP from the Primary Electrical Panel PLC. The HPU is
used to provide the required force necessary to hold the position and adjust the close-side-setting (CSS) of
the bowl, tramp cylinders, and adjustment ring clamping mechanism. The HPU is equipped with various
pressure, temperature and level sensors as well as the solenoid valve assemblies.
9.1.4 Local Control Panel
Provides an operator with limited monitoring and control capabilities of system-critical functions. It allows for
manual adjustment of the close-side-setting (open/close of the bowl), clearing, and manual re-pressurization
of key HPU circuits. This box is usually mounted with switches, toggles, push-buttons, and LEDs.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
9.1.5 Crusher Junction Box
The crusher junction box is a remote rack that is connected via Ethernet/IP or Profinet from the Primary Panel
PLC. This remote rack's only purpose is for data monitoring. This panel collects information directly related to
the internals of the crusher such as temperatures and pressures. It then translates this readout to an
electrical signal that can be understood by the PLC.
9.1.6 Main Crusher Motor
The main crusher drive motor will be controlled by the plant control system, however, there is a link between
the Crusher PLC and plant control system for handshaking, alarms and some interface tags to start and stop
the crusher motor. The link is via a Fibre optic (FO) and Modbus TCP protocol.
9.1.7 Human Machine Interface (HMI) - Optional
The HMI is an operator control console which allows remote control of the entire crusher and its sub-systems
via a digital interface control. This system can either be requested with a touch screen and/or a desktop
version that must be connected to a keyboard, mouse, and additional monitor. This system allows the user to
trend and store data that can be later assessed to help analyze how changes influence crusher performance
based on these recorded metrics. The HMI also tracks machine runtime for all motors which can be used to
determine when individual motor maintenance may be required or estimations to the current wear life left on
the bowl and liner.
Page 9-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9.2 Control System Description
The crusher primary panel serves as the centralized location to control the entire crusher. The crusher primary
panel houses the Programmable Logic Controller (PLC) which preforms the following actions:
1. Receives and processes all input signals from sensors, devices, and HMI commands.
2. Runs through its logic functions, executing outputs to control external devices, as defined in the control
logic narrative for each input and output point.
3. The plant control system accesses the crusher control panel PLC through the data such as the Ethernet
switch or direct messaging. A control interface allows for control and status monitoring from a remote
terminal/station. The data interface presents system information, such as sensors readings, motor
monitoring, faults monitoring, etc.
9.2.1 Programmable Logic Controller
A programmable logic controller is a specialized computer used to control machines and associated
processes. No matter the brand of the PLC there is a central processing unit, input modules, output modules,
and a programming device. The most basic function is to receive the external device or sensor signals as
inputs. When an input is activated, the PLC will react based on internal programming. This programming will
then drive output or reaction from the PLC to affect the process or any other connected device. Some
advantages to using a PLC over other programming device are the PLC has a very little downtime in between
running different programs, they can be programmed Off-line, and are not time-constrained. If a program calls
for the PLC to perform output in 10ms, it will perform the output in 10ms. Unlike some systems that contain
extra delays that prevent timely executions of functionality.
Siemens Compact Logic has been used on TC Series Cone Crushers.
9.2.2 Input / Output Modules
The I/O system provides the physical connection between the equipment and the PLC. It's important to have
sufficient I/O capability in a PLC system. It's better to have more than less so that when more I/O points are
required at a future time, it's easier to write the existing spare I/O points into the software (since the hardware
is already there). There's no harm to the operating system in having spare I/O points; the software can be
programmed to ignore them, and these points will have a negligible effect on the PLC's scan time.
9.2.2.1 Inputs
The input module has two functions: the reception of an external signal and status display of that input point.
In other words, it receives the exterior sensor signals and provides signal conditioning, termination, isolation
and/or indication for that signal's state. Input devices can consist of digital or analog devices. A digital input
card handles discrete devices that give a signal that is either on or Off such as a push-button, limit switch or
selector switches. It can range in input channels as few at 16 points up to 32 points of management. An analog
input card converts a current (4 to 20mA) into a digitally equivalent number that can be understood by the
PLC. Some examples of analog sensors are pressure transducers, flow meters and thermocouples for
temperature readings such as RTD PT100 temperature sensors.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
9.3 HPU Control System Sensor Description (Optional)
Sensors used for data monitoring are located within the cone, HPU and LPU.
1. HPU Tramp Pressure Sensor: This pressure sensor has a range of 0 to 400 bar. Its purpose is to
monitor the pressure in the supply line to the Tramp cylinder. If the pressure falls below a specified
threshold an alarm is sent to notify the operator.
2. HPU Clamp Pressure Sensor: This pressure sensor has a range of 0 to 400 bar. Its purpose is to monitor
the pressure in the supply line to the clamp cylinder. If the pressure falls below a specified threshold an
alarm is sent to notify the operator.
3. HPU System Pressure Sensor: This pressure sensor has a range of 0 to 400 bar. Its purpose is to monitor
the pressure in the HPU. The system monitors this line to indicate overall system pressure; it is also
used during the calibration process of the bowl when zeroing the close-side-setting.
9.3.1 Lubrication Power Unit (LPU) Sensors (Optional)
1. Oil Filter Differential Pressure Transducer: These pressure transducers monitor the pressure difference
between the inlet and the outlet sides of the oil filter assemblies. The pressure difference increases as
the filter become dirty and clogged, If differential pressure reaches or exceeds.
2. LPU Tank Oil Level Sensor: The sensor is a continuous guided wave radar level sensor. When a low
level is read, a warning will be displayed and logged to the HMI to notify the operator of this condition.
Upon a low-level reading, a warning will be displayed indicating that oil should be added. If a low-low
reading is found; the system will stop crushing, only if the required temperature, pressure, and flow are
not seen by the system sensors
3. LPU Tank Oil Temperature Sensor: The sensor is a PT100 RTD and has a temperature measurement
range of -30 to 150 °C. This RTD is used to monitor the oil temperature inside the tank. The oil
temperature must reach a minimum temperature before the crusher motor is allowed to start. If the oil
temperature reaches or exceeds 60 °C an alarm is sent to notify the operator.
4. LPU Return Oil Flow Sensor: The return flow sensor is a smart sensor that is able to detect the
difference between the flow of varying viscosities, such as fluids, water or oils and even gas. Its purpose
is to monitor the return oil flow from the crusher. It will give an analog value back to the controller, so that
the alarm set point can be adjusted for each application. If oil flow is low for 8 seconds an alarm is set
and the feed is stopped.
5. Feed Oil Temperature Sensor: The sensor is a PT100 RTD and has a temperature measurement range
of -25°C to 100°C. This RTD is used to monitor the oil temperature entering the crusher. It is located
between the oil cooler and the crusher. If the oil temperature reaches or exceeds 54°C an alarm is set to
notify the operator and the feed needs to be stopped.
6. Return Oil Temperature Sensor: The sensor is a PT100 RTD and has a temperature measurement
range of -25°C to 100°C. This RTD is used to monitor the oil temperature leaving the crusher. If the oil
temperature reaches or exceeds 54°C an alarm is set to notify the operator. If the oil temperature
reaches or exceeds 56°C the feed needs to be stopped, then the crusher has to be stopped.
7. Feed Oil Pressure Sensor: This pressure sensor has a range of 0 to 16 bar. Its purpose is to monitor the
pressure of the oil entering the crusher. If the pressure reaches or exceeds 1.2 bar an alarm is set to
notify the operator and the feed needs to be stopped. If the pressure falls below 1.0 bar an alarm is set
to notify the operator and the crusher motor needs to be stopped
Page 9-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9.3.2 Cone Crusher Sensors (Standard)
1. Crusher Ultrasonic Cavity Level Sensor: This is a self-contained ultrasonic sensor that provides a non-
contact method of detecting the level of material being fed into the crusher bowl. This sensor is
designed to work well in harsh and dusty environments, by monitoring the material level inside the bowl.
The speed of the feeder is controlled to maintain optimum choke feed level while in operations.
2. Crusher bowl position adjustment gear sensor (Zt301): These sensors used to detect movement of the
bowl for CSS adjustment.
9.3.3 Cone Crusher Sensors (Optional)
1. Crusher Vibration Sensors (VT401, VT402, VT403, VT404): The vibration sensor is a tri-axial
accelerometer with a measurement range of 0 to 81.3 mm/s, and is designed for vibration monitoring in
harsh industrial conditions. The unit is hermetically sealed and includes a water and oil resistant
environmental boot. This accelerometer is used to measure the vibration of the adjustment ring
assembly.
2. Crusher Countershaft Speed Sensor: The proximity sensor is an inductive sensor which accurately
detects metallic objects, and is specially designed for industrial applications. The sensors are used to
detect the belt slip between the countershaft and motor or if the coupling has failed. Speed is also an
indirect measurement to detect countershaft bearing wear. During shut down, if the coasting time to stop
becomes shorter; this can be indicative that an issue with the bearing has developed.
9.3.4 Control System Local Operating Panel
Power: When the LED is active, the local control cabinet has power-on. If this LED is blinking this indicates
that the HPU powered, but the HPU motor is locked-out. This lock-out can be removed via the HMI manual
screen.
Local/Remote: Used to locally control the crusher. When the toggle is in the “local” after the control room
permission position the HMI is temporarily locked out, and the crusher can only be adjusted via the local
station. Once in the “remote”/ default state, the crusher can then be manipulated via the HMI again. To
activate the local mode, permissive is required from the control room operator, then Remote LED on the local
panel will be OFF.
Bowl Direction Open/Lock/Close: When this switch is turned to the “Open” position, the Closed Side
Setting (CSS) increases, the bowl will rise. When the switch is turned to “Close” position, Closed Side Setting
(CSS) decreases, the bowl will lower. After releasing the switch, it will automatically move back to LOCK.
Clearing ON/Off: When the switch turns to ON, the bowl raises to clear the crushing chamber. After releasing
the switch, it automatically resets to Off. If clearing is started, when the ON is released a timer will (re)-start for
5 minutes, temporarily preventing the HPU motor from being used until the crusher has settled back down via
gravity. At any point during this process, the clear ON can be reused to restart the clearing sequence.
Auto Tramp Press ON/Off: If toggled will automatically re-pressurize the tramp circuit no matter where the
pressure is in the sequence.
Remote: When this LED is active, it indicates that the HMI has main control, NOT the local control board.
Low Tramp Pressure: When ON, the tramp pressure is lower than the system set point.
Low Clamp Pressure: When ON, the clamp pressure is lower than the system set point.
Bowl Drive Pressure: When indicating light is on, it states that the metal to metal has contacted while
calibrating.
Dirty Filter: When indicating light is on, it states the difference of internal and external pressure of filter is
abnormal. This indicates that it is time to change the filter.
System High Temp: When indicating light is on, it states oil temperature is higher than the system setting.
Oil Level Warning: When indicating light is on, it states the liquid level of oil tank is lower than system the
setting.
9.4 Wiring Information
The wiring information for the control system is found in the crusher serial number specific parts manual and
GA (General Arrangement) drawings.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
9.5 Installation
9.5.1 Settings for the Electrical Components
To ensure protection to the control cabinet and the Cone Crusher, parameters are set for the control devices
(like a thermal-magnetic breaker, temperature sensor).
The rated current for the following thermal-magnetic breakers in the cabinet needs to be adjusted for effective
protection of the equipment:
1. Hydraulic motor
2. Lubrication motor
3. Cooler
4. Heater 1
5. Heater 2
6. Heater 3
To ensure proper accuracy of these devices to the proper setting, refer back to the electrical wiring diagram of
the crusher MCC (Primary Electrical Panel) for the overload amp load limits for each device.
Page 9-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9.6 Interlocks
9.6.1 Commissioning-Interlock List
Set points are recommendations only, each application may require adjustment of the set point for continuous
operation without nuisance trips. Only properly trained and qualified personnel with the knowledge of the
equipment should modify these values. The settings are hard coded in the PLC program.
1. Perform I/O checks.
a. Check the “Range” of all analog input devices. Ensure “Scaling” is correct in PLC
b. Check rotation (device is required to run and running feedback confirmed in PLC)
• Main Crusher Motor (Lube system running if belts are connected)
• Lube Pumps
• Lube Cooling Fans
• HPU Pumps
2. Heaters will not energize, when Lube Oil Tank level is low.
3. Heaters Off if E-Stop pushed.
4. Heaters Off if overload tripped.
5. Immersion heaters on at 22 °C (72 °F) or less and Off at 27 °C (80 °F).
6. Lube pump Off if E-Stop pushed.
7. Lube pump Off if overload tripped.
8. Lube pump start permissive until lube oil tank temperature is a minimum of 16 °C (60 °F).
9. Air oil cooler fan Off if E-Stop pushed.
10. Air oil cooler fan Off if overload tripped.
11. Air oil cooler fan On at 40 °C (104 °F) and Off at 35 °C (95 °F)..
12. Crusher Off if E-Stop Pushed.
13. Crusher Off if overload tripped.
14. Crusher will not start if Lube pump Off.
15. Crusher motor start permissive supply Lube Oil minimum 0.5 bar (7 psi) for TC36, TC51 & TC66 models
and 1.7 bar (25 psi) for TC84X model.
16. Crusher Off for low lube oil pressure 0.4 bar (5 psi) for TC36, TC51 & TC66 models, 1.5 bar (21 psi) for
TC84X model.
17. Crusher Off for high Supply/Drain oil temperature differential.
18. Crusher Off for high lube oil tank temperature at 52 °C (125 °F).
19. Crusher Off for “Uncrushable Object Detected” (15 high vibrations counts in 30 seconds).
20. Crusher Off for Low Clamp Pressure.
21. Crusher Off for high drain line temperature 60 °C (140 °F).
22. Crusher Off for low lube oil tank level.
23. Crusher Off for Low Counter Shaft Speed (30 seconds).
24. Crusher will not start until discharge conveyor is running.
25. Belt Drive ONLY - RPM <80% Set Point Crusher Off.
26. HPU is Off if E-Stop pushed.
27. HPU is Off if overload tripped.
28. HPU Off for high hydraulic manifold temperature 77 °C (170 °F).
29. HPU excessive Tramp re-pressurization in one-hour span (15 cycles).
30. HPU Off if tramp pressure greater than 138 bar (2000 psi).
31. HPU Off if clamp pressure greater than 193 bar (2800 psi).
32. HPU Off if hydraulic tank level low.
33. Alarm Off if hydraulic tank level high.
34. HPU clamp circuit On 172 bar (2500 psi), Off 193 bar (2800 psi).
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
35. HPU tramp circuit On 125 bar (1800 psi), Off 138 bar (2000 psi).
36. HPU Off for high hydraulic oil temperature 77 °C (170 °F).
37. Feed Off if E-Stop pushed.
38. Feed Off if overload Main motor tripped.
39. Feed Off if lube pump Off.
40. Feed Off if hydraulic pump tripped.
41. Feed Off for high hydraulic manifold temperature 77°C (170 °F).
42. No feed start permissive until discharge conveyor is running.
43. No feed start permissive until crusher is running.
44. Feed Off for low counter shaft speed - (10 seconds delay).
45. Feed Off for high vibrations - (15 mm @ 15 seconds or greater).
46. Feed Off for low lube oil pressure 0.5 bar (7 psi) for TC36, TC51 & TC66 models, 1.7 bar (25 psi) for
TC84X model.
47. Feed Off for high drain line temperature 54°C (130°F).
48. Feed Off for low lube oil tank level.
49. Feed Off for low Clamp pressure 158 bar (2300 psi).
50. If lube pump stops then feed and crusher stops immediately.
Page 9-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9.7 Human Machine Interface Operating Instructions (HMI)
The crusher can be remotely controlled from the HMI desktop PC from the control room only when the
operation switch on the local control panel, that is located on the Hydraulic Power Unit (HPU), is in remote
mode. When the operation switch is in local mode, the HMI will not be able to control the crusher unit. The
HMI will only be able to view alarms and status of the Cone Crusher.
For complete instructions on how to use the HMI, read the separate HMI IOM manual that is provided with the
Cone Crusher.
9.8 Troubleshooting
9.8.1 Communication Failures
Failure Cause Resolution
Communication Failure in communication cables Check and replace the network Ethernet cable and
failures fiber optic, if necessary.
Match failure in setting of PG/PC port. Open programming software to reset local network
card port.
Failure in local network Check local network card and perform relevant
maintenance and changes
Electrical faults of local computer, PLC, Check the components and replace faulty
or unstable power voltage components
Failure in hardware configuration. Check if the hardware configuration confirms to
actual configuration.
Table 9-1: Description and Removal of Communication Failures
9.8.2 Sensor Problems
Failure Cause Resolution
Sensor trouble Signal Measurement failure due to Reinstall the sensor.
improper installation
No signal output due to signal line Check the sensor signal line. If it is damaged,
damage replace the line.
Sensor damage due to error in supply Check the sensor signal line. If it is damaged,
power replace the line.
Table 9-2: Description and Removal of Sensor Trouble
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
9.9 HMI Screen
9.9.1 Main Screen
Figure 9-1: Main Screen
Page 9-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9.9.2 LPU Screen
Figure 9-2: LPU Screen
The LPU screen provides control over the Lubrication Power Unit. Starting in the top left corner of the screen,
the first indicator is the System Control Status indicator and toggle button. To the right of that is the indicator
that displays which Lubrication Pump is under automatic control. The indicator below that are the Lubrication
Pump run status indicators. These indicators display the run status of the Lubrication pumps when the
stoppage of each pump is allowed, and whether the pump is on/enabled, or off/enabled. Each pump is turned
on and off with the respective “Start” and “Stop” buttons below each indicator. Below these indicators are the
Lubrication Cooling Pump indicators. These indicators display the status of the LPU cooling system. The
cooling motor status is displayed by its respective indicator and can be started or stopped using each motor’s
respective “Start” and “Stop” buttons. Below the Lubrication Pump indicators are the LPU Heaters indicator.
The indicator displays the on/off status of the heaters and the buttons below the indicator are used to “Start”
or “Stop” the heaters. The meters to the right of the Heaters Indicator display the LPU supply pressure in the
selected units and the LPU filter pressure in the selected units. The box at the top right of the screen displays
information relating to the LPU skid. Each value in the box is displayed in the units selected by the user.
Lastly in the bottom right corner of the screen is the alarm table. This table displays alarms for the Lubrication
Power Unit.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-11
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
9.9.3 HPU Screen
Figure 9-3: HPU Screen
The HPU Screen is used to provide control over the Hydraulic Power Unit and display information relating to
the HPU unit. The indicator at the top right of the screen is the System Control Status indicator and toggle
button. To the right of that are the HPU Pump Lockout and HPU Run Status indicator. The HPU can be
Started and Stopped by using the respective buttons below the indicator and will be enabled or not allowed to
run using the status of the “HPU Lockout”. In the top middle of the screen, the Hydraulic System Permissive
box displays what situations allow for and emergency stop of the HPU unit. Lastly the three boxes at the right
of the screen display information relating to the Hydraulic system. The tramp and the clamp can be re-
pressurized using the respective buttons in the top box. The left box displays the manifold temperature on the
Hydraulic Unit, and the Bottom box displays information relating to the Hydraulic Oil Tank.
Page 9-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Control System
9.9.4 Alarm Screen
Figure 9-4: Alarm Screen
The Alarms Screen has the sole purpose of displaying any and all alarms from the Crusher program. Alarms
will pop up in the white space with a number, date of alarm, time of the alarm, and a description of the alarm
on the crusher that must be cleared before an operation. To view the list of alarms, please refer to the
Controls and view section 16. The alarm ID number will pop in at the far left of the table, followed by a date
and time, followed by a description of the alarm message.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 9-13
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Control System Trio® TC Series Cone Crusher
9.9.5 Charts Screen
Figure 9-5: Charts Screen
The charts screen will display historical data from the crusher in a graph format. The chart’s navigation
buttons can be used to navigate back to certain historical data points, freeze the chart on a certain time
frame, or zoom in on the chart for detailed analysis. The Table below the graph is a guide that displays what
color trend is associated with each tag. The blue indicators on the left will display what units are currently
being used in the Crusher program. The buttons below the indicators allow the user to navigate between
different charts based on the title of each button.
Page 9-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Commissioning and Operation
10 Commissioning and Operation
The Cone Crusher is generally used as a machine of an overall plant system. Specific equipment start-up
procedures depend on the particular plant and the material flow as well as the type of controls used. Always
refer to controls schematics and information received along with the equipment for start-up and operation.
10.1 Operation Safety
WARNING
RISK OF PERSONNEL INJURY
Before start-up make sure that there is no personnel near the Cone Crusher. Read and
understand the operating instructions before proceeding with start-up.
Do not perform any check, adjustments or repairs while the Cone Crusher is in operation.
CAUTION
EQUIPMENT DAMAGE
It is very important to check the direction in which the drive motor is rotating before placing
belts on the drive sheave. Crusher countershaft rotation must be driven counter-clockwise
as viewed from the drive end. Rotating the countershaft in the wrong direction will cause
damage to the crusher.
CAUTION
EQUIPMENT DAMAGE
Make sure that there is sufficient oil in the lubrication and hydraulic system. Running the
Cone Crusher without oil leads to severe damage to the components.
NOTICE
Torque Specifications
For specific bolt torques requirements refer to the “Torque Specifications” on page 19-1.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
10.2 Commissioning and Warranty Registration For Cone Crusher
Commissioning and Warranty Registration Date_________
®
For Trio TC ________ Cone Crusher S/N__________
Customer Phone Customer Inspection YES NO
Declaration of Conformity received:
Customer representative Position Instruction manual received:
Part manual received:
Address Delivery date (as promised):
________/ __________/ __________
Weir / Distributor Inspection
Was equipment received as ordered by
customer?
Weir /Distributor Equipment received in good physical
condition?
Delivery was complete; any parts were
missing?
Contact Phone NOTES:
…………………………………………………………………………
Application: …………………………………………………………………………
Rock Gravel Recycling …………………………………………………………………………
…………………………………………………………………………
Soft Average Hard …………………………………………………………………………
…………………………………………………………………………
Wet Dry Sticky …………………………………………………………………………
Type of Feed: ………………………………………. …………………………………………………………………………
…………………………………………………………………………
Feed size: MIN ……………… / MAX ……………… …………………………………………………………………………
Type of crushing chamber …….……………………….. …………………………………………………………………………
Amb. temperature …………….°C / ……………°F
NOTICE: Machine MUST be registered with TRIO within 14 days of start up at the following web site:
https://www.global.weir/brands/trio/register-your-product/ Failure to do so WILL affect warranty coverage!
REMEMBER ALL THE TIME:
WORK SAFETY IS THE MOST IMPORTANT: SAFE START, SAFE WORK, SAFE FINISH!
PROTECT YOURSELF AT ALL TIMES BY WEARING THE PROPER PPE FOR THE JOB.
DON'T TAKE CHANCES!
A. TC Cone installation check OK NOTE
Construction
1. Wooden shipping wedges removed from liners
2. Foundation design has ample discharge area for material to fall free
and prevent built-up
3. Crusher frame level and supported properly
4. Grouting & fastening of crusher on foundation
5. Clearance required for setting adjustment and clearing
6. Clearance required for service and maintenance
7. Relationship of countershaft bushing
oil groove and drive location
Page 10-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
8. V belt drive tension and/or coupling alignment
9. All safety guards are assembled
Lubrication
10. Drain line pitch is ample. Minimum 10 %
11. Correct brand name and type of oil in the tank
Brand :___________ Type : ___________
12. Filling at the level in oil tank
13. Piping has been installed per factory design
14. Auxiliaries (cooler, filter, heaters, pressure & temperature switch) have been
installed properly
15. Alarm system connected as per wiring diagram
16. Pump is rotating in correct direction
17. Lubrication oil pressure at pump < _10 bar
18. Lubrication oil supply pressure1,4- 3,4 bar
19. Filters have been vented
20. Crusher and tank breathers properly installed
21. Oil feed and drain lines have been flushed to remove all contaminants
22. Recommended grease in all adjustment ring grease fittings
Hydraulic
23. Correct brand name and type of oil in: the tank
Brand :___________ Type : ___________
24. Filling at the level in oil tank
25. Accumulators are properly charged
26. Hoses between crusher and hydraulic unit are connected
27. Hydraulic circuits have been blend and checked for leaks
28. At least one adjustment has been made to assure that bowl Hydraulic adjustment
mechanism and clamping cylinders are operating properly
Clamping pressure ___________ bar
Tramp pressure ___________ bar
29. Pump is rotating in correct direction
Electrical equipment
30. Electrical motor installed: type . ____________
_________________. kW______ Amp ____
31. Motor starting system: delivered by Weir / delivered by Customer type ________
32.Diameter of power cables (related to installed el, motor) ___________ Ø
33. Crusher automation system
Delivered by Weir : type ________________ ____ version _______________________
Delivered by Customer: ____________ ______________________________
34. All el. system has been electrically connected according to wiring diagram
35. Correct reading of all sensors values
SAFETY
36. CORRECT OPERATION OF ALL INTERLOCKS (according to the logic system)
Lock out
Tag out
Try out
If not, please specify which of the systems does not wok:
___________________________________________________ _______________________________
___________________________________________________ _______________________________
___________________________________________________ _______________________________
___________________________________________________ _______________________________
37.EMERGENCY BUTTON CHECKED( near the crusher)
WARNING
BEFORE YOU START:
PERMISSION FROM THE ELECTRIC MANAGER OR EL. COMPANY THAT YOU CAN PUT THE ELECTRIC POWER ON
PERMISSION FROM THE PLANT MANAGER TO RUN THE CRUSHER
MAKE CERTAIN THAT THERE IS NO ONE NEXT TO, UNDER, OR ON TOP OF THE CRUSHER
WARN EVERYONE IN THE AREA THAT THE CRUSHER IS READY TO BE STARTED
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-3
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
B. TC Cone i nitial start-up OK NOTE
1. BEFORE START: check crusher setting (CSS)
Note:
Cone crushers can be equipped with various types of crushing
chambers by using different bowl liner and cone head mantle
combinations.
The type of configuration is determined by the type of material desired.
The crusher discharge setting (C.S. S.) is made by changing the
closest distance between the bowl liner and the cone head mantle.
2. Oil drain line temperature at least 20°C before starting crusher
3. Two minutes delay between oil pump and crusher start
4. Countershaft rotates in proper direction
5. Crusher runs at no load until drain temp. is at least 27°C
6. Crusher countershaft is running at : ___________ RPM
7. Current draw when crusher is empty : ___________ Amps
8. Check for oil leaks from below the crusher
9. Working noise
10. Return’s filter (screen) content
11. Main relief valve stopped returning oil to tank at : ___________ °C
12. Crusher coast down time is : ___________ s
C. TC Cone operation OK NOTE
1. Crusher was run at 50% of power for at least 2 hours.
2. Power draw running at 50% power
3. Crusher 50% power balance is good
4. Oil drain line temperature (Do not exceed 140°F. / 60°C.) : ________ °C
5. Temperature difference between feed and drain lines : ________ °C
6. Setting of the crusher at f 50% power is : ______mm
7. Crusher was run at 75% of power for at least 2 hours.
8. Power draw running at 75% power
9. Crusher 75% power balance is good
10. Oil drain line temperature (Do not exceed 140°F. / 60°C.) : ________ °C
11.Temperature difference between feed and drain lines : ________ °C
12. Setting of the crusher at 75% power is : ______mm
13. Crusher was run at 100% of power for at least 2 hours.
14. Power draw running at 100% power
15. Crusher 100% power balance is good
16. Oil drain line temperature (Do not exceed 140°F. / 60°C.) : ________ °C
17. Temperature difference between feed and drain lines : ________ °C
15. Setting of the crusher at 100% power is : ______mm
D. OPERATOR TRAINING OK NOTE
1. Training of safety instructions
2. Training of crusher operation
3. Training of crusher maintenance
4. Name / Company of attending in training: signature
Page 10-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
Notes:
Material________________________________________
Out put________________________MT/H______/______
Feed__________________________d/D_______/______
Production_____________________ d/D_______/______
Humidity_______________________Dry_______/______Wet
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
Custmer Date Distributor Service Eng. Date Weir Service Eng. Date
Rev. 20/07/19
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-5
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
10.3 Initial Start-Up Information
Serial Not
Inspection Item OK
Number OK
1 Crusher interlocks/safety adjusted and operating properly.
2 Crusher runs no load for 2 hours minimum.
3 Crusher running no load RPM.
4 Power draw running at no load amps.
5 Crusher no load lube oil temperature (Do not exceed 140 °F/60 °C).
6 Crusher no load balance is good.
7 Crusher runs at 50% rated power for at least 2 hours.
8 Power draw running at 50% load amps.
9 Crusher running at 50% lube oil temperature (Do not exceed 140 °F/60 °C).
10 Crusher 50% power balance is good.
11 Crusher runs at 75% rated power for at least 4 hours.
12 Power draw running at 75% load amps.
12 Crusher running at 75% lube oil temperature (Do not exceed 140 °F/60 °C).
14 Crusher 75% power balance is good.
After 8 Hours Initial Operation
15 Power draw running at 100% load amps.
16 Crusher running at 100% lube oil temperature (Do not exceed 140°F / 60°C).
17 Crusher 100% power balance is good.
18 Coast-down time____________.
Table 10-1: Initial Start-Up Information
Page 10-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.4 Daily Start-up and Shut-down Procedure
After the initial run-in of the Cone Crusher, maintain a daily start-up and shut-down procedure.
NOTICE
DISPLAY DAILY PROCEDURES
The daily procedures must be displayed near the Cone Crusher and have to be visible for
all the operating personnel. All personnel must be aware of these procedures.
OPERATOR’S INITIALS:
DATE (MO/DAY/YR)
TIME
AMBIENT TEMP °C (ºF)
Check for the wear of the liners
CHECKED FOR FREE PRODUCT DISCHARGE
(YES/NO)
COAST DOWN TIME (SECONDS)
POWER DRAW (AMPS) AVERAGE CRUSHING
LOOSE BOLTS OR UNUSUAL NOISES (YES/NO)
LOOK / LISTEN / COMMENT
FEED / CHOKE FED (YES/NO)
FEED / EVEN DISTRIBUTION (YES/NO)
ANY ADJUSTMENT RING BOUNCE
0 - 5 SCALE WHERE: 0 = NONE AND 5 =
CONTINUOUS
AIR BREATHER OBSTRUCTED (YES/NO)
HYDRAULIC POWER UNIT
OIL LEVEL
ANY OIL LEAKS (YES/NO)
OVER LOAD CYLINDER PRESSURE BAR (PSI)
THREAD CLAMPING CYLINDER PRESSURE
BAR (PSI)
Table 10-2: Cone Crusher Daily Log
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-7
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
AIR BREATHER OBSTRUCTED (YES/NO)
LUBE OIL LEVEL (INCHES FROM BOTTOM OF
SIGHT CAGE)
ANY OIL LEAKS (YES/NO)
LUBRICATION SYSTEM
Cone Crusher INLET OIL TEMP
RECOMMENDED: 32-49°C (90-120°F)
Cone Crusher OUTLET OIL TEMP
RECOMMENDED: 38-54°C (100-130°F)
∆T = OUTLET OIL TEMP - INLET OIL TEMP
< 6°C (43ºF) WITHOUT COOLER
OIL PRESSURE AT PUMP
Cone Crusher OIL PRESSURE
BY -PASS VALVE (% OF BYPASS OIL)
OTHER OBSERVATIONS/COMMENTS:-
Table 10-2: Cone Crusher Daily Log (Continued)
Page 10-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.5 Operating Instructions
10.5.1 Hydraulic Power Unit Control Panel and Operation
2 3 13 4 5 6 7
1
REMOTE POWER
LOW TRAMP LOW CLAMP LOW DRIVE BOWL
PRESSURE PRESSURE PRESSURE
R G E N
E C
SYSTEM HIGH OIL LEVEL M
DIRTY FILTER TEMPERATURE WARNING Y
E
STOP
AUTO TRAMP
OPERATION BOWL DIRECTION CLEARING PRESSURE
OFF
LOCAL REMOTE OPEN CLOSE OFF ON OFF ON
12 11 10 8
1 Dirty Filter 8 Auto Tramp Pressure On/Off
2 Low Tramp Pressure 9 System High Temperature
3 Remote 10 Clearing On/Off
4 Power 11 Bowl Direction Open/lock/close
5 Low Drive Bowl Pressure 12 Operation Local/remote
6 Oil Level Warning 13 Low Clamp Pressure
7 Emergency Stop
Figure 10-1: HPU - Control Panel
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-9
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
The HPU is designed to provide the hydraulic flow and pressures to activate the various hydraulic circuits that
are necessary to operate the Cone Crusher. These control unit functions are as follows:
1. DIRTY FILTER: When indicating light is ON, it states the difference between internal and external
pressure of filter is abnormal. This indicates that it is time to change the filter.
2. LOW TRAMP PRESSURE: When indicating light is ON, it states tramp pressure is lower than system
setting.
3. REMOTE: When indicating light is ON, it states remote control mode.
4. POWER: When indicating light is ON, it states that the local control cabinet has been POWER-ON.
5. LOW DRIVE BOWL PRESSURE: When indicating light is ON, it states that the metal to metal has
contacted while calibrating.
6. OIL LEVEL WARNING: When indicating light is ON, it states the liquid level of the oil tank is lower than
the system setting.
7. EMERGENCY STOP: Used for an emergency, When the switch is ON, it turns OFF power to the control
system.
8. AUTO TRAMP PRESSURE ON/OFF: When switch turns to ON, the cone cavity will be down. After
releasing the switch, it automatically resets to OFF.
9. SYSTEM HIGH TEMPERATURE: When indicating light is ON, it states oil temperature is higher than
the system setting.
10. CLEARING ON/OFF: When switch turns to ON, the bowl raises to clear the crushing chamber. After
releasing the switch, it automatically resets to OFF.
11. BOWL DIRECTION OPEN/LOCK/CLOSE: When this switch is turned to the OPEN position, the Closed
Side Setting (CSS) increases. When the switch is turned to the CLOSE position, Closed Side Setting
(CSS) decreases. After releasing the switch, it automatically resets to LOCK.
12. OPERATION LOCAL/REMOTE: Used for switch changing of local control mode and remote control
mode.
13. LOW CLAMP PRESSURE: When indicating light is ON, it states clamp pressure is lower than system
setting.
10.5.2 Countershaft Speed
To achieve the optimum performance of a Cone Crusher the countershaft must be running at the correct
speed, measured in revolutions per minute (rpm). The ideal countershaft speed for each crusher is shown in
the Table 10-3 on page 10-10. The crusher and motor sheaves have been selected based on full load
operation. When running unloaded, the countershaft speed will be slightly higher.
Crusher Counter Shaft Speed (RPM)
TC36 585
TC51 625
TC66 550
TC84X 480 (Standard)
530 (Short Head)
Table 10-3: Countershaft Speed
Page 10-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.5.3 Countershaft Rotation
All standard and short head TC series crushers are equipped for counter-clockwise rotation of the
countershaft. The direction of rotation is as viewed from the drive end of the countershaft.
1
1 Countershaft Rotation 2 Belt Drive Arrangement
Figure 10-2: Countershaft Rotation Direction
10.5.4 Preparations Starting After Maintenance
Do not rely on memory to perform required periodic maintenance, keep an accurate written record. Before
initially starting the crusher, or starting the crusher after the rework, perform the following operations:
1. If this is an initial installation, be absolutely certain that the “initial start-up check sheet” has been filled
out, and signed OFF. Many of the points on this check sheet can also be used for crusher start-up after
major maintenance work.
2. Check that the lubrication and hydraulic system is functioning properly. Be sure that the crusher, lube
system, and piping have been filled with the correct oil.
3. Check that the Hydraulic Power Unit is working properly.
4. Check that the mantle is not striking the bowl liner and that there are no other mechanical difficulties by
rotating the countershaft by jogging the electric motor.
5. Make a final inspection of the crusher to be certain that there are no mechanical obstructions, that all
fasteners and pipe connections are properly tightened, and that there are no oil leaks.
6. After all the previous steps have been completed, perform the checks described next, under “Before
Starting Check”.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-11
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
10.5.5 Check Before Starting the Crusher
Equipment not properly maintained, and prepared for operation is unsafe equipment. Perform a careful check
at the beginning of your shift. Walk completely around the machinery and inspect it. Check for warning and
LOTOTO tags. If something needs attention now, do not run the machinery until it is fixed. Do not let
unauthorized personnel operate the crusher.
WARNING
RISK OF PERSONAL INJURY
Do not start the crusher with feed material inside the crusher. This can result in serious
personal injury or severe damage to the equipment.
1. Walk around the machine and ensure that no one is in, on, under, next to, or near the crusher.
2. Look for LOTOTO tags, warning tags, and notices. Observe all safety decals on the crusher and related
components.
3. Warn all personnel nearby that you are starting the crusher.
10.5.6 Starting The Crusher
WARNING
RISK OF PERSONAL INJURY
Do not introduce any feed to the crusher before or during starting. This could result in
serious personal injury or severe damage to the equipment.
A typical starting procedure is as follows:
1. Start the oil pump on the Lubrication System. Check to be certain there is oil coming from the drain line
inside the oil tank and that there is at least 0.35 bar (5 psi) at the supply line at the crusher.
2. Start the Hydraulic Power Unit. Be sure that the “Local/Remote” selector switch is in the “Remote”
position, and the indicator light, “Tramp Pressure/Clamping Pressure/Lube Pressure/Crush are correct
on the power operator control cabinet and the CSS is correct.
3. Start the crusher drive (electric motor) in accordance with the manufacturer’s instructions.
4. Check the countershaft rotation.
5. Check the countershaft speed (RPM).
10.5.7 Immediately After Starting the Crusher Inspect
1. Check all instruments and gauges to be sure everything is operating properly.
2. Test all controls for proper functioning.
3. Listen for any unusual noises or vibrations.
4. Before Feeding the material into the crusher:
a. Let the crusher run no load for at least a minute.
b. The temperature of supply oil at the crusher inlet to be at least 21 °C (70 °F).
10.5.8 During Operation
1. Maintain proximity of 1.5 m (5 ft) from the crusher when it is running.
2. Do not stand on the adjustment ring when the crusher is running.
3. Do not lean or place your hands against the hydraulic cylinders or accumulators around the outside of
the crusher while in operation.
4. Never stand or look directly over the feed hopper while the crusher is running. Rocks and material can
be ejected out of crusher with great force.
5. Return oil temperature should not exceed 54 °C (130 °F); temperature difference between supply oil at
the crusher inlet and return oil not to exceed 6°C (11 °F).
Page 10-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.5.9 Break-In Procedure
A break-in period of operation is required at initial start-up, after the installation of new bushings. The
following break-in schedule is recommended:
• 2 hours at No Load
• 2 hours at 50% Load
• 4 hours at 75% Load
NOTICE
OIL TEMPERATURE
During this period of operation, pay close attention to the oil temperature.
10.5.10 Stopping Safely
Stop feed before stopping crusher
Be sure the crusher is stopped before:
• Cleaning
• Checking belt tension
• Lubricating
• Servicing
• Making repairs
• Attempting to clear a plugged crusher
• Working on the hydraulic system
• Adjusting crusher setting
NOTICE
OPERATION
Make no checks, adjustments or repairs of any kind while the crusher is in operation.
10.5.11 Lockout, Tagout and Tryout Electrical Service
1. All maintenance personnel must be provided with a personal padlock with only one key.
2. Always LOTOTO all electrical controls before performing any type of maintenance work on the crusher.
10.5.12 Warning Tags
Before working inside a crusher, be sure to lockout, tagout and tryout all electrical controls, so no one else
can start it. Attach warning tags to prevent accidents:
1. If the crusher is unsafe for operation.
2. If controls are being serviced or replaced.
3. If the machine is being repaired.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-13
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
10.5.13 Crusher Setting
6
2
3
4
1 Head 4 Crusher Setting (Closed Side)
2 Mantle 5 Bowl Liner
3 Parallel Zone 6 Bowl
Figure 10-3: Crusher Setting
The crusher setting depends on the size of the product required. In most instances, the bowl should be set so
that the opening between the mantle and bowl liner, on the closed side, measures a distance slightly less
than the maximum size of the product desired. In addition to re-setting the bowl when changing the size of the
product, it is also necessary to adjust the bowl due to wear on the crushing members. The initial setting as
determined by the size of the product desired is not a guarantee that this is the best setting for maximum
production. This depends at times on the characteristics of the material to be crushed, on the power draw of
the crusher motor or engine or on adjustment ring action. The setting of the crusher is changed by either
lowering or raising the bowl in the adjustment ring, by turning the bowl assembly clockwise to lower and
counter-clockwise to raise. Lowering the bowl reduces the setting, raising the bowl increases the setting.
Page 10-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.5.14 Checking the Crusher Setting
Type of Cavity Recommended Minimum Discharge Setting
Standard TC36 TC51 TC66 TC84X
Fine 10 mm (3/8 in) 13 mm (1/2 in) 16 mm (5/8 in) 19 mm (3/4 in)
Medium 13 mm (1/2 in) 16 mm (5/8 in) 22 mm (7/8 in) 25 mm (1 in)
Coarse 25 mm (1 in) 19 mm (3/4 in) 25 mm (1 in) 32 mm (1 ¼ in)
Short Head
Fine 3 mm (1/8 in)* 3 mm (1/8 in)* 5 mm (3/16 in)* 5 mm (3/16 in)*
Medium 3 mm (1/8 in)* 6 mm (1/4 in)* 6 mm (1/4 in)* 10 mm (3/8 in)
Coarse 6 mm (1/4 in)* 8 mm (5/16 in) 10 mm (3/8 in) -
1. * Consult Engineering for CSS settings 6mm or smaller.
Table 10-4: Discharge Settings
Check the crusher setting by fastening a ball (wad) of aluminium foil to the end of strong, flexible wire and
inserting the aluminium foil slowly downward into the crushing cavity with the crusher running empty. Make
sure that the aluminium foil passes through the parallel zone of the crushing members. Then quickly withdraw
the aluminium foil and measure the thickness, this will give the setting of the crusher. If necessary, reset the
bowl assembly to the desired closed side setting. To determine if the crusher setting is the same all around
the crushing cavity, it is suggested that a ball (wad) of aluminium foil be inserted into the crushing cavity at
four (4) different locations, each 90° apart. Comparing the four (4) thickness will show at a glance if the
adjustment ring is sitting level on top of the main frame or if the adjustment ring is tipped due to wear on one
side of the crusher because of improper feed distribution. See section feed arrangement for the correct
method of feed.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-15
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
10.5.15 Installing the Bowl
11
22
34
1 Bowl 3 Adjustment Ring
2 Clamping Ring
Figure 10-4: Bowl Thread Engagement in clamping ring and Adjustment Ring
To install the bowl assembly in the crusher using a mobile crane or an overhead crane, proceed as follows:
1. Rig suitable lifting cables from the crane to the adjustment cap lifting lugs and lift the entire bowl
assembly over the crusher.
2. Turn or rotate the bowl assembly until the square cut-off ends of the bowl and clamping ring threads are
in alignment with each other.
3. Turn the operation selector switch on the operator control cabinet to local, turning the bowl direction
switch to close will dump the clamp pressure to zero and rotate the hydraulic bowl drive to wind the bowl
into the clamping.
4. Then lower the entire bowl assembly into the clamping ring and turn the bowl threads into the clamping
ring threads a short distance.
5. Lift the entire bowl assembly a slight amount. By lifting the bowl ever so slightly, the bowl will float in the
clamping ring and adjustment ring threads as shown in Figure 10-4 on page 10-16, floating position.
10.5.16 Adjusting the Bowl (Using Hydraulic Adjustment)
For adjusting the bowl and to turn the bowl in or out of the adjustment ring use the hydraulic motor assembly
mounted on the adjustment ring. The hydraulic motor assembly rotates the bowl to the desired setting by
engaging “teeth” on the large diameter adjustment gear around the adjustment cap.
10.5.17 Minimum Setting
Under no circumstances should the crusher be set closer than the recommended minimum setting for that
particular type of cavity. Operating at less than the minimum setting causes excessive adjustment ring
movement or bouncing, and produces an unsatisfactory product. This also places a strain on the crusher,
resulting in added maintenance costs. These settings are made in keeping with maximum production and
satisfactory crusher performance.
Refer Table 10-4 on page 10-15 for the discharge setting.
Page 10-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.5.18 Difficulty in Turning the Bowl
If the bowl is difficult to turn, it is probably due to galling or excess wear damage of the thread surfaces on the
bowl, clamping ring, or the adjustment ring. Such thread damage can occur during the initial assembly of the
bowl in the clamping ring and adjustment ring. This damage is normally limited to the first full thread on the
bowl, clamping ring and adjustment ring, and appears on the flat surfaces of the threads. The metal shavings
created by the tearing of the lead thread can damage the remaining threads as this debris is carried along, as
the bowl is turned into the adjustment ring. Similar thread damage may occur in this manner when removing
the bowl. It is important to clean the “old” grease, metal shavings, and dirt fines mud off the thread surfaces
before re-assembly. To eliminate or minimize thread galling or tearing, use the following method of installing
and removing the bowl assembly:
1 2
5 2 4 3
1 Adjustment Cap Seal 4 Seal Retainer Ring
2 Adjustment Cap Seal Plates 5 Adjustment Cap
3 Socket Screws and Nuts
Figure 10-5: Cap Seal Adjustment
1. Turn the bowl, using an appropriate lifting device to “float” the bowl in the adjustment ring threads as
shown in Figure 10-4 on page 10-16.
2. Whenever performing any of these bowl turning procedures, the local/remote selector switch on the
operator control cabinet must be turned to local. Considerable force might possibly have to be exerted in
order to "break" the bowl loose in the locking collar and adjustment ring. One or a combination of any of
the following faulty operating conditions could cause the bowl to become difficult to turn within the
locking collar and adjustment ring:
• Not lubricating the bowl, clamping ring and adjustment ring threads at recommended periodic
intervals.
• Worn or improperly installed adjustment cap seal (Refer Figure 10-5).
• Operating the crusher at the same setting for too long a period of time, without occasionally
releasing the bowl from its crushing position and rotating the bowl back and forth.
• Locating the crusher where it is exposed to the weather, particularly rain, without maintaining the
adjustment cap seal.
The following suggestions may eliminate the possibility of experiencing a bowl that is difficult to turn in the
adjustment ring:
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-17
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
1. Occasionally release the bowl from its crushing position and rotate the bowl back and forth at least one
or two full 360 ° rotations of the adjustment gear.
2. Add grease in the grease fittings located around the perimeter of the adjustment ring and clamping ring
(if equipped) while the bowl is in the adjustment ring. Establish a maintenance schedule for forcing
grease into these fittings. Refer “Lubricants” on page 14-1.
3. At the time of initial installation or whenever the bowl is removed, clean the threads and coat them with
the dry film lubricant recommended in “Lubricants” on page 14-1.
4. Periodically check the adjustment cap rubber seal for wear.
If the bowl does become stuck in the adjustment ring and the bowl cannot be rotated by ordinary means,
proceed as follows:
1. While the crusher is operating, feed a quantity of material or short lengths of lumber (4 x 4 in or 4 x 6 in)
[102 x 102 or 102 x 152 mm] into the crusher with the bowl in the released position. The bowl
adjustment selector switch must be turned to service and the crusher cavity selector switch must be
turned to crush.
2. Pour penetrating oil around the entire circumference of the bowl threads. Fill a grease gun with
penetrating oil and force this penetrating oil through the grease fittings in the adjustment ring. The
penetrating oil should loosen any packed dirt that may have filtered into the thread clearances and also
loosen any rust that may have formed.
3. Try again using the hydraulic motor mounted on the adjustment ring to turn the STUCK bowl, however, it
should be noted that the hydraulic motor is not designed to remove a stuck bowl.
4. With the adjustment ring(tramp cylinders fully extended) in the raised position and the safety blocks
properly installed, jog the crusher by applying short spurts of power to the crusher drive motor or engine
to clear the crushing cavity. If this procedure does not get immediate results, let the crusher stand for
several hours while periodically applying Oil around the threads.
Page 10-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
10.5.19 Determining Liner Wear
1
2
3
4
1 Adjustment Cap 4 Position of Adjustment Cap (If Liners Worn Out)
2 Original Position of Adjustment Cap (If Liners New) 5 Worn Mantle
3 Bowl 6 Worn Liner
Figure 10-6: Determining Liner Wear
The following information will be very helpful when trying to determine when the liners have worn to a point
where replacement is necessary on the initial set of liners, keep “track” of liner wear as follows:
1. After the mantle and bowl liner have worn out, but before moving the bowl within the adjustment ring,
paint a short horizontal line on the adjustment cap seal shell which is bolted to the bowl assembly.
2. The “line or mark”, should be painted on the shell, near the hydraulic motor, so the crusher operator can
easily see the wear reference mark.
3. The mark painted on the adjustment cap seal shell will show when the liners are approaching the wear
limit as the adjustment cap moves downward with each change in the CSS setting.
Because each type of liner (Fine, Medium, Coarse, and Extra Coarse) has a different thickness, and each
crushing installation may require a different “crusher setting”, it is very difficult to predict the distance the bowl
adjustment cap shell will travel downward on a crusher.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-19
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
10.5.20 Thread Lubrication
6 5
1 Bowl 4 Adjustment Ring
2 Clamping Ring 5 Main Frame
3 Grease Fitting 6 Bowl Liner
Figure 10-7: Grease Fittings
1. Grease fittings are evenly distributed around the side of the adjustment ring, providing lubrication to the
threads while the bowl is in the adjustment ring. Some TC crushers also have similar grease fittings
located around the perimeter of the clamping ring.
2. Grease should be forced into these fittings with a grease gun when the bowl is both in the crushing
position and the released position. Establish a maintenance schedule for forcing grease into these
fittings.
10.5.21 Clearing The Crushing Cavity
WARNING
CRUSHER STOP UNDER LOAD
No attempt should be made to start the crusher again until the entire crushing cavity has
been cleared. Attempting to start the crusher with the cavity full of material could result in
serious personal injury or severe damage to the equipment.
Some of the reasons a crusher stops under load are as follows:
1. Crusher drive motor or engine stopped because of power failure or lack of fuel.
2. Too much feed entering the crushing cavity causing the crusher to stall.
3. The discharge conveyor stopped (allowing discharging material to back up and plug the crusher from
underneath).
4. The gyrating crushing action of the head causes the material caught between the mantle and bowl liner
on the closed side to tip and raise the adjustment ring a small amount and stall the crusher.
5. On occasion, an oversize piece of “tramp iron” can become caught, or wedged between the crushing
members and cause the crusher to stall “Under no circumstances enter the crushing cavity when a
piece of tramp iron is wedged between the bowl liner and mantle”.
Page 10-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Commissioning and Operation
1 Bowl 4 Safety Block
2 Clamping Ring 5 Main Frame
3 Adjustment Ring
Figure 10-8: Clearing the Crusher Cavity
To clear the crusher of plugged material, or to remove tramp iron wedged between the bowl liner and mantle
always use the hydraulic tramp system, proceed as follows:
1. Stop the feed to the crusher.
2. Shut the POWER OFF to the crusher motor or engine as quickly as possible. Lockout and tagout & try
out the equipment.
3. Warn or inform personnel of what is occurring.
4. Check the oil level in the sight gauge on the side of the Hydraulic Power Unit.
5. Be sure there is proper clearance above and around the crusher.
6. Check that the Hydraulic Power Unit is On.
7. Turn the operation selector switch on the service control cabinet to local. Then select the clearing switch
to ON. The tramp/clearing cylinder rods will extend to raise the upper frame assembly and bowl
assembly to its maximum height, no longer resting on the main frame. In most cases, this will allow the
plugged material to fall through and clear the crushing cavity. If the cavity does not clear after the ring
has been fully raised, insert the safety blocks provided with the cavity tramp system, between the
bottom of equally spaced clamping/clearing cylinders and on top of the cylinder mounting ribs on the
main frame flange (See Figure 10-8 on page 10-21).
WARNING
RISK OF PERSONAL INJURY
One of the most dangerous operations around a crusher is the removal of tramp iron that
has jammed in the crushing chamber. Extremely severe injuries can occur by trying to
remove tramp iron.
Always use the hydraulic cavity tramp system to remove tramp material. Do not try to
loosen the tramp material with a pry bar as this could result in serious personal injury or
severe damage to the equipment.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 10-21
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Commissioning and Operation Trio® TC Series Cone Crusher
8. When the safety blocks have been properly installed, retract the tramp cylinders so the upper frame
assembly and bowl assembly will rest on top of the safety blocks.
9. With the upper frame assembly and bowl assembly in the raised position and the safety blocks properly
installed, the tramp metal should free fall out of the crusher.
WARNING
RISK OF PERSONAL INJURY
Do not place feet or hands on the tramp/clearing cylinders or in the space between the
upper frame assembly adjustment ring and the main frame.
WARNING
SAFETY BLOCKS
Always use the “safety blocks” when the upper frame assembly is in the raised position and
material is being removed from the crushing chamber. These safety blocks are used to
protect hands, arms, equipment, etc. from being caught between the crushing members, in
the event of a hydraulic tramp cylinder or system failure.
10. After the crushing cavity has been cleared, turn the clearing selector switch on the operator control
cabinet to fully raise the upper frame assembly using the tramp cylinders, then remove the safety
blocks.
11. Turn the auto tramp pressure switch to ON selector switch. The upper frame assembly will now lower
and return to its seating surface on the main frame seat liner. The upper frame assembly/adjustment
ring may lower with a slight tilt. This is normal, turn the operation selector switch to remote.
12. Resume normal crushing.
Page 10-22 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11 Assembly
11.1 Assembly Safety
During assembly operations, ensure to follow all the safety warnings and instructions mentioned in the safety
section. Refer to “Safety” on page 2-1 for more details.
11.2 Assembly Instructions
The Cone Crushers are shipped either as a single unit or as different sub-assemblies, depending on the
Cone Crusher size.
During maintenance, these assemblies are either replaced or repaired. This section describes the
instructions for the following sub-assemblies of the Cone Crusher:
• Mainframe Assembly
• Countershaft Box Assembly
• Eccentric Assembly
• Socket Assembly
• Head Assembly
• Bowl Assembly
• Upper Frame Assembly
• Tramp Release Assembly
NOTICE
TOOLS AND LIFTING DEVICES CONDITION
Ensure that all tools, equipments, and lifting devices required for assembly are in good
condition.
11.3 General
The mainframe is secured to the foundation by bolts to ensure the following functions:
• Transmits the crushing force to the foundation.
• Provides rigid support to the Crusher components.
The following items are replaceable in the mainframe assembly:
• The mainframe liners, which are welded to the wall of the mainframe.
• Arm guards, which protect the inner frame from wear.
The mainframe pins projecting from the upper flanges of the mainframe prevent the adjustment ring from
rotating. These pins also act as a guide to return the adjustment ring to its original position during operation.
A retainer ring is bolted to the mainframe which restricts the outer eccentric bushing movement.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.3.1 Mainframe Assembly Components
Below Figure 11-1 represents the cut section view for TC36, TC51, and TC66 mainframe assembly.
8
3
1 Mainframe Liners 5 Mainframe cap
2 Mainframe Pin 6 Outer Eccentric Bushing
3 Mainframe Seat Liner 7 Arm Guard
4 Mainframe 8 Fulcrum Bar
Figure 11-1: Cut Section View for TC36, TC51, and TC66 Mainframe Assembly
Page 11-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Below Figure 11-2 represents the cut section view for TC84X mainframe assembly.
1
2
3
9
6
5
1 Mainframe Liners 6 Outer Eccentric Bushing
2 Mainframe Pin 7 Retaining Ring
3 Mainframe Seat Liner 8 Arm Guard
4 Mainframe 9 Fulcrum Bar
5 Mainframe cap
Figure 11-2: Cut Section View for TC84X Mainframe Assembly
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-3
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Below Figure 11-3 represents the mainframe assembly components list.
14
3
6
4
7 5
13
12
8
10
11
1 Outer Eccentric Bushing 8 Mainframe
2 Arm Guard 9 Gasket
3 Mainframe Pin 10 Mainframe Cap
4 Washers 11 Bolts & Washers
5 Bolts 12 Plate
6 Fulcrum Bar 13 Mainframe Seat Liner
7 Mainframe Liners 14 Retaining Ring (for TC51 and TC84X)
Figure 11-3: Typical Mainframe Components List
Page 11-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.3.2 Mainframe Assembly Installation
To assemble the mainframe components, proceed as follows:
1. Lift the mainframe liner with lifting device.
2. Lower the mainframe liner into the mainframe.
3. Remove lifting device from mainframe liner.
4. Stitch weld the mainframe liner with the mainframe.
1 Mainframe Liner 2 Mainframe
Figure 11-4: Typical Mainframe Liner Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-5
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
5. The mainframe seat liner consists of segments. Weld each segment to the mainframe individually.
6. Before welding make certain all segments lay flat, making full contact with no gaps between the
mainframe and mainframe seat liner (refer Figure 11-6).
7. Place the fulcrum bar on the top side of the mainframe. Weld the fulcrum bar with the mainframe.
2
1
1 Mainframe Seat Liner 3 Mainframe
2 Fulcrum Bar
Figure 11-5: Typical Mainframe Seat Liner and Fulcrum Bar Installation
1 “Zero” Clearance 3 Mainframe
2 Mainframe Seat Liner
Figure 11-6: Cut Section View to show Mainframe and Mainframe Seat Liner
Page 11-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.3.2.1 Outer Eccentric Bushing Assembly
Pre - Installation Check:
1. Before installing a new outer eccentric bushing, inspect the main frame bore for scoring or rough spots.
These must be smoothed out.
2. Also check the bore to be sure that it has not worn oversize or shrunk undersize, due to the presence of
heat. Measure the main frame bore from bottom to top.
3. Removing the main frame cap will expose an area in the bore that has been unaffected by wear or heat,
since the cap projects about 1/2” (12 mm) inside. Using an inside micrometer placed in the bore, about
1/4” to 3/8” (6 mm to 10 mm) from the bottom of the frame, will give the original bore diameter.
4. Once this dimension has been recorded, measure the entire length of the bore, checking about every 6"
(150 mm). At the same time check for out-of-roundness by swinging the micrometer 90° to the first
measurement. Measure and record these diameter readings.
5. With a bore that has shrunk unevenly, the high spots can be ground off to the correct diameter. If the
bore has pulled in to the extent where hand grinding is no longer practical, the entire main frame bore
must be machined out to the original diameter. Also, in case the frame bore has worn out-of-round, it
should be re-machined concentric, even though the diameter would be increased. Contract Weir Trio
engineering for re-machining assistance.
6. When a bore has either been worn or machined oversize, contact Trio for the purchase of a special
oversize bushing, giving re-machined bore dimensions so that the bushing can be machined to the
proper tolerances.
7. Outer eccentric bushings are machined to provide a metal-to-metal or a few thousandths loose fit in the
main frame bore. Should a bushing have such a metal-to-metal fit or be out of round because of
improper storage or shipment, the following procedure using dry ice is recommended.
Installation Using Dry Ice:
1. Paint or scribe a line down the side of the bushing to aid in aligning the side entry oil hole and cored
pockets in the frame.
CAUTION
PERSONAL INJURY
Wear protective gloves when working with the frozen objects.
2. Pack the bore of the replacement bushing with dry ice to shrink the bushing. About 250 pounds (115 Kg)
is required to adequately pack the inside of the bushing providing some sort of filler is used in the center
of the bushing. As an example, a 6" x 6" wooden timber leaves enough area around it on the inside of
the bushing for an adequate amount of dry ice to shrink the bushing. Cooling time should be
approximately two hours.
3. Wrap the outside of the bushing with several layers of burlap to prevent the external build up of frost
which would hinder the installation of the bushing in the main frame. Wrapping also helps to achieve a
more thorough cooling.
4. Do not use this method of installation to overcome a main frame bore that has closed-in.
5. Measure the outside diameter of the bushing and the bore of the main frame to determine when the
bushing has cooled sufficiently.
6. Install eye bolts to the outer eccentric bushing and attach lifting slings to the eye bolts as shown in the
Figure 11-7.
7. Lift the bushing into position and center it in the top of the main frame bore. Use the line on the side of
the bushing for aligning the bushing with the cored pockets in the frame.
8. Quickly lower the bushing into the main frame.
9. The top of the bushing must be flush with the top of the frame when properly installed.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-7
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
3 2
1 Lifting Slings 3 Outer Eccentric Bushing
2 Eye Bolt 4 Mainframe Assembly
Figure 11-7: Typical Outer Eccentric Bushing Installation
Installation using Ramming Method:
If dry ice is not available an alternate method using ramming can be employed. To install the bushing by
ramming, proceed as follows:‘
1. Paint or scribe a line down the side of the bushing to aid in aligning the side entry oil hole and cored
pockets in the frame.
2. Lift the bushing into position and center it in the top of the main frame bore. Use the line on the side of
the bushing for aligning the bushing with the cored pockets in the frame.
3. Place the steel plate used in removal, on top of the bushing and force the bushing into the frame by
ramming against the top of the steel plate.
4. The top of the bushing must be flush with the top of the frame when properly installed.
5. Remove lifting slings and eye bolts from the outer eccentric bushing.
Page 11-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Epoxy Filling:
1. The epoxy locking compound should be at room temperature before pouring 13-35 °C (55-95 °F).
2. Refer to the Table 11-1 on page 11-9, backing locking material requirements for the number of locking
compound kits or the approximate amount of epoxy to prepare.
3. Pour the backing material (COPPS BUSHING LOCK K-113) into the gap and fill the entire space
between the outer eccentric bushing and the mainframe.
1
1 Epoxy Filling
Figure 11-8: Typical Epoxy Filling
Crusher Size TC36 TC51 TC66 TC84X
Quantity of locking material (epoxy) 2 kg (4.4 lbs) 2 kg (4.4 lbs) NA 5 kg (11 lbs)
required for outer eccentric bushing
Table 11-1: Locking Material Requirement
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-9
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
4. For TC51 and TC84X install retaining ring on top of the outer eccentric bushing by gradually torquing the
bolts. Refer “Torque Specifications” on page 19-1.
1 Bolts & Washers 3 Mainframe
2 Retaining Ring
Figure 11-9: Typical Retaining Ring Installation for TC51 & TC84X
11.3.2.2 Main Frame Pins Installation
1. Attach the magnetic lifting device to lift the mainframe pin.
2. Place the mainframe pin in liquid nitrogen for 15-25 minutes or in dry ice for 2-3 hours depends on the
size and add the temperature difference.
1 Mainframe Pin 2 Hexagon Bolts & Washers
Figure 11-10: Typical Mainframe Pin Installation
Page 11-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
3. After a period of freezing time, lift the mainframe pin and place it inside the mounting hole of the
mainframe. Install the mainframe pin by gradually torquing the bolts as shown in the Figure 11-10.
CAUTION
PERSONAL INJURY
Wear protective gloves when working with the frozen objects.
4. Remove the magnetic lifting device from the mainframe pin.
5. Repeat the steps 1 to 4 to install remaining mainframe pins.
11.3.2.3 Arm Guards & Mainframe Cap Installation
The position of the arm guards on the sides of the mainframe arms is important because the arm guard on
each side of the arm provides for a “dead bed” of crushed material to protect the top of the mainframe arms
from wear.
1. Attach the lifting slings to arm guard.
2. Use an appropriate lifting device to lift the arm guard and lower the arm guard into the mainframe.
3. Hit the arm guard with a wooden hammer to set the arm guard on the mainframe.
4. Remove the lifting slings from the arm guard.
5. Repeat the steps 1 to 4 to install remaining arm guards.
Top View
1 Mainframe Arm Guard 2 Mainframe Arm Guard Location
Figure 11-11: Typical Mainframe Arm Guard Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-11
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
6. Clean the gasket contact surface of the mainframe.
7. Install the gasket on the bottom side of the mainframe.
8. Attach the lifting slings to the mainframe cap and use an appropriate lifting device to lift it.
9. Install the mainframe cap on the bottom side of the mainframe by gradually torquing the bolts.
Refer “Torque Specifications” on page 19-1.
10. Install the pipe plug to the mainframe cap.
5
2
4 3
1 Mainframe 4 Pipe Plug
2 Mainframe cap 5 Mainframe Gasket
3 Bolts & Washers
Figure 11-12: Typical Mainframe Cap Installation
Page 11-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.4 Countershaft Assembly
11.4.1 Countershaft Assembly Components
Below Figure 11-13 represents the cut section view for TC36, TC51 & TC66 countershaft assembly.
1 2 3 4 4 5 6 7
10
9 8
1 Pinion 6 Oil Flinger
2 Countershaft Box 7 Countershaft
3 Countershaft Box Guard 8 Piston Ring
4 Countershaft Bushing 9 O-Ring
5 Oil Flinger Housing 10 Pinion Key
Figure 11-13: Cut Section View for TC36, TC51, and TC66 Countershaft Assembly
Below Figure 11-14 represents the cut section view for TC84X countershaft assembly.
1 2 3 4 3 5 6 7
10
9 8
1 Pinion 6 Seal Cover Plate
2 Countershaft Box 7 Countershaft
3 Countershaft Bushing 8 Oil Seal
4 Countershaft Box Guard 9 Oil Flinger Housing
5 Oil Flinger 10 Locking Hub Assembly
Figure 11-14: Cut Section View for TC84X Countershaft Assembly
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-13
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Below Figure 11-15 represents the typical countershaft components list for TC36, TC51, and TC66:
1
2
4
3
6
7
8
21 9
10
11
20
19
12
13
18 14
17
15
6
16
1 Pinion 12 Oil Flinger Housing
2 Inner Countershaft Bushing 13 Bolt, Washer & Nut
3 Countershaft Box Seal 14 Sheave Bushing
4 Countershaft Box Guard 15 Washers
5 Countershaft Box 16 Sheave
6 Bolt 17 Gasket
7 Outer Countershaft Bushing 18 O-Ring
8 Pin 19 Drive Key
9 Pinion Thrust Washer 20 Plug
10 Piston Ring 21 Pinion Key
11 Oil Flinger
Figure 11-15: Typical Countershaft Components List for TC36, TC51, and TC66
Page 11-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Below Figure 11-16 represents the countershaft components list for TC84X:
1
2
3
4
23
5 6
7
22 8
9
11
12
21
10
20
19 13
18 14
17
15
6
16
1 Pinion 13 Bolt, Washer & Nut
2 Inner Countershaft Bushing 14 Sheave Bushing
3 Gasket 15 Washers
4 Countershaft Box Guard 16 Sheave
5 Countershaft Box 17 Seal Cover Plate
6 Bolt 18 Gasket for Oil Flinger
7 Outer Countershaft Bushing 19 O-Ring
8 Pin 20 Drive Key
9 Countershaft Set Collar 21 Plug
10 Oil Seal 22 Shim Set
11 Oil Flinger 23 Locking Hub Assembly
12 Oil Flinger Housing
Figure 11-16: TC84X Countershaft Components List
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-15
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.4.2 Countershaft Assembly Installation
To assemble the countershaft, proceed as follows:
1. Attach lifting slings to the countershaft box and use appropriate lifting device to lift.
2. Place the countershaft box vertically on the support block.
3. Remove lifting slings from the countershaft box.
4. Insert countershaft box seal on the outer surface of the countershaft box as shown in Figure 11-17.
CAUTION
PERSONAL INJURY
Wear protective gloves when working with the frozen objects
5. Place the countershaft bushing in liquid nitrogen for 15-25 minutes or in dry ice for 2-3 hours depends
on the size and make sure that the temperature difference is 66 °C (118 °F).
6. Due to the temperature difference, the diameter of the bushing will be reduced. If the bushing is not
installed quickly, then there is a chance of the bushing getting stuck in the countershaft box bore.
7. Install the countershaft bushing inside the countershaft box. Make sure that the holes in the countershaft
bushing and the countershaft box are aligned as shown in Figure 11-17.
8. Insert pins inside the holes of countershaft bushing and countershaft box.
9. Use a wooden hammer and hit the pins to tightly fit the countershaft bushing with countershaft box.
1 Pin 3 Countershaft Box Seal
2 Countershaft Bushing 4 Countershaft Box
Figure 11-17: Typical Countershaft Box Seal & Bushing Installation
10. Use appropriate method to turn the countershaft box upside down and install countershaft bushing and
pins to the other end of countershaft box.
11. Repeat the steps 5 to 9 for installing the countershaft bushing and pins on the other end.
Page 11-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Countershaft Bushing Oil Groove Position:
Below Figure 11-18 shows the countershaft bushing oil groove position:
7 1 2 3 4
5 5
1 Inner Countershaft Bushing 5 End View of Bushing
2 Countershaft Box 6 Oil Groove is at 6:00 O’Clock position at outboard /
drive sheave end of countershaft.
3 Outer Countershaft Bushing 7 Oil Groove is at 12:00 O’Clock position at inboard /
pinion gear end of countershaft.
4 Countershaft Bushing 8 3:00 O’Clock position for counterclockwise rotation
with vertical drive or within 30° of vertical
Figure 11-18: Typical Countershaft Bushing Oil Groove Position
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-17
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Drive Motor Position:
45° 2
1 Crusher Sheave 2 Motor Sheave
Figure 11-19: Drive Motor Positioned Below Motor Sheave
The position of the bushing, proceed as follows:
a. There are two identical countershaft bushings-inner (pinion end) and outer (sheave end). The position
of the oil groove in the bushing with respect to the countershaft box changes between inner and outer
bushing.
i Inner countershaft bushing with the oil groove at the top of the countershaft box at 12 o' clock
position (refer to Figure 11-18).
ii Outer countershaft bushing with the oil groove at the bottom of the countershaft box at 6 o' clock
position (refer to Figure 11-18).
iii If it is positioned with vertical drive, then outer countershaft bushing with the oil groove will be at
3:00 o’clock position.
iv If the crusher drive motor is mounted above or below the crusher, then the 3-O'clock / 9-O'clock
positions are typically used. For a CCW shaft rotation, the 3-O'clock position; for a CW drive rotation
the 9-O'clock position (This is based on belt pull direction).
Page 11-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
12. Insert the pins into the holes of pinion as shown in the Figure 11-20. Use a wooden hammer and hit the
pins to tightly fit with the pinion.
1
1 Pinion 2 Pin
Figure 11-20: Typical Pinion Thrust washer Installation
13. Insert the countershaft into the pinion by heating with temperature difference of 120° C. Ensure that the
pinion key is aligned with the keyway of countershaft.
1
1 Pinion 2 Countershaft
Figure 11-21: Typical Countershaft Installation
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-19
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
14. Insert the pinion key inside the keyway of the countershaft for TC36, TC51, and TC66 crushers as
shown in Figure 11-22
15. Use a hammer and hit the pinion key to tightly fit the pinion with the countershaft.
1
2
1 Pinion Key 3 Countershaft
2 Pinion
Figure 11-22: Pinion Key Installation for TC36, TC51 & TC66
16. Insert locking hub assembly inside the pinion for TC84X and lock the pinion with countershaft by
torquing the screws. Refer Figure 11-23 for capscrew tightening sequence.
1
2
1
5 8
3
3 4
7 6
2
1 Locking Hub Assembly 3 Countershaft
2 Pinion
Figure 11-23: Locking Hub Installation for TC84X
Page 11-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
17. Install the pinion thrust washer to the pinion pins.
1 Locking Hub Assembly 3 Countershaft
2 Pinion
1 Pinion Pin
2 Pinion Thrust Washer
Figure 11-24: TC36, TC51, and TC66 Pinion Thrust Washer Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-21
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
18. Place the countershaft box on the block as shown in the Figure 11-25.
19. Clean the surface of the countershaft and inner surface of the countershaft box bushing using an emery
cloth. Make sure that all the scratches and burrs are removed from these surfaces.
20. Apply a coat of lube oil on the inner surface of the bushings.
21. Attach eye bolts and lifting slings on top of the countershaft. Use appropriate lifting device to lift the
countershaft. Align and slide the countershaft into the countershaft box, until the pinion contacts the
countershaft bushing flange.
22. Remove eye bolts and lifting slings from the countershaft box.
1
1 Lifting Slings 3 Countershaft
2 Pinion 4 Countershaft Box
Figure 11-25: Typical Countershaft Box Installation
WARNING
PERSONAL INJURY
Do not attempt to lift the countershaft by any other method as this would not be strong
enough to lift the entire weight of the countershaft. This could result in serious personal
injury or severe damage to the equipment.
Page 11-22 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
23. Apply grease to the O-ring groove on inside surface of oil flinger. Place the O-ring and clean the excess
grease.
1
1 O-Ring 2 Oil Flinger
Figure 11-26: Typical O-Ring Installation
24. Place the shims of 0.5 to 0.65 mm thickness between the pinion and the inner countershaft bushing.
Refer to Figure 11-30 on page 11-25 for clearance value. Below combination of shims creates the
required end float setting.
a. Using two quantity of 0.5 mm (0.019 in) shims = 1 mm (0.039 in).
b. Using three quantity of 0.5 mm (0.019 in) shims = 1.5 mm (0.059 in).
c. Using 0.5 mm (0.019 in) and 0.65 mm (0.025 in) shims = 1.15 mm (0.045 in).
25. Clamp the pinion to the countershaft box (refer to Figure 11-29).
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
26. Heat the oil flinger with a torch to approximately 30 °C (86 °F) above ambient temperature and insert the
oil flinger onto the countershaft.
1
1 Oil Flinger
Figure 11-27: Oil Flinger Installation in Vertical Position for TC36, TC51, and TC66
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-23
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
27. For TC84X, install the 2-piece split countershaft set collar on the countershaft by gradually torquing the
screws on either side of the 2-piece split countershaft set collar as shown in the Figure 11-28. Refer
“Torque Specifications” on page 19-1.
28. For TC84X, align and install the oil flinger ring on the 2-piece split countershaft set collar by gradually
torquing the screws. Refer “Torque Specifications” on page 19-1.
29. Place the gasket on the countershaft box and make sure the oil flinger housing drain hole will be
downwards when the countershaft assembly is installed into crusher, then install the oil flinger housing
with the bolts and washers. Torque the bolts gradually. Refer “Torque Specifications” on page 19-1.
Install plug to the oil flinger housing.
30. install the oil seal and shaft steel plate on the oil flinger housing.
1
8
7 2
4
5
1 Shaft Steel Plate 5 Oil Flinger
2 Oil Flinger Housing 6 2-Piece Countershaft Set Collar
3 Gasket 7 Bolt and Washers
4 Screws 8 Oil Seal
Figure 11-28: Oil Flinger & housing Installation for TC84X
NOTICE
SUPPORT
Give necessary support to the counter shaft box from falling and countershaft box can be in
an upright position as well as horizontal position for installing oil flinger.
Page 11-24 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
1 C-Clamp 3 End Float
2 Countershaft Box Bushing 4 Pinion
Figure 11-29: Clamping the Pinion
31. Wait for the oil flinger to cool down then pull out the feeler gauge to ensure a clearance value of
0.8-1.6 mm between the oil flinger and the countershaft bushing.
1 2
TC36, TC51 & TC66
A
1
2
TC84X
1 Oil Flinger 2 Countershaft Bushing
A 0.8-1.6 mm Clearance
Figure 11-30: Typical Oil Flinger and Countershaft Bushing Clearance Value
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-25
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
32. Install the piston ring on the oil flinger groove for TC36, TC51, and TC66. Apply small amount of grease
on the piston ring.
1 Piston Ring 2 Drive key
Figure 11-31: Typical Piston Ring
Page 11-26 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
33. Place the gasket on the countershaft box and make sure the oil flinger housing drain hole will be
downwards when the countershaft assembly is installed into crusher, then install the oil flinger housing
with the bolts and washers. Torque the bolts gradually. Refer “Torque Specifications” on page 19-1.
Install plug to the oil flinger housing.
1 Bolts & Washers 3 Oil Flinger Housing
2 Plug 4 Gasket
Figure 11-32: Typical Gasket, Oil Flinger Housing and Plug Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-27
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
34. Insert drive key inside the keyway of the countershaft.
1 Drive Key
Figure 11-33: Typical Drive Key Installation
35. Install the countershaft box guard onto the countershaft box.
1 Countershaft Box Guard
Figure 11-34: Typical Countershaft Box Guard Installation
Page 11-28 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
36. Attach eye bolts and lifting slings to the countershaft assembly, use appropriate lifting device to lift the
countershaft assembly.
37. Preheat the outer mainframe flange to 50 °C (122 °F) above ambient temperature, then align and insert
the countershaft assembly into the mainframe assembly.
4
3
1 Mainframe Assembly 3 Lifting Slings
2 Countershaft Assembly 4 Eye Bolts
Figure 11-35: Typical Countershaft Assembly Installation
WARNING
PERSONAL INJURY
Do not attempt to lift the countershaft assembly by any other method as this would not be
strong enough to lift the entire weight of the countershaft assembly. This could result in
serious personal injury or severe damage to the equipment.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-29
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
38. Install the countershaft assembly to the mainframe assembly by gradually torquing the bolts as shown in
the Figure 11-36. Torque the bolts gradually. Refer “Torque Specifications” on page 19-1.
3
2
1 Mainframe Assembly 3 Bolts and Washers
2 Countershaft Assembly
Figure 11-36: Typical Countershaft Assembly - Bolts and Washers Installation
Page 11-30 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.4.3 Crusher Sheave installation
2
3
1 Countershaft 4 Washers
2 Sheave Bushing 5 Bolts
3 Sheave
Figure 11-37: Typical Sheave Installation
To mount a crusher sheave with countershaft, proceed as follows:
1. Check that the surface and bore of the sheave bushing, the bore of the sheave and the countershaft,
are clean and free of burrs, scratches and all foreign matter, such as paint, dirt and lubricants.
2. Align the sheave bushing keyway with countershaft key & slide onto the countershaft. Do not use any
lubricants during the following assembly procedure.
3. Align the outer face of the sheave bushing flush with the outer face of the countershaft.
4. Align and slide the sheave over the sheave bushing.
5. Install the sheave with sheave bushing by gradually torquing the bolts. Refer “Torque Specifications” on
page 19-1.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-31
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.5 Eccentric Assembly
Below figure represent the typical eccentric components of TC51, TC66, and TC84X.
1 9
10
2
11
3
12
4
5 13
6 14
15
1 Cap Screws 9 Key
2 Counter Weight Bushing 10 Orifice
3 Hexagonal Bolt 11 Eccentric
4 Heavy Spring Washer 12 Thrust Bearing Pin
5 Washer 13 Upper Thrust Bearing
6 Counterweight 14 Lower Thrust Bearing
7 Gear 15 Shim
8 Inner Eccentric Bushing
Figure 11-38: Typical Eccentric Assembly Components
Page 11-32 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Below figure represent the eccentric components of TC36.
1 Counterweight with Gear 5 Pin
2 Inner Eccentric Bushing 6 Upper Thrust Bearing
3 Key 7 Lower Thrust Bearing
4 Eccentric 8 Shims
Figure 11-39: Eccentric Components of TC36
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-33
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.5.1 Eccentric Assembly Components Installation
Store the inner eccentric bushings in a vertical position. Storing inner eccentric bushings other than in an
upright position will cause them to go out of round. If a bushing is out of round from improper storage, replace
it with anew one.
1. Attach eye bolts and lifting slings on top of inner eccentric bushing.
2. Use appropriate lifting device to lift the inner eccentric bushing.
CAUTION
DO NOT USE DRY ICE
Do not use dry ice or liquid nitrogen to install an inner eccentric bushing. Here both bushing
and eccentric must be at the same temperature when installing the bushing.
3. Slide the bushing into the eccentric, aligning the bushing key with the eccentric key way. There is an “X”
stamped on the top edge of the eccentric bushing. This “X” must line up with the counterweight key on
the thick side of the eccentric.
4. Ram the bushing tight.
1 Lifting Sling 4 Eccentric
2 Eye Bolt 5 Support
3 Inner Eccentric Bushing
Figure 11-40: Inner Eccentric Bushing Installation
Page 11-34 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
5. Check if bushing is tight in the eccentric by inserting a feeler gauge at the bottom, between the bushing
and the bore of the eccentric refer Figure 11-41. If it does not enter, the bushing is tight.
B
A
A Distance between the top of the eccentric and the top of the eccentric bushing
B Position to Check with feeler Gauge
Figure 11-41: Measurement
6. Check to see that the bushing has seated into the eccentric far enough. On the thick side of the
eccentric (near the counterweight key), the dimension “A” between the top of the eccentric and the top
of the eccentric bushing must be according to Table 11-2.
Models A feeler gauge thickness
TC36 15-12 mm 0.004 in (0.1mm)
TC51 20.02 -14.08 mm 0.004 in (0.1mm)
TC66 28 - 22 mm 0.004 in (0.1mm)
TC84X 32.8 - 27.8 mm 0.006 in (0.152mm)
Table 11-2: Eccentric Dimension
7. Remove the lifting slings and eye bolts from the inner eccentric bushing.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-35
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
8. Fill the gap between the eccentric and inner eccentric bushing with
epoxy (COPPS BUSHING LOCK K-113).
1
1 Epoxy Filling 3 Support
2 Eccentric
Figure 11-42: Epoxy Filling
NOTICE
EPOXY
Whenever the eccentric is removed, the inner eccentric bushing should be checked for
looseness and excessive wear. When the inner bushing is found to be loose in the
eccentric re-pour the epoxy.
9. Install orifice on to the eccentric, the orifice is applicable to TC84X Cone Crusher.
1 Orifice
Figure 11-43: Orifice Installation for TC84X
Page 11-36 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
10. For TC51 Cone Crusher install the counterweight bolt bushing in counterweight bolt slot and weld
across the mating. TC36, TC66 and TC84X models does not have counterweight bolt bushing.
1 Counterweight Bolt Bushing 3 Support
2 Counterweight
Figure 11-44: Counterweight Bolt Bushing Installation TC51
11. Use appropriate lifting device to lift the counterweight. Lower the counterweight down and align the
counterweight holes with holes in the eccentric gear. TC36 Cone crusher counterweight and eccentric
gear are single part.
1 Counterweight 3 Support
2 Eccentric Gear
Figure 11-45: Counterweight Installation TC51,TC66, and TC84X
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-37
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Figure 11-46: Counterweight and Ring Gear as one integral assembly in TC36
12. Remove the lifting device from the counterweight.
13. Make sure that the threads of the bolts and holes are clean before installing. Apply a thin coat of loctite
on the threads of the bolts before installing.
14. Install bolts and washers in their holes of counterweight and eccentric gear for model TC51. The long
bolts are installed on the heavier side of the counterweight. Torque the bolts gradually. Refer “Torque
Specifications” on page 19-1.
1
1
1 Bolts and Washers 3 Eccentric Gear
2 Counterweight 4 Support
Figure 11-47: Typical Counterweight and Eccentric Gear - Bolts and Washers Insert TC51
Page 11-38 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
15. Insert counterweight pin, bolts, and washers that secure the counterweight to the gear on models TC66
and TC84X.
1 Bolts and Washers 3 Counterweight
2 Counterweight Pin 4 Eccentric Gear
Figure 11-48: Counterweight Fasteners and Pin Installation for Models TC66 & TC84X
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-39
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
16. Heat the inner wall of the counterweight to 80°C (176°F).
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
17. Fix eye bolts to the eccentric, attach lifting slings to the eye bolt.
18. Use appropriate lifting device to lift the eccentric and place the eccentric inside the counterweight until
the eccentric engages with the stepped end of counterweight.
1
1 Lifting Sling 4 Counterweight
2 Eye Bolt 5 Eccentric Gear
3 Eccentric 6 Support
Figure 11-49: Eccentric Installation
19. Remove the lifting slings and eye bolts from the eccentric.
Page 11-40 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
20. Match the keyway of eccentric with the counterweight. Insert the eccentric key inside the keyway.
1
4
5
1 Key 4 Eccentric
2 Counterweight 5 Support
3 Eccentric Gear
Figure 11-50: Eccentric Key Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-41
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.5.2 Eccentric Assembly Installation
To assemble the eccentric, proceed as follows:
1. Make sure that the mainframe cap is installed before installing the shims.
2. Place the shims on top of the mainframe cap. Always place the thinnest shim at the bottom following the
thickest shims. The number of shims installed varies from model to model and to attain the required
drive gears backlash, shims are added and removed.
1 Shims 2 Mainframe Cap
Figure 11-51: Shims Installation
Models Shims - 1 Shims - 2 Shims - 3 Shims - 4
TC36 2 (1 mm) 2 (1.5 mm) 1 (3 mm) NA
TC51 2 (1 mm) 2 (1.5 mm) 2(3 mm) NA
TC66 2 (1 mm) 2 (1.5 mm) 2(3 mm) NA
TC84X 2 (1 mm) 2 (1.5 mm) 1 (2 mm) 1 (3 mm)
Table 11-3: Number of Shims in each Model
Page 11-42 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
3. Install the long thread eye bolt to the lower thrust bearing and install it on top of the shims.
3 2
1 Special Tool- Long Eye Bolt 3 Shims
2 Lower Thrust Bearing
Figure 11-52: Lower Thrust Bearing Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-43
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
4. Install the eye bolts to the eccentric assembly and attach lifting slings to the eye bolts, use appropriate
lifting device to lift the eccentric assembly from the support.
5. Install the upper thrust bearing using long rod that has threaded and nut at one end. Place the upper
thrust bearing at bottom of the eccentric by aligning the holes of the pin to the eccentric.
11
10
1
9
1
10 2 8
3
9 4
12
5
8
5
1 Eye Bolt 7 Mainframe Cap
2 Steel Cross Bar 8 Eccentric
3 Thrust Bearing Rod 9 Gear
4 Outer End of the Teeth 10 Nut
5 Mainframe 11 Lifting Slings
6 Upper Thrust Bearing - Pin 12 Upper Thrust Bearing
Figure 11-53: Upper Thrust Bearing Installation
6. Place the steel crossbar over the top end of the rod and rest the cross bar across the eccentric.Tighten
the nut to secure the crossbar, tight against the eccentric. The upper thrust bearing is now part of the
eccentric assembly for installation into crusher lower mainframe.
7. Make sure that the eccentric bushing is clean. If the same bushing is getting installed chip out any epoxy
residue.
8. Make sure that the bushing flats are aligned on to eccentric flats.
9. Lower and install the eccentric assembly into the mainframe assembly.
10. Remove the lifting slings and eye bolts from the eccentric assembly.
Page 11-44 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.5.3 Backlash and Root Clearance
1 Backlash 3 Pinion
2 Gear 4 Root Clearance
Figure 11-54: Backlash and Root Clearance
To check the backlash and root clearance proceed as follows:
1. Position the counterweight gear on the pinion gear of the countershaft.
2. Pull the countershaft toward the drive end until the pinion thrust washer is tight against the inner
countershaft bushing.
3. Turn the countershaft slightly, until a gear tooth is in a vertical position as shown in backlash and root
clearance.
4. Remove all the clearance between the eccentric and the outer eccentric bushing by jacking or prying the
eccentric assembly toward the pinion so that the teeth on the gear are in their closest relationship to the
pinion.
5. Hold the gear in this position while taking the measurements. Use only enough force as is required to
slide the eccentric assembly toward the pinion. Using excessive force could tip the eccentric assembly
and give incorrect readings.
6. Mark the gear where the backlash and clearance measurements were taken. Rotate the gear by turning
the countershaft and check the measurements again with the gear in a different position. Do this several
times and find the average readings.
7. The average backlash and root clearance is found to be less than that which is specified in the table
“Backlash and Root Clearance”, the eccentric assembly is to be removed and metal shims of proper
thickness are to be added.
Root Clearance
Crusher Backlash
Minimum Maximum
TC36 0.020 in (0.51 mm) - 0.040 in (1 mm) 0.094 in (2.38 mm) 0.125 in (3.20 mm)
TC51 0.030 in (0.76 mm) - 0.050 in (1.27 0.094 in (2.38 mm) 0.156 in (3.96 mm)
mm)
TC66 0.040 in (1.1 mm) - 0.060 in (1.52 mm) 0.125 in (3.2 mm) 0.183 in (4.6 mm)
TC84x 0.040 in (1.1 mm) 0.063 in (1.6 mm) 0.16 in (4 mm) 0.4 in (10.2mm)
Note: Measurement to be taken at outer end of teeth only.
Table 11-4: Backlash and Root Clearance
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-45
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.6 Socket Assembly
Below figure represents the socket assembly components.
1 7
8
2
1 Dowel Pin 6 Socket Rubber Pipe (Spring)
2 Socket Liner 7 Bushing Sleeve
3 Oil Retaining Liner 8 Cap Screw
4 Locking Key 9 Socket
5 Socket Sealing Ring
Figure 11-55: Typical Socket Assembly Components
Page 11-46 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.6.1 Socket Liner Installation
To assemble the socket liner, proceed as follows:
1. Install and ram the dowel pins to tightly fit into the socket.
1
1 Dowel Pin 3 Support
2 Socket
Figure 11-56: Typical Dowel Pin Installation to the Socket
2. Install eye bolts to the socket liner and then attach lifting slings to eye bolts, use an appropriate lifting
device to lift the socket liner from the support.
3. Lower the socket liner on the socket through matching the holes of socket liner with dowel pins attached
to socket.
1 Lifting Slings 4 Socket
2 Eye Bolts 5 Support
3 Socket Liner
Figure 11-57: Socket Liner Lifting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-47
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
4. See Table 11-5 for the proper amount of interference fit between the socket and the socket liner.
Model Minimum Maximum
TC36 0.00mm (0.000”) 0.08mm (0.003”)
TC51 0.005mm (0.0002”) 0.102mm (0.004”)
TC66 0.127mm (0.005”) 0.229mm (0.009”)
TC84X 0.022mm (0.00086”) 0.14mm (0.0055”)
Table 11-5: Socket Liner to Socket Interference
5. Place a wooden block directly over the top of the socket fit, as the liner has an interference fit with
socket, and hit against the block with a sledge hammer or heavy ram. Force the liner into place a little at
a time, moving around the perimeter of bore and alternately hitting the liner at one point on the opposite
side.
1
1 Sledge Hammer 4 Socket
2 Wooden Block 5 Socket Liner
3 Support
Figure 11-58: Socket Liner Installation
Page 11-48 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
6. There are two methods used to prevent the socket liner from rotating in the socket. Refer to the crusher
parts manual and check the Machine serial number (SN) to confirm which method is used.
a. Pour the COPPS bushing lock K-113 epoxy into the pin holes of socket liner, allow the bushing lock
epoxy to cure per COPPS instructions.
1
1 Pouring Holes 3 Socket
2 Socket Liner 4 Support
Figure 11-59: Melted Bushing Lock
b. If a key is used, bolt the key onto the socket prior to installing the socket liner.
1
1 Socket Liner 3 Key & Socket Head Cap Screw
2 Socket
Figure 11-60: Socket Liner Installation With Key
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-49
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
7. Once the epoxy has hardened remove all excess epoxy by scraping, being sure that there are no high
spots and that the surface of the filled area is smooth and blends into the spherical surface of the liner.
1
6
2
4 3
1 Scraping Bushing Lock Epoxy 4 Socket
2 Socket Liner 5 Bushing Lock K-113 Epoxy
3 Dowel Pin 6 Oil Retaining Ring
Figure 11-61: Scraping Bushing Lock Epoxy
Page 11-50 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.6.2 Socket Components Installation
1. Install the bushing sleeves into the socket for TC51 and TC84X models. Bushing sleeves not applicable
for TC36 and TC66 models..
1
1 Bushing Sleeve 3 Support
2 Socket
Figure 11-62: Bushing Sleeve Installation TC51 and TC84X
2. Install the oil retaining ring on the outer side of the socket. Weld the oil retaining ring around with socket
shown in Figure 11-63.
1
1 Socket Liner 3 Socket
2 Oil Retaining Ring
Figure 11-63: Oil Retaining Ring Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-51
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
3. Install locking keys on the side of the socket.
1
1 Locking Key 2 Support
Figure 11-64: Locking Keys Installation
4. Install support rubber pipe on the socket in models TC51, TC66 and TC84X.
1
2
1 Socket Liner 3 Socket
2 Support Rubber Pipe 4 Support
Figure 11-65: Support Rubber Pipe Installation
Page 11-52 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
5. Install the spring housing for TC36 model.
6. Press the spring housing to tightly fit inside the socket.
1 Spring Housing 2 Socket
Figure 11-66: Spring Housing Installation TC36
7. Install the shims on the mainframe before socket assembly installation.
4
2
3
1 Socket 3 Main Frame
2 Shims 4 Socket Head Cap Screw
Figure 11-67: Shims Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-53
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.6.3 Socket Assembly Installation
The socket with the socket liner supports the cone head and main shaft assembly and transmits the crushing
force to the main frame. The socket is held into the frame by an interference fit and either a series of
capscrews bolted to the frame, or a series of dowels holding it to the frame.
• TC36 socket installing with capscrews and spring housing.
• TC51 socket installing with capscrews & dowel pins.
• TC66 socket installing with capscrews.
• TC84X socket installing with capscrews & dowel pins.
11.6.3.1 Installing Bolted Socket
To install the bolted type socket, proceed as follows:
1. Install the eye bolts to the socket and then attach lifting slings to the eye bolts, use appropriate lifting
device to lift the socket from the support.
2. Lower the socket into the approximate position on the mainframe and align the holes in the socket with
the tapped holes in the main frame.
2
3
1 Lifting Sling 5 Eccentric Assembly
2 Eye Bolt 6 Mainframe Assembly
3 Socket Liner 7 Countershaft Assembly
4 Socket
Figure 11-68: Socket Assembly Lifting
Page 11-54 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
3. Insert the socket head capscrews through the holes in the socket and then into tapped holes in the main
frame.
4. As the socket has an interference fit with the mainframe, uniformly heat the frame around the socket fit
to 38ºC (100°F) above ambient temperature.
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
5. Refer Table 11-6 for the proper amount of interference between socket and mainframe.
Socket to Mainframe Interference
Crusher Size
Minimum Maximum
TC36 0.002 in (0.05mm) 0.06 in (0.156mm)
TC51 0.004 in (0.010mm) 0.006 in (0.156mm)
TC66 0.005 in (0.0125mm) 0.009 in (0.0225mm)
TC84X 0.022 in (0.00086 mm) 0.14 in (0.0055 mm)
Table 11-6: Socket to Mainframe Interference
6. Use an allen wrench, alternately tighten each capscrew a small amount to prevent binding. Refer to
Figure 11-69 on page 11-55.
1
2
1 Socket Head Capscrews 3 Mainframe Assembly
2 Socket Assembly
Figure 11-69: Tightening Head Capscrews
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-55
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
7. Tighten all capscrews until the socket is firmly seated in the mainframe. Socket must seat without any
clearance. Refer to Figure 11-70 on page 11-56.
1 Socket Assembly 3 Mainframe Assembly
2 Clearance
Figure 11-70: Bolted Socket Seating Surface
8. To install the socket sealing ring, refer to “Socket Sealing Ring Installation” on page 11-60.
Page 11-56 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.6.3.2 Installing Dowel Socket
For installation of the socket and liner assembly into the crusher main frame, proceed as follows.
1. Install dowel pins on the mainframe assembly, press the dowel pins to tightly fit inside the mainframe for
models TC51 and TC84X. Dowel pins installation are not applicable for TC36 and TC66. The Dowel
pins are installed to assemble the socket assembly to the mainframe.
1
2
Top View
1 Dowel Pin 2 Dowel Pin Location
Figure 11-71: Dowel Pin Installation to the mainframe
2. With a suitable lifting device and slings, lower the socket and liner assembly into the approximate
position on the crusher main frame and align the holes in the socket with the dowels in the mainframe.
3. Insert the special hex head jacking screws, through the holes in the socket and then into the tapped
holes in the mainframe.
4. As the socket has an interference fit with the frame, uniformly heat the frame around the socket fit to
38ºC (100°F) above ambient temperature.
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
5. Refer Table 11-6 for the proper amount of interference between socket and mainframe
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-57
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
6. Use a wrench, alternately tighten each jack screw a small amount to prevent binding. Refer to Figure 11-
72 on page 11-58
2 2
1 Dowel Pin 3 Mainframe
2 Socket 4 Jack Screws
Figure 11-72: Tightening Jacking Screws
Page 11-58 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
7. Tighten all jacking crews until the socket is firmly seated in the mainframe. Clearance between Socket
and mainframe, refer to Figure 11-73 on page 11-59
1 Socket 3 Tight
2 Mainframe 4 Clearance
Figure 11-73: Dowel Socket Seating Surface
8. The jacking screws are removed. All drilled and tapped holes in the socket are to be sealed with plastic
tapered plugs that are furnished.
NOTICE
SOCKET SEALING RING
Install the socket sealing ring once the socket assembly cools down.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-59
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.6.3.3 Socket Sealing Ring Installation
1. Attach the eye bolts to the socket sealing ring and then attach lifting slings to the eye bolts, use
appropriate lifting device to lift the socket sealing ring from the support.
2. Lower the socket sealing ring into the mainframe and align and fit the socket sealing ring locking key slot
to the locking key of socket.
1 Lifting Sling 4 Locking Key
2 Eye Bolt 5 Socket
3 Socket Sealing Ring
Figure 11-74: Socket Sealing Ring Installation
3. Remove lifting slings and eye bolts from the socket sealing ring.
4. Add grease to the socket sealing ring chamber.
Page 11-60 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.6.3.4 Socket and Eccentric Clearance
Whenever installing the socket in the crusher, there must be clearance between the underside of the socket
and top of the eccentric and gear as shown in figure. Care should be taken when the socket is assembled in
the mainframe that the minimum clearance between the underside of the socket and the top of the eccentric
and gear as shown in figure. Operating the crusher without enough clearance will result in interference and
cause the crusher to overheat.
1 Socket and Eccentric Clearance 3 Eccentric Assembly
2 Socket Assembly
Figure 11-75: Socket and Eccentric Clearance
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-61
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.7 Head Assembly
Head assembly are classified into two types.
1. Short Head Assembly
2. Standard Head Assembly
11.7.1 Short and Standard Head Assembly Components
1 1
2
3
2
3
4 4
5
5
6 6
7 7
8
8
Short Head Standard Head
1 Mainshaft Nut 5 Lower Mantle
2 Torch Ring 6 Head
3 Upper Mantle 7 Mainshaft
4 Epoxy 8 Damping Plug
Figure 11-76: Typical Short and Standard Head Assembly Components
Page 11-62 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.7.2 Head Assembly Installation
To assemble the head assembly, proceed as follows:.
1. Use appropriate lifting device to support the mainshaft and the head.
2. Insert the orifice plug inside the mainshaft.
1
1 Damping Plug 2 Mainshaft
Figure 11-77: Typical Damping Plug Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-63
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
3. Heat the inner ring of the head to around 200°C(392 °F) and insert the main shaft inside the head. Hit
the main shaft on the top side with a hammer for tightly fit of main shaft with head.
1
2
1 Lifting Slings 3 Mainshaft
2 Eye Bolt 4 Head
Figure 11-78: Typical Mainshaft Installation inside the Head
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
4. Use appropriate device to turn the assembly (mainshaft and head).
1
1 Mainshaft 2 Head
Figure 11-79: Mainshaft and Head Position
Page 11-64 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
5. Clean the head surface and apply a light coating hydraulic oil to the outer surface of head. This will
prevent the backing material from sticking to the head.
6. Remove paint and oil from the mantle, while lifting a new mantle weld the lifting lugs to the mantle and
knock off the lifting lugs after installation of the mantle.
1
1
4
2
2
3
5
1 Lifting Slings 3,4 Lifting Lugs
2 Mantle 5 Weld
Figure 11-80: Typical Mantle Lifting
7. Attach slings to lifting lugs of the lower mantle, use appropriate lifting device to lift lower mantle from the
support. Place and centre the lower mantle on the head. Check the clearance between the head and the
mantle using feeler gauge, the clearance must be 0.005 in (0.127mm).
1 Lifting Sling 3 Head
2 Lower Mantle
Figure 11-81: Typical Lower Mantle Installation
8. Remove lifting slings from the lower mantle.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-65
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
9. Attach the eye bolts to the upper mantle and then attach lifting slings to the eye bolts, use appropriate
lifting device to lift the upper mantle from the support. Ensure that the tapped holes are clean and not
damaged.
10. Place the upper mantle above the lower mantle.
1 Lifting Sling 3 Upper Mantle
2 Eye Bolt 4 Lower Mantle
Figure 11-82: Typical Upper Mantle Installation
NOTICE
LOWER AND UPPER MANTLE
Every model won’t be have an upper and lower mantle. If using a new lower mantle and
used upper mantle it may be necessary to fill any gaps with Plaster of Paris after the main
shaft nut is tight. If this is necessary allow the POP to dry before loosening the nut and
pouring the backing material.
11. Remove lifting slings and eye bolts from the upper mantle.
Page 11-66 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
12. Install torch ring on top of the upper mantle.
1
1 Torch Ring 2 Mainshaft
Figure 11-83: Typical Torch Ring Installation
13. Install mainshaft nut on the mainshaft and torque the mainshaft nut gradually against the torch ring.
1
1 Mainshaft Nut 2 Mainshaft
Figure 11-84: Typical Mainshaft Nut Installation
NOTICE
MAINSHAFT NUT
It is important that the mantle is seated properly, before tightening the mainshaft nut. A
loose or cocked mantle can result in damage to the mantle or mantle seat on the head.
14. Tack weld at the outer contact surface of lower and upper mantle and then on contact surface of upper
mantle and torch ring.
15. Fill the gap inside the lower mantle with epoxy backing material.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-67
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
TC84X Head Mantle Installation Procedure
1. Examine threads on head shaft and cap. Remove any surface deficiencies, burrs, or nicks that exist.
Clean threads thoroughly and coat with dry film lubricant such as an anti-seize product.
2. Examine head seating surface. Remove any surface deficiencies, burrs, or high places on seating area.
3. Apply a light coat of lube oil to the bare head surface. This prevents backing material from sticking to the
head.
4. Place head assembly on a head stand or in a head pit. Make sure head assembly is levelled.
5. Install the lower mantle onto the head making sure it is centred. Confirm lower mantle is properly seated
on head seat angle by visually inspecting the two mating surfaces and using a 0.005” (0.127 mm) feeler
gauge to confirm proper fit and alignment of assemblies. Correct any fitments deficiencies prior to next
step.
6. After confirmation, continue by installing upper mantle making sure it is centered on lower mantle and
head assembly.
7. Install the torch ring. At this point, all three components should be properly centered and seated on the
head assembly
1
3
Figure 11-85: TC84X Mantle installation
1 Lower Mantle 4 Torch Ring
2 Head 5 Lower Mantle Heating Circumference
3 Upper Mantle
NOTICE
Do not apply oil
Do not apply oil to the head seat angle or underside of mantle.
8. Install cap on to the main shaft, rotating it until contact is achieved between cap and torch ring.
At this point, use ramming method to apply additional rotational force on cap until all rotational movement
has ceased. Apply rotational force with large sledge hammer or large battering ram made from cold rolled
steel 8-10” diameter and roughly 6” length.
Page 11-68 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
1 Cap
Figure 11-86: TC84X Cap Installation
9. Re-check lower mantle to head seat angle fitment visually and with a 0.005” (0.127 mm) feeler gauge.
Correct any and all deficiencies prior to next step.
10. Make a small vertical match mark on torch ring and cap for reference.
CAUTION
PERSONAL INJURY
Wear protective gloves when working with heated objects. Failure to follow these
instructions can result in serious injury.
11. Heat the lower mantle circumference as shown in Figure 11-85 on page 11-68 until 37 °C(100 °F)
surface temperature.
12. Stop the heating process and rotate the cap until an additional 25 mm(1.000”) of rotational movement is
achieved. Rely on small vertical match mark on torch ring and cap made in Step 10 as a visual
movement indicator.
13. The head assembly/mantle is now ready to be poured with backing material.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-69
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Pouring the Backing material
Epoxy backing material is a tough, resilient, non-metallic backing material, which is readily available in kit
form, in various sizes. The use of this type of backing material requires no special equipment, preparation or
handling. The material is not reusable and therefore is expendable with the worn mantle or bowl liner. The
backing material can be mixed right at the job site. Simple directions for mixing and pouring backing material
are included with each kit.
WARNING
RISK OF INJURY
Carefully follow the instructions and the precautions that are printed on the individual cans
of epoxy before mixing and pouring. Skin contact with epoxy may cause serious delayed
dermatitis. Avoid inhalation of vapour. Use ventilation, particularly if heated. Prevent all
contact with skin. If contact occurs, wash immediately with soap and water.
Place a bead of silicone at the bottom of the liner where it meets the head to insure no backing material leaks.
Allow the silicone to set up prior to pouring the backing material.
If the new mantle liner has pour holes then nothing more than pouring the epoxy needs to be done. Pour the
backing material into the provided pour hole. Lightly tapping on the liner to bring trapped air to the surface.
Pour the backing material until it is even with the pour hole(s).
If the new mantle liner does not have a pour hole then the main shaft nut needs to be removed.
Once mixed, it must be poured without delay. Subsequent mixes that may be required to completely fill the
cavity, can be poured at any convenient time. To pour the backing material, proceed as follows:
a. The backing material kits and the parts that require backing should be at room temperature prior to
pouring 13 - 35 °C (55 - 90 °F). If too cold, the backing material will harden slowly and will be too
viscous (thick) to fill small spaces. if too hot, there is a risk of mixture setting in the container, before it
is poured, the unopened container should be immersed in cool water before mixing.
b. For replacement of mantle re-check that the mantle bears tightly against the head by using a feeler
gauge all around the mantle seat. Should any openings exist due to wear on this area of the head, fill
these openings with tubes of silicone sealant using a caulking gun to keep the backing material from
leaking out during pouring.
c. Then fill the cavity behind the lower mantle with backing material below the top of the mantle.
Table 11-7 gives the approximate amount of backing material necessary to fill the cavity.
1 Epoxy Backing Material 3 Head
2 Lower Mantle
Figure 11-87: Typical Epoxy Filling
Page 11-70 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Backing material is available in two kit sizes, a large kit containing (after mixing) approx. 22 pounds (10Kg) of backing
material and a small kit contains approximately 11 pounds (5 Kg).
TC36 TC51 TC66 TC84X
66 lbs (30 Kg) 88 lbs (40 Kg) 165 lbs (75 Kg) for Standard Head 132 -181 lbs (60- 82 Kg) for
110 lbs (50 Kg) for Short Head Standard Head
79 - 115 lbs (36 - 52 Kg) for Short
Head
Table 11-7: Backing material required
14. Insert head lifting tool to the mainshaft nut and attach slings to it. Lift the head assembly from the
support and lower the head assembly inside the mainframe assembly.
1
4
2 2
1 Lifting tool 3 Head Assembly
2 Head Lifting Tool 4 Lifting Straps
Figure 11-88: Typical Head Assembly Installation
15. The main shaft assembly can also be lifted by installing the special straps provided for the function refer
Figure 11-88.
16. Remove lifting slings and head lifting tool from the head assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-71
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.7.3 Upper Frame Assembly Components
19
A 18 15
1
16
14
13 17
View A
2
3 20
26
21
12 4
16
5 22
6
B
23
18
7
16
24
11
25
View B
10
Page 11-72 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
1 Gear Ring 14 Bolt
2 Clamp-1 15 Gear Keeper
3 Rubber Seal-1 16 Bolt & Washer
4 External Snap Ring 17 Gear Support
5 Clamping Ring 18 Pad
6 Clamping Cylinder 19 Nut & Washer
7 Adjustment Ring 20 Adjustment Brush Mount
8 Shell Steel Plate 21 Adjustment Brush
9 Clamp-2 22 Washer Plate
10 Rubber Seal-2 23 Motor Support
11 Zinc Plated Steel 24 Motor Mount
12 Sleeve 25 Hydraulic Motor Assembly
13 Nut 26 Motor Cover
Figure 11-89: Upper Frame Assembly - Components List
Below Figure 11-90 represents TC51 & TC66 cut section view of upper frame assembly.
8
7
1
6
5 2
4
3
1 Adjustment Gear Retainer 5 Clamping Ring
2 Adjustment Gear 6 Hydraulic Motor Assembly
3 Adjustment Ring 7 Motor Mount
4 Seal Ring Assembly 8 Clamping Cylinder
Figure 11-90: TC51 & TC66 Cut Section View of Upper Frame Assembly
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-73
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Below Figure 11-91 represents TC84X cut section view of upper frame assembly.
(TC84X model has two hydraulic motors)
6 1
5 2
1 Adjustment Gear 5 Hydraulic Motor Assembly
2 Motor Mount 6 Motor Cover
3 Adjustment Ring 7 Clamping Cylinder
4 Clamping Ring
Figure 11-91: TC84X Cut Section View of Upper Frame Assembly
11.7.3.1 Upper Frame Assembly Installation
To assemble the upper frame assembly, proceed as follows:
1. Assemble hydraulic motor with the motor mounting plate.
1 Motor Mounting Plate 3 Bolts and Washers
2 Hydraulic Motor 4 Adjustment Motor Pinion Gear
Figure 11-92: Typical Hydraulic Motor and Mounting Plate Installation
Page 11-74 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
2. Place rubber seal and clamp on bottom of adjustment ring. Install by gradually torquing the bolts. Refer
“Torque Specifications” on page 19-1.
1 Bolts, Washers & Nut 3 Rubber Seal
2 Clamp 4 Adjustment Ring
Figure 11-93: Typical Rubber Seal and Clamp Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-75
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
3. Insert clamping cylinder in clamping ring as shown in the Figure 11-94. Install snap ring on the clamping
cylinder to hold it in position.
1 Snap Ring 3 Clamping Cylinder
2 Clamping Ring
Figure 11-94: Typical Clamping Cylinder Installation
4. Insert grease fitting to the adjustment ring.
1 Adjustment Ring 2 Zinc Plated Steel
Figure 11-95: Typical Grease Fitting Installation
Page 11-76 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
5. Attach the eye bolts to the clamping ring and then attach lifting slings to the eye bolts, use appropriate
lifting device to lift the clamping ring from the support. Align the thread indexing holes of clamping and
adjustment ring and lower clamping ring on top of the adjustment ring.
1 Lifting Slings 3 Clamping Ring
2 Eye Bolt 4 Adjustment Ring
Figure 11-96: Typical Clamping Ring Installation
6. Remove lifting sling and eye bolts from the clamping ring.
7. Use appropriate equipment to support the clamping ring and adjustment ring.
WARNING
PERSONAL INJURY
Do not attempt to lift the clamping ring by any other method as this would not be strong
enough to lift the entire weight of the clamping ring. This could result in serious personal
injury or severe damage to the equipment.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-77
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
8. Install sleeve into the clamping ring as shown in the Figure 11-97. Insert bolts and washers into the
sleeve. Torque the bolts gradually with clamping ring and adjustment ring. Refer “Torque Specifications”
on page 19-1.
1 Bolts and Washers 2 Sleeve
Figure 11-97: Typical Sleeve Installation
9. Install pads on the gear support weldment and motor mount weldment then insert bolts and washers.
Torque the bolts gradually. Refer “Torque Specifications” on page 19-1.
1 Bolts and Washers 2 Pad
3 Gear Support Weldment 4 Motor Mount Weldment
Figure 11-98: Typical Pad Installation
Page 11-78 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
10. Install rubber seal and clamp on top of clamping ring. Insert bolts and washers. Torque the bolts
gradually. Refer “Torque Specifications” on page 19-1.
1 Bolts & Washers 3 Rubber Seal
2 Clamp 4 Clamping Ring
Figure 11-99: Typical Rubber Seal and Clamp Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-79
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11. Use appropriate lifting device to lift the gear ring from the support. Lift and lower the gear ring on the
clamping and adjustment ring.
12. Install gear ring to the clamping ring.
1 Gear Ring 2 Clamping Ring
Figure 11-100: Typical Gear Ring Installation
13. Install gear keeper weldment with bolts and washers as shown in the Figure 11-101. Torque the bolts
gradually. Refer “Torque Specifications” on page 19-1.
1 Gear Keeper Weldment 2 Bolts & Washers
Figure 11-101: Typical Gear Keeper Weldment Installation
Page 11-80 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
14. Install hydraulic motor assembly on to the motor mounting weldment.
1 Hydraulic Motor Assembly
Figure 11-102: Typical Hydraulic Assembly Installation
15. Install washer plate on the motor mounting weldment then insert bolts and washers. Torque the bolts
gradually. Refer “Torque Specifications” on page 19-1.
1 Bolts & Washers 2 Washer Plates
Figure 11-103: Typical Washer Plate Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-81
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
16. Install motor cover on motor mounting weldment then insert bolts and washers. Torque the bolts
gradually. Refer “Torque Specifications” on page 19-1.
1 Bolts & Washers 2 Motor Cover
Figure 11-104: Typical Motor Cover Installation
Page 11-82 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
To assemble the upper frame assembly on the mainframe assembly, proceed as follows:.
1. Attach slings to lifting lugs of upper frame assembly, use appropriate lifting device to lift upper frame
assembly.
WARNING
PERSONAL INJURY
Do not attempt to lift the cone upper frame assembly by any other method as this would not
be strong enough to lift the entire weight of the upper frame assembly. This could result in
serious personal injury or severe damage to the equipment.
2. Align & install the upper frame assembly pin holes on mainframe pins as shown in the Figure 11-105.
1 Lifting Slings 3 Mainframe Pin
2 Upper Frame
Figure 11-105: Typical Upper Frame Assembly Installation
3. Remove the lifting slings from upper frame assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-83
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.8 Bowl Assembly
11.8.1 Bowl Assembly Components
Below Figure 11-106 represents bowl assembly components list.
6
9
7
7
TC36
1 Bolts & Washers 6 U-Bolt Lock Set
2 Feed Hopper 7 Bowl
3 Upper Rubber Ring 8 Bowl Liner
4 Rubber Ring 9 Rubber Plates
5 Adjustment Cap
Figure 11-106: Typical Bowl Assembly Components
Page 11-84 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Below Figure 11-107 represents the cut section view of bowl assembly.
8
1
2
6
4
5 5
1 Feed Hopper 5 Epoxy
2 U-Bolt Lock Set 6 Rubber Ring
3 Bowl 7 Adjustment Cap
4 Bowl Liner 8 Upper Rubber Ring
Figure 11-107: Typical Cut Section View of Bowl Assembly
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-85
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
11.8.2 Bowl Assembly Installation
To assemble the bowl assembly, proceed as follows:
To prepare the bowl and bowl liner for the application of backing material, proceed as follows:
1. If epoxy backing is to be used, the bowl and bowl liner may have to be heated to remove all trace of
moisture.
2. Apply a light coating of lubricating oil to the inside of the bowl to prevent the epoxy from sticking to the
bowl.
3. Cut U-shaped inserts using a shears from fiberglass insulation, as shown in the Figure 11-108. The
paper backing should be left on the insulation while cutting and protective non-porous gloves should use
when handling this material. The size of the inserts will vary depending on the particular liner casting
used.
4. The material to be used is commercial fiberglass insulation. Material is 2" thick and is obtainable in rolls,
either 16" or 24" wide or from the factory, cut to size for immediate use.
5. Cut the length of the insert so as to provide minimum clearance of 1/2" between the bottom of the insert
and the edge of the bowl liner as shown in the Figure 11-108. Chamfer the corners of the inserts to allow
the backing material to flow easily around the inserts.
6. Remove the paper covering & position the inserts around the liner hooks as shown in the Figure 11-108.
7. Make certain that there is a minimum clearance of 1/2" between the bottom of the insert and the liner
seat. Any insulation caught between the bowl liner seat and the bowl will cause improper seating of the
liner.
2
1
2 2
1 Bevel Corners 4 Bowl Liner
2 2" Thickness 5 1/2" Minimum Clearance
3 Width of Liner Hook 6 “U” Shaped Insert
Figure 11-108: Fiberglass Inserts
Page 11-86 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
8. Lower the bowl in position on the liner, being careful not to disturb any of the inserts as shown in the
Figure 11-109. When the bowl is properly located and centered, the fiberglass inserts will be
compressed as shown in the Figure 11-110. Fill all clearances and voids around the hooks with loose
fiberglass insulation and pack firmly in place using a wooden wedge or similar tools. If any backing be
allowed to seep in and harden around the liner hooks, difficulty in removing the worn liner will be
encountered.
9. If fiberglass insulation material unavailable, clay can be used as a substitute. When using either of these
two materials, the bowl is placed on the liner as soon as the bowl has been thoroughly cleaned of
previous backing material. Fill all the clearances and voids around the hooks, packing this material
tightly against the liner. If clay is to be used with epoxy backing, care should be taken that the moisture
content is kept quite low to prevent the epoxy from sputtering. Some dust infiltration into the hook
cavities can occur when a new liner is Installed in a worn bowl in extremely dusty operations. Additional
dust protection is possible by applying an asphaltic rubber solution over the fiberglass packing and the
adjacent bowl area.
1 Bowl 3 Support
2 Bowl Liner
Figure 11-109: Typical Bowl Installation
10. Remove lifting attachments from the bowl.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-87
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
Installation of “U” Bolt Lock Set and Epoxy(COPPS bushing Lock #K-113) Pouring, proceed as follows:
1. Install and tighten all the bowl liner “U” bolts as shown in the Figure 11-110. When these bolts are
securely tightened, the “U” bolt washers of rubber and fabric composition must be firmly compressed.
2. Check that the bowl liner bears tightly against the bowl by using a feeler gauge all around the liner seat.
Should any openings exist due to wear on this area of the bowl, pack these openings with clay, caulking
or glazing compound to keep the backing from leaking out during pouring.
WARNING
RISK OF INJURY
Carefully follow the instructions as well as the precautions that are printed on the individual
cans of epoxy before mixing and pouring. Skin contact with epoxy may cause serious
delayed dermatitis. Avoid inhalation of vapour. Use ventilation, particularly if heated.
Prevent all contact with skin. If contact occurs, wash immediately with soap and water.
3. Prepare the approximate amount of epoxy. Then pour the epoxy, filling the entire cavity behind the bowl
liner. A quick check at the hook openings will reveal whether any leakage of backing is taking place.
Packing additional fiberglass into the openings will remedy any leakage problems. If any of the epoxy
leak into the inner chambers of the bowl, it can easily be removed by chipping once it has hardened.
4. Recheck all bowl liner bolts for tightness after the epoxy has hardened, then place the rectangular lock
plate over the bolt nuts. Refer “Torque Specifications” on page 19-1.
6
2
10
9
2
5
8 7
1 Nut 6 Backing Material
2 Metal Washer 7 Fiberglass Insert
3 Rubber Washer 8 Bowl Liner
4 Lock Plate 9 Bow
5 U-Bolt 10 Fiberglass Packing
Figure 11-110: Typical U-Bolts Installation
Page 11-88 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
Crusher TC36 TC51 TC66 TC84X
Standard Head 12 kg (26 lbs) 35 kg (77 lbs) 56 kg (123 lbs) 112 kg (247 lbs)
Short Head 12 kg (26 lbs) 20 kg (44 lbs) 45 kg (100 lbs) 70 kg (154 lbs)
Table 11-8: Typical Crusher Epoxy (COPPS bushing Lock #K-113) Requirement
To assemble the bowl assembly, proceed as follows:
1. For TC36 install rubber plates on the bowl. Align the rubber plates with the bowl.
1
1 Rubber Plate 2 Bowl
Figure 11-111: Rubber Plate Installation for TC36
2. Attach the lifting slings to the lifting lugs.
3. Attach appropriate lifting device, lift & align the adjustment cap in position to the bowl. Insert bolts and
washers and torque the bolts gradually. Refer “Torque Specifications” on page 19-1.
3
4
1 Bolts & Washers 3 Bowl
2 Adjustment Cap 4 Support
Figure 11-112: Typical Adjustment Cap Installation
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-89
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
4. Remove the lifting slings from the adjustment cap.
5. Place the upper rubber ring on the adjustment cap. Align the wool felt packing holes with the adjustment
cap.
6. Place the rubber ring on the bowl. Align the rubber ring holes with the bowl.
1 Upper Rubber Ring 3 Adjustment Cap
2 Rubber Ring 4 Support
Figure 11-113: Typical Wool Felt Packing & Rubber Ring Installation
Page 11-90 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
7. Use appropriate lifting device, to lift the feed hooper and place it on the bowl assembly
8. Install feed hopper on the bowl and adjustment cap. Insert bolts and washers and torque the bolts
gradually. Refer “Torque Specifications” on page 19-1.
1 Bolts & Washers 3 Adjustment Cap
2 Feed Hopper 4 Support
Figure 11-114: Typical Feed Hopper Installation
9. Remove the lifting slings from the feed hopper.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-91
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
10. Attach lifting slings to the bowl assembly.
WARNING
PERSONAL INJURY
Do not attempt to lift the bowl assembly by any other method as this would not be strong
enough to lift the entire weight of the bowl assembly. This could result in serious personal
injury or severe damage to the equipment.
11. Use appropriate lifting device to lift the bowl assembly from the support. Lift and lower the bowl
assembly into the upper frame assembly as shown in the Figure 11-115.
12. Carefully align the 50 mm pitch adjustment threads on the bowl and clamping ring, then rotate the bowl
in a clockwise direction, threading it into the upper frame assembly.
13. The hydraulic adjustment motor can be used to rotate the bowl assembly once properly engaged with
the clamping ring threads.
1
1 Lifting Sling 3 Adjustment Ring
2 Bowl Assembly 4 Main Frame Assembly
Figure 11-115: Typical Bowl Assembly Installation
14. Remove lifting slings from the bowl assembly.
Page 11-92 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Assembly
11.9 Tramp Release Cylinder Installation
3
Type 1
Type 2
1 Clevis Pin 3 Cotter Pin
2 Tramp Cylinder
Figure 11-116: Typical Tramp Release Cylinder Installation
The tramp release cylinders hold the adjustment ring firmly to the mainframe against crushing forces.
Excessive forces created by improper operation or by passing non-crushable objects causes the adjustment
ring to lift and pull the cylinder rods within the hydraulic cylinders upward. Oil is displaced from the cylinder
chamber into the accumulators further compressing the nitrogen gas within the accumulators. This
mechanism protects the crusher from damage. Additionally it provides the function for clearing materials in
the crusher cavity by pressurizing the non-rod chamber and lifting the upper frame clear to mainframe.
To install the tramp release assembly, proceed as follows:
1. Make sure that the all cylinders are de-pressurised.
2. Using an appropriate lifting device, lift the tramp release cylinder onto the mainframe and align the
bottom fork of cylinder onto mainframe boss.
3. Insert the lower clevis pin to lock the lower part of the tramp release cylinder to the mainframe. Insert the
cotter pin at the end of the lower pin to hold it in position.
4. Use a wedge in-between the bottom clearance to the mainframe or a strap hanging on the top to ensure
that the cylinder will not pivoted falling over.
5. Insert the upper clevis pin to lock the upper part of the tramp release cylinder to the upper frame
assembly. Insert the cotter pin at the end of the upper pin to hold it in position.
6. Once the tramp release assembly is installed, remove the lifting tools.
7. Repeat the steps 2 to 6 to install the remaining tramp release cylinders onto the mainframe and upper
frame assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 11-93
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Assembly Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 11-94 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12 Disassembly
12.1 Disassembly Instructions
During maintenance these assemblies are replaced/repaired. This section describes the disassembly
instructions of the following sub-assemblies of the Cone Crusher:
• Bowl Removal
• Tramp Release Removal
• Lubrication Connection Removal
• Upper Frame Removal
• Head Removal
• Socket Removal
• Eccentric Removal
• Countershaft Box Removal
• Main Frame Removal
NOTICE
TOOLS AND LIFTING DEVICES CONDITION
Ensure that all tools, equipments and lifting devices required for disassembly are in good
condition.
NOTICE
SHUT DOWN
Shut down the Cone Crusher and apply LOTOTO.
DANGER
RISK OF INJURY INJURY LEADING TO DEATH
FAILURE TO LOCKOUT, TAGOUT & TRYOUT WILL RESULT IN DEATH OR SEVERE
PERSONAL INJURY. CARE MUST BE TAKEN TO STAY CLEAR OF INSIDE OF
CRUSHER AS WELL AS UNDERNEATH THE CRUSHER. PARTS CAN FALL WHILE
DOING THE ASSEMBLY/DISASSEMBLY ACTIVITY, RESULTING IN DEATH OR
SEVERE PERSONAL INJURY.
During disassembly operations, ensure to follow all the safety warnings and instructions mentioned in safety
section. Refer to "2 Safety" for more details.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-1
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.2 Bowl Assembly Removal
For bowl assembly components refer to Figure 11-106 on page 11-84.
To remove the bowl assembly, proceed as follows:
1. Turn the bowl counter-clockwise using the bowl direction switch (bowl open) to rotate it out of the
adjustment ring and clamping ring until the threads are disengaged completely.
2. Attach lifting slings to the lifting lugs at the top of the bowl assembly.
3. Use appropriate lifting device, lift the bowl assembly from the upper frame assembly until the bars
around the adjustment cap completely disengage the brackets of the adjustment gear.
1 Lifting Slings 3 Upper Frame Assembly
2 Bowl Assembly 4 Main Frame Assembly
Figure 12-1: Typical Bowl Assembly Lifting
4. Place the bowl assembly over wooden support or on the flat surface. Remove the slings from the top of
the bowl assembly.
Page 12-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
To disassemble the bowl assembly components, proceed as follows:
1. Remove the attachment bolts and washers from the feed hopper.
2. Use appropriate lifting device, to lift the feed hopper.
3. Lift the feed hopper from the bowl and place on a level floor.
4. Remove the lifting device from the feed hopper.
1 Bolts & Washers 3 Adjustment Cap
2 Feed Hopper 4 Support
Figure 12-2: Typical Feed Hopper Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-3
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
5. Remove the upper rubber ring and rubber ring and store.
1 Upper Rubber Ring 3 Adjustment Cap
2 Rubber Ring 4 Support
Figure 12-3: Typical Rubber Ring Removal
Page 12-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
6. Remove adjustment cap by removing attachment bolts and washers. Store the adjustment cap, bolts
and washers.
3
4
1 Bolts & Washers 3 Bowl
2 Adjustment Cap 4 Support
Figure 12-4: Typical Adjustment Cap Removal
7. Remove the lifting attachments from the adjustment cap.
8. For TC36 model remove the rubber plates from the bowl and store.
1 Rubber Plate 2 Bowl
Figure 12-5: Rubber Plate Removal for TC36
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-5
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
9. Use the socket and special “L” shaped handle to remove the “U” bolt nuts as shown in the Figure 12-6.
Then lift off the washers and remove the “U” bolts.
10. A pipe extension may be required on the handle for additional leverage. Considerable force might have
to be applied as the crushing action can cause the bowl liner to flow or elongate slightly, thereby
increasing the tension on these bolts Figure 12-6.
11. Remove and store the “U” bolt lock set attached to the bowl liner.
6
2
10
9
2
5
8 7
1 Nut 6 Backing Material
2 Metal Washer 7 Fiberglass Insert
3 Rubber Washer 8 Bowl Liner
4 Lock Plate 9 Bowl
5 U-Bolt 10 Fiberglass Packing
Figure 12-6: Typical U-Bolts Removal
Page 12-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12. Lift the bowl off the liner. Occasionally the backing material, if the bowl was improperly fixed around the
bowl liner hooks, may lock the liner in the bowl. If the bowl sticks to the liner, ram vertically on the top of
the liner hooks to break or loose the backing material around the hook openings.
13. Chip off any backing material which might remain on the bowl. If the backing material will adhere to the
liner, chipping is required on the bowl.
14. Attach an appropriate lifting device, lift the bowl and place on level floor.
1 Bowl 3 Support
2 Bowl Liner
Figure 12-7: Typical Bowl Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-7
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.3 Tramp Release Cylinder Removal
3
Type 1
Type 2
1 Clevis Pin 3 Cotter Pin
2 Tramp Cylinder
Figure 12-8: Typical Tramp Release Cylinder Removal
To remove the tramp release cylinders, proceed as follows:
1. Ensure that all tramp release cylinders are de-pressurised.
2. Disconnect all hoses and sensors connected to tramp release cylinders.
3. Use appropriate equipment to support or hold the tramp release cylinder in position to avoid from falling
down during pin shaft removal.
4. Attach appropriate lifting device to tramp release cylinder, remove the upper cotter pin and clevis pin
from upper frame assembly.
5. Remove the other end of lower cotter pin and clevis pin from mainframe boss.
6. Release the support from the tramp release cylinder and lift and place the cylinder on level surface.
7. Remove the lifting device from the tramp release cylinder.
8. Repeat the steps 4 to 7 to remove the remaining tramp release cylinders from the mainframe and upper
frame assembly.
Page 12-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12.4 Lubrication Connection Removal
3
2
1 Inlet Connection 3 Air Filter
2 Outlet Connection 4 Connector
Figure 12-9: Typical Lubrication Connection Removal
To remove the lubrication connections, proceed as follows:
1. Disconnect the inlet and outlet lines from the mainframe.
2. Disconnect the air filter assembly and connector from the countershaft assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-9
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.5 Upper Frame Assembly Removal
For upper frame assembly components refer to Figure 11-89 on page 11-73.
To remove the upper frame assembly from the mainframe assembly, proceed as follows:
1. Disconnect all hoses and sensors connected to upper frame assembly.
2. Attach lifting slings to lifting lugs of upper frame assembly, use appropriate lifting device to lift upper
frame assembly from the mainframe. Place the upper frame assembly on the flat surface.
1 Lifting Slings 3 Mainframe Pin
2 Upper Frame
Figure 12-10: Typical Upper Frame Assembly Removal
3. Remove the lifting slings from upper frame assembly.
Page 12-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
To disassemble the upper frame components, proceed as follows:
1. Use an appropriate device to support the clamping ring and adjustment ring.
2. Disconnect and remove the CSS adjustment Proximity sensor cord connector prior to fully removing the
cover.
3. Remove the motor cover from the motor mounting weldment by removing attachment bolts and
washers. Store the motor cover, bolts and washers.
1 Bolts & Washers 2 Motor Cover
Figure 12-11: Typical Motor Cover Removal
4. Remove washer plate from motor mounting weldment by removing attachment bolts and washers. Store
the washer plate, bolts and washers.
1 Bolts & Washers 2 Washer Plates
Figure 12-12: Typical Washer Plate Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-11
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
5. Remove the hydraulic motor assembly from the motor mounting weldment and store.
1 Hydraulic Motor Assembly
Figure 12-13: Typical Hydraulic Assembly Removal
6. Remove gear keeper weldment by removing attachment bolts and washers. Store the gear keeper
weldment, bolts & washers.
1 Gear Keeper Weldment 2 Bolts & Washers
Figure 12-14: Typical Gear Keeper Weldment Removal
Page 12-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
7. Use an appropriate lifting device to lift the gear ring. Place and store the gear ring on flat surface.
1 Gear Ring 2 Clamping Ring
Figure 12-15: Typical Gear Ring Removal
8. Remove rubber seal and clamp by removing attachment bolts and washers. Store rubber seal, clamp,
bolts and washers.
1 Bolts & Washers 3 Rubber Seal
2 Clamp 4 Clamping Ring
Figure 12-16: Typical Rubber Seal and Clamp Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-13
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
9. Remove the pads by removing attachment bolts and washers. Store the pads, bolts and washers.
1 Bolts and Washers 3 Gear Support Weldment
2 Pad 4 Motor Mount Weldment
Figure 12-17: Typical Pad Removal
10. Remove the sleeve by removing attachment bolts and washers connected to the clamping ring and
adjustment ring. Store the sleeve, bolts and washers.
11. Disconnect the clamping cylinders hydraulic hoses (Hydraulic hoses not shown).
1 Bolts and Washers 2 Sleeve
Figure 12-18: Typical Sleeve, Bolts and Washers Removal
Page 12-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12. Install the eye bolts to the clamping ring and attach lifting slings to the eye bolts, use appropriate lifting
device to lift the clamping ring from the adjustment ring. Place the clamping ring on flat surface.
1 Lifting Slings 3 Clamping Ring
2 Eye Bolt 4 Adjustment Ring
Figure 12-19: Typical Clamping Ring Removal
WARNING
PERSONAL INJURY
Do not attempt to lift the clamping ring by any other method as this would not be strong
enough to lift the entire weight of the clamping ring. This could result in serious personal
injury or severe damage to the equipment.
13. Remove the lifting slings and eye bolts from the clamping ring.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-15
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
14. Loosen and remove the snap ring from the clamping cylinder.
15. Remove the clamping cylinder from the clamping ring and store.
1 Snap Ring 3 Clamping Cylinder
2 Clamping Ring
Figure 12-20: Typical Clamping Cylinder Removal
Page 12-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
16. Remove the rubber seal and clamp from the adjustment ring by removing attachments bolts and
washers. Secure the adjustment ring, bolts and washers.
1 Bolts, Washers & Nut 3 Rubber Seal
2 Clamp 4 Adjustment Ring
Figure 12-21: Typical Rubber Seal and Clamp Removal
17. De-pressurise and disconnect all the hoses from the hydraulic motor.
18. Disassemble the hydraulic motor from the motor mounting plate and store.
1 Motor Mounting Plate 3 Bolts and Washers
2 Hydraulic Motor 4 Adjustment Motor Pinion Gear
Figure 12-22: Typical Hydraulic Motor and Mounting Plate Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-17
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.6 Head Assembly Removal
To remove the head assembly from the mainframe assembly, proceed as follows:
1. Insert head lifting tool to the mainshaft nut and attach lifting slings. Lift the head assembly from the
mainframe assembly. Place the head assembly over wooden support or on the flat surface.
1
4
2 2
1 Lifting Slings 3 Head Assembly
2 Head Lifting Tool 4 Lifting Straps
Figure 12-23: Head Assembly Lifting
2. Remove lifting slings and head lifting tool from the head assembly.
WARNING
PERSONAL INJURY
Do not attempt to lift the head assembly through lifting lugs of mantle, the lifting lugs of
mantle are not strong enough to lift the entire weight of the head assembly. Serious
personal injury or severe damage to the crusher could result.
Page 12-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
To disassemble the head assembly components, proceed as follows:
1. Loosen the mainshaft nut gradually using an appropriate tool. Remove and store the mainshaft nut. It
may be necessary to install a bar through the hole in the main shaft nut and hit the bar in the direction
illustrated to loosen it and remove it by gradually rotating the bar.
1
1 Mainshaft Nut 2 Mainshaft
Figure 12-24: Mainshaft Nut Removal
2. Remove or grind the spot welds, welded across the contact surfaces of the shaft nut, torch ring, lower
and upper mantle.
3. Use an appropriate tool to remove the torch ring from the mainshaft.
1 Torch Ring 2 Torch
Figure 12-25: Torching the Torch Ring
WARNING
RISK OF PERSONNEL INJURY
When using a cutting torch or grinding machine to remove parts with epoxy backing
material behind them, provide an adequate ventilation. Avoid inhaling fumes or dust.
Personnel removing the parts are compulsory advice to wear appropriate personal
protective equipment when torch cutting, grinding or chipping.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-19
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
4. Attach the eye bolts to the upper mantle and then attach lifting slings to the eye bolts, use appropriate
lifting device to lift the upper mantle from the head. Ensure that the tapped mounting holes/threads are
clean and not damaged.
5. Place the upper mantle over a level surface.
1 Lifting Sling 3 Upper Mantle
2 Eye Bolt 4 Lower Mantle
Figure 12-26: Upper Mantle Removal
6. Remove the lifting slings and eye bolts from the upper mantle.
7. Attach slings to lifting lugs of lower mantle, use appropriate lifting device to lift lower mantle from the
head.
NOTICE
WELDING LIFTING LUGS
If the lifting lugs are damaged/worn out, weld lifting lugs to the lower mantle
Page 12-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
8. Place the lower mantle over a level surface.
1 Lifting Sling 3 Head
2 Lower Mantle
Figure 12-27: Lower Mantle Removal
DANGER
RISK OF INJURY INJURY LEADING TO DEATH.
DO NOT ASSEMBLE/DISASSEMBLE THE MANTLE INSIDE THE CRUSHER. IT CAN
CAUSE SERIOUS INJURY LEADING TO DEATH.
ALWAYS PERFORM THE ASSEMBLY OR DISASSEMBLY OF THE MANTLE OR
OTHER PARTS ON LEVEL GROUND OUTSIDE THE CRUSHER.
9. Remove the lifting slings from the lower mantle.
10. Chip or grind off any backing material, which remains on the head. Usually the backing material will
adhere to the mantle but little, if any chipping is required on the head.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-21
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
11. Attach the eye bolts to the main shaft and then attach lifting slings to the eye bolts.
12. Use appropriate tool to remove the main shaft from the head. Place the head and the mainshaft on level
surface.
1
2
1 Lifting Slings 3 Main shaft
2 Eye Bolt 4 Head
Figure 12-28: Mainshaft and Head Removal
Page 12-22 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12.7 Socket Assembly Removal
To remove the socket assembly, it is necessary to first have the bowl assembly and the cone head and upper
frame assembly out of the machine. See previous procedures for their removal.
12.7.1 Socket Sealing Ring Removal
To remove the socket sealing ring assembly from the mainframe assembly, proceed as follows:
1. Attach the eye bolts to the socket sealing ring and then attach lifting slings to the eye bolts, use
appropriate lifting device to lift the socket sealing ring from the mainframe assembly.
2. Lift the socket sealing ring and place it over a wooden support or on the flat surface.
1 Lifting Sling 3 Socket Sealing Ring
2 Eye Bolt
Figure 12-29: Socket Sealing Ring Removal
3. Remove the lifting slings and eye bolts from the socket sealing ring.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-23
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.7.2 Socket Removal (Bolted Type)
To remove the bolted socket for maintenance or the replacement of related parts, proceed as follows:
1. Lift off the socket seal ring from the main frame. Refer to “Socket Sealing Ring Removal” on page 12-23.
2. Using an allen wrench, remove the cap screws.
3. Use four of the cap screws as jack screws by installing them into the tapped holes provided in the
socket.
4. Uniformly heat the main frame around the socket to 38ºC (100°F) above ambient temperature.
CAUTION
CAUTION WHEN WORKING WITH HEATED OBJECTS
Wear protective gloves when working with a heated objects. Failure to follow these
instructions can result in serious injury.
5. Using an allen wrench, alternately tighten each cap screw a small amount. The socket will slowly
withdraw from its interference fit in the main frame.
6. Continue tightening the cap screws until the cap screws bottom in the head holes.
7. Back out the cap screws far enough to insert a steel spacer/shim block under each cap screw.
8. Again alternately tighten each cap screw a small amount against the steel block until the socket is free
of the main frame.
1
2
1 Cap Screws 3 Steel Block
2 Socket 4 Main Frame
Figure 12-30: Cap Screws Removal
CAUTION
TAPPED HOLE
The tapped holes should be filled with cotton waste saturated with oil or grease
immediately after use to prevent corrosion.
Page 12-24 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
9. Install the eye bolts to the socket and then attach lifting slings to the eye bolts, use appropriate lifting
device to lift the socket from the mainframe assembly. Lift the socket and place it over a wooden support
or on the flat surface.
2
3
1 Lifting Sling 5 Eccentric Assembly
2 Eye Bolt 6 Mainframe Assembly
3 Socket Liner 7 Countershaft Assembly
4 Socket
Figure 12-31: Socket Removal
10. Remove the lifting slings and eye bolts from the socket.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-25
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.7.3 Socket Removal (Dowel Type)
To remove the dowel socket for maintenance or the replacement of related parts, proceed as follows:
1. Lift off the socket seal ring from the main frame. Refer to “Socket Sealing Ring Removal” on page 12-23.
2. Use the four cap screws as special head jack screws by installing them into the tapped holes provided in
the socket.
3. Uniformly heat the main frame around the socket to 38ºC (100°F) above ambient temperature.
CAUTION
CAUTION WHEN WORKING WITH HEATED OBJECTS
Wear protective gloves when working with a heated objects. Failure to follow these
instructions can result in serious injury.
4. Using a wrench, alternately tighten each jack screw a small amount. The socket will slowly withdraw
from its interference fit in the main frame.
5. Tighten each jacking screw a small amount until the socket is free of the main frame.
1 Mainframe Assembly 3 Special Head Jack screw
2 Socket
Figure 12-32: Socket Dowel pins type Removal
6. The tapped holes should be filled with cotton waste saturated with oil or grease immediately after use to
prevent corrosion plugging with dirt.
7. Install the eye bolts to socket and remove the socket from the mainframe. Refer to Figure 12-31 on
page 12-25.
Page 12-26 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12.7.4 Socket Liner Removal
When the socket liner has worn to a point where replacement is required, proceed as follows:
1. Remove the socket from the crusher as described under “Socket Removal (Bolted Type)” on page 12-
24 and “Socket Removal (Dowel Type)” on page 12-26.
2. Place the socket upside down on wooden or other suitable blocking.
3. Place a 4x4 wooden block against the socket liner and hit against the wooden block with a hammer.
Keep hitting the liner hitting around the bore and alternatively hitting the liner at one point and then at a
point on the opposite side, until the liner drops free.
1
2
3
1 Sledge Hammer 4 Support
2 Wooden Block 5 Socket Liner
3 Socket
Figure 12-33: Socket Liner Removal.
CAUTION
SOCKET LINER
Make sure that the socket liner-seating surface on the socket was not damaged (dents,
nicks, etc.) when the socket liner was removed. They must be ground flush.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-27
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.7.5 Socket Assembly Components Removal
To disassemble the socket assembly components, proceed as follows:
1. Remove the support rubber pipe from the socket for models TC51, TC66, TC84X and store.
1
2
1 Socket Liner 3 Socket
2 Support Rubber Pipe 4 Support
Figure 12-34: Support Rubber Pipe Removal
2. Remove the locking key from the socket and check for cracks. Replace if cracks are found.
1
1 Locking Key 2 Support
Figure 12-35: Locking Key Removal
Page 12-28 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
3. The radial oil grooves in the socket liner are machined to specific depth in the factory, refer table
Table 12-1 when the socket liner was “new”. The socket liner must be replaced when the grooves in the
liner wear down to the depth shown in Table 12-1.
Models Liner oil groove Depth (New) Liner oil groove Depth (Wear)
TC36 5 mm (0.187 in) 1mm (0.04 in)
TC51 15 mm (0.59 in) 4 mm (0.16 in)
TC66 15 mm (0.59 in) 4 mm (0.16 in)
TC84X 12 mm (0.47 in) 4 mm (0.16 in)
Table 12-1: Socket Liner Oil Groove Depth
4. Remove the dowel pins from the socket and if necessary, replace any dowels that have worn out.
1
1 Dowel Pin 3 Support
2 Socket
Figure 12-36: Dowel Pin Removal
5. Remove the bushing sleeves from the socket and replace if damaged or worn.
1
1 Bushing Sleeve 3 Support
2 Socket
Figure 12-37: Bushing Sleeve Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-29
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.8 Eccentric Assembly Removal
To remove the eccentric assembly from the mainframe assembly, proceed as follows:
1. Attach the upper thrust bearing tool to the upper thrust bearing plate to hold it together with the
eccentric.
2. Install the eye bolts to the eccentric assembly and then attach lifting slings to the eye bolts.
3. Use an appropriate lifting device to lift the eccentric assembly from the mainframe assembly.
4. Place the eccentric assembly over wooden support or on the flat surface.
11
10
1
9
1
10 2 8
3
9 4
12
5
8
5
1 Eye Bolt 7 Mainframe Cap
2 Steel Cross Bar 8 Eccentric
3 Thrust Bearing Rod 9 Gear
4 Outer End of the Teeth 10 Nut
5 Mainframe 11 Lifting Slings
6 Upper Thrust Bearing - Pin 12 Upper Thrust Bering
Figure 12-38: Eccentric Assembly Lifting
5. Remove upper thrust bearing tool, lifting slings and eye bolts from the eccentric assembly.
Page 12-30 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
WARNING
RISK OF INJURY
• Care must be taken that the lower step bearing plates do not stick to the bottom of the
eccentric during eccentric removal, as these plates could break loose from the bottom of
the eccentric and can cause personal injury.
• Raise the assembly slightly, then push down the lower thrust bearing plates with long
pipe or pole to break the plates loose from the eccentric.
6. Install the long thread eye bolt to the lower thrust bearing. Use an appropriate lifting device and lift the
lower thrust bearing from mainframe and store.
3 2
1 Special Tool- Long Eye Bolt 3 Shims
2 Lower Thrust Bearing
Figure 12-39: Lower Thrust Bearing Installation
7. Remove the lifting device and long thread eye bolt tool.
8. After lower thrust bearing removal, remove the shims from mainframe and store.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-31
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
To disassemble the eccentric components, proceed as follows:
1. Remove all excess bushing lock epoxy material or babbit used to lock the eccentric/counterweight
Key(s).
2. Use appropriate tool to remove the eccentric key from eccentric assembly. Store the eccentric key.
4
5
1 Key 4 Eccentric
2 Counterweight 5 Support
3 Eccentric Gear
Figure 12-40: Eccentric Key Removal
Page 12-32 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
3. Attach the eye bolts to the eccentric and then attach lifting slings to the eye bolts, use appropriate lifting
device to lift the eccentric assembly from the counterweight.
4. Place the eccentric over a wooden support or on the flat surface.
1 Lifting Sling 4 Counterweight
2 Eye Bolt 5 Eccentric Gear
3 Eccentric 6 Support
Figure 12-41: Eccentric Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-33
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
5. Carefully drill a series of holes in the epoxy material only in the pockets that are directly across the cored
pockets in the eccentric.
1 Eccentric 3 Epoxy Lock
2 Drill Holes in these Pockets 4 Inner Eccentric Bushing
Figure 12-42: Epoxy Removal
6. Chisel through the material adjoining the drilled holes.
7. Turn the eccentric upside down positioned on a wooden blocking in such a manner so as to enable the
bushing to drop free of the eccentric when rammed loose.
8. Place a steel plate against the bottom of the bushing and ram against the plate. The bushing should
now drop out of the eccentric.
Page 12-34 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
9. Install the eye bolts to inner eccentric bushing and attach the lifting slings to eye bolts. Use appropriate
lifting device to lift the inner eccentric bushing from eccentric. Store the inner eccentric bushing and
eccentric over a wooden support or on the flat surface.
1 Lifting Sling 4 Eccentric
2 Eye Bolt 5 Support
3 Inner Eccentric Bushing
Figure 12-43: Inner Eccentric Bushing Removal
10. Remove the lifting slings and eye bolts from the inner eccentric bushing.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-35
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
11. Remove the bolts and washers from the counterweight and eccentric gear for models TC51, TC66 and
TC84X. Secure bolts and washers. TC36 Cone crusher counterweight and eccentric gear are single
part.
1
1
1 Bolts and Washers 3 Eccentric Gear
2 Counterweight 4 Support
Figure 12-44: Counterweight and Eccentric Gear - Bolts and Washers Removal TC51, TC66 & TC84X
Figure 12-45: Counterweight and Ring Gear as one integral assembly in TC36
Page 12-36 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12. Use an appropriate lifting device to lift the counterweight for models TC51, TC66 and TC84X. Place the
counterweight over a wooden support or on the flat surface.
1 Counterweight 3 Support
2 Eccentric Gear
Figure 12-46: Counterweight Removal TC51, TC66 & TC84X
13. Remove the lifting device from the counterweight.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-37
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
12.9 Countershaft Assembly Removal
For countershaft assembly components refer to Figure 11-15 on page 11-14 & Figure 11-16 on page 11-15.
To remove the countershaft assembly from the mainframe assembly, proceed as follows:
1. Lockout, tagout and tryout the electrical power to the crusher motor and remove the drive belts.
2. Use an appropriate lifting device to lift the sheave assembly
3. Remove all sheave attachment bolts and thread two bolts into the tapped holes in the hub of the sheave.
Using the two bolts as jacking bolts, exert pressure by tightening the bolts against the flange of the
bushing, breaking the sheave grip on the tapered mounting bushing.
4. Remove the sheave from the sheave bushing.
5. Insert the wedge such as screw driver, into the split in the bushing flange and remove the sheave
bushing from the countershaft assembly.
2
3
1 Countershaft 4 Washers
2 Sheave Bushing 5 Bolts
3 Sheave
Figure 12-47: Typical Sheave Removal
6. Remove the crusher sheave and all oil piping that would interfere with removal of the countershaft box.
7. Disconnect and remove optional proximity speed sensor from mounting bracket as required and secure
to avoid damage.
Page 12-38 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
8. Remove and secure the attached bolts and washers from countershaft assembly as shown in the
Figure 12-48.
CAUTION
CAUTION WHEN WORKING WITH HEATED OBJECTS
Wear protective gloves when working with a heated objects. Failure to follow these
instructions can result in serious injury.
9. If there is any exceptionally tight fit between mainframe and countershaft assembly, heat maybe applied
to the crusher frame at the outer countershaft box fit to assist in removal. Heat the mainframe housing to
approximately 100° F (38°C) above the ambient temperature.
10. Install the special (full thread) hex head jacking screws, which were supplied with the machine, into the
three (3) equally spaced tapped holes in the outer flange of the box.
11. Alternately tighten each jackscrew a small amount to prevent the countershaft box from binding in the
mainframe. Continue tightening each jackscrew until the countershaft box is free of the mainframe.
12. Attach the eye bolts to the countershaft assembly and then attach lifting slings to the eye bolts.
13. Use appropriate lifting device to hold and lift the countershaft assembly. Remove the countershaft
assembly from the mainframe assembly.
4
3
5
2
1 Mainframe Assembly 4 Eye Bolts
2 Countershaft Assembly 5 Bolts and Washers
3 Lifting Slings
Figure 12-48: Typical Countershaft Assembly Removal
14. Remove lifting slings and eye bolts from countershaft assembly.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-39
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
To disassemble the countershaft assembly components, proceed as follows:
1. Use appropriate equipment to support the countershaft assembly during removal process.
2. Remove the pipe plug from the oil flinger housing and drain the oil out.
1 Pipe Plug
Figure 12-49: Typical Pipe Plug Removal
3. Remove the countershaft box guard from the countershaft box. Store the countershaft box guard.
1 Countershaft Box Guard
Figure 12-50: Typical Countershaft Box Guard Removal
Page 12-40 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
4. Remove the drive key from the countershaft and store.
1 Drive Key
Figure 12-51: Typical Drive Key Removal
5. Remove the oil flinger housing by removing the attachment bolts and washers. Store oil flinger housing,
gasket, bolts and washers.
1 1
1 Bolts & Washers 3 Gasket
2 Oil Flinger Housing
Figure 12-52: Typical Gasket, Oil Flinger Housing and Pipe Plug Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-41
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
6. Remove the piston ring from the oil flinger groove and store.
1 Piston Ring 2 Drive key
Figure 12-53: Typical Piston Ring Removal
Page 12-42 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
7. For TC36, TC51 & TC66, heat the oil flinger to the temperature approximately 50° F (10° C) above the
ambient temperature.
CAUTION
CAUTION WHEN WORKING WITH HEATED OBJECTS
Wear protective gloves when working with a heated objects. Failure to follow these
instructions can result in serious injury.
8. Place a pry bar between the oil flinger and the countershaft box and exert moderate pressure.
9. Remove the oil flinger from the countershaft shaft and store.
1 Oil Flinger
Figure 12-54: Oil Flinger Removal for TC36, TC51 & TC66
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-43
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
10. For TC84X, remove the shaft steel plate by removing the attachment screws and secure it.
11. Remove the oil seal from oil flinger housing and store.
12. Remove the oil flinger housing by removing the attachment bolts and washers. Store the oil flinger
housing, gasket, bolts and washers.
13. Remove the oil flinger ring attachment screws from the 2-piece split countershaft set collar. Remove the
oil flinger ring from the countershaft.
14. Loosen and remove the screws on the 2-piece split countershaft set collar, pry the 2 halves of the 2-
piece countershaft set collar apart, and remove the 2-piece countershaft set collar.
1
8
7 2
4
5
1 Shaft Steel Plate 5 Oil Flinger
2 Oil Flinger Housing 6 2-Piece Countershaft Set Collar
3 Gasket 7 Bolt and Washers
4 Screws 8 Oil Seal
Figure 12-55: Oil Flinger Removal for TC84X
Page 12-44 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
15. Remove the grease fitted O-ring from oil flinger.
1
1 O-Ring 2 Oil Flinger
Figure 12-56: Typical O-Ring Removal
Whenever the countershaft box is out of the crusher for inspection or replacement of parts, inspect the pinion
for wear and/or chipped or broken teeth. Pitting or galling on the face of the teeth are indications of excessive
wear. This can be due to improper tooth contact resulting from an incorrect quantity of shims being placed
under the eccentric thrust bearing plate, by overloading the crusher or by using excessively dirty oil. If the
pinion is worn to the point where replacement is necessary (severe pitting/excessive backlash are evident),
the pinion is to be removed as follows:
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-45
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
16. Place the countershaft box vertical on the block with the pinion gear end facing upward as shown in the
Figure 12-57.
17. Attach eye bolt and lifting slings on top of countershaft. Use appropriate lifting device to lift the
countershaft. Remove the countershaft along with pinion from the countershaft box.
1
1 Lifting Slings 3 Countershaft
2 Pinion 4 Countershaft Box
Figure 12-57: Typical Countershaft Box Removal
WARNING
PERSONAL INJURY
Do not attempt to lift the countershaft by any other method as this would not be strong
enough to lift the entire weight of the countershaft. This could result in serious personal
injury or severe damage to the equipment.
18. Remove eye bolts and lifting slings from the countershaft.
Page 12-46 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
19. Remove and secure pinion thrust washer from the pinion pins for TC36, TC51 & TC66.
1 Pinion Pin 2 Pinion Thrust Washer
Figure 12-58: Pinion Thrust Washer Removal for TC36, TC51 & TC66
20. Use hammer and hit the pinion key to remove the pinion key from the keyway of the pinion for TC36,
TC51 & TC66 models.
1
2
1 Pinion Key 3 Countershaft
2 Pinion
Figure 12-59: Pinion Key Removal for TC36, TC51 & TC66
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-47
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
21. For TC84X model, loosen the screws of dual tapered locking hub assembly in sequence and remove
the locking hub assembly from the pinion and store.
1
2
3
4
1 Locking Hub Assembly 3 Countershaft
2 Pinion
Figure 12-60: Locking Hub Assembly Removal for TC84X
22. For TC36, TC51 & TC66 remove the countershaft from the pinion by heating with temperature
difference of 120°C (248° F) and secure countershaft.
1
1 Pinion 2 Countershaft
Figure 12-61: Typical Pinion Shaft Removal
Page 12-48 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
CAUTION
HEATED OBJECTS
Wear protective gloves when working with a heated objects. Failure to follow these
instructions can result in serious injury.
23. Remove the pins from the pinion and store.
1
1 Pinion 2 Pin
Figure 12-62: Typical Pins Removal
24. Construct a steel centering plate as shown in the Figure 12-63 centering plate.
25. Slide the narrow portion of the plate horizontally through the bushing until the plate is behind the
bushing.
26. Turn the centering plate 90 degree so that the outer edge of the plate will bear against the bushing. See
the Figure 12-64 for countershaft bushing removal.
27. While holding the plate in position thread a 1" (25mm) diameter rod into the nut which is welded to the
center of the plate. The rod must be a few inches longer than the bushing and threaded on both ends.
Place a 1" (25mm) x 3" (75mm) x 12" (305mm) steel bar over the other end of the rod and hold firmly in
place with a hex nut.
28. Insert a long timber or pipe through the opposite end of the countershaft box and ram against the c
entering plate.
1 2
1"
3
1 Weld 1” Hex Nut to Plate 3 Dia. of Plate to be Larger than Inside Dia. of
Bushing
2 Plates are to be Smaller than
Inside Dia. of Bushing
Figure 12-63: Centering Plate
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-49
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
When the bushing remain tight within the countershaft box an alternate method utilizing a jacking procedure
is suggested to remove bushings which are very difficult to remove, proceed as follows:
29. Using the same centering device as previously described and in the same manner except for a much
longer rod and steel bar, place wooden block between the steel bar and the countershaft box flange as
shown in the Figure 12-64 countershaft bushing removal.
30. Using the threaded rod as a jackscrew, tighten the hex nut until the flange of the bushing is pulled
against the steel bar.
31. Unscrew the nut and place additional blocking under the bar and tighten the hex nut until the bushing is
again pulled against the bar.
32. Repeat this procedure until the bushing is free.
6
4 1
3
1
2
3
6
5 4
1 Centering Plate 4 Bushing
2 Dowel 5 Threaded Rod
3 Flat Bar 6 Blocking
Figure 12-64: Countershaft Bushing Removal
Page 12-50 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
12.10 Mainframe Assembly Removal
For mainframe assembly components refer to Figure 11-3.
To remove the mainframe assembly components, proceed as follows:
1. For TC84X and TC51 remove bolts and washers from the retaining ring. Store the retaining ring, bolts
and washers.
1 Bolts & Washers 3 Mainframe
2 Retaining Ring
Figure 12-65: TC84X and TC51 Retain Ring Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-51
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
2. Remove the pipe plug from the mainframe cap. Secure the pipe plug.
3. Remove the mainframe cap by removing attachment bolts and washers. Secure the mainframe cap,
bolts and washers.
4. Remove the gasket from the mainframe.
5
2
4 3
1 Mainframe 4 Pipe Plug
2 Mainframe cap 5 Mainframe Gasket
3 Bolts & Washers
Figure 12-66: Typical Mainframe Cap Removal
The outer eccentric bushing is held in the mainframe by a bushing lock at the top. This lock must be removed
before the bushing can be pressed out. It is by far easier to break out the top of the bushing than it is to
remove the lock. Should it be desired to remove a bushing in one piece, the bushing lock must be drilled and
chipped out. Even the smallest piece of broken zinc or epoxy locking compound must be cleaned out before
pressing can begin. If the outer eccentric bushing is to be removed for replacement, proceed as follows:
5. Drill a series of 3/8” (10 mm) diameter holes, spaced 4" (100 mm) apart, in the wall of the outer eccentric
bushing. See the Figure 12-67 for removing bushing lock. Drill the holes to a depth corresponding to the
shoulder width of the replacement bushing.
6. Hold a steel bar at a 45 degree angle against the out side of the bushing and break the top of the
bushing into pieces by hitting the steel bar with a sledge hammer.
7. Break the top of the bushing away from the bushing lock all around the circumference of the bushing,
cleaning out all chips and fragments.
8. Cut a steel plate, to a diameter slightly smaller than the mainframe bore. A plate 2" (50 mm) thick is
required; several plates of thinner materials can be used to obtain this 2" (50 mm) thickness. Place the
plate against the bottom of the bushing as shown in the Figure 12-67.
Page 12-52 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
9. A hex nut can be welded to the top of this plate and with an eye bolt threaded into the nut, connect the
eye bolt to a crane or suitable hoist. Pulling from the top, while jacking from the bottom, will help
considerably in removal.
10. Then cut a plate the same diameter as the mainframe cap also from 2" (50 mm) material torch cut three
holes in the plate the same diameter and on the same bolt circle as those in the mainframe cap. Three
holes must be spaced 120 degree angle apart.
11. Suspend the plate from the bottom of the main frame by three long studs. Place a 50 ton hydraulic jack
between this plate and the one placed against the bottom of the bushing. A substitute arrangement can
be utilized by placing a steel rail or beam, across the discharge compartment to provide a support for
the jack.
12. Force the bushing from the frame by exerting pressure with the jack and adding blocking whenever
necessary.
1
9 1
8
7
3
6
4
2
5 3
1 Mainframe 6 Blocking
2 Outer Eccentric Bushing 7 Bushing lock
3 Steel Plate 8 Drilled Holes Around Circumference
4 Stud 9 Break Out
5 Hydraulic Jack
Figure 12-67: Typical Outer Eccentric Bushing Removal Method
13. Remove the lifting attachments from the outer eccentric bushing.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-53
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
14. Attach the lifting slings to the arm guard.
15. Use appropriate lifting device, lift each arm guard from the mainframe and secure the arm guard over a
wooden support or on the flat surface.
16. Remove the lifting slings from arm guard.
17. Repeat the steps 15 to 16 to remove the remaining arm guards from the mainframe.
Top View
1 Mainframe Arm Guard 2 Mainframe Arm Guard Location
Figure 12-68: Typical Mainframe Arm Guard Removal
Page 12-54 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Disassembly
18. Remove the attachments bolts and washers from the mainframe pins.
19. Heat the mounting hole of mainframe pin. Use appropriate method to pull out the mainframe pin from
the mainframe.
1 Mainframe Pin 2 Hexagon Bolts & Washers
Figure 12-69: Typical Mainframe Pin Removal
20. Use torch cutting to remove the worn out welded mainframe seat liner segments from the mainframe.
21. Use torch cutting to remove the stitch-welded fulcrum bar from the mainframe.
2
1
1 Mainframe Seat Liner Segments 3 Mainframe
2 Fulcrum Bar
Figure 12-70: Typical Mainframe Seat Liner and Fulcrum Bar Removal
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 12-55
Document No.: DOC-07-000399 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Disassembly Trio® TC Series Cone Crusher
22. Use torch cutting to remove the welded mainframe liners from the inside side wall of the crusher lower
mainframe.
1 Mainframe Liner 2 Mainframe
Figure 12-71: Typical Mainframe Liner Removal
Page 12-56 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000399
Trio® TC Series Cone Crusher Maintenance
13 Maintenance
Only authorized persons must perform maintenance activities.
As the equipment is used, worn parts must be adjusted and/or replaced to keep the crusher operating
efficiently and properly. Periodic maintenance as per manufacturer's recommendations is required.
During daily checks, if any item needs repair, replacement or adjustment, report it immediately. A minor defect
could result in serious equipment damage - if the machine is operated.
The following components can be removed and replaced:
• Main frame Assembly
• Bowl Assembly
• Tramp Release Assembly
• Upper Frame Assembly
• Head Assembly
• Socket Assembly
• Eccentric Assembly
• Countershaft Assembly
• For detailed disassembly and assembly, procedures refer to “Disassembly” on page 12-1 and
“Assembly” on page 11-1).
13.1 Maintenance Safety
DANGER
RISK OF INJURY INJURY LEADING TO DEATH
DO NOT ATTEMPT TO INSPECT OR WORK UNDER ANY ASSEMBLY WHILE IT IS
SUSPENDED FROM A CRANE. IT CAN CAUSE SERIOUS INJURY LEADING TO
DEATH. ALWAYS PLACE THE ASSEMBLY ON SOLID GROUND FOR INSPECTION.
WARNING
RISK OF PERSONNEL INJURY
During Cone Crusher operation do not do the following:
• Perform maintenance work such as lubricating or greasing parts of the Cone Crusher.
• Put hands or feet on the tramp release cylinders.
• Look inside the crushing cavity.
WARNING
TRIPPING HAZARDS
Avoid spillage around the Cone Crusher. Cone Crushers often spill pieces of rock, gravel,
etc. Make sure that the area adjacent to the Cone Crusher is free from spillage. Spillage
around the Cone Crusher may cause operating personnel to trip and fall.
WARNING
RISK OF PERSONNEL INJURY DURING CRANE OPERATION
• When the crane is in operation, do not stand in the area.
• Do not stand, crawl, walk or lay under only load, hanging from a crane.
• There is a risk of fall of the suspended loads.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 13-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Maintenance Trio® TC Series Cone Crusher
WARNING
RISK OF PERSONNEL INJURY DUE TO THERMAL PROCEDURES
• When cooling various parts of the Cone Crusher, follow appropriate safety precautions to
handle dry ice, liquid nitrogen or any other cryogenic coolant.
• Follow appropriate safety standards.
• Personnel may sustain injured, if the correct precautions are not followed.
WARNING
RISK OF PERSONNEL INJURY DUE TO PRESSURISED SYSTEMS - HYDRAULIC OR
AIR
• The machine is fitted with hydro-pneumatic actuators and is governed by regulations
pertaining to gas pressure vessels.
• Relieve all pressure before opening or removing any hydraulic pressure lines, valves,
fittings, etc.
• Check for worn hoses or damaged lines, high- pressure oil can be dangerous.
NOTICE
Torque Specifications
For specific bolt torque requirements refer to the “Torque Specifications” on page 19-1.
13.2 Inspection
Performing a daily inspection is a good way to keep the Cone Crusher performing safely and efficiently. Use
the Daily Inspection Form, as a guide to establish a maintenance routine, provide a maintenance record, and
help monitor the condition of the equipment. Refer to “Daily Checks and Maintenance” on page 13-4 for more
details.
13.2.1 Inspection Procedures
The following are major steps in a daily inspection of the Cone Crusher:
1. Lockout and Tagout all power to Cone Crusher before any lubrication or maintenance is performed.
DANGER
LOCKOUT, TAGOUT AND TRYOUY
FAILURE TO LOCKOUT, TAGOUT AND TRYOUT MAY RESULT IN DEATH OR SEVERE
PERSONAL INJURY.
S
2. Carefully inspect the entire Cone Crusher. When certain that everything is in good order and safe, the
Cone Crusher is ready to operate.
3. Remove the LOTOTO.
4. Clear the area and prepare to start the Cone Crusher.
Page 13-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Maintenance
13.2.2 Operator’s Daily Log
Pressure Pilot Lights must be OFF
Closed Side Setting mm (in)
Low Clamping and Release
Cost Down Time (seconds)
Check For Free Discharge
Power draw KW (AMPS)
Oil temperature °C (°F)
Air Breathers Cleaned
Oil Pressure Bar (PSI)
Alarms Checked
(build-ups)
Ambient Temperature
Operation Initials
Oil Tank
Crusher
Time
Date
Yes
Yes
Yes
out
No
No
No
in
Remark
Cone Crusher Size Company Name
Cone Crusher Serial Number Location
Table 13-1: Operator’s Daily Log
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 13-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Maintenance Trio® TC Series Cone Crusher
13.2.3 Daily Checks and Maintenance
Serial
Item Check Normal Condition
Number
1 Check the oil tank level. Within oil level gauge
2 Check oil line temperatures. Crusher Outlet: 38°C - 54°C (100°F - 130°F)
Delta (Outlet-inlet): < 6°C (43°F)
3 Check oil filter differential pressure.
4 Check power draw and cavity level.
5 Check closed side setting.
6 Check clamping pressure. Refer to Table 8-5, Table 8-6, Table 8-7 &
Table 8-8 for clamping pressure.
7 Check feed distribution.
8 Check that the Cone Crusher discharge area
is clear. Remove any build-up on arms.
9 Check countershaft coast down time. 30-60 seconds
10 Check for loose fasteners and connections.
11 Check for unusual noise, indications of wear
or undue strain on Cone Crusher parts.
12 When crushing liners (mantle and bowl liner)
approach their wear limit, check for loose,
cracked or worn through liners.
13 Check for the adjustment ring movement.
14 Check oil flow and strainer basket.
Table 13-2: Daily Checks and Maintenance
Page 13-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Maintenance
13.2.4 Weekly Checks and Maintenance
Serial
Item Check Normal Condition
Number
1 Check countershaft box and oil tank air
breathers.
2 Check piping for oil leaks.
3 Check bowl liner, feed plate and mantle for
tightness and wear.
4 Grease adjustment ring threads with the bowl
unclamped and then grease with the bowl
clamped.
5 Inspect oil strainer in oil tank for metal chips
and flakes.
6 Check for movement of the adjustment ring.
7 Check V-belts for tension and alignment.
8 Check for oil leaks.
9 Check sheaves for cracks and tightness on
the shaft.
10 Check main shaft cap for tightness.
11 Test all alarms, alarm lights, and interlocks on
both lubrication and hydraulic system
(pressure, temperature, and flow switches).
Table 13-3: Weekly Checks and Maintenance
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 13-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Maintenance Trio® TC Series Cone Crusher
13.2.5 Monthly Checks and Maintenance
Serial
Item Check Normal Condition
Number
1 Check accumulator pre-charge pressure bar/ Refer to “Accumulator Charging
psi and add nitrogen, if required. Instruction” on page 19-XIV
2 Check the adjustment shims where the pinion
gear engages the eccentric cwt ring gear.
3 Check air breather on top of main frame
housing over countershaft box. Replace as
needed.
4 Release bowl assembly from its crushing
position and rotate, back and forth, four (4)
teeth on adjustment gear.
5 Check the lubricating oil for dirt and sludge.
Change if necessary.
6 Analyze oil for contaminant levels. Refer to “Lubricating System Oil Analysis”
on page 14-6 for oil contamination guidelines
details
7 Check the end float.
8 Check countershaft box guards, arm guards,
counterweight, head, and main frame liner for
wear.
Table 13-4: Monthly Checks and Maintenance
13.2.6 Annual Checks and Maintenance
Serial
Item Check Normal Condition
Number
1 Completely disassemble Cone Crusher to
check all bearing surfaces (countershaft
flange bushings, eccentric bushings and
socket liner) and the gear and pinion surfaces
for wear.
2 Inspect main frame, head, and bowl for signs
of fatigue cracks (especially at the frame
mounting flange and base of ribs).
3 Check all fasteners and piping connections
for tightness.
4 Inspect gear and pinion teeth for wear.
5 Check the dust shell seal.
6 Change lubricant in hydraulic drive gear
reducer.
Table 13-5: Annual Checks and Maintenance
Page 13-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Maintenance
13.2.7 Liner Change, Check and Maintenance
Serial
Item Check Normal Condition
Number
1 Inspect bowl liner and mantle seating
surfaces on bowl and head.
Grind any raised lips or ridges from bowl or
head.
2 Inspect main shaft, socket liner, eccentric
bushing and dust seals for wear.
3 Check mantle and main shaft cap for wear.
Replace if necessary.
4 Check arm guards, countershaft box guards
and main frame liners for wear.
5 Inspect bowl, adjustment ring and clamping
ring threads for wear or galling.
7 Check liners for tightness.
Table 13-6: Line Change, Checks and Maintenance
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 13-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Maintenance Trio® TC Series Cone Crusher
13.2.8 Maintenance Schedule
8 HOURS
LUBE SYSTEM CRUSHER
• Check the level of lube oil in the tank. • Check the power draw on the motor.
• Check the lube oil flow back into the tank from the • Check for loose fasteners or connections.
crusher and the basket. • Check for unusual noise, indications of wear or undue
• Check oil pressure at the lube system. strain on crusher parts.
• Check inlet and outlet temperatures. • When crushing members approach wear limit, check
daily.
HYDRAULIC POWER UNIT
• Check when stopping crusher that crusher coasts to
Check for proper hydraulic pressures (3) on the operator easy stop.
control cabinet.
• Check that feed to crusher is properly distributed.
• Tramp/clearing cylinders.
• Check that the crusher discharge compartment is not
• Hydraulic motor (bowl turning) pressure. building up.
• Clamping cylinders.
40 HOURS
LUBE SYSTEM CRUSHER
• Check the air breather. • Check V-belts for wear or cracks.
• Check for lube oil leaks (including oil lines to and from • Check the crusher setting.
the crusher). • With bowl in crushing position, use grease fittings on
• Check filters. the side of the adjustment ring for lubricating bowl
threads.
HYDRAULIC POWER UNIT
• Check adjustment cap seal for tightness against
• Check for hydraulic oil leaks (including all lines going adjustment cap seal shell.
to and from the crusher).
• Check sheaves for dust and dirt accumulation and
• Check the alarm system is functioning. cracked spokes.
• Inspect the oil strainer within the oil tank for metal
chips. Occasional small metal flakes are normal. A
large quantity of chips may indicate excessive
pressure on bearing surfaces or possible bearing
failure.
200 HOURS
LUBE SYSTEM CRUSHER
• Check the lube oil for sludge and dirt, change if • Release bowl assembly from its crushing position and
necessary. rotate back and forth, four (4) teeth on adjustment
• Check that alarms function properly: pressure gear.
switches, temperature switches, and flow switch. • Check mantle and bowl liner for wear.
• Check the main shaft cap for wear.
• Check feed cone and feed hopper for wear.
• Check air breather on top of main frame housing over
countershaft box. Replace as needed.
500 HOURS
LUBE SYSTEM
• Check/clean the strainer.
Table 13-7: Maintenance Schedule
Page 13-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Maintenance
1000 HOURS
LUBE SYSTEM CRUSHER
• Check/clean the strainer. • Check root clearance between gear and pinion teeth.
• Check more frequently when teeth begin to wear.
2000 HOURS
LUBE SYSTEM CRUSHER
• Change oil and clean sludge from the tank. • Check step bearing plate for wear.
• Check inner eccentric bushing and outer eccentric
HYDRAULIC POWER UNIT
bushing for wear.
• Change oil and clean tank.
• Check socket liner for wear.
• Inspect main shaft and eccentric for wear.
• Inspect bowl, locking collar and adjustment ring
• threads for wear.
• Check countershaft bushes for wear.
• Check upper and lower head wipers for wear.
• Check floating ring for wear.
• Check main frame liners for wear.
• Check arm guards and countershaft guard for wear.
Check more frequently when guards begin to wear.
• Check for any cracked welds.
• Inspect gear and pinion teeth for wear.
• Check backlash and root clearance.
Table 13-7: Maintenance Schedule
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 13-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Maintenance Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 13-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubricants
14 Lubricants
14.1 General Lubrication Information
The greatest single factor governing the life and efficiency of any piece of machinery, where friction is
encountered, is proper lubrication. Lubrication is critical to the Cone Crusher. The lubrication system provides
oil to the crusher components, protecting them from friction and heat. Not only does the lube oil prevent
metal-to-metal contact between internal components, it also acts as a coolant by carrying heat to the
reservoir where it radiates out from the machine.
Cleanliness in the handling of lubricants, fittings, grease guns, and the openings and plugs of housings is of
vital importance. Foreign substances contaminate lubricant. Be sure all fittings and openings are thoroughly
cleaned before starting to inject lubricant. In using a grease gun make sure the nozzle makes proper contact
with the cleaned fittings or openings and that the nozzle has not been allowed to touch uncleaned surfaces.
Never mix different brands or types of lubricant within the crusher. Always drain and flush out the old lubricant
before changing to a different brand as a chemical breakdown can occur in lubricant mixtures.
14.2 Lubricant Specification
Refer to Table 14-1 as a guide for the proper lubricants used on the Cone Crusher. If you do not have access
to the brands shown, see your lubricant distributor for an equivalent. The table lists at what ambient
temperature range to use a particular recommended lubricant specification. Contact Weir Trio representative
if questions arise concerning what specific lubricant must be used for your particular operating environment.
Ambient Recommended
Lubricant Recommended Standard
Temperature Specification Synthetic
Type Lubricant
°C (°F) Lubricant
Grease All Temperatures NLGI 2 with 5-10% Mobilgrease XHP 322 Mine
molybdenium disulfide
Lubrication <40°C (104°F) ISO 68, EP Gear Lube Shell Omala 68 or Mobilgear Mobil SHC 626
System Oil (300 SUS @ 100 °F) 600 XP 68
(TC36,
>40°C (104°F) ISO 100, EP Gear Lube Shell Omala 100 or Mobil SHC 627
TC51 &
(500 SUS @ 100 °F) Mobilgear 600 XP 100
TC66)
<40°C (104°F) ISO 150, EP Gear Lube Shell Omala 150 or Mobil SHC 629
Lubrication (700 SUS @ 100 °F) Mobilgear 600 XP 150
System Oil
(TC84X) >40°C (104°F) ISO 220, EP Gear Lube Shell Omala 220 or Mobil SHC 630
(1000 SUS @ 100 °F) Mobilgear 600 XP 220
Below 4 °C ISO 32, Anti-wear Mobil DTE 24 Mobil SHC 524
(below 40 °F) Hydraulic Fluid
(150 SUS @ 100 °F)
4 °C to 40 °C (40 ISO 46, Anti-wear Mobil DTE 25 Mobil SHC 525
Hydraulic °F to 104 °F) Hydraulic Fluid
System Oil
(200 SUS @ 100 °F)
Above 40 °C ISO 68, Anti-wear Mobil DTE 26 Mobil SHC 526
(above 104 °F) Hydraulic Fluid
(300 SUS @ 100 °F)
Bowl Below 36 °C ISO 150, EP Gear Lube Shell Omala 150 or Mobil SHC 629
Adjusting (below 97 °F) (700 SUS @ 100 °F) Mobilgear 600 XP 150
Gearbox Oil
Above 36 °C ISO 220, EP Gear Lube Shell Omala 220 or Mobil SHC 630
(above 97 °F) (1000 SUS @ 100 °F) Mobilgear 600 XP 220
Table 14-1: Lubrication Specification
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 14-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubricants Trio® TC Series Cone Crusher
14.2.1 Lubrication Chart
SI No. Intervals Description
Location Crusher Circulating Oil and Countershaft Box Static oil
Lubricant Oil; ISO 68 (300 SUS @ 100 ºF) EP Gear lubricant
1
Interval Change every 2000 hours, if dirty refer to “Cone Lubricating System Contamination
Limits” on page 14-6 for more details.
Location Hydraulic Power Unit, Tramp Release Cylinders and Locking Cylinders
2 Lubricant Oil; ISO 32 (150 SUS @ 100ºF) Hydraulic Oil
Interval Change every 2000 hours, if dirty
Location Clevis Pins of Tramp Cylinders
Lubricant Grease; Lithium base NLGI No. 2 with 5-10% molybdenum disulfide powder by Volume
3
Interval 200 hours
Method Manual
Location Bowl and Head Surfaces that contact the backing material
Lubricant Oil; ISO 68 (300 SUS @ 100ºF)
4
Interval Every liner change
Method Manual, brush
Location Bowl, Clamping Ring and Adjustment Ring Threads, (Unclamp bowl before
greasing)
5 Lubricant Grease; Lithium base NLGI No. 2 with 5-10% molybdenum disulfide powder by Vol.
Interval 40 hours; Every liner change
Method Grease fittings; Manual, brush
Location Head and Locking Nut Threads
Lubricant Grease; Lithium base NLGI No. 2 with 5-10% molybdenum disulfide powder by Vol.
6
Interval Every liner change
Method Manual, brush
Location Countershaft Box Inner Flange
Lubricant Grease; Lithium base NLGI No. 2
7
Interval During Assembly
Method Manual, brush
Location Socket Sealing Ring Chamber
Lubricant Grease; Lithium base NLGI No. 2
8
Interval Every Liner Change
Method Manual. hand pack
Table 14-2: Lubrication Chart
Page 14-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubricants
SI No. Intervals Description
Location Hydraulic Adjustment Mechanism Driver Ring Teeth (On Adjustment Cap)
and Pinion Teeth (On Hydraulic Drive Motor)
9 Lubricant Silicone Spray
Interval 200 hours
Method Spray Can
Location Hydraulic Adjustment Mechanism Driver Ring Supports
Lubricant Silicone Spray
10
Interval 200 hours
Method Spray Can
Location Main Frame Pins
Lubricant Grease; Lithium base NLGI No. 2 with 5-10% molybdenum disulfide powder by Vol.
11
Interval Every Liner Change
Method Manual, brush
Table 14-2: Lubrication Chart
NOTICE
LUBRICANT SPECIFICATION
Contact Weir Trio representative if questions arise concerning what lubricant specification
must be used for your particular operating environment.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 14-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubricants Trio® TC Series Cone Crusher
14.2.2 Lubrication System Commissioning checks
Serial Normal
Item Check
Number Condition
1 Document specific brand and type of lubrication oil used (ISO - VG150).
2 Pitch of the drain line is a minimum of 25.4 mm (1.00") vertical change for
every 304.8 mm (12.00") horizontal change. Avoid long vertical drops in the
drain line. Long drops will create vacuum. Inside the crusher causing dust to
be pulled into the crusher.
3 All the lube package mounted ball valves are in the correct open or closed
positions.
4 The lube oil pump motor has been jogged to verify clockwise rotation (as
viewed from the motor end) and the arrow decal on the motor matches the
direction of rotation.
5 The air cooler fan motor has been jogged to verify the following direction of
rotation and air flow: Air coolers rotates counter-clockwise (as viewed from
the motor end) and the fan “pushes” air out from the motor side of the cooler
through the air cooler core.
6 All crusher oil piping has been adequately flushed (filter element may require
changing).
7 The oil flow from the relief valve attached following pump feeding to the
return oil filter basket should be low during normal operating temperature.
8 Piping from lube package to air cooler (if used) to the crusher has been
correctly installed and checked for leaks.
9 Lube tank and all fitting connection have been checked for leaks.
10 If supplied, the water control valve (on water cooled lube system) has been
set to provide 43°C (110 °F) supply oil temperature.
11 Tank oil level is correct.
Notes:
Table 14-3: Lubrication System Checklist
Page 14-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Lubricants
14.3 Lubrication Intervals
The Cone Crusher must use the specified lubricants.
Sl.
Location Lubricant Interval Method
No
1 Cone Crusher lubrication Lubrication System Change every 2000 hours, if dirty _
system oil EP Gear Oil
2 Hydraulic Power Unit, tramp Hydraulic System Oil Change every 2000 hours, if dirty _
release cylinders and clamping
cylinders
3 Clevis pins Grease 200 hours Manual
4 Bowl and head surfaces that Lubrication System Every liner change Manual, brush
contact the backing material EP Gear Oil
(not on seating surfaces)
5 Bowl, clamping ring and Grease 40 hours; Every liner change Manual, brush
adjustment ring threads,
(unclamp bowl before greasing)
6 Head and locking nut threads Grease Every liner change Manual, brush
7 Bowl adjusting hydraulic motor Bowl Adjusting 4000 hours Manual
gear box Gearbox Oil
Table 14-4: Cone Crusher Lubrication Intervals
Lubricant Feed/Drain Hole
Figure 14-1: Hydraulic Motor Gear Box - Feeding and Draining hole positions
Either of the two holes can be used as the feeding hole and the other hole can be used as a draining hole.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 14-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Lubricants Trio® TC Series Cone Crusher
14.4 Lubricating System Oil Analysis
The following table shows oil contamination limits to assist in determining whether the oil must be changed or
not. Lubrication system oil analysis is also beneficial in that it can indicate, if some internal Cone Crusher
components may be failing.
To have accurate analysis, it is recommended to have a sample of the fresh oil you are using analysed to
establish a baseline for that oil.
Acceptable Parts Per Million High Parts Per Million
Contaminant
(PPM) (PPM)
Copper (CU) Below 100 PPM Above 210 PPM
Aluminum (Al) Below 5 PPM Above 10 PPM
Iron (Fe) Below 5 PPM Above 50 PPM
*Silica (Si) Below 25 PPM Above 65 PPM
Chromium (Cr) Below 0.5 PPM Above 1.5 PPM
Lead (Pb) Below 70 PPM Above 190 PPM
Contamination Level (Total Solids) Below 0.1% Above 0.2%
Water Below 0.1% Above 1.0%
Table 14-5: Cone Lubricating System Contamination Limits
*. Silica limits must be interpreted in relationship to copper and iron levels. If high silica is accompanied
by high copper and/or iron, it considered abrasive and the oil is rated unsatisfactory.
Page 14-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Crusher Decommissioning and Disposal
15 Decommissioning and Disposal
This section describes the decommissioning and disposal of the Cone Crusher units.
15.1 Decommissioning Safety
DANGER
LIFTING EQUIPMENT SAFETY
• USE LIFTING EQUIPMENT TO LIFT HEAVY OR AWKWARD COMPONENTS.
• THE LIFTING EQUIPMENT MUST BE IN GOOD CONDITION, CERTIFIED AND
TAGGED.
• THE LIFTING EQUIPMENT MUST BE OF ADEQUATE CAPACITY AND MUST BE
USED WHENEVER THEY ARE REQUIRED.
• PERSONNEL MUST NEVER WORK UNDER SUSPENDED LOADS.
DANGER
LIFTING POINT SAFETY
REFER TO THE LIFTING INSTRUCTIONS AT ALL TIMES.
• TAPPED HOLES (FOR EYE BOLTS) AND CAST-ON LUGS (FOR SHACKLES) ON
WEIR TRIO PARTS ARE FOR LIFTING INDIVIDUAL PARTS ONLY.
• SOME HEAVY PARTS OF THE UNIT HAVE THREADED HOLES FOR LIFTING.
DURING ASSEMBLY, EYE BOLTS ARE SCREWED INTO HOLES TO ENABLE THE
PARTS TO BE LIFTED WITH A CRANE.
WARNING
TRIPPING OR FALLING
During decommissioning, ensure that the Cone Crusher components are secured properly,
so that they do not fall or tip over, or cause injury.
WARNING
RISK OF INJURY DUE TO SHARP EDGES
• Before starting any work, identify and examine any parts that could be hazardous due
to sharp edges. All metal components must be considered to have sharp edges.
• Worn out components can have sharp or jagged edges. Handle worn parts carefully, to
prevent damage to slings or personnel injury.
• Assess the components before moving or lifting and use mechanical devices wherever
possible.
WARNING
HAZARDOUS SUBSTANCES
During disassembly, personnel may come in contact with hazardous chemicals. These
substances must be identified before disassembly, and the correct SDS must be made
available and appropriate safety management precautions put in place.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 15-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Decommissioning and Disposal Trio® TC Series Crusher
WARNING
GLOVES MUST BE WORN
Appropriate gloves must be worn when handling parts with sharp edges. For example,
puncture-resistant or cut-resistant gloves. If in doubt, please ask your Safety
Representative for advice.
CAUTION
WORKING AREA SAFETY
Barricade and clearly mark the working area.
CAUTION
FOLLOW SAFE WORKING PRACTICES
Follow safe working practices during all assembly and maintenance work.
NOTICE
Tooling
Use only specifically designed impact sockets when using air-driven or electrically-driven
impact tools.
NOTICE
PPE
Correct PPE must be worn when disassembling Cone Crushers.
15.2 Decommissioning
Equipment needs to be retired from time to time. In other cases, equipment may need to be replaced to
increase plant production requirements. In either situation several things need to be planned and executed
before the equipment piece(s) can be removed.
This section assists the user with planning and executing the safe removal of the equipment. Check with the
local, state or provincial agencies to confirm that you are in compliance with all regulations and permits that
may be required for removal, transport of the equipment and / or disposal of waste products.
NOTICE
Agencies or Trades involved:
Site Safety Manager, Permitting, Environmental, Lubrication Oil Recovery, Electrical,
Mechanical, Piping, Scaffolding, Logistics, Mobilization, Lifting / Hoisting Equipment,
Rigging, Traffic Logistics, Crowd Control, Site Excavation, Building Modification / Removal.
Page 15-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Crusher Decommissioning and Disposal
15.2.1 Task Involved
Confirm the total amount of equipment that needs to be removed to gain access to the crusher, e.g. bins,
hoppers, feed chute, conveyor(s), feeder and the related support structure(s), building(s) or structural etc.
Build a site plan that involves all aspects of the removal and includes all agencies or trades that may be
necessary. The following questions may assist as checklist for the required tasks.
• Are there overhead restrictions that will interfere with vertical removal of the piece(s) being
decommissioned?
• Does the crusher need to be dismantled for removal or transport?
• Will it require the use of the crusher's hydraulic system to assist with component removal? i.e.
bowl removal.
• Will it require tools, fixtures, lifting devices that are specific to the model of crusher being
removed? If so, most of these items were with the crusher at one time. Secure these items or
replace them to ensure safe dismantling.
• Is there adequate space to locate the crane(s) for equipment removal?
• Will the allowable space require a larger crane due to the distance from the crusher?
• Is there adequate space to locate the semi-trailer(s) to load the equipment on?
• Will the site require excavation or levelling to allow the removal of the equipment?
• Does the site require building modification or removal to allow the removal of the equipment?
• Confirm weights of all pieces and sub-components that are involved in the decommissioning and
prior to removal.
• Confirm rigging plans for each piece or sub-component that will require disassembly.
If the crusher is being relocated or sold rather than scrapped, develop a map or layout sketch of the crusher
and all auxiliary components as they are installed on the unit. Take adequate photographs and develop a
journal that will assist later in the installation or sale of the equipment.
All personnel involved with the dismantling / removal process should be adequately safety trained for the
risks and hazards they will be working in and around. Some agencies that offer this level of training are
MSHA, OSHA, CSA. Check ahead of time to make sure you avoid delays in your schedule later on in the
project. This should include hot work permits, fire watch, hole watch, etc.
Confirm that all contractors and sub-contractors are insured and / or bonded for their responsible task(s) in
the removal process. Insurance limits and coverage can vary. Make sure that the limits and coverage meet
the requirements of the job. This should also include the logistics and mobilization phases of the project.
15.2.2 Decommissioning Procedure
• If possible run the bin, feed chute, conveyor or feeder feeding the crusher empty of ore before
final operation of the machine.
• If not possible to run the material out of the system, additional planning should be considered to
confirm the safety of the personnel in the area against falling material and debris during removal
of the equipment. It may be necessary to remove the material above the crusher to prevent injury
from falling objects.
• Perform housekeeping, clean up around the crusher to allow access to the foundation bolts,
piping, guards etc. Remove all excess material from the work area that could lead to slips, trips,
falls or other accidents in the dismantling process or removal of the equipment.
• If possible, run the discharge conveyor to get rid of the ore from the work area.
• Lock Out Tag Out, "LOTOTO" the discharge conveyor. Confirm the energy is at zero.
• De-energise the crusher and all auxiliary equipment that is not required for the removal / tear-
down of the equipment being decommissioned.
• Remove all sources of energy and terminate them. LOTOTO the sources.
• Confirm the energy is removed and reduced to zero.
• Remove all overhead equipment, platforms, structures etc. that will interfere with the removal of
the crusher.
• Remove any auxiliary items that may be alongside or prevent the safe removal of the component
or assembly.
• Tie back or restrain any additional overhead restraints that are in the way, and may prevent the
safe removal of the component or assembly being removed.
• Remove all unnecessary hydraulic and lubrication fluids from the crusher's hydraulic, lubrication
units and cooling fan assemblies.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 15-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Decommissioning and Disposal Trio® TC Series Crusher
• Remove all piping and hoses that is attached to the crusher, hydraulic and lubrication units and air
/ oil coolers.
• Cap, Plug or Blank Off all connections where hydraulic and lubrication lines have been removed.
This should be done on the crusher, the hydraulic power unit and the lubrication system, and the
air / oil cooler(s).
• Control any leakage of fluids. The use of blotting cloths, oil-sorb, rags / cloths should be on site
and available.
• Immediately contain any spills. Report them if and as required to the proper agency.
• Confirm the fluids are properly labelled for handling OR have them immediately picked up by an
authorised waste oil hauler.
• Check to see if the crusher being dismantled utilises Nitrogen accumulators in the Tramp and
Clamp systems. As per DOT regulations, they must be de-pressurised before they can be
transported. Check the appropriate manuals and procedures on how to do this. A special gauge
and hose are necessary to safely perform this procedure and confirm the energy is at zero.
• Mark and Tag all parts and pieces that are to be reused if the crusher is to be reused or sold.
• Remove all auxiliary electrical junction boxes and keep them with the crusher components. They
should be included on the Bill of Materials / Shipping Documents.
• Remove all safety guarding and stack on a skid, a crate or suitable container.
• Remove the drive system from the crusher. This may be simple v-belts or include direct drives or
jackshaft drives. Confirm if the sheaves or couplings need to be removed from the crusher and
electric drive motor. Remove if necessary. Crate or skid the items for shipping.
• If more than one crusher is being removed, mark all related items separately for each crusher to
avoid issues when the crushers are installed in the future. This should include the crusher,
hydraulic, lubrication power units, cooling fan assemblies and all auxiliary electrical /
instrumentation components.
• From the component weights and the plan for dismantling, as described earlier in the procedure,
determine the load count for mobilization. This should allow you to remove and load out the
components onto trucks without re-handling. This dismantling schedule will require coordination
with the logistics schedule that will haul the respective loads.
• Mobilise the appropriate size crane and rigging to site. Coordinate this with the necessary trucks
and permit(s) that may be necessary to haul the load(s).
• Arrange an on-site meeting with the crane, rigging, logistics and on site trade(s) responsible for
removing the equipment. This meeting should be immediately before the lift to confirm that all
parties are ready and any safety concerns are eliminated.
• Remove the mechanical hardware that holds the crusher, lubrication skid, hydraulic skid and air /
oil coolers to their respective foundations. This should be done in advance of lifting only IF the
component will not tip or fall over once loosened from its foundation.
• Rig the piece to be removed. Confirm the crane and rigging is correct. Confirm the removal path
is free of obstacles.
• Confirm personnel safety in all directions up to and including barricading off the area and crowd
control.
• One supervisor should be appointed. He / she should control the lift and coordinate
communication between all of the trades involved in the lift.
• Once all concerns are eliminated, the area personnel are ready and confirmed, you may proceed
with the lift(s).
• Make certain that proper shipping fixtures / frames are available and suitable for the item that they
are to carry. If the head and mainshaft assembly are to remain in the crusher during transport, use
wooden blocks to secure the head to prevent damage.
• If wooden blocks are used to set components on, make sure the component(s) are sitting firm on
them. Care should be taken to ensure that the blocks are not sitting on flanges or head skirts that
could damage the component.
• Never set a component down on the bronze bushings. Example: Eccentric assemblies have
bronze bushings on the bottom side. They should rest on a suitable shipping skid and / or clean
plywood.
• If the crusher does not require dismantling for removal and transportation, wooden wedge blocks
should be installed in the crushing cavity. This is to prevent the head assembly from bouncing and
moving during transport.
Page 15-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Crusher Decommissioning and Disposal
• Locate and crate up all available installation manuals, drawings, parts books, service records that
may pertain to the crusher(s) you are decommissioning. If the manuals and drawings are to be
shipped with the crusher, secure them in a weatherproof box or container.
• Locate and crate up all tools, fixtures, lifting devices that were used to dismantle components of
the crusher. They should also be shipped with the crusher.
• Build a manifest / bill of materials to include the number of pieces, dimensional sizes and weights
for each piece to be shipped.
• If the crusher is large and requires dismantling into sub-assemblies, be sure to prepare all
exposed machined surfaces with heavy oil or grease to prevent rusting. Such surfaces include
Bowl Threads, Adjustment Ring and Clamp Threads, Main Shaft, Lower Thrust Bearing,
Eccentric, Gear, Pinion, Countershaft, etc. Surfaces that are not protected by paint need to be
protected by rust inhibitors to prevent corrosion. If possible, wrap these sub-assemblies in plastic
shrink wrap after applying the rust inhibitors.
15.3 Disposal
To sell or dispose of a complete Cone Crusher unit proceed as follows:
1. Confirm the hazards associated with the material that has been crushed and adopt necessary safety
precautions.
2. Ensure that all lifting points are suitable for use.
DANGER
LIFTING POINT FAILURE
LIFTING POINTS, INCLUDING LIFTING LUGS, MAY NOT BE FIT FOR PURPOSE DUE
TO CORROSION BY TIME OF DISPOSAL. IF YOU ARE IN ANY DOUBT ABOUT THE
STRENGTH OR INTEGRITY OF ANY LIFTING POINT, DISASSEMBLE THE Cone
Crusher INTO SMALLER SECTIONS TO SAFELY REMOVE IT FROM SITE.
3. Remove complete Cone Crusher unit to a decontamination area.
4. Decontaminate by a static flush and drain.
WARNING
HAZARDOUS CHEMICALS
Personnel may come in contact with hazardous chemicals. Adopt necessary safety
precautions such as wearing appropriate PPE.
5. Follow the instructions in the disassembly section and disassemble the main components/mainframe
assembly.
6. Grease, oil, rubber, and urethane must be disposed under applicable waste and environmental
regulations.
7. All metal and alloys can be recycled if they are decontaminated and are not classified as hazardous
material under applicable environmental regulations.
NOTICE
When the machinery is sold, all documentation and guarding must be supplied with it, this
includes this Installation, Operation & Maintenance Manual and the machinery's CE
Declaration of Conformity.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 15-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Decommissioning and Disposal Trio® TC Series Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 15-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Troubleshooting
16 Troubleshooting
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
CRUSHER OVERHEATING
Lubrication pump worn - not delivering enough oil. Check for proper oil flow (LPM) in drain line, If required
change Pump.
Insufficient running clearance between main shaft and Replace inner eccentric bushing or outer bushing.
inner eccentric bushing or eccentric and outer bushing.
Oil not draining properly. Check pitch in drain line from crusher to oil tank
(Minimum pitch 1” per 12”) [25mm per 305mm].
Clean air breather on main frame countershaft box
housing.
Check all drain holes and lines from the crusher for
plugging.
Improper crusher liners for application. Too much crushing in lower portion of crushing cavity
causing excessive power draw.
Hot or unusually hard feed causes crusher to generate Make sure air cooler is functioning effectively - keep
more heat. cooler clean.
Insufficient oil supply. Check for the proper oil level in LPU reservoir tank.
Oil bypassing crusher. Check main relief valve for
improper setup, leakage, due to wear, metal shavings /
chips, incorrect, broken, or stuck relief spring chips or
stuck spring.
V-belts tensioned too tight. Re-tension V-belts.
Crusher drive motor drawing excessive current Improper feed conditions often involved. Excessive
(amperage) amount of fines in feed, or CSS too tight for application.
Check upstream crusher feed, screening, or other
processes as specified to properly feed the Cone
Crusher.
Large amount of tramp material in the feed causing
overloads. Check for properly functioning magnetic
conveyor to remove tramp / foreign objects.
CSS too tight. Do not set CSS below recommended minimum
discharge setting.
Lubrication hole in the main shaft plugged with dirt. Vertical hole in main shaft and interconnecting horizontal
holes in shaft must be cleaned using high pressure air.
CRUSHER THROWING OIL
Repair or replace all crusher lower frame socket liner /
The socket liner is worn.
seal components as needed.
Check for correct countershaft speed (RPM) and
Excessive countershaft speed (RPM) sheaves diameters are correct for the drive motor
provided.
Crusher not vented properly. Clean breather on main frame countershaft box housing.
Oil passages in socket liner are plugged, preventing Dismantle and clean all socket liner oil drain holes and
proper oil drainage. grooves.
Table 16-1: Troubleshooting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 16-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Troubleshooting Trio® TC Series Cone Crusher
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
Oil not draining properly. Check pitch in drain line from crusher to oil tank
(Minimum pitch 1” per 12”) (25mm per 305mm).
Clean air breather on main frame countershaft box
housing.
Check all drain holes and lines from the crusher for
plugging.
Table 16-1: Troubleshooting
Page 16-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Troubleshooting
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
LOW OUTPUT (TONNAGE)
Check for liners worn out Replace liners if required.
Check for correct countershaft speed (RPM) and
Low operating speed (RPM).
sheaves are correct.
Too much moisture in the feed, slowing the movement
Moisture should be less than 5%.
of the feed in the crushing cavity.
Extremely slabby feed causing bridging at the feed
Reduce feed size.
opening, at the top of the liners.
Large pieces of debris in the feed (wood, tree roots, re-
Feed to crusher should be free of this type of material.
bar, etc.) slowing feed movement in crushing cavity.
Too large a feed top size. Reduce feed size.
Large amount of clay in the feed. Remove clay or sticky material from the feed.
Incorrect feed distribution, segregated feed causes Correct the feed arrangement. Use Rotating Feed
fines to be fed in one side of the crushing cavity. Distributor.
Too many fines in feed. Incorrect or inadequate screening.
Torch cut the lip at the bottom of either liners to eliminate
Mantle or bowl liner “cupping” at the bottom.
restriction.
CRUSHER STALLING
V-belts too loose. Re-tension V-belts.
Check power draw of crusher running empty and
compare to power draw of motor running free (without
Electrical problems with drive motor.
belts). If both readings are close, have electrician check
motor.
Check foundation for ample discharge of crusher
Build-up under crusher.
material.
Check for correct countershaft speed (RPM) and
Countershaft speed too low.
sheaves are correct.
Feed level too high in crushing activity causing
Reduce amount of feed to crusher.
excessive power draw.
Incorrect feed opening (too small) in crushing cavity.
Most crushing being done at top of feed opening which Check for correct selection of liners.
increases power draw.
Closed-in outer bushing and/or inner eccentric bushing, Crusher must be disassembled to inspect condition of
thereby reducing running clearances. the countershaft flange bushings.
Electrical problems with the drive motor. Have the electrician check the motor.
Check for correct oil flow and viscosity. Check bypass
Oil pressure too low. relief valve in LPU tank to make sure not too much oil
bypassing at the operating temperature.
ADJUSTMENT RING TILTED
Uneven wear on main frame seat liners and/or Improper feed distribution in crushing cavity. Replace
adjustment ring seat. seat liners, and correctly feed crusher.
Table 16-1: Troubleshooting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 16-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Troubleshooting Trio® TC Series Cone Crusher
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
Continuous overload or improper liners causing Re-check for correct mantle and bowl liner combination,
adjustment ring to “pound” on main frame seat liners and/or reduce feed to crusher. Replace seat liners.
and adjustment ring seat. Increase the setting.
Table 16-1: Troubleshooting
Page 16-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Troubleshooting
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
COUNTERSHAFT IS SEIZED OR BROKEN
V-Belts tensioned too tight. Re-tension V-Belts and check sheave alignment.
Check the lube line to the countershaft box for any
No lubrication or not enough lubrication to countershaft
obstructions. Verify >4LPM lube oil flow through the
bushings.
countershaft feed hose.
Bent countershaft. Usually shows up as excessive
vibration to end of countershaft or “wobble” to crusher Replace countershaft.
sheave.
Broken ring gear or pinion tooth. Replace gear or pinion.
Incorrect backlash and/or root clearance between gear
Check for correct backlash and root clearance.
and pinion.
BOWL STALLED/STUCK
Accumulation of dirt or rust between threads of Try the following steps in order:
adjustment ring, clamping ring and bowl because of: Pour penetrating oil into threads.
Hot incoming feed (slag) Turn the bowl adjustment selector switch on the operator
Poor thread lubrication control cabinet to the OFF position and run material
Worn adjustment cap seal through crusher.
Operating too long at one setting Clean crusher cavity before next start.
Galled bowl, clamping ring and/or adjustment ring
threads
Broken threads
Insufficient oil pressure (Bar/PSI) to hydraulic motor See Hydraulic Power Unit troubleshooting guide to
mounted on adjustment ring. resolve the issue.
LOOSE BOWL
Worn adjustment ring, clamping ring and bowl threads. Re-machine 45º surface of threads to provide uniform
pitch if threads are not worn too badly. If threads are
severely worn, contact Trio for proper procedures for
correcting the wear areas.
Operating with hydraulic clamping ring cylinders Pressurize the hydraulic clamping ring cylinders to the
pressure being too low. proper pressure.
Too small of a crusher setting. Open crusher setting until bowl stops bouncing.
Operating with leaking hydraulic clamping cylinders. Replace clamping cylinder assembly or assemblies.
Check that the hose between hydraulic power unit and When hydraulic power unit is operating, hose between
clamping cylinders is properly connected. power unit and clamping cylinders should feel somewhat
“stiff” or connect properly and check tightness of hose
end connections.
LOOSE SOCKET
Loss of interference fit between the socket and the Contact Weir Trio representative for proper procedures
mainframe. Socket bolts and dowels sheared. for correcting the issue.
Table 16-1: Troubleshooting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 16-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Troubleshooting Trio® TC Series Cone Crusher
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
LOOSE BOWL LINER OR MANTLE
Mantle - mainshaft cap does not self-tighten. Check for backing material poured too high and left in
contact with underside of upper mantle.
Mantle - crusher countershaft rotating in wrong Self-tightening feature of mantle will not work if
direction. countershaft is rotating in wrong direction; correct
direction is anti clockwise.
Mantle or head seating surfaces worn or not machined Restore seating surfaces to factory dimensions or
correctly. contact Weir Trio representative.
Insufficient backing clearance behind mantle and head. Backing clearance should be at least 1/4” to 3/8” (6 to
10mm).
Mantle out-of-round. Maximum out-of-round condition should be 1/4" (6mm).
Mantle not centered on head, or mantle not tight on Check with feeler gauge at bottom of mantle. Clearance
head during initial installation. should be no more than 0.005” (0.127mm).
Mantle - operating crusher without feed for too long of a Maximum idle time should be 30 minutes.
time.
Mantle too thin. Wear not to exceed 2/3 of mantle thickness.
Old backing not completely removed before installing Remove all old backing to permit the new mantle to seat
new mantle. correctly on the head.
Bowl liner - broken “scallops” at top of liner. Badly worn bowl liner; thin section flexing.
Bowl liner too thin. Wear not to exceed 2/3 of bowl liner thickness.
Too much tramp iron or sticky material going through Too much tramp iron or sticky material will cause
the crusher. adjustment ring to jump or bounce excessively.
Bowl liner or bowl seating surfaces worn or not Restore seating surfaces to factory dimensions.
machined correctly.
Old backing not completely removed before installing Remove all old backing to permit the new bowl liner to
new bowl liner. seat correctly in the bowl.
GEAR AND PINION TOOTH WEAR
Tooth engagement profile between pinion and ring gear Remove the countershaft assembly and inspect the
is more than specified. pinion gear for wear or tooth damage. Check end play of
countershaft. Use the shims to set gears backlash as per
spec.
Tooth engagement profile between pinion and ring gear Worn thrust bearing plates. Raise eccentric assembly by
is less. shimming under eccentric thrust bearing plate and shim-
out countershaft box mounting into mainframe
Tooth wear profile too high. Lower eccentric assembly by removing shims beneath
the eccentric thrust bearing plate.
Crusher overloaded. Usually shows up as bouncing adjustment ring. Reduce
feed to crusher and/or increase the setting.
Tooth wear profile on the ends of the teeth. Excessive wear on inner eccentric bushing and/or outer
eccentric bushing. Replace ring and pinion gears.
Incorrect backlash and/or root clearance. Recheck backlash and/or root clearance
Operating crusher with new gear and worn pinion or It is recommended that both the gear and pinion be
worn gear and new pinion replaced at the same time
Table 16-1: Troubleshooting
Page 16-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Troubleshooting
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
EXCESSIVE VIBRATIONS
Weight change due to worn crusher parts. Excessively worn mantle, replace mantle.
Main head shaft moving with eccentric due to seized
Excessive main head shaft spin.
inner bushing.
Improper gear mesh, gear bottoming on pinion. Raise
Gear and pinion tooth root interference.
eccentric assembly by shimming.
Bent countershaft. Replace countershaft.
Crusher sheave badly out of balance. Remove dirt build-up on rim of sheave.
If crusher is mounted on a portable plant, cribbing or
Check cribbing or soil conditions.
soil conditions may be inadequate.
Inadequate foundation and/or soil bearing capacity. Check foundation or soil conditions.
Loose mantle. Remove mantle and re-install properly.
Check for correct countershaft speed (RPM) and size of
Countershaft speed (RPM) too high.
the sheaves.
WEAR ON HEAD OR BOWL SEATING SURFACE
Crusher operating with loose mantle or bowl liner. Make sure crushing members are seated properly when
assembling, and that the mainshaft cap is tightened
securely
against the torch ring and mantle before operation.
Crusher operating with excessively worn mantle or Replace the bowl liner or mantle and check reason for
bowl liner. excessive worn out.
Wearing completely through mantle or bowl liner and Replace the bowl liner or mantle and Wear not to exceed
crushing on head or bowl. 2/3 of bowl liner thickness.
Cracked mantle or bowl liner. Replace the bowl liner or mantle and check the reason
for cracking.
MAIN HEAD SHAFT BROKEN
Install metal detection devicebefore the feed to the
Frequent tramp iron passing through crusher.
crusher.
Usually shows up as bouncing adjustment ring. Reduce
Crusher continually overloaded.
feed to crusher and/or increase the CSS.
Table 16-1: Troubleshooting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 16-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Troubleshooting Trio® TC Series Cone Crusher
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
DUST AND DIRT GETTING INTO LUBE SYSTEM
Oil filter housing cover not properly closed. Properly close Lube System oil filter housing cover.
Lube System tank cover not properly closed. Properly close Lube System tank cover.
No air breather on the main frame countershaft box Install breather on the main frame countershaft box
housing. housing.
Replace air breather. To check, place a piece of paper
Air breather on main frame countershaft box housing
over the breather piping, with the crusher running; the
not functioning properly.
paper should move in and out.
Using hose, relocate air breather away from crusher
Crusher sheave swirling dust into the air breather
sheave.
Dust and dirt falling into crusher when crusher has Cover socket and eccentric area with canvas tarpaulin or
been dismantled for servicing or maintenance. polyethylene (plastic) sheeting when servicing crusher.
No grease or less grease in the socket assembly to
Add grease to socket assembly
protect dust.
Socket Sealing Ring is worn Replace the parts.
No seal (gasket) or bad seal between oil tank and oil
Replace tank seal.
tank cover.
Head wipers are worn Replace wipers
MAIN SHAFT HEAD SPIN HIGH
Socket Sealing Ring worn Replace the parts.
Replace the bushing or polish out the scores, gouges or
Scored or burned inner eccentric bushing.
burn marks.
Check the temperature of Lube oil to Crusher and
Wrong viscosity of lube oil.
change the oil if required..
CONTROL SYSTEM (OPTIONAL)
The HMI screen has errors. Check the system Ethernet hubs for power and
communication lights.
Check that the PLC power supply light is on, if not there
could be a blown fuse or tripped circuit breaker.
Check that the PLC is not in a fault condition. If there is a
fault condition, turn the key switch on the front of the PLC
all the way to the right and back all the way to the left.
Check that the Ethernet cable is to the communication
port of the HMI computer and Ethernet port on the PLC
CPU module (slot 0).
Should check for the alarms and acknowledge.
The system will not start Check that all Emergency Stops are pulled out not
pushed in. When the Emergency Stop is activated the
screen will show a symbol in the approximate location of
the tripped switch.
Check the power to the drive system
Check to see if the drive has tripped out on an internal
alarm. Address drive problem and reset alarm.
Check the conveyor motors. Fix as required if conveyor
connected to our system..
Table 16-1: Troubleshooting
Page 16-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Troubleshooting
PROBABLE CAUSES COMMENTS/CORRECTIVE ACTIONS
A fan/pump/motor will not start Check the power to the motor starter, and also check that
the circuit breaker for the motor is not tripped. Restore
the power to the motor starter.
Check alarms related to the motor.
Should check for the alarms and acknowledge.
A Pump or Fan Motor will Start, but does not display on Check that the motor starter interlock is sending power
the screen as being started back to the input module. Fix the starter interlock/contact.
Check to see if the input module light is on, showing that
the starter is sending power back to the module. If there
is no input light on the PLC module and power is at the
terminal, replace the module as necessary.
Should check for the alarms and acknowledge.
A pump will not stay running Check that the liquid level in the tank is above the Low-
Level limit % while the pump is running. Verify the HMI's
low-level limit % for pump shut down set point.
Check the overload for that motor for correct functional
set point.
Actual Temperatures are not displaying a valid Check that the lights on the analog input module are OK.
temperature Check that the RTD sensor is not broken, or
disconnected.
Should check for the alarms and acknowledge.
Check if sensor are in good condition.
The actual temperature in the system is not rising/ Check that the output channel, for the desired
failing via needed temperature set point temperature controller, on the PLC 4 - 20 mA Output
Module is sending the Transducer a mA signal. If there is
no mA signal out of the module then the output module
needs to be replaced.
Check the operation of the cooling motors if cooling is
required. Ensure that the heat exchangers are clear of
dust and objects blocking air flow. If heat is required
check that the heating elements are powered and
overloads are not tripped.
The automatic solenoid valves are not working Check the electrical circuit to the valve for proper
correctly termination. Check the power to the solenoid valve
panel.
Check the solenoid for the failed valve. Check power to
the valve. If no power is preset check wiring and power
from the PLC output card.
Replace card if necessary.
If power is at the solenoid, replace the solenoid.
Should check for the alarms and acknowledge.
The main crusher drive motor does not start Check the Ethernet cable for proper termination.
Check for the power supply and wiring between electrical
cabin and main motor.
Table 16-1: Troubleshooting
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 16-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Troubleshooting Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 16-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Special Tools
17 Special Tools
17.1 TC36 Special Tools
1
1 1
1
1
7
4
6 5
1 Eye Bolt 5 Hexagon Head Cap Screw - Fully Threaded
2 Socket Wrench for U Bolt 6 Hex Head Cap Screw - Fully Threaded
3 Lower Step Bearing Plate Eye Bolt 7 Safety Blocks
4 Upper Step Bearing Plate Rod
Figure 17-1: TC36 Special Tools
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 17-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Special Tools Trio® TC Series Cone Crusher
17.2 TC51 Special Tools
1
2 2 2
2
2
3 4
(1/2)” M30 M20
(2)” (1)” (1.25)”
(1.5)”
5
(21/4)” - 4.5UNC
6
10
(57) (540)
(540) (689)
(Ø 313)
Ø (233)
8 9
SCALE 1:8
1 Main Shaft Eye Bolt 6 Upper Step Bearing Plate Rod
2 Eye Bolt 7 Socket Wrench
3 Backing out screw - Fully Threaded 8 Standard Head Lifting Tool
4 Screw - Fully Threaded 9 Short Head Lifting Tool
5 Eye Bolt - Lower Step Bearing Plate 10 Safety Block
Figure 17-2: TC51 Special Tools
Page 17-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Special Tools
17.3 TC66 Special Tools
1 7 8
2 3 4 5 6
260
10
11 M30
12
Ø 336
13
880
A
14
Ø 36
80
15
Ø 108 x8
540
A
SECTION A-A
1 Main Shaft Eye Bolt 8 Bolt for Socket - Fully Threaded
2 Eye Bolt for Eccentric and Socket 9 Upper Step Bearing plate Rod
3 Eye Bolt for Weight Ring 10 Eye Bolt
4 Eye Bolt for Gear 11 Upper Step Bearing plate Rod
5 Eye Bolt for Outer Eccentric Bushing 12 Head Lifting Tool
6 Eye Bolt for Inner Eccentric Bushing 13 Lifting Rod
7 Bolt for Counter Shaft Box - Fully Threaded 14 Socket Wrench
Figure 17-3: TC66 Special Tools
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 17-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Special Tools Trio® TC Series Cone Crusher
17.4 TC84X Special Tools
1
1 3
2 2
1 1 1
3 4
5
1 Shoulder Eye Bolt 5 Bar Ø for Locking Head Main Shaft Cap
2 Eye Bolt 6 Lower Step Bearing Plate Eye Bolt
3 Hexagon Bolt - Fully Threaded 7 Upper Thrust Bearing Plate Rod
4 Socket Wrench 8 Head Lifting Tool
9 Safety Block
Figure 17-4: TC84X Special Tools
Page 17-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Electrical Schematics
18 Electrical Schematics
Contact Weir Trio representative for electrical schematics its supplied along with the machine.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 18-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Electrical Schematics Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 18-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
19 Appendix
19.1 Torque Specifications
19.1.1 Torque Charts
The following pages contain charts for use as guides when tightening bolts and nuts. These specifications
must be followed unless specific torques are given elsewhere in this manual.
19.1.1.1 Standard Bolt Torque
Table 19-1 on page 19-2 is a list of recommended torque values for standard bolts. Use this torque chart to
avoid over stressing standard nuts and bolts used on equipment. These specifications must be followed
unless specific torques are given. Weir Trio uses various bolts Grades 2, 5, and 8. The maximum torque
values on 75% of the specified minimum proof strength of the bolt steel in order to provide a safety factor. The
term “lube” applies to cadmium plating and/or application of thread lubricants. Hardened washers must
always be used, regardless of whether standard nuts or lock nuts are employed.
19.1.1.2 Metric Bolt Torque
Table 19-2 on page 19-4 is a list of torque values recommended for metric bolts. The maximum torque values
are based on 75% of the specified minimum proof strength. The term “lube” includes the application of thread
lubricants, cadmium plating and the use of hardened washers regardless of whether standard or lock nuts are
used. Bolt Torque Chart.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-1
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
S.A.E Grade 2 S.A.E Grade 5 S.A.E Grade 8
Diameter Pitch
Dry Lube Dry Lube Dry Lube
(in) (thd/in)
(ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M
1/4 20 5 7 4 5 8 11 6 8 12 16 9 12
1/4 28 6 8 5 7 10 14 7 9 14 19 11 15
5/16 18 11 15 9 12 17 23 13 18 25 34 19 26
5/16 24 12 16 10 14 19 26 15 20 27 37 21 28
3/8 16 20 27 15 20 31 42 24 33 44 60 34 46
3/8 24 23 31 17 23 35 47 27 37 49 66 38 52
7/16 14 32 43 25 34 49 66 38 52 70 95 54 73
7/16 20 36 49 27 37 55 75 42 57 78 106 60 81
1/2 13 49 66 38 52 75 102 58 79 106 144 82 111
1/2 20 55 75 42 57 85 115 65 88 120 163 92 125
9/16 12 70 95 54 73 109 148 84 114 154 209 118 160
9/16 18 79 107 60 81 121 164 93 126 171 232 132 179
5/8 11 97 132 75 102 150 203 115 156 212 287 163 221
5/8 18 110 149 85 115 170 231 131 178 240 325 185 251
3/4 10 157 213 121 164 266 361 205 278 376 510 289 392
3/4 16 180 244 133 180 297 403 229 311 420 570 323 438
7/8 9 210 285 160 217 430 583 330 447 606 822 466 632
7/8 14 230 312 177 240 473 641 364 494 668 906 514 697
1 8 320 434 240 325 644 873 495 671 909 1,233 699 948
Table 19-1: Torque Values for Standard Hardware
Page 19-2 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
S.A.E Grade 2 S.A.E Grade 5 S.A.E Grade 8
Diameter Pitch
Dry Lube Dry Lube Dry Lube
(in) (thd/in)
(ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M
1 14 340 461 255 346 704 955 542 735 995 1,349 765 1,037
1-1/8 7 350 475 270 366 794 1,077 611 829 1,288 1,747 990 1,342
1-1/8 12 395 536 305 414 891 1,208 685 929 1,445 1,959 1,111 1,507
1-1/4 7 495 671 380 515 1,120 1,519 862 1,169 1,817 2,464 1,398 1,896
1-1/4 12 550 746 425 576 1,241 1,683 954 1,294 2,012 2,728 1,548 2,099
1-3/8 6 655 888 500 678 1,469 1,992 1,130 1,532 2,382 3,230 1,832 2,484
1-3/8 12 745 1,010 570 773 1,673 2,269 1,287 1,745 2,712 3,677 2,086 2,829
1-1/2 6 865 1,173 665 902 1,949 2,643 1,500 20,34 3,161 4,286 2,432 3,298
1-1/2 12 975 1,322 750 1,017 2,194 2,975 1,687 2,288 3,557 4,823 2,736 3,710
1-3/4 5 1,370 1,857 1,055 1,430 2,286 3,100 1,758 2,384 4,988 6,764 3,837 5,203
2 4.5 2,060 2,793 1,585 2,149 3,438 4,662 2,644 3,585 7,500 10,170 5,769 7,823
2-1/4 4.5 3,015 40,88 2,320 3,146 50,27 6,817 3,867 5,244 10,969 14,874 8,438 11,442
2-1/2 4 4,125 5,593 3,170 4,298 6,875 9,323 5,288 7,171 15,000 20,340 11,538 15,646
2-3/4 4 5,590 7,579 4,300 5,830 9,321 12,639 7,170 97,23 17,794 24,129 13,688 18,561
3 4 7,385 10,013 5,680 7,701 12,313 16,696 9,472 12,844 23,507 31,875 18,082 24,519
Table 19-1: Torque Values for Standard Hardware (Continued)
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-3
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
Metric Bolt Torque Chart
Property Class = 8.8 Property Class = 10.9 Property Class = 12.9
Diameter Pitch
Dry Lube Dry Lube Dry Lube
(mm) (mm)
(ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M
6 6.9 9.3 5.2 7 9.7 13.2 7.3 9.9 11.6 15.7 8.7 11.8
8 17.7 23.9 13.3 18 24.9 33.8 18.7 25.4 29.8 40.4 22.4 30.4
10 1.5 30 41 24 32 44 60 34 46 52 71 40 54
10 1.25 32 43 24 33 46 63 36 49 55 74 42 57
12 1.75 53 72 41 55 77 105 60 81 91 123 70 95
12 1.25 58 78 44 60 85 115 65 88 99 134 76 103
14 2 85 115 65 88 124 168 95 129 145 196 111 151
14 1.5 91 124 70 95 134 181 103 139 156 212 120 163
16 2 131 178 101 137 192 260 148 200 225 305 173 234
16 1.5 140 190 108 146 204 277 157 213 240 325 184 250
18 2.50 181 246 139 189 265 359 204 276 311 421 239 324
18 1.5 204 276 156 212 297 403 229 310 349 473 268 364
20 2.5 256 347 197 267 374 507 288 390 439 595 338 458
20 1.5 284 385 218 296 415 563 319 433 487 660 375 508
22 2.5 349 473 268 364 510 692 392 532 599 812 460 624
22 1.5 383 519 294 399 560 759 431 584 657 891 505 685
24 3 443 600 340 461 647 877 497 674 759 1,029 583 791
24 2 482 654 371 503 705 956 543 736 828 1122 637 863
27 3 648 879 499 676 949 1,286 729 989 1,112 1,508 856 1,160
Table 19-2: Torque Values for Metric Hardware
Page 19-4 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
Property Class = 8.8 Property Class = 10.9 Property Class = 12.9
Diameter Pitch
Dry Lube Dry Lube Dry Lube
(mm) (mm)
(ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M (ft-lbs) N-M
27 2 700 949 538 730 1,023 1,387 787 1,067 1,200 1,627 923 1,252
30 985 1,335 741 1,004 1,389 1,883 1,044 1,416 1,665 2,257 1,252 1,697
36 1,716 2,326 1,290 1,749 2,419 3,280 1,819 2,466 2,900 3,931 2,180 29,56
42 2,753 3,732 2,070 2,806 3,882 5,263 2,919 3,957 4,652 6,307 3,498 4,742
48 4,156 5,634 3,124 4,236 5,860 7,944 4,406 5,973 7,023 9,521 5,280 7,159
56 6,662 9,032 5,009 6,791 9,393 12,735 7,063 9,575 11,259 15,264 8,465 11,477
64 9,954 13,496 7,484 10,147 14,035 19,028 10,553 14,307 16,822 22,807 12,648 17,148
72 14,410 19,536 10,835 14,689 20,319 27,547 15,277 20,712 24,353 33,016 18,310 24,824
Table 19-2: Torque Values for Metric Hardware (Continued)
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-5
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
19.2 V-Belt Drive Information
19.2.1 General Belt Care
V-belts achieve more service life if kept clean and dry. Rock dust and rust from metals are abrasive. Oils and
acids deteriorate belt material. Dust and moisture on belts can cause slippage. Dust build-up in sheaves can
cause harmful vibration.
Belt dressing compounds are available and are sometimes used for various reasons. While they may be
used, belt dressing may actually shorten belt life. Clean, well-cared belts are the best way to manage the belt
problems. Daily cleaning of belts and sheaves by blowing them off with compressed air can increase their
useful life. Store unused belts in a cool and dry environment with no direct sunlight. Store on shelves or in
original containers. Do not allow belts to be bent to diameters smaller than what is recommended for the belt
cross section.
19.2.2 General Belt Recommendations
1. Keep belts and sheaves clean.
2. Avoid belt or sheave rubbing. Don’t let belts or sheaves rub against a guard (or anything else) while they
are running.
3. Drive belts with motors mounted on adjustable bases. This allows convenient and proper installation of
belts without prying on belts.
4. Keep belts properly tightened. Most belt stretch occurs in the first 30-40 hours of operation. Check belt
tension frequently during this period.
5. Do not over-tighten belts. Over-tightening shortens the useful life of belts and sheaves. This can also
cause premature bearing failures. Ideal belt tension is the lowest at which belts won’t slip under peak
loads.
6. Periodically inspect v-belt drives for wear on belts or sheaves. Refer to Figure 19-1 and Figure 19-2 on
page 19-7. Replace worn sheaves.
Worn Belt
Worn Worn Belt
or Sheave
Normal
Worn
Sheave
Sheave or Sheave Normal
Figure 19-1: Typical Belt and Sheave Wear
Page 19-6 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
0
O P
P D 17.
3 8 r 17.
v
"
e D
13 3 6
" 0
0 to
Standard
.
D
Suction
PD
12.0 to 12.99
34"
Figure 19-2: Sheave Gauge Showing Wear
7. Keep belts straight. Don’t allow v-belts to run out of alignment. To run properly, sheaves must be parallel
and grooves must be in line. Refer to Figure 19-3.
OK
OK
OK
Figure 19-3: Sheave Alignment
8. If a drive uses multiple belts, use only matched belts. A matched set of belts last longer and loading is
evenly divided among all the belts. Belts from different manufacturers must not be mixed in a set
because material differences could reduce belt life. Always replace belts in full sets.
9. Don’t overload belts. If the drive has 10 sheave grooves, use 10 belts. Using less than the designed
number puts stress on the remaining ones. This can cause premature failure.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-7
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
19.2.3 Belt Drive Troubleshooting
Good maintenance practices must help you experience minimal trouble with belts and sheaves, however
there may be times when troubles are experienced. The following Table 19-3 can be used as a
troubleshooting tool.
Trouble Cause Correction
Belt Slip (sidewalls glazed) Insufficient tension Replace belts; increase tension
Drive squeals • Overloaded drive. • Find cause and correct.
• Arc of contact too short. • Increase distance between hubs.
• Heavy starting load. • Increase tension.
Belts roll over • Broken cord caused by prying. • Replace belt correctly.
• Overloaded drive. • Redesign drive.
• Impulse loads. • Apply proper tension.
• Misalignment. • Realign drive.
• Worn sheave grooves. • Replace sheave.
• Flat idler sheave. • Align and reposition.
• Excessive vibration. • Check drive design, mounting.
• Consider banded belts.
Mismatched belts • New belts installed with old. • Replace belts with matched set.
• Sheave grooves worn unevenly. • Replace sheaves.
• Improper groove angle. • Align drive.
• Shafts not parallel.
Belt breaks • Shock loads. • Apply proper tension.
• Heavy starting load. • Use compensator starting.
• Belt pried over sheaves. • Replace belt correctly.
• Foreign object in drive. • Determine source of object, design
guard to correct problem.
Belt wears prematurely • Sheave grooves worn. • Replace sheaves.
• Sheave diameter too small. • Redesign drive.
• Mismatched belts. • Replace with matched set.
• Drive overloaded. • Redesign drive.
• Belt slips. • Increase tension.
• Sheaves misaligned. • Align sheaves.
• Oil present. • Eliminate oil.
• Excessive heat present. • Ventilate drive.
Table 19-3: Belt Drive Troubleshooting
19.2.4 Maintaining V-Belt Tensions
V-belt tension must be maintained to provide proper drive effectiveness. The following method of tensioning
v-belts has been established as an acceptable and preferred method.
Page 19-8 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
19.2.4.1 Tension-Deflection Method
1. Place a straight edge across the top of both sheaves. Refer to Figure 19-4 measure the span length.
2. Using a spring scale at right angle to belt at 1/2 of span length, apply a force to the scale on one of the
belts enough to deflect the belt 1/64 in per each in of span length.
Example: For a 100 in span, the deflection would be 100/64, or approximately 1-1/2 ines.
3. Compare the force measurement to the recommended ranges shown in Table 19-4 below for the
appropriate belt cross section type shown in.
4. Tighten or loosen belt to bring it into the recommended range.
5. When installing new belts, tighten them to “Initial Installation” tension. This tension will drop during the
run-in period.
9
8
6
7
2
5 3
4
1 Motor Driven Sheave 6 Straightedge
2 Spring Scale 7 1/2 Span
3 Force Measurement 8 Span Length
4 V-belt 9 Deflection Measurement - 1/6 Inch for each
Inch of Span Length
5 Driven Sheave
Figure 19-4: Tension-Deflection Diagram
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-9
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
Recommended Belt Deflection Force (Pounds)
V-Belt Cross Smallest Sheave Diameter Range
Re-tensioning
Section (ines) Initial
Installation
Maximum Minimum
- 3.0 3.6 3.1 2.4
3.1 - 4.0 4.2 3.6 2.8
A
4.1 - 5.0 5.2 4.6 3.5
5.1 - 6.1 5.3 4.1
- 4.6 7.3 6.4 4.9
4.7 - 5.6 8.7 7.5 5.8
B
5.7 - 7.0 9.3 8.1 6.2
7.1 - 10.0 8.8 6.8
- 7.0 12.5 10.7 8.2
7.1 - 9.0 15.0 13.0 10.0
C
9.1 - 12.0 18.0 16.3 12.5
12.1 - 19.5 16.9 13.0
12.0 - 13.0 25.5* 22.1 17.0
13.1 - 15.5 30.0* 26.0* 20.0
D
15.6 - 22.0 32.0* 28.0* 21.5
E 18.0 - 22.0 45.0* 39.0* 30.0*
22.1 - 52.5* 45.5* 35.0*
- 3.0 5.1 4.4 3.4
AX 3.1 - 4.0 5.5 4.8 3.7
4.1 - 5.0 6.0 5.2 4.0
5.1 - 6.7 5.9 4.5
- 4.6 10.0 8.7 6.7
4.7 - 5.6 11.0 9.5 7.3
BX
5.7 - 7.0 11.5 9.9 7.6
7.1 - 12.0 10.1 7.8
- 7.0 18.0 15.6 12.0
7.1 - 9.0 19.5 16.9 13.0
CX
9.1 - 12.0 20.0 17.6 13.5
12.1 - 21.0 18.2 14.0
Table 19-4: Belt Deflection Force
Page 19-10 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
Recommended Belt Deflection Force (Pounds)
V-Belt Cross Smallest Sheave Diameter Range
Re-tensioning
Section (ines) Initial
Installation
Maximum Minimum
2.65 - 3.35 4.6 4.0 3.1
3.65 - 4.50 5.5 4.8 3.7
3V
4.75 - 6.0 6.4 5.6 4.3
6.5 - 10.6 7.3 6.4 4.9
7.1 - 10.3 16.5 14.3 11.0
5V 10.9 - 11.8 19.5 16.9 13.0
12.5 - 16.0 21.0 18.2 14.0
12.5 - 16.0 39.0* 33.8* 26.0*
8V 17.0 - 20.0 45.0* 39.0* 30.0*
21.2 - 24.4 51.0* 44.2* 34.0*
2.2 - 2.5 4.8 4.2 3.2
2.65 - 4.75 5.7 4.9 3.8
3VX
5.0 - 6.5 7.2 6.2 4.8
6.9 - 8.7 7.5 5.8
- 5.5 15.0 13.0 10.0
5.9 - 8.0 19.0 16.9 13.0
5VX
8.5 - 10.9 21.0 18.2 14.0
11.8 - 22.0 19.5 15.0
Table 19-4: Belt Deflection Force (Continued)
*. For banded belts, multiply the force in table by the number of belts in the band.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-11
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
19.2.5 Belt Type Cross-Sections
0.38" 0.62" 1.0"
3V 0.31" 5V 8V 0.88"
0.54"
0.50" 1.25"
A 0.31"
D 0.75"
0.66"
B 0.41"
1.5"
0.88"
E 0.91"
C 0.53"
Figure 19-5: Belt Type Cross-Sections
19.2.6 Belt Idlers
A properly designed v-belt drive does not require an idler to deliver full horsepower if proper belt tension can
be maintained. Idlers must be avoided if possible because it puts additional bending stress points on the belt.
Due to drive design parameters, idlers are sometimes used. The following are general descriptions of the
types of idlers that may be used.
19.2.7 Inside Idler
A v-grooved idler located on the inside of the belts on the slack side of drive would be recommended over a
backside idler. The idler must be located near the large sheave to minimize reduction of the arc of contact on
the small sheave. The diameter must be equal to or larger than that of the small sheave.
Figure 19-6: Inside Idler
Page 19-12 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
19.2.8 Backside Idler
A backside idler increases the arc of contact on both sheaves. However, it forces a backward bend in the v-
belt that can contribute to premature failure. The idler puts additional stress on the bottom portion of the belt
which will result in bottom cracking. If a backside idler must be used, the diameter must be at least 1 - 1/2
times the diameter of the small sheave. It must also be located as close as possible to the small sheave.
Figure 19-7: Backside Idler
19.2.9 Kiss Idler
A kiss idler differs from the backside idler because the kiss idler does not penetrate the belt span and create
a backward bend on the belt. A kiss idler does not contribute to premature belt failure. Use of a kiss idler can
help control belt vibration and whip on drives subject to shock and pulsating loads. If a kiss idler is used, the
diameter must be at least 1 - 1/2 times the diameter of the small sheave.
Figure 19-8: Kiss Idler
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-13
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
19.3 Accumulator Charging Instruction
19.3.1 Description
The inflation checker is used to check and charge the nitrogen bleed of all accumulators. The maximum
operating pressure is 250 bar. Tighten the inflation valve; it uses a flexible tube to connect to the nitrogen
source. There are three major components in this equipment.
• The tester and pressurizer VG3
• The flexible tube for connection to a nitrogen source
• The casing
E J
F K
B
C
G
H
A. Pressure Gauge F. SAE 7/8" 14 NF 2
B. General Bleed G. SAE 5/8" 18 NF 2
C. Male Flexible Connector H. 0,305"-32 NFT
D. Kurled Cap J. Male Connector
E. Adjusting Knob K. Female Connector
Figure 19-9: Charging Set
19.3.2 General Characteristics
• Pressure gauge (A) with standardized graduations in bar
• General bleed (B)
• Pressurizing port with non-return valve for 60° BSP 1/4" male flexible connector (C)
• Knurled cap (D)
• Adjusting knob (E)
• 3 connectors (screwed inside M33 connector) to connect the accumulator to the tester and
pressuriser.
• SAE 7/8" 14 NF 2 (F)
• SAE 5/8" 18 NF 2 (G)
• 0,305"-32 NFT (for schrader type valve) (H)
• Flexible tube: Standard TS2 maximum operating pressure: 400 bar
Length approximately 2 metres. The tube is fitted with a female connector at both ends.
• Male connector and a female connector with gasket for connection to the pressure source
(commercial nitrogen cylinder, portable nitrogen station, super pressuriser, etc.) (J &K).\
NOTICE
For pressurizing from a commercial nitrogen cylinder, it is recommended to fit a pressure
reducing valve between the tube and the cylinder.
19.3.3 Checking and Pressurizing
1. Isolate the accumulator from the circuit. Make sure that it is decompressed on the liquid side.
2. Loosen the cap(s) on the pressurising valve side.
3. Remove additional connectors from the bottom of charging equipment and apply connector
SAE 7/8" (F).
4. Loosen the adjusting knob (E).
Page 19-14 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
5. Open the general bleed (B).
6. Hand-tighten the tester and pressuriser to the pressurising valve.
7. Position the pressure gauge correctly and lock the connector by hand.
8. Close the general bleed (B).
9. Turn the adjusting knob (E) slowly and simultaneously observe the needle on the pressure gauge. Turn
the knob until the needle moves from zero (Half turn of the knob is sufficient. It is not necessary to turn
the knob until it locks).
10. Read the pressure on the pressure gauge.
11. To reduce the pressure, slowly open the general bleed; until the required pressure is obtained.
A
F
B A. General Bleed
B. Male Flexible Connector
C. Kurled Cap
C D. Adjusting Knob
E. Flexible Tube
F. Pressure Gauge
D
Flexible
Tube E
Figure 19-10: Connections
12. To increase the pressure:
a. Remove the knurled cap (D)
b. Connect the end of flexible tube to the port (C).
c. Connect the other end of flexible tube with proper male or female connector to the nitrogen source
and pressurise.
d. Maintain the following pre-charge pressure:
• The pre-charge pressure for the accumulator on the crusher is 83 +/- 3bar (1200 +/-50psi).
• The pre-charge pressure for the accumulator on the HPU is 69 +/- 3bar (1000 +/-50psi).
CAUTION
RISK OF PERSONNEL INJURY OR EQUIPMENT DAMAGE
Wait for the heat caused by the pressure movement to stabilise, before checking or
adjusting the pre-charge. For safety reasons, isolate the nitrogen source during the period
of stabilisation.
NOTICE
1. Correct the nitrogen inflation pressure P0, according to the operating temperature (refer
to the instruction of accumulator charging tool).
2. For the accumulator in 10~32L, the pre-charging pressure from 0~1.5bar should be at
least 40 seconds duration to avoid bladder damage.
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-15
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
19.3.4 Disassembly
The disassembly steps is performed in the reverse order of the steps in “Checking and Pressurizing” on
page 19-14.
After removing the tester and pressuriser, make sure that the pressurizing valve is air tight. Tighten the cap(s)
on the pressurizing valve side.
Page 19-16 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
19.4 Oil Viscosity Classification
Figure 19-11: Oil Viscosity Classification
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-17
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
19.5 Crushing Terminology
19.5.1 Description
Glossary of Terms and Definitions
The following list contains terms and definitions commonly used throughout this manual as well as in the
rock-processing industry.
Backlash:
Total clearance between pinion teeth and gear teeth at pitch line.
Bridging:
Material wedged or covering the feed opening of the crusher and preventing entry of additional material.
Capacity:
The output of the crusher computed in tons per hour.
Cavity:
The internal contour formed by the two crushing members (bowl liner and mantle).
Choke Feed:
A condition when the feed material completely fills the crushing chamber.
Closed Circuit Crushing:
The type of operation where uniformity of product size is important and the product is screened as it is being
discharged and the material that does not pass through the screen is returned to the crusher.
Closed Side Setting (CSS):
The distance between the bottom of the crushing members as measured at the point where the two crushing
members are at their closest relationship during their gyrating cycle. This closed side setting regulates
product size.
Crushing Chamber:
The area of the crusher where crushing takes place.
Discharge Opening:
The distance between the bottom of the crushing members measured at the point where they are at their
farthest relationship during their gyrating cycle. This opening permits rapid discharge of the crushed material.
Drive:
Any device used to transmit rotating force from the electric motor or diesel engine to the crusher countershaft,
v-belt or flexible coupling.
Drive Guard:
Safety enclosure for the drive with small opening (opposite countershaft with cover) for tachometer.
Feed:
The raw material which is to be crushed.
Feed Opening:
The opening of the crusher where the material enters the crushing chamber.
Feed Opening (Closed Side):
The smallest distance between the top of the crushing members as measured when the two crushing
members are at their closest relationship during their gyrating cycle.
Feed Opening (Open Side):
The largest distance between the top of the crushing members measured when the two crushing members
are at their farthest relationship during their gyrating cycle. The feed opening (open side) determines the
maximum size of feed.
Fines:
Material having particle size smaller than a specified screen opening. Fines are equal to or smaller than
closed side setting.
Finished Product:
The resultant material after it has been processed.
Page 19-18 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
Trio® TC Series Cone Crusher Appendix
Friable:
Material that fractures easily.
Gradation:
The range of sizes contained in a sample of rock.
Grizzly:
A heavy duty screening surface consisting of a series of spaced bars, rails, or pipe members which may be
stationary or vibrating.
Liners:
The bowl liner and mantle are the crushing members and are commonly referred to as liners.
Minimum Discharge Setting:
The smallest safe distance between the bottom of the crushing members as measured when the two
crushing members are at their closest relationship during the gyrating cycle.
Open Circuit Crushing:
The type of operation where uniformity of product size is not considered to be of prime importance and the
feed is run through the crusher only once.
Oversize:
Material that will not pass through a specified screen opening.
Parallel Zone:
With the liners in their closest relationship during the gyrating cycle, the lower portion of both the bowl liner
and mantle, for some distance, will be parallel to each other. This area is known as the parallel zone.
Plugging:
Excessive fine material causes crusher to stall.
Product Size:
The size of screened material after it has been crushed.
Reduction Ratio:
Relationship of the top size of the feed material to the top size of the desired crushed product.
Scalping:
Removing from crusher feed most of the undersize material.
Top Size:
The largest particle size in the feed or product.
Tramp Material:
Material in the crusher feed that contains wood, clay, pieces of rubber belting, iron or steel, difficult (hard) to
crush material or oversize material, causing the crusher to stall.
Yield:
Product at the desired size or sizes.“Accumulator Charging Instruction” on page 19-14“Accumulator Charging
Instruction” on page 19-14
Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN UNCONTROLLED DOCUMENT Page 19-19
Document No.: DOC-07-000375 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. 13/3/20 Revision 0
Appendix Trio® TC Series Cone Crusher
nk
B la
ft
Le
lly
na
io
nt
te
In
ge
Pa
is
Th
Page 19-20 UNCONTROLLED DOCUMENT Document Name: IOM-TRIO-TC SERIES-CONE CRUSHER-EN
13/3/20 Revision 0 Copyright © 2020, Weir Slurry Group, Inc. All rights reserved. Document No.: DOC-07-000375
You might also like
- Low Profile Vibrating Screen 8X20Document14 pagesLow Profile Vibrating Screen 8X20VladimirNo ratings yet
- HP300 GA and Dimensional Drawings MM1472950 - 0Document10 pagesHP300 GA and Dimensional Drawings MM1472950 - 0Thiago PaivaNo ratings yet
- Modelling and Simulation of Dynamic Behaviour in Crushing PlantDocument66 pagesModelling and Simulation of Dynamic Behaviour in Crushing Plantmas26amin3465No ratings yet
- Ch660 Specification SheetDocument1 pageCh660 Specification SheetDiego MurandaNo ratings yet
- Nordberg® HP300™ Cone Crushers' Technical SpecificationsDocument6 pagesNordberg® HP300™ Cone Crushers' Technical SpecificationsIqramina Sista DewiNo ratings yet
- MANUAL SYMONS4,5,7 - Ocred-001-114Document114 pagesMANUAL SYMONS4,5,7 - Ocred-001-114Estreyker Chávez de Alba100% (1)
- NEW ConesGyraRollDocument4 pagesNEW ConesGyraRollestramilsolutionNo ratings yet
- Us 5540394Document10 pagesUs 5540394estramilsolutionNo ratings yet
- Catalogo Giratorio MetsoDocument5 pagesCatalogo Giratorio MetsoPaulaNo ratings yet
- 8r77r-Cybas I ConeDocument6 pages8r77r-Cybas I Coneturkishdjem100% (1)
- Bulletin 1047Document2 pagesBulletin 1047Cesar Casachagua DavilaNo ratings yet
- Microsoft Word - Technical Paper-No.8Document5 pagesMicrosoft Word - Technical Paper-No.8Sam ShiddoNo ratings yet
- Oil Temperatures Pressures Inspections Crusher PerformanceDocument1 pageOil Temperatures Pressures Inspections Crusher Performancesinter-musicNo ratings yet
- Cedarapids Overview BrochureDocument28 pagesCedarapids Overview BrochureJuan Marcos RodriguezNo ratings yet
- Jaw CrusherDocument4 pagesJaw CrusherRebekah HaleNo ratings yet
- PRESENTACIONDocument20 pagesPRESENTACIONJorge VillalobosNo ratings yet
- 7.2 Crusher Erection and Maintenance Data - FlsmidthDocument3 pages7.2 Crusher Erection and Maintenance Data - FlsmidthWILSON JUAN DE DIOS QUISPE YUPANQUINo ratings yet
- Deepak Project On Jaw CrusherDocument96 pagesDeepak Project On Jaw CrusherAnil Kumar KnNo ratings yet
- Jaw Crusher Sizing GuideDocument5 pagesJaw Crusher Sizing GuideTerence Jhon TabonNo ratings yet
- 2007 Green Pages Catalogo de RepuestosDocument50 pages2007 Green Pages Catalogo de RepuestosEdgar VillalvaNo ratings yet
- 8.12.01.03 - Technical Data CH890Document8 pages8.12.01.03 - Technical Data CH890gytoman100% (1)
- Poliuretano - Mallas WS85Document32 pagesPoliuretano - Mallas WS85Oscar C SotomayorNo ratings yet
- Manual PartsDocument125 pagesManual PartsAlejandro AguirreNo ratings yet
- Hydrocone H4800 Crushing Chambers, Page 2 HC PDFDocument1 pageHydrocone H4800 Crushing Chambers, Page 2 HC PDFCESAR ANDRES MOREYRA CANTUNo ratings yet
- Washing and Classifying Brochure EnglishDocument24 pagesWashing and Classifying Brochure EnglishMohammed Alshami GeologistNo ratings yet
- Shineking Cone Crusher Manual BookDocument32 pagesShineking Cone Crusher Manual BookRiki D. PrastyoNo ratings yet
- PDF Conciliacion Materiales DLDocument96 pagesPDF Conciliacion Materiales DLCarlos Augusto100% (1)
- CEDARAPIDS (2015) - Quality Paving Guide BookDocument96 pagesCEDARAPIDS (2015) - Quality Paving Guide BookRodrigo DíazNo ratings yet
- DATA SHEET MP1000 CrusherDocument6 pagesDATA SHEET MP1000 CrusherRichard Vica CalvoNo ratings yet
- Optimize CT2436 Jaw Crusher ManualDocument13 pagesOptimize CT2436 Jaw Crusher ManualVladimir Illich Pinzon100% (1)
- Rocksledger: Primary Jaw CrushersDocument2 pagesRocksledger: Primary Jaw CrushersMechanical department100% (2)
- Mobile Jaw Crusher PDFDocument7 pagesMobile Jaw Crusher PDFNguyễn LinhNo ratings yet
- Trituradora Symons 4 14Document52 pagesTrituradora Symons 4 14kryzcj altamiranoNo ratings yet
- Trio Materials Washers.Document3 pagesTrio Materials Washers.SinaiNo ratings yet
- 107ME037 - Impact CrusherDocument7 pages107ME037 - Impact CrusherMohammed Abdo100% (1)
- Cone StandardDocument16 pagesCone StandardNguyễn LinhNo ratings yet
- Recommended Setting Maximum Setting: Current Revision ApprovedDocument1 pageRecommended Setting Maximum Setting: Current Revision Approvedtecnicomineria14060No ratings yet
- Nordberg 105 S N 34380Document33 pagesNordberg 105 S N 34380Gilberto Garnica MurilloNo ratings yet
- Cone Crusher CH Series: Rock Processing Chapter DDocument1 pageCone Crusher CH Series: Rock Processing Chapter DAnonymous 80XBOEbNo ratings yet
- b5-150 Screens EngDocument7 pagesb5-150 Screens Engjahangir_alam44_6764No ratings yet
- Simu Presentacion Exam3Document1 pageSimu Presentacion Exam3Edwin Barboza DuranNo ratings yet
- Excel Components For Symons Templates PDFDocument1 pageExcel Components For Symons Templates PDFAnonymous 8t0V9SNo ratings yet
- Paneles Autolimpiantes MetsoDocument4 pagesPaneles Autolimpiantes Metsodaniel floresNo ratings yet
- HANBOOK Jaw Crushers PDFDocument8 pagesHANBOOK Jaw Crushers PDFfrankz89No ratings yet
- Cone Crusher Cs Series: Technical SpecificationDocument1 pageCone Crusher Cs Series: Technical SpecificationMineracoes ConstrucoesNo ratings yet
- Group Crushers Cone GCDocument8 pagesGroup Crushers Cone GCOrlando MelipillanNo ratings yet
- Module 5 ASRi SystemDocument34 pagesModule 5 ASRi SystemGracjan Cmok-GawrońskiNo ratings yet
- Jaw Crusher Broch 2Document12 pagesJaw Crusher Broch 2Nanjappa K NuchumaniandaNo ratings yet
- Wmd0976 Trio Tc66 Series Cone Crusher Spec SheetDocument2 pagesWmd0976 Trio Tc66 Series Cone Crusher Spec SheetYang Wan100% (1)
- TC Cone BrochureDocument8 pagesTC Cone BrochurecarrialdiNo ratings yet
- Cone Crusher - Mineral Processing & Extractive MetallurgyDocument23 pagesCone Crusher - Mineral Processing & Extractive MetallurgyArdh0072No ratings yet
- 74.terex® WC1000 Wheeled Cone and Inclined Screen Plant - EDocument4 pages74.terex® WC1000 Wheeled Cone and Inclined Screen Plant - EHữu Dũng Nguyễn50% (2)
- Excel Gears and Pinions For Cone CrushersDocument2 pagesExcel Gears and Pinions For Cone CrushersJohnDim100% (2)
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFมนต์ชัย บุญธนลาภNo ratings yet
- Guangxi Crukings Machinery Equipment Co., Ltd. ProfileDocument26 pagesGuangxi Crukings Machinery Equipment Co., Ltd. ProfileJake HuangNo ratings yet
- Norberg HP Application Guide 2602 HiresDocument12 pagesNorberg HP Application Guide 2602 HiresNancy J100% (1)
- VestDavit - PLR-3600 - Installation ManualDocument31 pagesVestDavit - PLR-3600 - Installation ManualGesiel SoaresNo ratings yet
- Sailor: TT-3000LRIT Mini-C Installation ManualDocument35 pagesSailor: TT-3000LRIT Mini-C Installation ManualTháiMinhQuânNo ratings yet
- Type-Certificate Data Sheet: An Agency of The European UnionDocument24 pagesType-Certificate Data Sheet: An Agency of The European UnionaliNo ratings yet
- Trotter 110Document92 pagesTrotter 110piotreNo ratings yet
- Guideline-For-Regular (Summer) Exam 2021 B. PharmacyDocument1 pageGuideline-For-Regular (Summer) Exam 2021 B. PharmacyBHRUJ PATELNo ratings yet
- Characteristics of ComputersDocument2 pagesCharacteristics of ComputersBilas Joseph33% (3)
- Series Tl1105 Switches: Tact Switches - 6Mm X 6MmDocument3 pagesSeries Tl1105 Switches: Tact Switches - 6Mm X 6Mmalex kastaNo ratings yet
- Quick Start: Issue DateDocument15 pagesQuick Start: Issue DatebqbertNo ratings yet
- Web ADI PersonalizationDocument7 pagesWeb ADI PersonalizationsmohammedsaadNo ratings yet
- ProfileDocument2 pagesProfileNikeisha Dzakiyah HafidzahNo ratings yet
- Chapter 2: Machine Translation: A. Computer Assisted Translation ToolsDocument32 pagesChapter 2: Machine Translation: A. Computer Assisted Translation ToolsRinaldy AlidinNo ratings yet
- A Triple Core Lock-Step (TCLS) ARM® Cortex®-R5 Processor For Safety-Critical and Ultra-Reliable ApplicationsDocument5 pagesA Triple Core Lock-Step (TCLS) ARM® Cortex®-R5 Processor For Safety-Critical and Ultra-Reliable ApplicationsМладен ВидовићNo ratings yet
- ECE 403 - Mobile CommunicationDocument6 pagesECE 403 - Mobile CommunicationNIKSHUBHA SINGHNo ratings yet
- Homo Conexus - The Connected HumansDocument238 pagesHomo Conexus - The Connected Humanssplinter2000No ratings yet
- User's Manual of Haiwell H and N Series MPUDocument1 pageUser's Manual of Haiwell H and N Series MPUMuhammad Anowar KabirNo ratings yet
- Santos: Cost, Time and Resource SheetDocument3 pagesSantos: Cost, Time and Resource SheetElias EliasNo ratings yet
- CSCC Migrating Applications To Public Cloud Services Roadmap For SuccessDocument28 pagesCSCC Migrating Applications To Public Cloud Services Roadmap For SuccessgsrrsNo ratings yet
- BlueStacks App PlayerDocument3 pagesBlueStacks App PlayerZagor2012No ratings yet
- Turban - Information Technology For Management 9eDocument43 pagesTurban - Information Technology For Management 9eDineoNo ratings yet
- CTI Technical Manual PDFDocument40 pagesCTI Technical Manual PDFYashveer Takoory100% (4)
- Jovanka Impresses Iin European Championships: WWW - Chess.co - UkDocument11 pagesJovanka Impresses Iin European Championships: WWW - Chess.co - Ukrajveer404100% (1)
- 9850 000818 00 Source Controller Install Manual 0920 CLSDocument24 pages9850 000818 00 Source Controller Install Manual 0920 CLSmohamed hashimNo ratings yet
- DSP Lectures v2 (Chapter2) PDFDocument32 pagesDSP Lectures v2 (Chapter2) PDFDaniel BobisNo ratings yet
- SE Tools and Practices Lab 2Document7 pagesSE Tools and Practices Lab 2Hiziki TareNo ratings yet
- PUMP AGGREGATE MONITORINGDocument6 pagesPUMP AGGREGATE MONITORINGMilenaCiricNo ratings yet
- Marine HVAC Systems for Superior Comfort and EfficiencyDocument24 pagesMarine HVAC Systems for Superior Comfort and EfficiencyLucaNo ratings yet
- Low Power Low Dropout Middle Current Voltage Regulators: General Description FeaturesDocument10 pagesLow Power Low Dropout Middle Current Voltage Regulators: General Description Features171 171No ratings yet
- RET - 521 - 2.3 Technical - Reference - Manual PDFDocument455 pagesRET - 521 - 2.3 Technical - Reference - Manual PDFelo_elo_elo_eloNo ratings yet
- The Basics of Protecting Against Computer HackingDocument8 pagesThe Basics of Protecting Against Computer HackinggynxNo ratings yet
- Before Ulte - Vilmut - BKSDocument171 pagesBefore Ulte - Vilmut - BKSWahyoe AryaNo ratings yet
- BW Mini HSTDocument1 pageBW Mini HSTCarolina Ariza MenjuraNo ratings yet
- sw2010 SolidSQUADDocument4 pagessw2010 SolidSQUADIvan MendozaNo ratings yet
- MuJava Supporting DocumentationDocument22 pagesMuJava Supporting DocumentationKhushboo KhannaNo ratings yet
- Design and Implementation of Oinline Course Registration and Result SystemDocument77 pagesDesign and Implementation of Oinline Course Registration and Result SystemAdams jamiu67% (3)